

射出成形の欠陥 が抱える問題である。 射出成形工場 射出成形におけるショートショットの欠陥は、一般的な射出成形の欠陥である。射出成形におけるショートショット欠陥は、射出成形における一般的な欠陥である。しかし、フラッシュ欠陥とは異なり、ほとんどのショートショット欠陥は、成形前に解決されます。 金型試運転.
金型工場や射出成形工場にとって、このショートショットの問題を分析し、完璧に解決することは基本的な技術である。すべての金型と射出成形の実務者は、すべての射出成形の欠陥をマスターする責任と義務がある。

以下は、一般的な射出成形の欠陥とその詳細なチャネルの表である:
| 射出成形のさまざまな欠陥を理解する | ||||
|---|---|---|---|---|
| フラッシュ | ショートショット | シンクマーク | 反り/変形 | バーンマーク |
| スプレイマーク/シルバーストリーク | ダークスポット/ブラックスペック | フローマーク | バブル | 溶接ライン |
| 色差・色ムラ | エジェクターピンマーク | |||
射出成形におけるショート・ショットとは?
ショートショットとは、材料フローの終点での不完全な充填、またはマルチキャビティ鋳型での不完全な充填のことで、特に薄肉部やフロー経路の終点での充填を指す。キャビティが完全に充填される前に溶融物が凝固するため、製品中の材料が不足する。
ショートショットの主な原因は過剰な流動抵抗であり、溶融物が流れ続けることを妨げる。溶融物の流動長に影響を与える要因には、部品の肉厚、金型温度、射出圧力、溶融温度、および材料組成などがある。これらの要因の取り扱いを誤ると、ショートショットの原因となります。


ヒント以下のキーワードをクリックすると、その影響についてご覧いただけます:"射出速度と射出圧力“, “肉厚"と"金型温度"
ショートショットのよくある12の原因
1.不合理なゲートシステム設計。
マルチキャビティ金型では、ゲートとランナーの設計がアンバランスなため、外観不良が発生することがよくあります。ゲートシステムを設計する場合、ゲートバランスを確保し、各キャビティの部品重量をゲートサイズに比例させ、各キャビティを同時に充填できるようにする。ゲートは肉厚の部分に配置し、ランナーのバランス設計も採用できる。ゲートやランナーが小さく、細く、長いと、流動中の溶融物の圧力が過大な圧力損失となり、充填の問題につながる。これに対処するには、ランナー断面とゲート面積を大きくし、必要に応じて複数の供給ポイントを使用する。
ヒントをクリックして、より詳細な情報を得る。射出成形におけるゲートデザイン"と"金型ランナーとサブランナーの設計“.
2.カビの換気不良
通気性が悪いために金型内に大量のガスが残り、材料の流れによって圧縮されて射出圧力より高い圧力になると、溶融物がキャビティに充満するのを妨げ、ショートショットの原因となる。これに対処するには、コールドウェルがあるかどうか、またはコールドウェルが正しく配置されているかどうかを確認する。深いキャビティの場合は、ショートショットの位置にベント溝またはベントホールを追加する。パーティング面に、深さ0.02~0.04 mm、幅510 mmのベント溝を作り、キャビティの最後の充填点にベントホールを配置する。
また、水分や揮発分が過剰な原料を使用すると、大量のガスが発生し、金型の通気性が悪くなる。この場合は原料を乾燥させ、揮発分を除去する。
さらに、金型システムのプロセス操作では、金型温度を上昇させ、射出速度を低下させ、ゲートシステムの流動抵抗を減少させ、型締力を低下させ、金型クリアランスを増加させることによって、通気不良を改善する。

