
De ontwerphoek is niet exclusief voor spuitgieten. Het belang ervan klinkt door in verschillende procestechnologieën. Bij spuitgieten bijvoorbeeld is de trekhoek cruciaal voor het soepel uitwerpen van onderdelen zonder schade te veroorzaken. Ook bij spuitgieten, De trekhoek voorkomt dat gietstukken in de mal vastklikken. Door ervoor te zorgen dat de mal en de gegoten onderdelen niet perfect parallel zijn, zorgt de ontwerphoek voor een lichte taper die het makkelijker maakt om de onderdelen te verwijderen. Dit concept is van toepassing op de meeste fabricageprocessen waarbij mallen worden gebruikt, wat het universele belang ervan benadrukt.
Vandaag bespreken we dit belangrijke concept.

Betekenis van Trekhoek
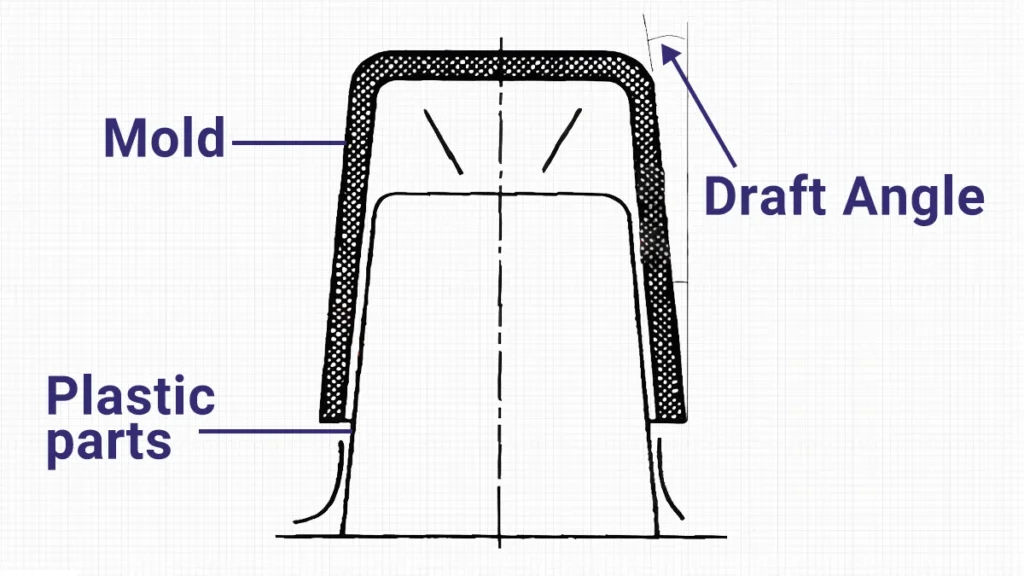
De term ontwerphoek verwijst naar de hoek die in de matrijs is ontworpen om de verwijdering van het gevormde onderdeel te vergemakkelijken. Het is meer bepaald de hoek van de vormoppervlakken in de richting van de matrijsopening.
Wie ontwerpt de ontwerphoek?
Aangezien de trekhoek uiteindelijk wordt weerspiegeld in de matrijs, is er vaak discussie over de vraag of de trekhoek moet worden ontworpen door de constructeur of de matrijsbouwer. Momenteel zijn er twee belangrijke benaderingen:
- De constructeur moet ervoor zorgen dat alle oppervlakken een ontwerphoek hebben tijdens het ontwerp van het onderdeel (met uitzondering van sommige constructies die door een matrijsbouwer moeten worden geëvalueerd).
- De constructeur is verantwoordelijk voor het aanbrengen van ontwerphoeken op oppervlakken die eruit zien en belangrijke assemblageoppervlakken, terwijl andere niet-kritieke oppervlakken aan de matrijsbouwer worden overgelaten. matrijsontwerp gebaseerd op ervaring.
Beide benaderingen hebben hun voor- en nadelen en de keuze moet worden gemaakt op basis van de specifieke situatie:
Voor de eerste benadering:
Voordelen:
- Zorgt ervoor dat er geen structurele interferentie optreedt, handhaaft de ontwerpvereisten voor assemblagegaten en maattoleranties en garandeert zo de kwaliteit van de onderdelen.
- Bespaart tijd bij de DFM (Design for Manufacturability)-beoordeling van matrijzen en voorkomt kwaliteitsgeschillen.
Minpunten:
- Vereist dat de bouwkundig ingenieur uitgebreide ervaring heeft met schimmel; anders is het mogelijk dat de ontworpen ontwerphoeken een soepele uitwerping niet mogelijk maken.
- Aangezien alle oppervlakken een ontwerphoek nodig hebben, neemt de werklast van de bouwkundig ingenieur toe, waardoor projecten met krappe tijdschema's vertraging kunnen oplopen.
- De oorspronkelijke verticale oppervlakken worden schuin na het aanbrengen van ontwerphoeken, wat latere structurele aanpassingen bemoeilijkt.
- De toevoeging van ontwerphoeken resulteert in meer interferentielijnen in technische tekeningen, waardoor de kans op aantekenfouten toeneemt.
Voor de tweede benadering:
Voordelen:
- Bespaart ontwerptijd voor de constructeur; ervaren matrijsingenieurs ontwerpen de ontwerphoeken, wat meestal een soepele uitwerping garandeert.
- Vereenvoudigt latere constructieve aanpassingen en annotaties op technische tekeningen voor de constructeur.
Minpunten:
- Het is mogelijk dat matrijsingenieurs de functionele vereisten van het product niet volledig begrijpen en alleen denken vanuit het oogpunt van uitwerpen, waardoor ze mogelijk niet voldoen aan structurele vereisten zoals interferentie, spelingen, afmetingen en sterkte.
- Verhoogt de werklast van de matrijsingenieur, omdat deze gewoonlijk de hoekprofielen verwijdert voordat de trekhoek wordt toegevoegd, en vervolgens de hoekprofielen opnieuw aanbrengt, wat kan leiden tot afwijkingen tussen de nieuwe en originele hoekprofielen.
Soorten trekhoeken
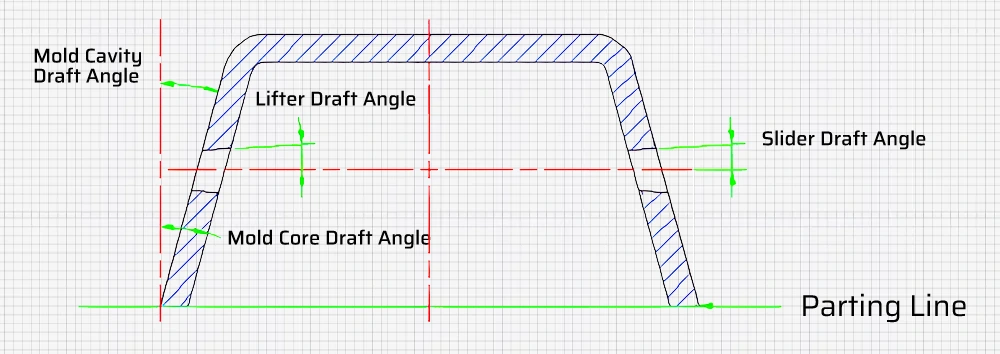
Tochthoeken kunnen worden ingedeeld in holtetrekhoeken en kerntochthoeken, die zich onderscheiden door de deellijn die de holte en de kern scheidt. De oppervlakken parallel aan de uitwerprichting in de holte vereisen kerntrekhoeken en die in de kern vereisen kerntrekhoeken. Bovendien, als de mal zijdelingse kernen heeft (lifters en schuivers) zijn trekhoeken voor de klep en trekhoeken voor de schuif nodig, waarbij de trekrichting de bewegingsrichting van de schuif volgt.
