
で 射出成形モールドコアとモールドキャビティ」とは、金型の心臓部で重要な動作に使用される精密部品のことである。コアとキャビティの構造は一般的に非常に複雑であるため、その製作は困難でコストがかかり、多くの場合、人件費が材料費をはるかに上回ります。コアとキャビティの材料の選択は、金型のコストと耐用年数に直接影響する。

プロダクト・デザイナー、またはそれを必要とする方々へ 金型製造サービス または プラスチック部品量産サービス購入には、金型設計、金型部品(主にコアとキャビティ)の製作、金型組立、射出成形用金型の実現可能性、品質管理、生産効率などが含まれる。
金型メーカーにとって、金型設計が完了した後の製造部門の主な焦点は、コアとキャビティにある。このことは、金型の構成におけるコアとキャビティの重要性を浮き彫りにしている。
今日は、金型の構成で最も重要な部分であるコアとキャビティについて探ってみよう。
コアとキャビティとは?
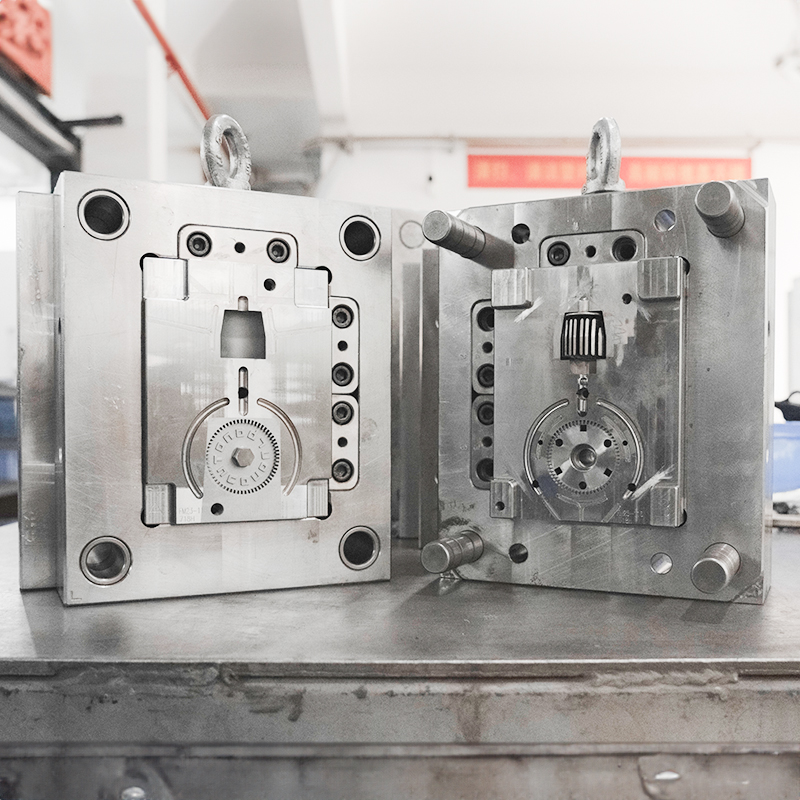
コアとキャビティには、金型キャビティと金型コアが含まれ、これらは緊密に組み合わされて全体の形状と内部を形成する。 金型の構造.金型キャビティは、主に製品の内部形状と構造を形成し、製品の精度を制御する役割を担っています。逆に、金型コアは主に製品の外形と構造を形成し、製品の全体的な成形を完成させます。
コアとキャビティの違い
上記の主な機能以外に、キャビティとコアの違いは以下の点に反映されている:
注射中の手順の違い
射出工程では、コアとキャビティで手順がいくつか異なる。プラスチック顆粒はキャビティを通して金型内の閉鎖空間に入る(この閉鎖空間は2つの部分から形成されるが、多くの場合、この空間はキャビティの一部とみなされるため、多くの人は金型キャビティとも呼ぶ)。
この時、金型コアはキャビティにしっかりとはめ込まれている。溶融プラスチックが冷えて固化すると、コアが引き抜かれ、コア上の製品が排出システムを通って排出される。なお、この工程では、キャビティは静止したままで、コアが動きます。
差圧耐久性
形状と機能の違いにより、コアとキャビティはそれぞれ異なる圧力に耐えます。キャビティは通常、より高い圧力に耐える必要があります。これは、成形工程で金型キャビティに製品材料を完全に充填し、製品の内部構造の完全性を確保する必要があるためです。コアはより低い圧力に耐えますが、これは主に製品に完璧な外観を与えるためです。
キャビティとコアの素材選択
コアとキャビティの材料選択にも違いがある。キャビティはより高い圧力と摩耗に耐える必要があるため、通常、合金鋼や超硬合金など、より耐摩耗性の高い材料が必要になります。コアは、製品成形プロセスでの充填性と冷却性を高めるため、アルミニウム合金などの比較的柔らかい材料を使用することができる。
使用サイクルとメンテナンスのばらつき
コアとキャビティの使用サイクルやメンテナンスも異なる。キャビティはより大きな圧力と摩耗を受けるため、その耐用年数は通常短くなる。製造会社は、製品の品質と生産効率を確保するため、キャビティを定期的に交換することが多い。一方、コアは摩耗や圧力が少ないため、耐用年数は比較的長い。
コアとキャビティの区別は?
