

CNC milling is a popular manufacturing process applied in modern industry production. The technique belongs to the process of subtractive manufacturing in which material is removed from a solid block of work to achieve a sought-after geometry or scale. Unlike the machining processes of the past, where human control greatly influenced the machining process, CNC milling is a computer-controlled process whereby computer instructions are used to affect the movement of cutting tools.

CNCフライス加工入門
CNC milling is a machining process in which a fixed workpiece is cut by rotating cutting tools controlled by a computer program. The acronym CNC stands for Computer Numerical Control, reflecting the digital instructions that govern the machine’s movements and operations.
In the normal CNC milling setup, a high-speed rotating tool cuts through a workpiece secured on a moving table. The machine controller interprets a digital program—often written in Gコード—and directs the machine axes to move according to the specified toolpath. The tool then cuts through the piece of work and gradually cuts away material to create the required form.
CNCフライス加工はコンピュータ化されており、最小限の人的制御で非常に詳細なパーツの加工を可能にする。機械の多次元的な動きにより、スロット、ポケット、輪郭、3次元表面の微細なディテールなどの特徴を作り出すことができる。.
The accuracy of CNC milling is one of its defining characteristics. Modern CNC machining centers, equipped with advanced volumetric error compensation algorithms, can consistently accommodate positioning tolerances of ±2 to ±5 microns. This extreme geometric accuracy is essential for high-performance engineering processes where micron-level precision is non-negotiable [1].
精度、柔軟性、拡張性により、CNCフライス加工は現在の製造業における基幹技術となっている。.
CNCフライスの歴史と進化
CNCフライス盤の歴史は、手動で制御されていた従来のフライス盤にまで遡ることができる。機械工は、手回しや機械レバーの動きによって工具の動きを制御していた。プロのオペレーターは優れた結果を出すことができたが、時間がかかり、人為的なミスの影響を受ける可能性があった。.
1940年代から1950年代にかけての数値制御の登場は、機械加工技術における驚異的な成果であった。初期のCNCマシンは、パンチカードや紙テープでコード化された命令を用いて機械の動きを指示していた。これらのシステムは、繰り返し加工工程の自動化だけでなく、一貫性の向上にも役立った。.
1970年代から1980年代にかけて発明されたコンピューター技術が、コンピューター数値制御システムを生み出した。CNCコントローラーは、機械的な命令システムの代わりとなり、機械がソフトウェアから生成されたデジタル命令を読み取ることを可能にした。.
この技術革新は、フライス盤の強度を大幅に向上させた。CADやCAMソフトウェアを使って複雑なツールパスを生成できるようになり、エンジニアは複雑な部品をより正確かつ効率的に加工できるようになった。.
今日のCNCフライス盤は、高度なセンサー、高速スピンドル、自動工具交換装置、ネットワーク化された制御システムを組み込んでいる。これらの機械は、設計と製造の間でデジタル情報が簡単に転送されるスマート生産システムに統合される可能性が高くなっている。.
CNCフライス盤の部品とは?
CNCフライス盤は、複雑な機械部品と電子部品で構成され、それらが連携して高精度の加工作業を行う。.