De trekrichting is over het algemeen gebaseerd op de deellijn om ervoor te zorgen dat de grootste afmeting na het trekken in de buurt van de deellijn ligt, wat een soepele uitwerping vergemakkelijkt.
Waarom ontwerphoeken ontwerpen?
Trekhoeken zijn een processtructuur. Theoretisch hebben productstructuren geen trekhoeken nodig, tenzij het ontwerp dit vereist. Maar door de beperkingen van spuitgietprocessen zoals spuitgieten, moeten kunststof producten na het gieten en afkoelen uit de matrijs worden gehaald. Zonder trekhoeken zou het erg moeilijk zijn om kunststof onderdelen uit de matrijs te halen. Denk maar aan de moeilijkheid om gestapelde plastic krukjes, die al een trekhoek hebben, van elkaar te scheiden, laat staan plastic onderdelen zonder trekhoek die uit de matrijs moeten worden gehaald.
Waarom is het moeilijk om plastic onderdelen uit de mal te halen zonder een trekhoek?
Bij spuitgieten stroomt de gesmolten hars in de gesloten matrijs en vult de holte tussen de kern en de holte. Thermoplastische materialen hebben de neiging om tijdens het afkoelen naar de matrijskern toe te krimpen, waardoor de kunststofonderdelen zich stevig aan de matrijskern hechten. Bovendien kunnen sommige kunststoffen microscopisch van de wand van de matrijsholte wegtrekken, maar de meeste zullen nog steeds contact maken met de wand van de matrijsholte.
Tijdens het openen van de mal ondervindt het kunststofdeel een wrijvingsweerstand die tegengesteld is aan de uitwerprichting, ongeacht of het buitenoppervlak van het kunststofdeel in contact komt met de holtewand of het binnenoppervlak met de kern. De wrijvingskracht, voorgesteld door 𝑓=𝜇×𝐹𝑛f=μ×Fnhangt af van de ruwheid van het contactoppervlak (𝜇μ) en de krimpspanning (𝐹𝑛Fn), die op zijn beurt verband houdt met de trekhoek.
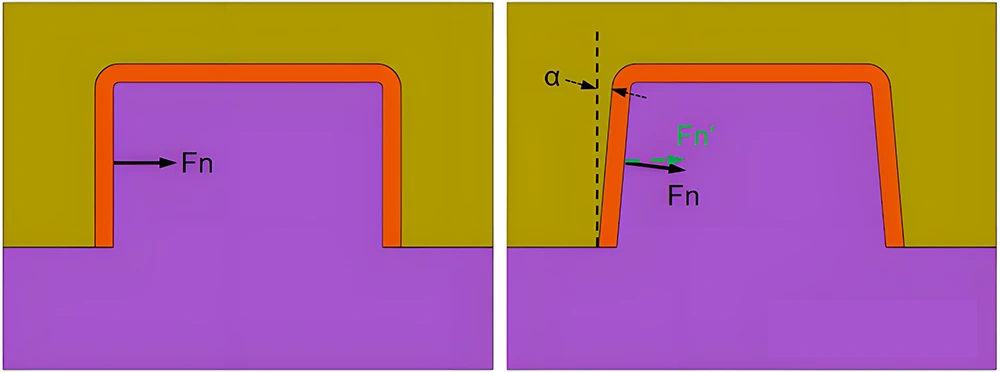
Door een ontwerphoek te maken, wordt de wrijvingskracht in de uitwerprichting 𝑓=𝜇×𝐹𝑛×cos𝛼f=μ×Fn×cosα neemt af als de trekhoek 𝛼α toeneemt. Over het algemeen is de trekhoek niet erg groot, zodat de bijdrage aan het verminderen van statische wrijving beperkt is.
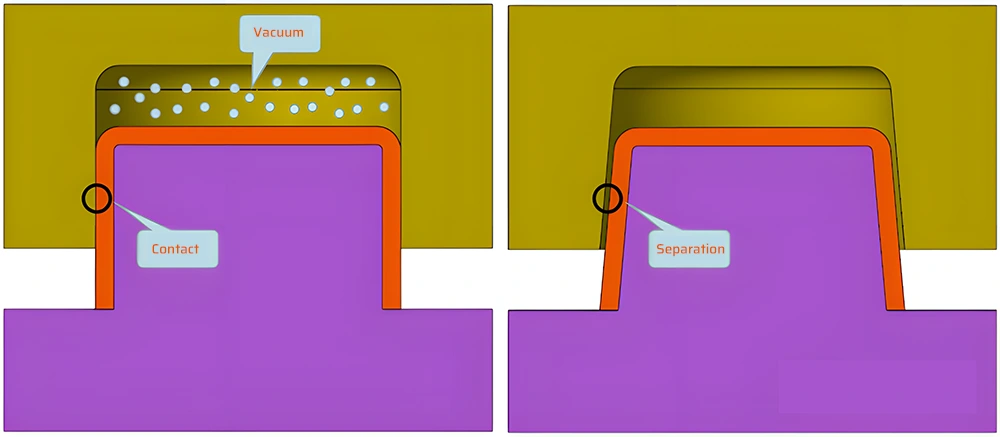
De belangrijkste functie van de trekhoek is ervoor te zorgen dat het kunststofdeel niet meer in contact komt met de matrijs zodra het loskomt van de matrijs, zodat er geen wrijving meer is. Zonder een trekhoek zou het kunststofdeel bij het scheiden overgaan in glijdende wrijving en bij hoogglanzende oppervlakken zou de caviteit een vacuüm kunnen vormen, waardoor het moeilijk wordt om het kunststofdeel volledig van de caviteit te scheiden. In het ergste geval blijft de kunststof aan de holte kleven, waardoor de kernstructuur van het kunststofdeel vervormt tijdens het uitwerpen.
Voordelen van ontwerphoeken:
Trekhoeken kunnen soms tot belangenconflicten leiden. Spuitgieters geven de voorkeur aan grotere ontwerphoeken om het uitwerpen te vergemakkelijken. Vormfabrikanten daarentegen vinden het een uitdaging om alle holte- en kernoppervlakken onder een hoek te bewerken, omdat dit eenvoudige vormen bemoeilijkt die anders met eenvoudiger apparatuur en tegen lagere kosten zouden kunnen worden bewerkt. Productontwerpers kunnen vinden dat ontwerphoeken het ontwerp van onderdelen bemoeilijken en het uiterlijk veranderen.
Ondanks deze uitdagingen is het van cruciaal belang dat de spuitgietproducten voldoen aan de vereiste kwaliteitsnormen. Zonder trekhoeken neemt de kans op spuitgietproblemen toe, waardoor de productiekosten onnodig stijgen en de levertijden langer worden. Naast het vergemakkelijken van het verwijderen van onderdelen uit de matrijs, bieden ontwerphoeken nog andere voordelen:
- Verminder de kans op beschadiging van productoppervlakken tijdens het uitwerpen.