コアとキャビティを区別する方法としては、主に以下のようなものがある:
外観を観察する:
金型キャビティは通常、突起や凹みがはっきりしていて滑らかに見えるが、金型コアは穴や切断痕があり、粗く見える傾向がある。金型の種類や目的によっては、キャビティとコアの外観に目立った違いがない場合もある。
検出と検査方法:
位置決め、クランプ、圧力テストなどの検出とテストを通じて、キャビティとコアの役割と位置を決定する。
構造を観察する
コアとキャビティの構造は異なり、キャビティには通常、分解や組み立てを容易にするためのボタンやクリップなどの部品が含まれ、コアには部品の接合部や金型スリーブなどの重要な部品が含まれる。
パーティングラインとダボピンのチェック:
コアとキャビティの形状は パーティングライン とダボピンの位置を確認するのに役立つ。
観測重量と素材:
キャビティは一般にコアより軽く、通常、工具鋼や合金鋼など、より高い耐摩耗性と硬度が要求される材料を使用するが、コアは一般に鋳鉄、鋼、合金を使用する。
マーキングの確認
金型を分解した後、コアとキャビティの部品に付いている印に注意してください。例えば、キャビティには "F "または "1"、コアには "R "または "2 "と表示されている場合がある。
製品の形状とポジショニングを観察する:
製品の形状、キャビティとコアの合わせ面や位置決めピンを観察することで、それらの位置を事前に判断することができる。
これらの方法は、コアとキャビティをより正確に区別するために、個別に、あるいは組み合わせて使用することができる。
金型キャビティと金型コアの製造
金型キャビティと金型コアの製造・加工プロセスには共通点もあるが、以下のような相違点もある:
1.材料の準備
機械加工を始める前に、必要な材料を準備する必要がある。金型コアやキャビティ材の種類やサイズは、金型の種類や仕様によって異なります。さらに、さまざまな工具も必要だ、 備品また、加工に必要な補助材料も準備しなければならない。
2.伝統的な製粉
初期加工はフライス盤で行われ、冷却穴のドリル加工、ネジ穴のネジ切り、ネジ穴のドリル加工とタッピング、ドリル加工とリーマ加工が含まれる。 イジェクトピン 穴、金型番号、基準角度など。これらのステップは、コアとキャビティの形状とサイズが設計に適合するように、図面の要件に従って正確に実行する必要があります。
3.CNC加工
粗加工は CNCマシニングセンター形と特徴に取り組んでいる。 CNC加工 精度と表面品質を確保しながら、複雑な形状の切断を効率的に完了します。
4.熱処理加工
キャビティとコアは、所望の硬度と耐摩耗性を達成するために、設計要件に従って熱処理加工を受けます。熱処理工程では、温度、時間、冷却速度などのパラメータを制御し、結果が仕様に適合するようにすることが重要です。
5. 研磨
仕上げは研削盤で行い、フレームサイズに合わせて六面角を精密な寸法に研削するなどの作業を行う。外形寸法の精度要求は厳しく、精密な研削と仕上げが必要となる。コアやキャビティが1ピースの場合、その外形寸法は図面寸法より0.03mm~0.05mm小さくなければならない。2ピースの場合は、2ピースの外形寸法の合計が図面寸法より0.03mm~0.05mm小さく、垂直度は0.01、平行度は0.01でなければならない。
6.CNC仕上げ
より高い精度が要求される金型中子やキャビティには、CNCによる仕上げ加工が必要です。CNCマシニングセンターは、文字や金型番号の彫刻など、高精度の切削加工を行います。
7.ワイヤーカット
ワイヤーカット技術で加工 インサート の穴がある、 リフター 穴、エジェクターピンの穴、スプルーの穴など。
8.放電加工(EDM)
EDM技術 は、細かい溝や細いスロットのようなコアとキャビティに利用される。
9.金型研磨
金型コアとキャビティの表面は、より良い表面品質を得るため、また要求される粗さを満たすために研磨されます。研磨の際には、他の部分を傷つけないように、研磨の方向と範囲に注意しなければなりません。鏡面仕上げが必要な部分については、試作後に粗研磨を行い、その後精研磨を行う。
10.組立
すべての部品が組み合わされ、完全な金型となる。組み立ての際には、金型の安定性と信頼性を確保するために、取り付け精度と締結要件に注意を払う必要があります。
11.試作成形:
最後に、金型の加工品質と性能を確認するための試成形テストが行われる。試成形では、金型のゲートシステムに異常がないか、冷却水路が正しく機能しているか、成形品が設計要件を満たしているかなどをチェックする。試成形中に発見された問題は、金型が生産に使用できるように、速やかに調整・修理されなければならない。