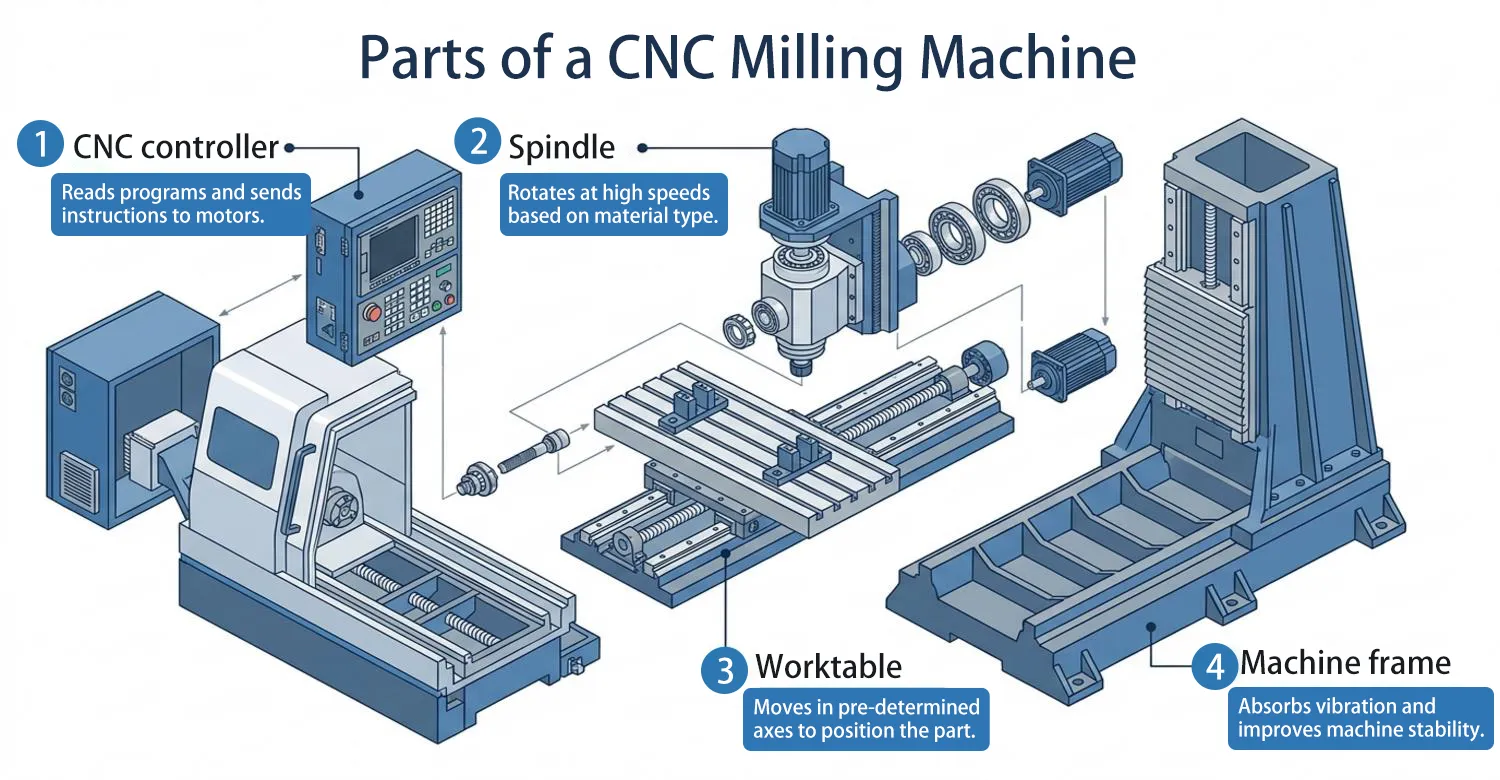
機械フレームは、フライス加工システムの構造基盤を形成します。鋳鉄や鋼鉄などの硬化した材料で構成され、切削中に発生する振動を吸収し、機械の安定性を向上させます。.
The spindle is responsible for holding and rotating the cutting tool. The spindle speed varies based on the material being machined and the cutting tool. High-performance spindles utilized in High-Speed Machining (HSM) frequently operate between 20,000 and 40,000 RPM. This rapid rotation dramatically reduces cutting forces and thermal distortion, leading to significantly higher material removal rates (MRR) and superior surface finishes [2].
ワークテーブルは、加工中にワークピースを固定する場所である。材料は固定具、クランプ、バイスで保持、固定、または固定され、その後、テーブルが所定の軸で移動し、ワークピースを切削工具の位置に合わせる。機械には、CNCコントローラーと呼ばれる中央処理装置がある。加工プログラムを読み取り、工具の動きを計算し、機械軸を動かすモーターに指示を送る。.
現代の機械には、機械が加工サイクルを実行する際に複数の切削工具を切り替える機能を提供する自動工具交換装置も搭載できる。この自動化により、1回のセットアップで複雑なパーツの製造が可能になる。.
CNCフライス盤の種類は?