- Zorg voor uniformiteit en integriteit van oppervlaktetexturen en -afwerkingen.
- Minimaliseer vervorming van onderdelen door uitwerpweerstand.
- Verminder slijtage op gegoten onderdelen en verklein de kans op schade aan de gietvorm.
- Verkort de totale koeltijd door complexe uitwerpopstellingen te elimineren of te verminderen.
- Direct en indirect lagere totale productiekosten.
Principes van het ontwerp van de trekhoek
- Zorgen voor soepele uitwerping
- Structurele functionaliteit behouden
- Voldoen aan esthetische eisen
Zorgen voor een soepele uitwerping:
Na het openen van de mal moet het kunststofdeel aan de kernzijde blijven om het uiteindelijke uitwerpen te vergemakkelijken.
Een kunststof onderdeel uit de mal halen bestaat uit twee stappen:
1. Komt los van de spouwmuur
Het buitenoppervlak van het kunststofdeel scheidt zich van de spouwmuur. Meestal zijn er geen extra structuren die deze scheiding ondersteunen, zodat de wrijving tussen het buitenoppervlak en de spouwmuur zo klein mogelijk moet zijn.
2. Scheidt van de kernwand
Het binnenoppervlak van het kunststofdeel komt los van de kernwand. De matrijs gebruikt hiervoor meestal uitwerppennen, schuine pennen of uitwerpplaten. De wrijving tussen het binnenoppervlak en de kern moet groter zijn dan die tussen het buitenoppervlak en de holtewand om ervoor te zorgen dat het onderdeel aan de kernzijde blijft tijdens het openen van de matrijs.
Omdat kunststof de neiging heeft om naar de matrijskern toe te krimpen, waardoor een grotere krimpspanning ontstaat, zal de wrijving tussen het binnenoppervlak en de kern groter zijn dan die tussen het buitenoppervlak en de holtewand, gegeven een consistente ruwheid en trekhoek. Daarom worden kernen meestal in de kern ontworpen en holtes in de holte, met de complexe kant van het kunststofdeel in de kern en de relatief eenvoudige kant (uiterlijk) in de holte.
Er zijn echter uitzonderingen. Als het binnenoppervlak bijvoorbeeld een uiterlijk oppervlak is dat geen uitwerpstiftmarkeringen kan hebben, zou de kern in de holte zitten en de holte in de kern. Om te voorkomen dat de kern aan de holte blijft kleven, heeft de holte extra uitwerpmechanismen nodig.
In sommige gevallen kunnen onderdelen een gelijkaardig boven- en onderoppervlak hebben zonder duidelijke vormzijde. Als er geen specifieke vereisten zijn voor deze onderdelen, moet de trekhoek van de kern worden geminimaliseerd terwijl de trekhoek van de caviteit moet worden gemaximaliseerd (binnen de onderdeeltolerantie) om ervoor te zorgen dat het onderdeel aan de bewegende matrijszijde blijft, zodat er geen extra uitwerpmechanismen in de caviteit nodig zijn.
Voor constructies met een aanpasbaar ontwerp kan de kern zo worden aangepast dat 1/3 in de spouw zit en 2/3 in de kern, waardoor het risico op kleven aan de spouw wordt verminderd.
De grootte van de trekhoek bepalen:
Er is geen uniforme standaard voor de grootte van de trekhoek en theoretische berekeningen zijn een uitdaging vanwege de complexiteit van wrijvingsmodellen en variërende injectieparameters. Simulatie kan referentiewaarden opleveren, maar dat is tijdrovend en kost veel middelen. Praktische ervaring is van cruciaal belang en constructeurs moeten dit aspect begrijpen om tijdens het ontwerp ontwerp ontwerphoeken op te nemen in kritieke constructies, zodat er later minder aanpassingen nodig zijn op basis van feedback van matrijsbouwers en onnodige problemen worden vermeden.
Factoren die de grootte van de trekhoek beïnvloeden:
- Materiaalkenmerken: Harde kunststoffen hebben grotere trekhoeken nodig dan zachte kunststoffen, die door hun flexibiliteit helemaal geen trekhoeken nodig hebben.
- Krimppercentage: Kunststoffen met een hogere krimpsnelheid houden de kern steviger vast, waardoor grotere trekhoeken nodig zijn.
- Wrijvingscoëfficiënt: Materialen met een lagere wrijvingscoëfficiënt, zoals PA en POMhebben kleinere trekhoeken nodig. Voor ruwere oppervlakken zijn grotere trekhoeken nodig.
- Wanddikte: Dikkere wanden oefenen een grotere kracht uit op de kern, waardoor grotere trekhoeken nodig zijn.
- Geometrische complexiteit: Complexe vormen of onderdelen met veel gaten vereisen grotere ontwerphoeken om te voorkomen dat er veel uitwerppennen nodig zijn, die symmetrisch geplaatst moeten worden om kromtrekken tijdens het uitwerpen te voorkomen.
- Transparantie: Onderdelen met optische vereisten hebben grotere ontwerphoeken nodig.
Specifieke trekhoekbereiken:
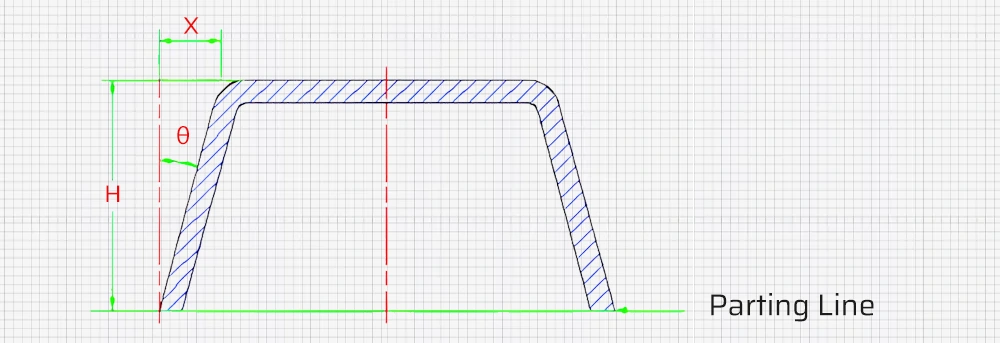
De meetkundige relatie voor trekhoeken is tan𝜃=𝑋𝐻tanθ=HXwaarbij 𝜃θ de trekhoek is, 𝐻H de hoogte van het opgestelde oppervlak, en 𝑋X de gereduceerde wanddikte of conus is.
Theoretisch vergemakkelijken grotere ontwerphoeken het uitwerpen, vooral voor hoge (diepe) oppervlakken en oppervlakken met een groot oppervlak die de kern of holte stevig vastgrijpen, waardoor grotere hoeken nodig zijn voor een soepele uitwerping.
Een grotere 𝜃θ betekent een grotere 𝑋Xwat het ontwerp beïnvloedt:
1. Voor oppervlakken met uiterlijk
Een grotere 𝑋X verandert het ontwerp aanzienlijk, waardoor het mogelijk afwijkt van het beoogde uiterlijk. Daarom moet de ontwerphoek zo groot zijn als toegestaan. Zo niet, overweeg dan het volgende:
- Hoogglanzende oppervlakken hebben minstens 1° tocht nodig om krassen te voorkomen; grotere waarden hebben de voorkeur indien mogelijk.
