

いつ 金型設計製品のある部分が非常に高かったり低かったりすることがある。その部分をくりぬいて、他の材料で埋めることもあります。高い部分に単一の材料を使用することで、金型コアの厚みを節約することができ、低い部分や手の届かない部分はインサートを使用して便利に加工することができます。
インサートとは?
インサートは 金型部品.金型コアに埋め込まれた金型部品を指す。
インサートには角型、丸型、平型があり、他の金型部品と同様に高い精度が要求される。一般的には、金型のニーズに応じてカスタムメイドされます。
インサートの特性
インサートの種類:インサートピン、インサートブロック、インサートピラー、インサートリングなど。
材料:SKD61、SKH51、ASP23、SKD11など、または対応する金型コア材と同じ。
硬度:50HRC以上。
標準精度特定の金型精度要件に応じて、±0.01mm。
インサートはいつ必要か?
1.金型材料の節約
ご存知のように、金型材料は通常、規則的な形状のブロックで注文される。コアとキャビティの材料は、最も高い位置で決定される。
したがって、コアであれキャビティであれ、ある場所が他の場所よりも高い場合は、インサートを作ることでその部分を小さくすることができ、金型コアの高さを低くして金型材料を節約することができる。
2.容易な金型修正
頻繁に変更される金型の部分については、インサートを作成し、必要に応じて交換することができます。また、将来の修正に備えて予備のインサートを用意しておけば、金型の更新が容易になります。
例えば、ODMメーカーの中には、ロゴを修正するだけで製品のブランドを変更できるところもあります。この場合、金型上のロゴ部分をインサートにすることで、新たに金型を作成する必要がなくなります。
3.カビ排出の改善
金型ベントは、金型キャビティ、特に深いリブ部分に空気がこもるのを防ぐために非常に重要である。 泡, シンク跡あるいは 火傷の跡 製品に含まれている。
換気が必要な部分にはインサートを追加し、インサート間の隙間を利用して空気を抜くことができる。
4.金型加工の簡素化