金型設計におけるコアとキャビティの設計上の考慮点
金型製造における中子とキャビティの設計は複雑で、あらゆる金型メーカーのコア技術の一つを形成している。中子とキャビティ設計の複雑さをこの文章で詳しく説明するのは難しいが、ここでは専門家仲間に参考となる提案をいくつか紹介しよう:
デザインの基本
コアとキャビティの厚さの決定は、冷却チャンネルを追加した後に必要な基本的な厚さと、コアとキャビティの強度を維持するために必要な厚さを考慮する必要があります。コアとキャビティの強度の主な考慮点は、製品のバリ発生の原因となる金型の変形を引き起こすことなく、射出圧力に耐える能力である。
コアとキャビティの強度を考慮した設計が必要である:
a.射出圧力
b.製品投影面積
c.製品の高さ
d.製品の厚さ
e.製品の形状
f.製品の投影形状
g.金型キャビティの総数。
安全寸法の設定
金型を設計する際には、まずコアの寸法を見積もり、次に金型ベースのサイズを見積もることが不可欠である。寸法を見積もる鍵は、安全距離をどう決めるかにあります。安全距離の選択は金型コストに大きく影響します!製品の特性に基づいてキャビティとコアの厚みとサイズを決定し、その幅が2つの金型の足の間に収まるようにします。コアやキャビティの長さは、リターンピンまでの距離を超えないようにします。
| 製品寸法(mm) | 安全距離(mm) |
| <20 | 25 |
| 20-60 | 30 |
| 60-80 | 35 |
| 80-300 | 40 |
| 300-600 | 45 |
上記のデータは標準的な検討事項ですが、実際には各業界や部品ごとに固有の設計基準があります。より詳細な設計情報をお求めの場合は、金型設計のページをご覧になることをお勧めします。
素材の選択
金型コアとキャビティの材料選択は、金型の寿命と価格に直接影響する。製造される製品から見ると、製品の需要が少ない場合、高品質の金型コアとキャビティの材料を選択すると、金型コストが増加し、企業の経費増加につながる。
逆に、製品需要が高く、金型キャビティやコア材に粗悪なものを選択したとする。その場合、金型は生産要件を満たすことができず、新しい金型が必要となり、生産効率が低下し、同様に金型コストが上昇する可能性があります。金型コア材を合理的に選択するためには、一般的に使用されている材料とその特性を理解することが重要であり、実際の作業経験に基づいて異なる材料を選択することが非常に重要である。
一般的な材料: P20738、738H、718、718H、NAK80、2316、2316A、S136など。硬化金型に使用される材料には、2344、8407、SKD11、SKD61などがある。
素材の特性:
P20
一般に、高い硬度、靭性、耐摩耗性を必要とするプラスチック金型に適している。窒化処理により金型の寿命を向上させることができる。難燃剤を添加しないPS、PE、PP、ABSなどの熱可塑性プラスチックに適用でき、比較的低価格で一般的に使用される金型コア材である。
738
738Hは、P20と比較して様々な特性が改善され、さらに優れた効果を発揮し、それに応じて金型寿命も長くなっている。
NAK80
放電加工と研磨特性に優れ、高い透明性が要求されるプラスチック製品の製造によく使用される。
2316
高酸性プラスチックを加工する金型に適しており、高い研磨性と耐酸性を提供し、PVCプラスチック材料を成形する金型によく使用される。
2344
一般的に硬質プラスチック金型に使用され、その金型寿命は100万サイクルにも達する。しかし、金型のコストが高いため、生産量の多いプラスチック製品に適している。8407、SKD11などの他の硬質金型材料も同様です。
まとめ
コアとキャビティに関連する内容は、金型産業に従事する人々と密接な関係があります。金型構造におけるこれらの重要性を考えると、金型製作や射出成形に携わっていない方でも、両者の基本的な理解を持つことは、今後の製品設計に多少なりともプラスになるでしょう。
コアとキャビティは、最終成形品の形状、構造、品質を決定する基本的な部品です。コアとキャビティがどのように機能するのか、またその設計上の注意点を理解することで、機能的で美しいだけでなく、製造可能で費用対効果の高い製品を設計する能力を高めることができます。この知識は、デザイン・コンセプトと製造の実際とのギャップを埋めるのに役立ち、プロジェクトやイノベーションをより成功に導きます。