- Gestructureerde oppervlakken hebben minstens 3° diepgang nodig, afhankelijk van het structuurtype en de diepte. Over het algemeen vereist een diepte van 0,001 mm 1° tot 1,5° diepgang.
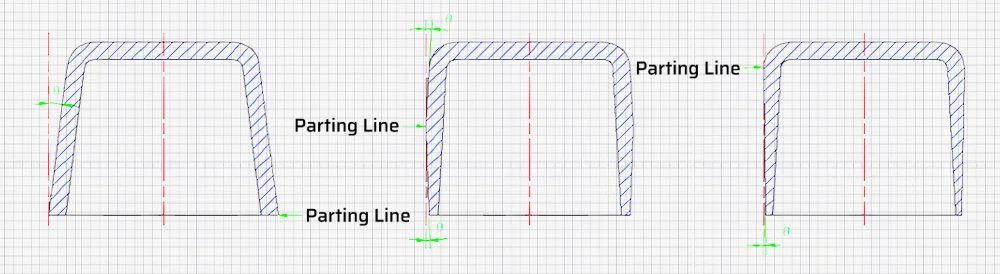
- Rechte oppervlakken hebben een schets nodig die rekening houdt met de deellijnen, die in een volgende paragraaf worden besproken.
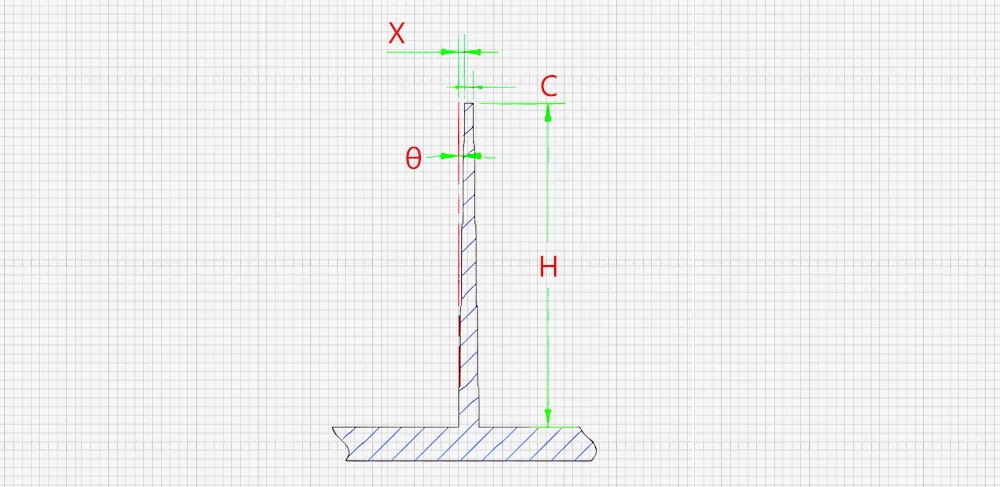
2. Voor ribbenoppervlakken
Een grotere 𝑋X vermindert de bovenbreedte 𝐶Cwaardoor spuitgieten moeilijker wordt. Ribben moeten korter worden ontworpen, zodat grotere ontwerphoeken mogelijk zijn. Als dit onvermijdelijk is, zorg dan voor 𝑋≥0,2X≥0,2 en 𝐶≥0,6C≥0.6.
3. Voor schroefnokken
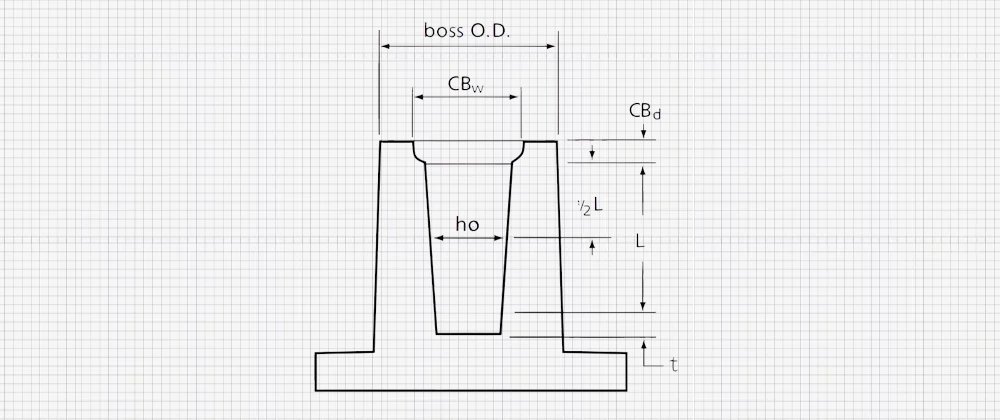
Het binnengat vereist dimensionale nauwkeurigheid. De trekhoek is klein of nul, waardoor een lage ruwheid of polijsten en de juiste plaatsing van uitwerppennen nodig zijn. Door kernbouten te gebruiken voor het uitwerpen is er geen trekhoek nodig, terwijl gewone uitwerppennen wel een trekhoek nodig hebben. De hoogte van schroefnokken mag niet te groot zijn, met hoeken tussen 0,5° en 1,0°. De trekhoek moet gebaseerd zijn op de helft van de inschroefdiepte 𝐿L om een goede passing van de schroeven te garanderen, zodat er geen losse passing is aan de bovenkant en een strakke passing aan de onderkant, wat stress veroorzaakt.
4. Andere interne oppervlakken gebruiken een ontwerphoek van 1° als basislijn, aangepast op basis van hoogte en ruwheid, rekening houdend met veranderingen in wanddikte om te voorkomen dat vormfouten.
Structurele functionaliteit garanderen:
Een compleet product bestaat uit verschillende onderdelen die met elkaar verbonden zijn tot een geheel. De trekhoek van een onderdeel beïnvloedt zichzelf en de andere onderdelen waarmee het verbonden is.
1. Invloed op schroefondersteunende oppervlakken:
Het toepassen van een trekhoek vergemakkelijkt het uitwerpen, maar zorgt ervoor dat het steunvlak niet loodrecht op de schroefas staat, waardoor het vaste onderdeel kan kantelen wanneer het wordt vastgedraaid.