3.不適切な射出成形機の選択
射出機の最大射出能力は、部品とスプルーの総重量の120%を超えなければならず、射出総重量は射出機の可塑化能力の85%を超えてはならない。
4.材料供給不足
供給をコントロールする一般的な方法は容積式供給である。プラスチックの粒子径が均一かどうか、供給口で「ブリッジ」が発生していないかどうかをチェックする。供給口の温度が高すぎる場合も、供給の妨げになる。これに対処するには、供給口を清掃し、冷却する。
5.材料の流動性が悪い
原料の流動性が悪い場合、金型の構造パラメータがショートショットに影響する。ランナーを合理的に配置し、ゲート、ランナー、スプルーのサイズを大きくし、ノズルを大きくすることにより、ゲートシステムの滞留不良を改善する。また、原料配合に適切な添加剤を加えて樹脂流動性を改善する。
6.プラスチック粒子中の過剰な潤滑剤
原料配合の潤滑剤が多すぎ、射出スクリューのチェックリングとバレルのクリアランスが大きいと、バレル内の溶融物の逆流が激しくなり、供給不足とショートショットになります。これに対処するには、潤滑油の使用量を減らし、バレル、射出スクリュー、チェックリングのクリアランスを調整し、装置も調整する。
7.材料経路を塞ぐ汚染
融液中の不純物がノズルを塞いだり、冷えた材料がゲートやランナーを塞いだりする場合は、ノズルを清掃するか、金型のコールドウェルやランナーの断面を大きくしてください。
8.低い金型温度
溶融物が低温の金型キャビティに入ると、冷却が早すぎてキャビティの隅々まで充填されない。始動前に金型を工程に必要な温度まで予熱し、始動時に金型冷却水の流量をコントロールする。金型温度が上がらない場合は、金型冷却システムの設計が妥当かどうかをチェックする。
9.低い溶融温度
一般に、適切な成形範囲内では、材料温度は充填長さにほぼ比例する。低温ではメルトフロー性能が低下し、充填長さが短くなる。材料温度が工程要件を下回る場合は、バレルヒーターに異常がないか確認し、それに応じてバレル温度を上げる。
始動時、バレル温度は通常バレルヒーターゲージ温度より低い。バレルがゲージ温度まで加熱され、しばらく温度を保持してから始動してください。
溶融物の分解を防ぐために低温射出が必要な場合は、射出サイクル時間を延長してショートショットを避ける。スクリュー射出機の場合は、バレルのフロントゾーンの温度を上げる。