射出成形金型の深いリブ部分では、加工工具が届きにくいため、放電加工(EDM)がよく使われる。
しかし、放電加工は時間がかかり非効率的であるため、工程を簡略化し、ガス抜きを助けるためにインサートを使用している。
また、リブの深い部分は、離型のために面倒な手磨きを必要とします。これらの部分をインサートにすることで、取り外して別々に研磨することができ、工程が簡素化されます。
5.金型の寿命を延ばす
薄い部分や鋭利な部分など、金型が損傷しやすい部分はインサートにすることができます。損傷したインサートを配置することで、金型全体の寿命を延ばすことができます。
6.指揮 金型温度
一般的に、金型は水路で冷却されるが、水路に対応できない部分もある。ベリリウム銅のような熱伝導性の良い材料で作られたインサートは、このような部分の放熱に役立ちます。
金型にインサートを使用することの欠点
しかし、インサートを使うことには、次のような欠点がある:
- 金型組み立ての難易度が上がる;
- インサートの周りにバリ(余分な材料)が発生する;
- 時には、金型設計と 加工費その結果、全体的なコストが増加する;
- インサート構造が多すぎると、金型冷却流路の設計に影響を与える可能性がある;
- インサート構造が多すぎると、金型コアの強度に影響する。
インサートの加工
加工効率を高めるため、大きな金型をいくつかの小さなパーツに分割して別々に加工することで、時間を節約できるものもある。
一般的にインサートには、スルーインサートとブラインドインサートの2種類がある。
より小さなインサートには、位置決め用ヘッドを使用したY-CUTワイヤーカットが使用できる。
60×60以上の大きなインサートには、ブラインドインサートを使用し、ネジで固定することができる。加工は比較的難しいが、金型の強度は確保できる。
インサート材料
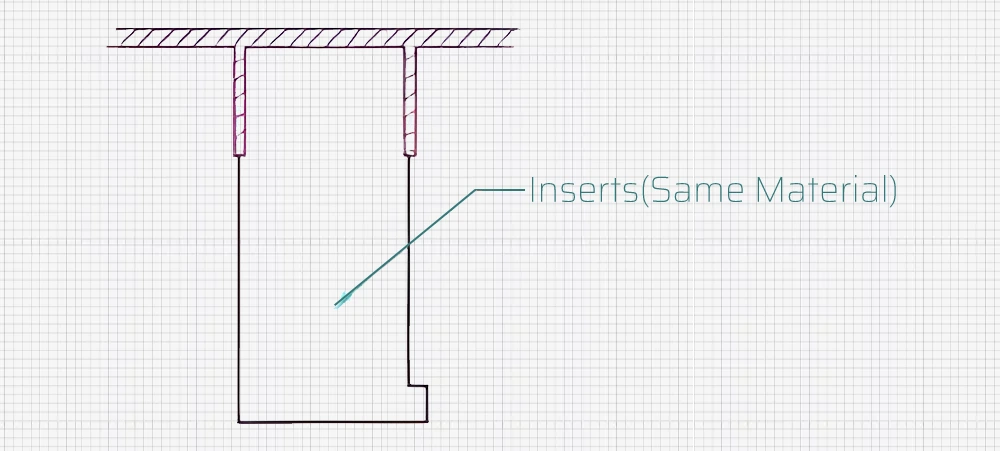
インサートなし シャットオフその材料は、金型コアの材料と同じにすることができる。
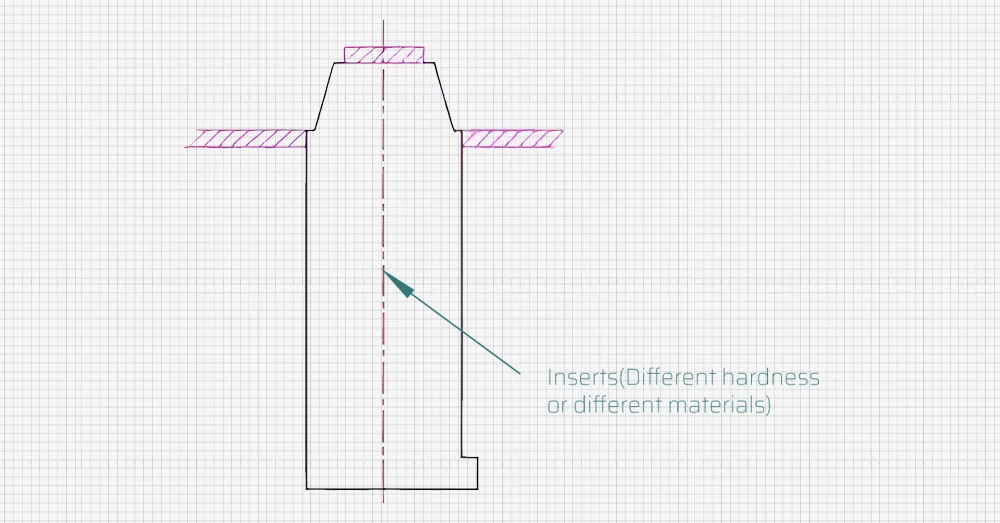