2. Invloed op storingspassen:
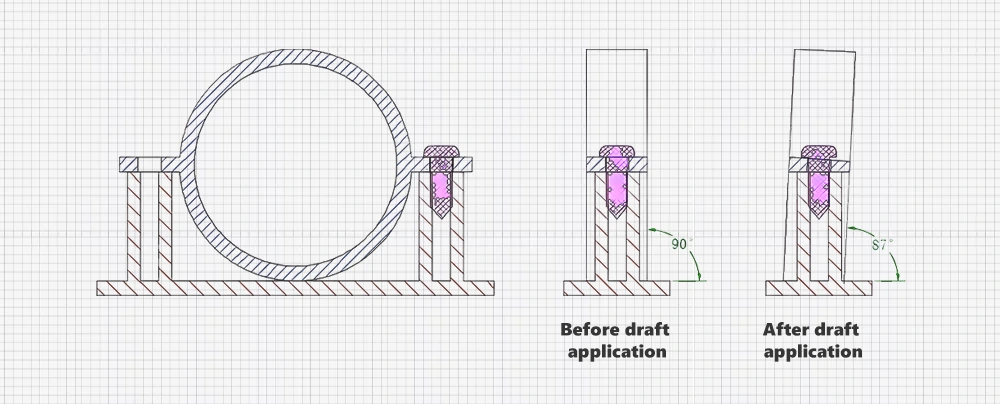
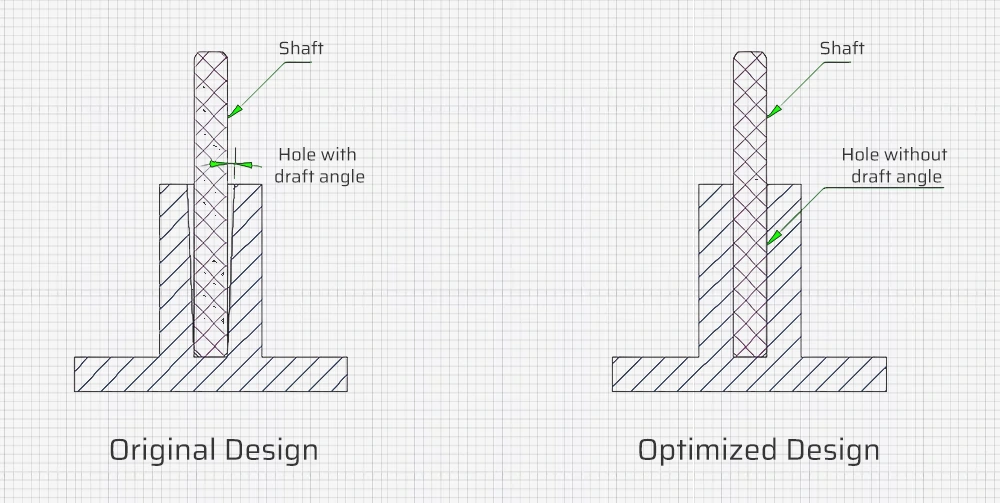
Kunststof onderdelen met een gelijke trekkracht behouden de interferentiepasnauwkeurigheid. Standaardonderdelen (bijv. lagers, assen) zonder trekhoek moeten echter goed overwogen worden. Een kleine as die in een kolomboring past, verliest bijvoorbeeld aan effectiviteit als de boring een trekhoek heeft. Bij gebruik van een kernpen voor uitwerpen blijft de boring zonder trekhoek.
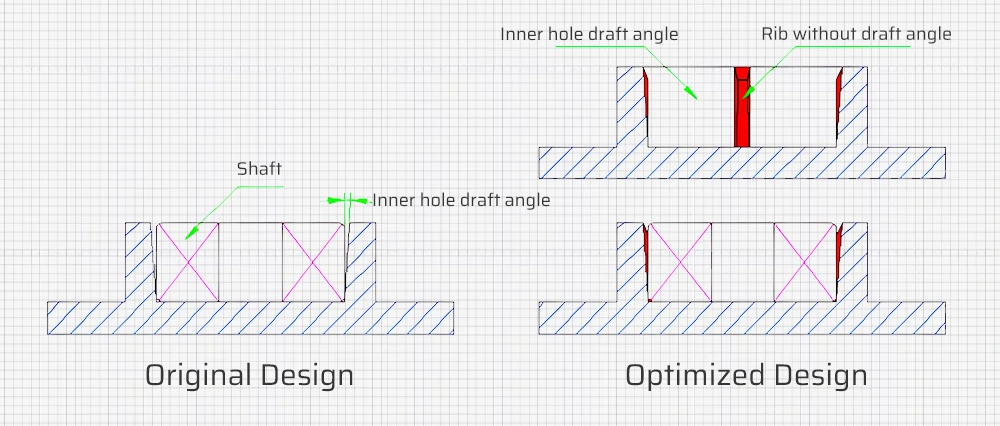
Bij lagerbinnenpassingen is het bij grote boordiameters niet mogelijk om een trekhoek van nul te maken met kernstiften. Conventionele uitwerping vereist een trekhoek. Voor grote lagerboringen is bijvoorbeeld een interne ontwerphoek nodig, terwijl voor ribvlakken met kleine oppervlakken geen ontwerphoek nodig is, waardoor gedwongen uitwerpen mogelijk is.
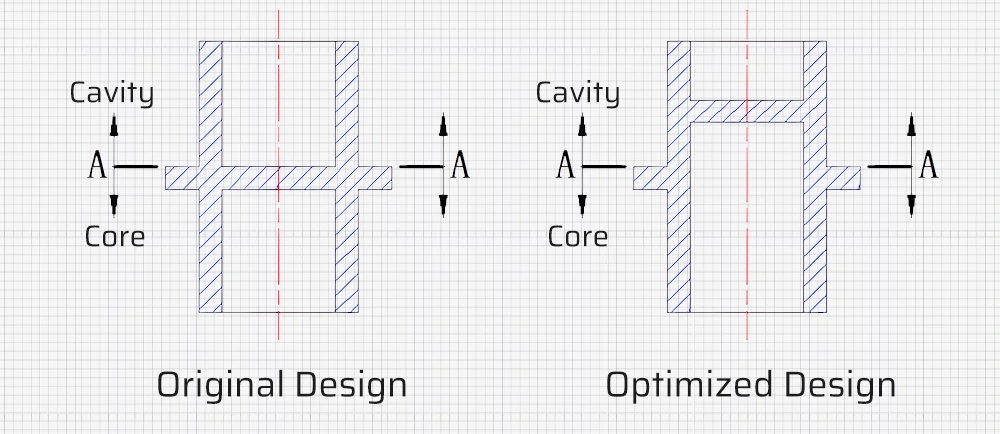
3. Concentriciteitsvereisten:
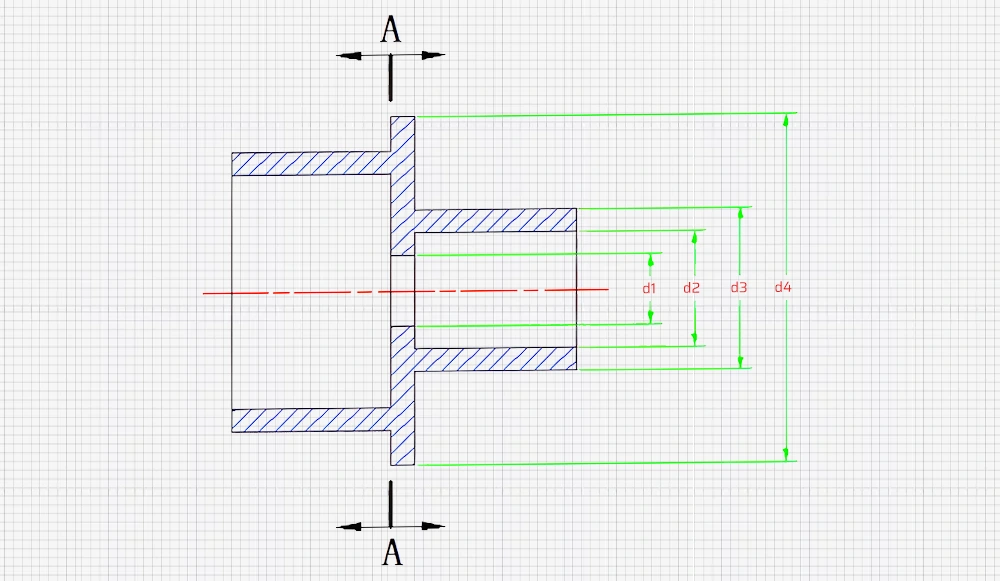
Als er concentriciteitseisen zijn voor elementen als d1, d2, d3 en d4, moet de deellijn op A-A liggen, met d1 en d2 op dezelfde kern om de nauwkeurigheid van de matrijs te garanderen.