10.低いノズル温度
射出中、ノズルは金型に接触するが、一般に金型温度はノズル温度より低く、温度差が大きいため、頻繁に接触するとノズルが冷却され、ノズルで溶融物が凍結する。
金型構造にコールドウェルがない場合、キャビティに入った冷たい材料はすぐに固化し、その後のホットメルトがキャビティに充満するのを妨げる。型開きの際、ノズルを金型から離し、金型温度がノズルに与える影響を減らし、ノズル温度をプロセス要件内に保つ。
ノズル温度が低くて上がらない場合は、ノズルヒーターが破損していないか確認し、それに応じてノズル温度を上げる。そうしないと、流れに過度の圧力損失が発生し、ショートショットの原因にもなります。
11.不十分な注入圧力または保持圧力
射出圧力は充填長にほぼ比例する。射出圧力が低いと充填長さが短くなり、キャビティが未充填のままになってしまいます。射出速度を遅くする、射出時間を長くする等、射出圧力を上げることで対処する。
射出圧力がこれ以上上昇しない場合は、材料温度を上昇させ、溶融粘度を下げ、溶融流動性能を改善することで対処する。過剰な材料温度は、溶融物の熱分解を引き起こし、部品の性能に影響を与える可能性があることに注意してください。
また、保持時間が短いとショートショットの原因にもなる。保圧時間は適切な範囲にコントロールするが、保圧時間が長すぎると他の不具合を引き起こすことがあるので注意する。成形品に応じて成形時に調整してください。
12.遅い射出速度
射出速度は充填速度に直接影響する。射出速度が遅いと溶融物の充填が遅くなり、低速で流れる溶融物は冷めやすく、さらに流動性が低下してショートショットの原因となる。
射出速度を適切に上げてください。ただし、射出速度が速すぎると、他の成形不良を引き起こすことがありますので注意してください。
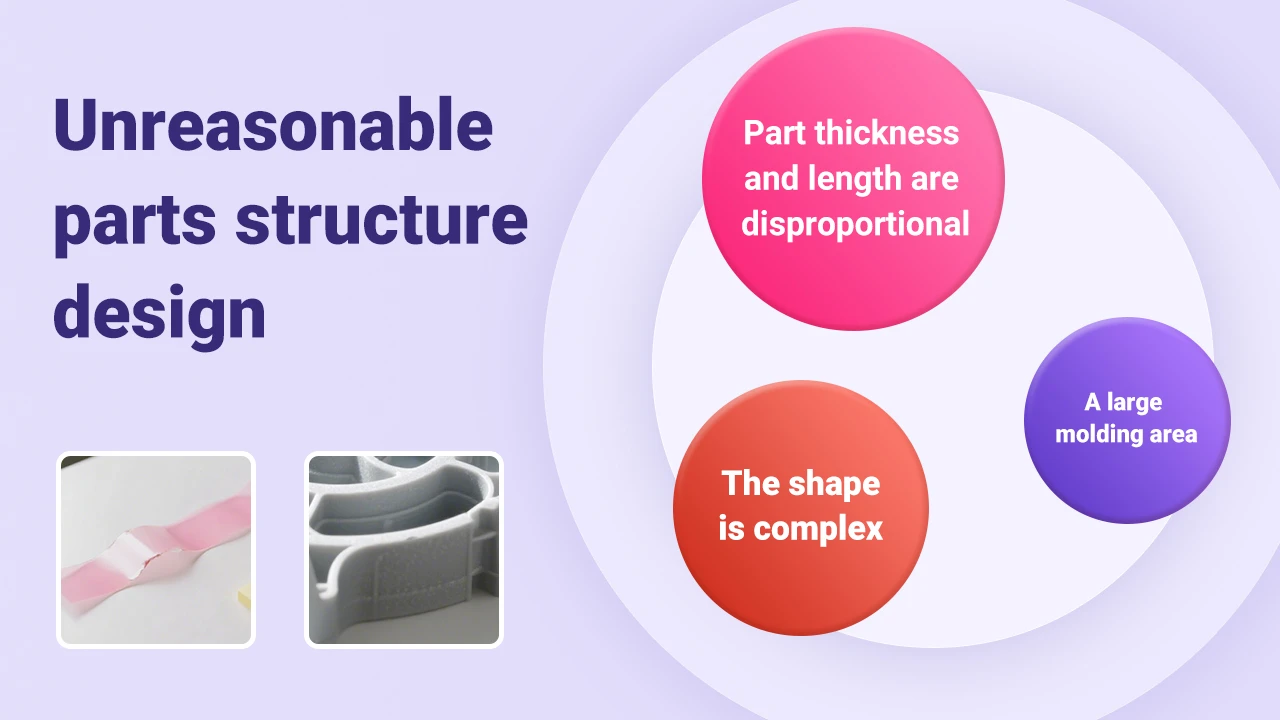
13.不合理な部品構成設計
成形品の厚みと長さが不釣り合いであったり、成形面積が大きく形状が複雑であったりすると、薄肉部の入口で溶融物が流動抵抗になりやすく、キャビティへの充填が困難になります。厚みと溶湯充填限界の流動長さを考慮して部品形状を設計する。
結論として
射出成形でショートショットに直面することは怖くありません。本当に怖いのは、工場が問題を理解していない、あるいは解決できない場合です。構造設計、金型設計、サンプルテスト、問題分析と解決、外観保証、材料特性などに精通することは、すべての射出成形実務者にとって不可欠なスキルです。
ショート・ショットに関するご質問は、下記までお問い合わせください。 [email protected].