シャットオフ付きインサートの場合、材料は金型コアと同じで硬度が2度高いもの、または硬度の異なる異なる材料を使用することができる。
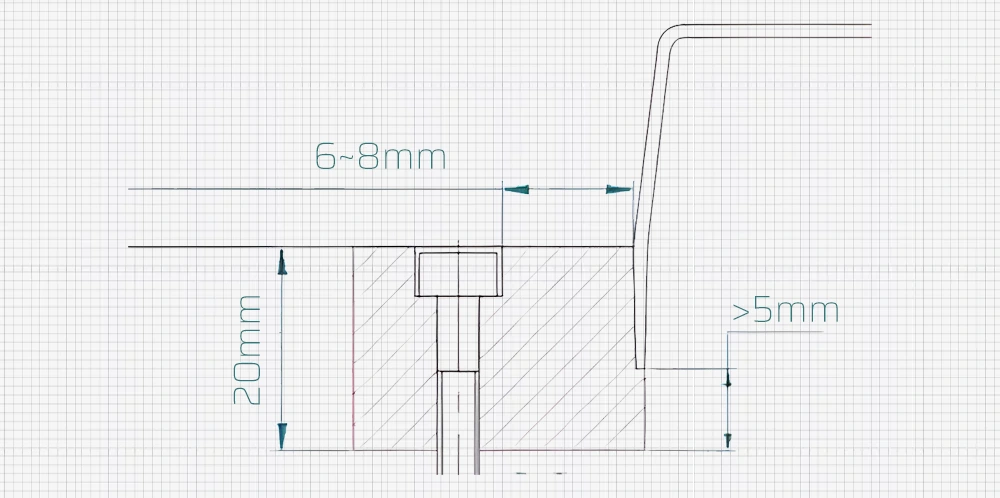
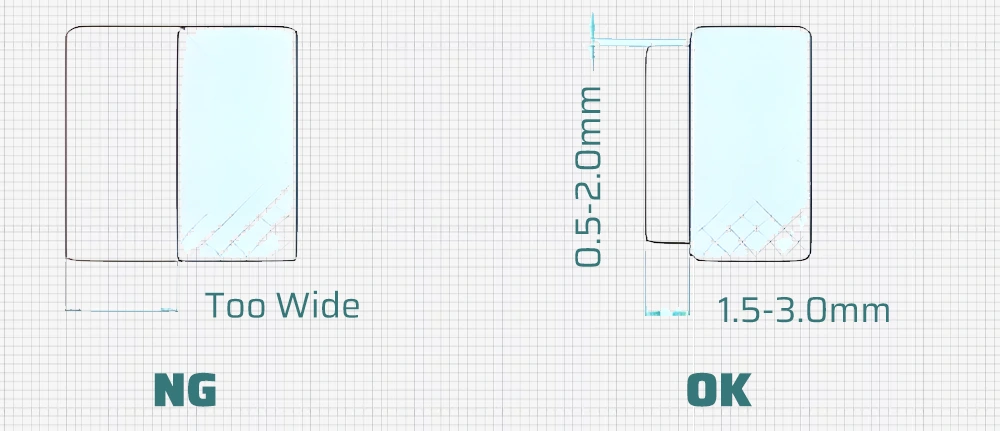
ヘッドを設計する際には、ワイヤーの切断を容易にするための加工のしやすさとDATUMを考慮する。 研削盤加工.ヘッドは一般的に5×2.0mmまたは4×3mmに設計されている。
ヘッドは、図のように、インサートにまっすぐ置く:
Rのワイヤーカットを容易にするため、ヘッドはストレートエッジより0.5~2.0mm短くする。
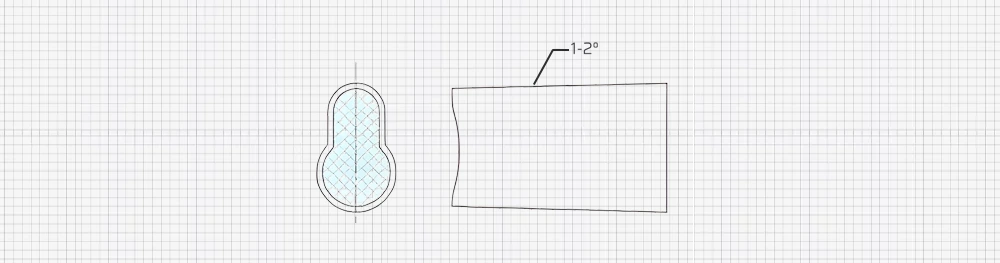
インサートヘッドに適さない不規則な形状のインサートには、周囲に1~2度のテーパーを付けてインサートを所定の位置にフィットさせることができ、これはテーパーインサートとして知られている。
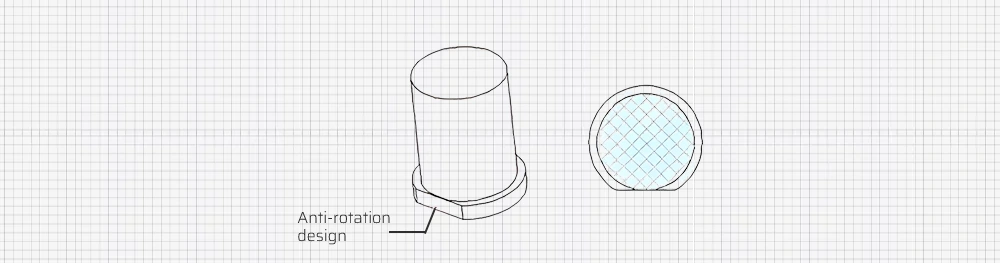
円形チップに方向性がある場合、回転防止対策が必要である。最も簡単な方法は、インサートヘッドにプラットフォームをフライス加工し、平らな位置で回転を防止することです。
インサート構造:製品に肩がある場合、リブが深い場合(10mm以上)、透明な場合、インサートを使用すると、加工、研磨、構造変更が容易になります。 金型コアはエッジまで25mm以上必要で、よく水冷を使用することが多い。
インサートの公差要件は、シーリングボトムインサートに対応する0.05以下である。
インサートによっては、何層にも重ねたベント用インサートをエジェクターピンで固定したり、通気性のあるスチール製にするなど、ベント用に設計されているものもある。
概要
インサートは金型では一般的な構造で、欠点もあるが明確な利点がある。
金型を設計する際には、製品の構造からインサートが必要な部分を判断し、不必要なインサートは避ける。
通常、金型にはインサートマークやインサートラインが存在する。 部品受け入れ.