4. Effect op het uiterlijk en de structuur van scheidingslijnen:
Gemeenschappelijke doorboringen worden gevormd door contact tussen de holte en de kern op verschillende punten, waardoor deellijnen ontstaan. Bij het tekenen van het doorvoergat zijn er drie afscheidskus methoden, waarbij de deellijnen worden gegenereerd waar de holte en de kern elkaar raken.
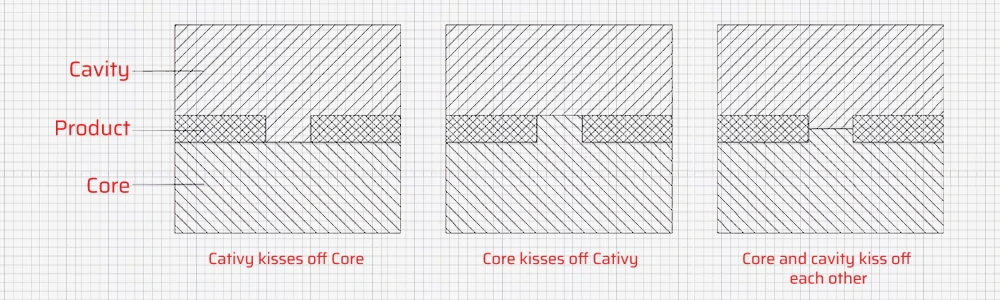
Holte kust kern:
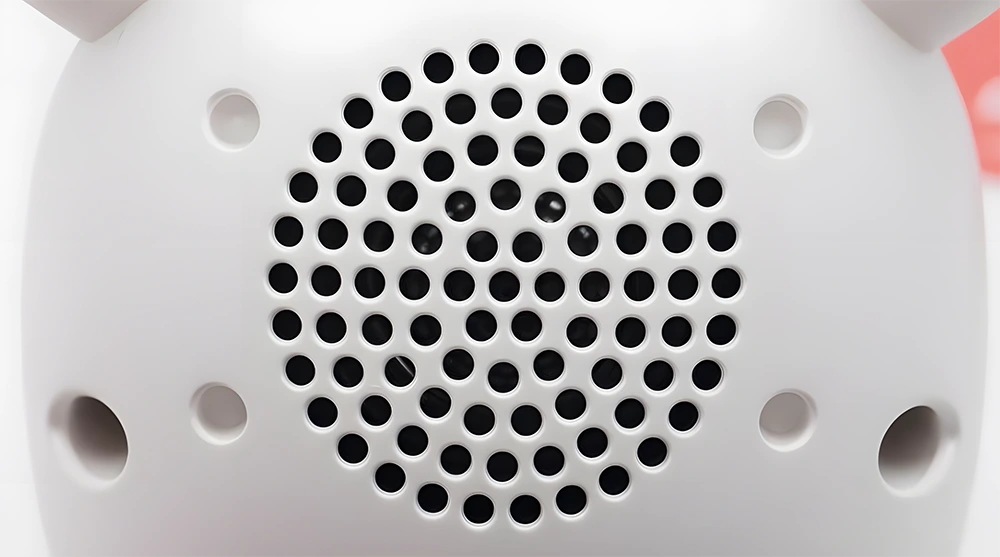
De binnenwand van het gat blijft na het tekenen in de holte. Deze methode wordt vaak gebruikt voor gaten met uiterlijke kenmerken, zoals ventilatiegaten, luidsprekergaten en gaten voor externe interfaces. Bij deze gaten is de deellijn of de knippering meestal niet zichtbaar op het buitenoppervlak en zijn meestal afschuiningen nodig, waardoor deze methode de voorkeur heeft. Het is echter belangrijk om op te merken dat deze methode het risico inhoudt dat de holte vastplakt, vooral als er veel gaten zijn, zoals ventilatie- of luidsprekergaten. Als de kern niet voldoende structuur heeft om ervoor te zorgen dat het onderdeel op de kern blijft zitten bij het scheiden van de kern en de holte, is het daarom raadzaam om een "kussen van elkaar" te gebruiken, waarbij de diepte van de holte kleiner is dan de diepte van de kern.
Kern zoent holte af:
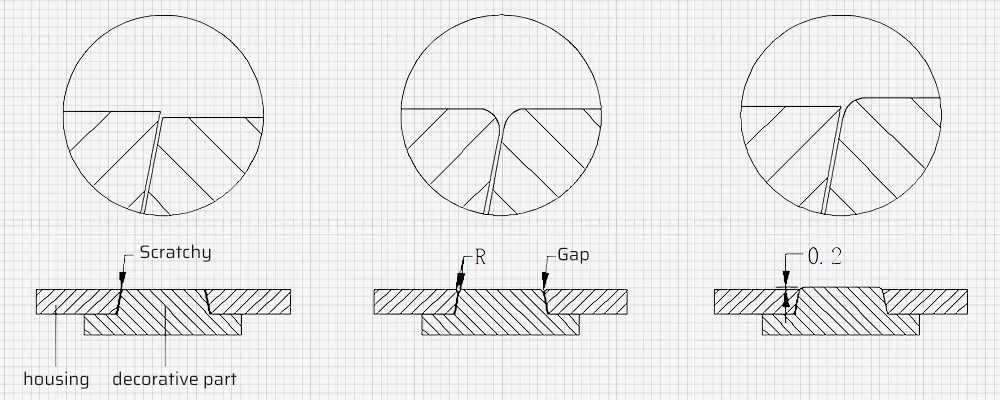
De binnenwand van het gat blijft na het tekenen achter in de kern. Deze methode wordt meestal gebruikt voor gaten die niet op zichzelf staan omdat de deellijn (flash) op het buitenoppervlak zit. Deze gaten worden meestal gebruikt in combinatie met andere onderdelen, zoals een decoratief stuk dat in het midden van het gat wordt aangebracht.
Aangezien de uitlopers van de gaten die op deze manier gevormd worden op het buitenoppervlak zitten, kunnen fouten (door een lage vormprecisie of een onstabiele structuur) ervoor zorgen dat ze niet echt gelijk liggen, wat kan leiden tot een opstapje dat handen kan krassen. Als beide delen zijn afgeschuind in de R-hoek aan de buitenkant, zullen er geen krassen op handen ontstaan, maar zal de tussenruimte groter lijken. Als alleen het decoratieve deel is afgeschuind in de R-hoek en het oppervlak ongeveer 0,2 mm hoger is dan het oppervlak van de behuizing, zal het geen krassen op handen veroorzaken en zal de opening niet groter lijken.
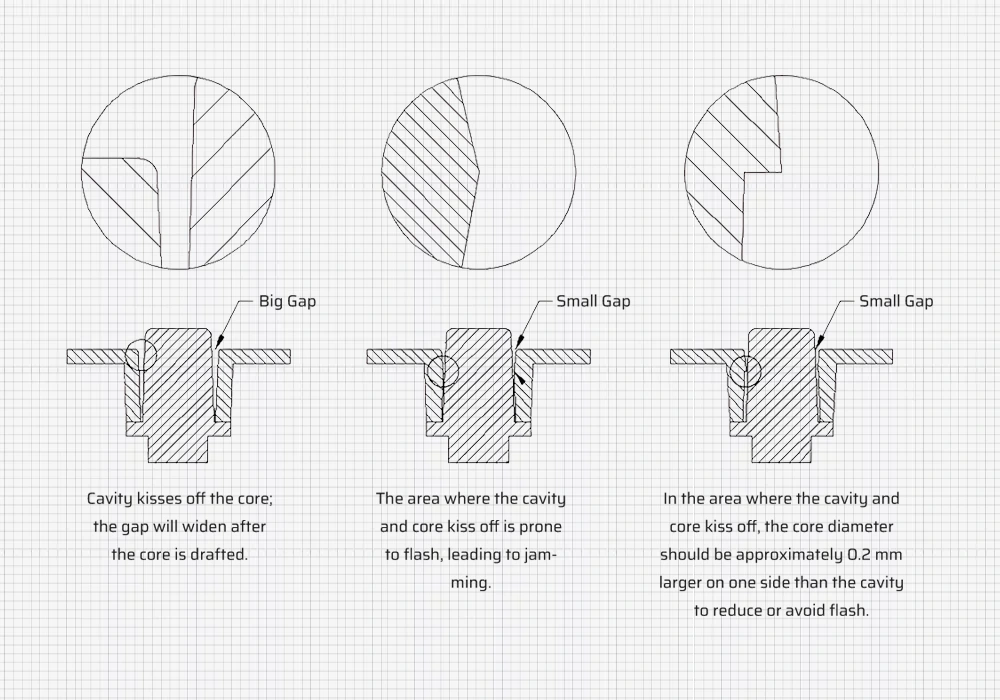
Kern en holte kussen elkaar:
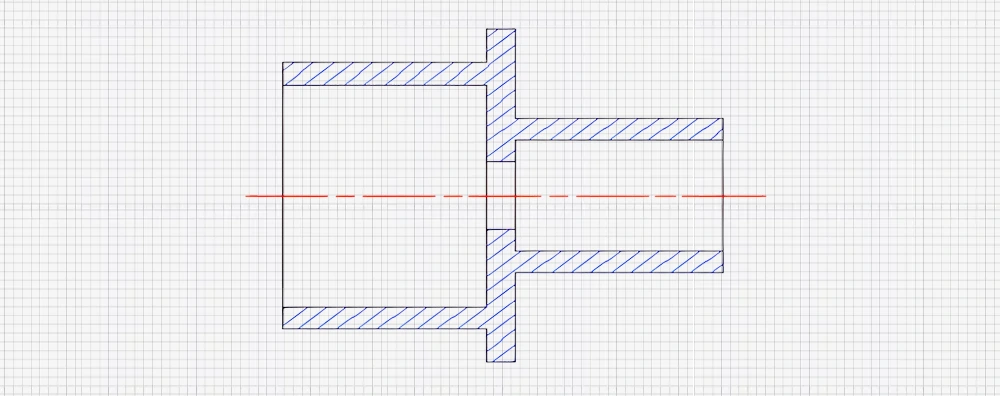
De binnenwand van het gat blijft na het opstellen zowel in de kern als in de spouw. Deze methode wordt niet alleen gebruikt om het risico van vastkleven in de spouw aan te pakken, zoals eerder vermeld, maar ook in situaties waar het gat vrij diep is. Na het boren kunnen de diameters van de boven- en onderkant van het gat aanzienlijk verschillen. Om dit te voorkomen, worden de kern en de holte meestal gebruikt om het gat te vormen, wat vaak wordt toegepast in knoopconstructies, zoals te zien is in het diagram hieronder.
Esthetische vereisten garanderen:
Of uiterlijke delen ontwerphoeken vereisen, hangt voornamelijk af van de demontagemethode van de uiterlijke delen en de overeenkomstige uitwerpmethode. Ontwerpers met strenge uiterlijke vereisten zullen al in een vroeg ontwerpstadium rekening houden met de ontwerptoestand en de algemene demontagemethode. Wanneer constructeurs later namelijk ontwerphoeken toevoegen aan het uiterlijk, zal dit het uiterlijk in zekere mate beïnvloeden.
Natuurlijk moet de ontwerper van het uiterlijk deze impact erkennen voordat hij verder gaat met de volgende stap. Anders moet de bouwkundig ingenieur andere uitwerpmethoden overwegen met behoud van het oorspronkelijke uiterlijk. Dit proces vereist constante communicatie en samenwerking tussen bouwkundig ingenieurs en uiterlijk ontwerpers. Verschillende bedrijven kunnen verschillende accenten leggen op structuur en uiterlijk, wat leidt tot verschillen in productkwaliteit en kosten.

De bovenstaande afbeeldingen illustreren de evolutie van typische ontwerpen voor scheerapparaten:
Eerste ontwerp:
Dit is een vroeg ontwerp met een boven- en onderschaal. Voor de scheidingslijn tussen de boven- en onderschaal zijn ontwerphoeken nodig. Na het aanbrengen van de ontwerphoeken verandert de verbinding tussen de boven- en onderschaal iets en is niet langer tangentieel, dus hier worden vaak decoratieve lijnen toegevoegd om scherpe randen te verminderen die ongemak zouden kunnen veroorzaken.
Tweede ontwerp:
Om de problemen van het eerste ontwerp aan te pakken, werd een middenschelp toegevoegd die ook als decoratief element dient. Dit verbetert het algehele uiterlijk aanzienlijk, maar brengt de kosten van een extra onderdeel met zich mee.
Derde ontwerp:
Dit is een minimalistische stijl met een hoofdromp uit één stuk en een cilindrisch uiterlijk. Het heeft geen ontwerphoeken aan de zijkanten en geen openingen, waardoor het originele ontwerp volledig behouden blijft. Dit is een populaire huidige ontwerpbenadering.
Soortgelijke trends zijn van toepassing op haardrogers, waarbij wordt overgestapt van traditionele naar moderne, eenvoudigere ontwerpen met minder onderdelen en minder impact op het uiterlijk vanuit ontwerpstandpunten.

Zero Draft Hoekmallen:
Bij sommige producten met een cilindrisch uiterlijk worden trekhoeken vermeden om de esthetiek te behouden. Als het om een metalen omhulsel gaat, is er bij aluminiumextrusie geen enkele trekhoek op de binnen- en buitenwanden. Voor kunststof onderdelen heeft de binnenwand nog steeds een trekhoek nodig en wordt de buitenwand gegoten met behulp van zijschuivers, waardoor er scheidingslijnen overblijven die kunnen worden gepolijst en geverfd om ze te verbergen.

Apple Pencil 1e generatie Zero Draft hoek:

De behuizing van de Apple Pencil van de 1e generatie is gemaakt van plastic en heeft een lang deel met een trekhoek van nul aan zowel de binnen- als buitenwand. Hoewel de eerder genoemde oplossingen kunnen worden gebruikt voor het uitwerpen van de buitenwand met een trekhoek van nul, is het uitwerpen van de binnenwand met een trekhoek van nul een grotere uitdaging.
Volgens een door Apple ingediend patent bestaat de oplossing uit het gebruik van een flexibele gietkern die uit twee delen bestaat: een flexibele metalen huls met gleuf (AFB. 3) en een metalen binnenkern (AFB. 5). Deze flexibele huls kan onder bepaalde omstandigheden elastisch vervormen, waardoor hij uit de cilindrische holte van de Apple Pencil kan worden getrokken.
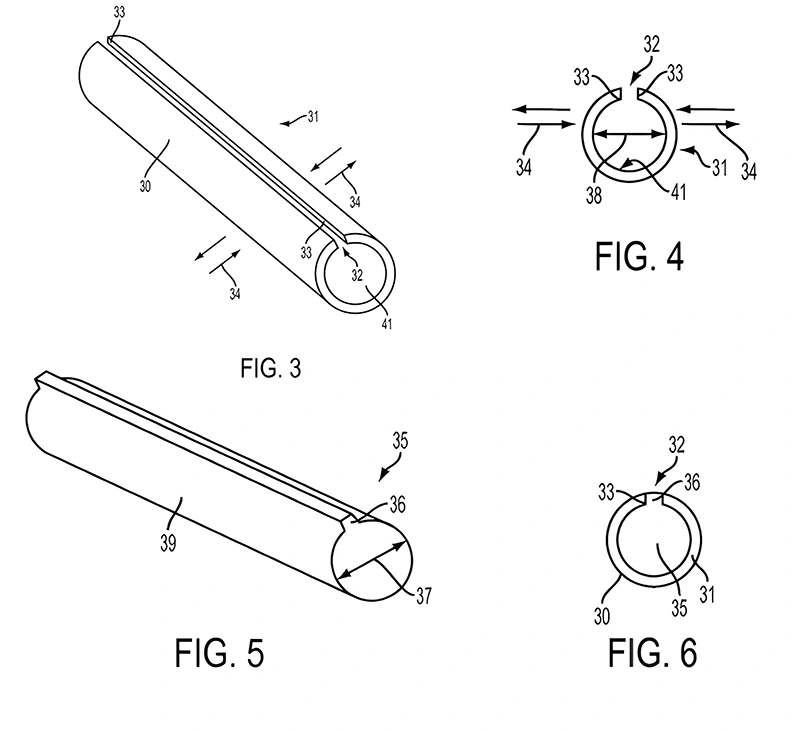
Specifieke implementatie:
De metalen huls is gemaakt van wrijvingsarm metaal en aan de buitenkant gepolijst om de wrijving met de kunststof te verminderen. De huls heeft een doorlopende gleuf, waardoor hij elastische vervormingsruimte heeft. De corresponderende metalen binnenkern heeft een verhoogde spie en samen vormen ze de gietkern (AFB 6).
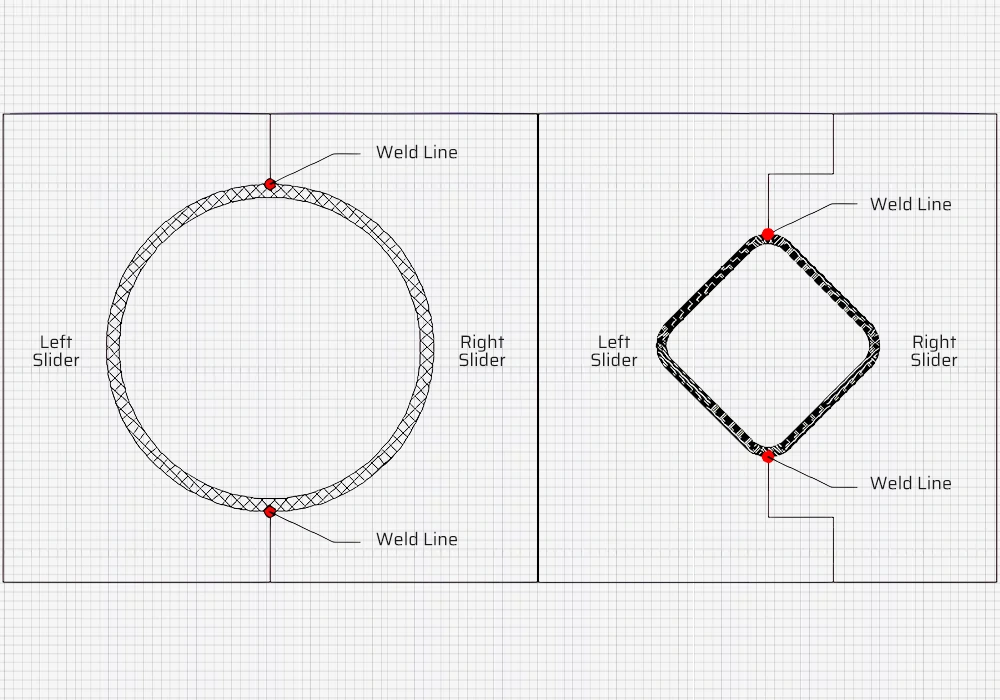
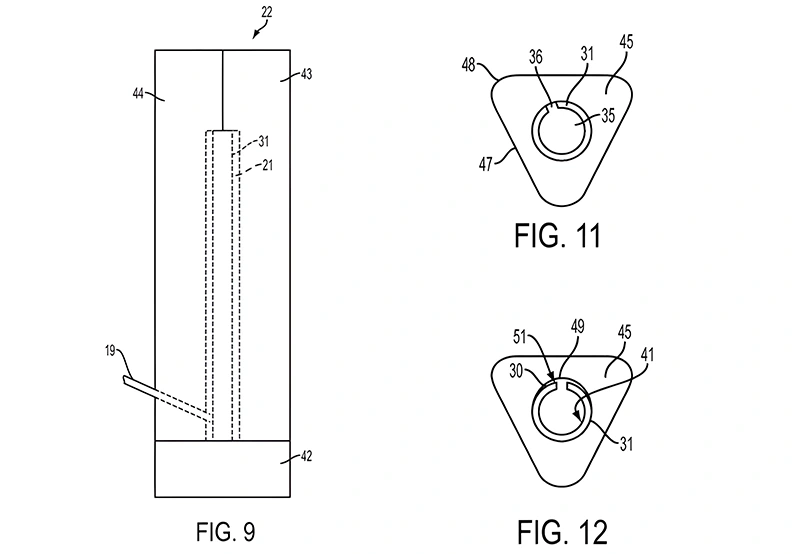
Tijdens het spuitgietproces wordt de matrijskern eerst in de matrijs geplaatst en vervolgens wordt de buitenmatrijs gesloten (AFB. 9) om het spuitgieten te voltooien. Na het spuitgieten wordt de metalen binnenkern eerst verwijderd, waardoor er ruimte ontstaat voor de flexibele huls om elastisch naar binnen te vervormen. Dit naar binnen krimpen zorgt ervoor dat de metalen huls tot op zekere hoogte loskomt van de binnenwand van het plastic onderdeel, waardoor het gemakkelijk wordt om de huls uit de binnenwand van het plastic onderdeel te trekken (het octrooi gebruikt een driehoekig prismavoorbeeld om de cilindrische plastic huls van de Apple Pencil te illustreren).
Samenvatting:
Tot slot benadrukken we nogmaals het belang van de trekhoek. Een juist ontwerp van de trekhoek heeft een cruciale invloed op de productkwaliteit en de productie-efficiëntie. Door de effecten van trekhoeken op producten te begrijpen en ze correct toe te passen in het matrijsontwerp, kunnen we het matrijsontwerp verbeteren, de productkwaliteit verhogen en de productie-efficiëntie verhogen.