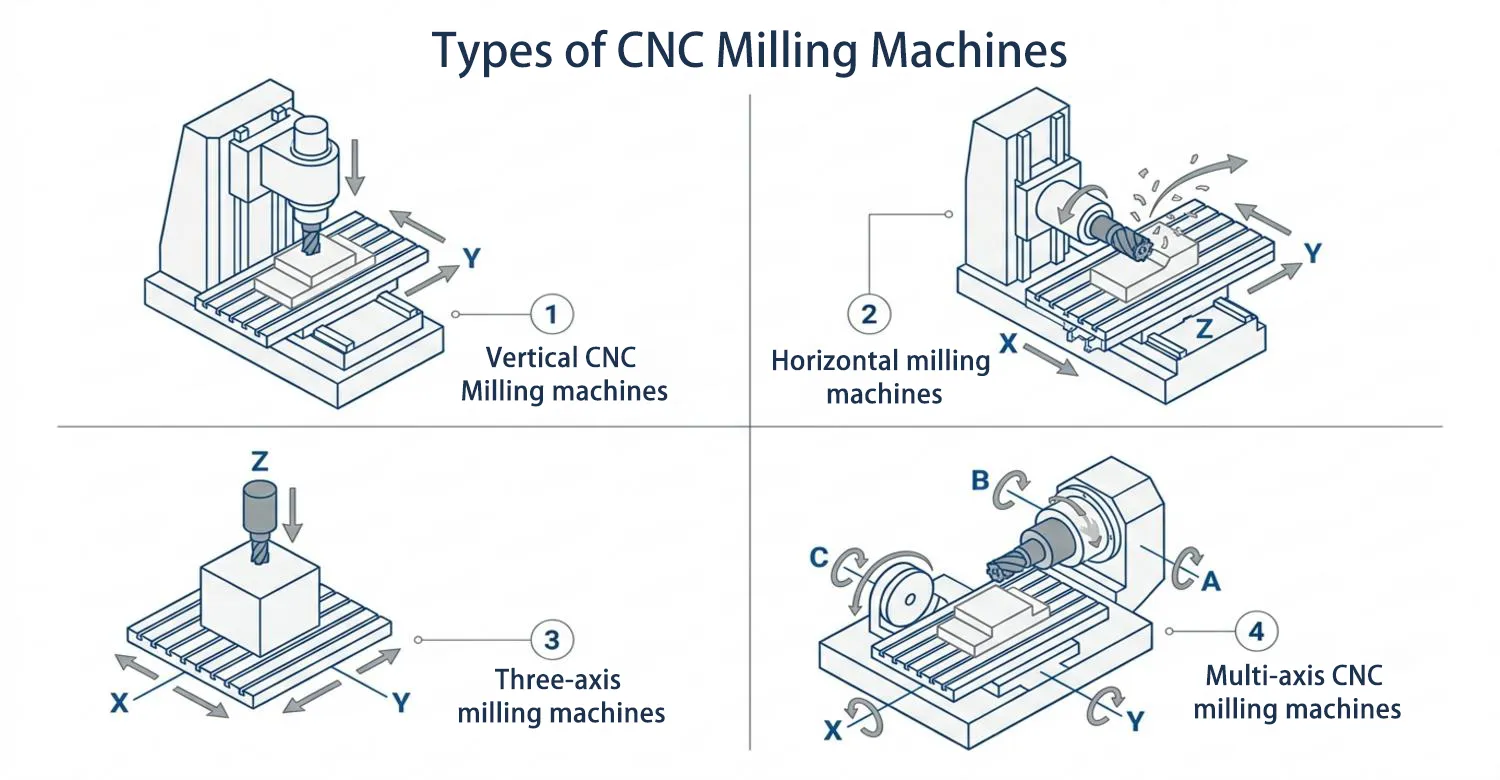
縦型CNCフライス盤
縦型CNCフライス盤は、主軸をワークテーブルに対して直角に配置する。切削工具がワークの方向に対して垂直に配置されているため、工具は平面、溝、空洞の加工に適しています。.
The machines are widely used in machine shops due to their versatility and the fact that they occupy a comparatively small area. Vertical machining centers are used in prototyping, small batch production, and general machining.
横型CNCフライス盤
横フライス盤は、主軸がワークテーブルと平行になっている。この設計により、機械加工で作られた切り屑は切削領域から遠く離れ、切削効率を高め、発熱を抑えることができる。.
横型機は、その剛性と重量ワークの処理能力により、大規模な工業生産セットアップで使用されている。.
三次元CNCフライス盤
3軸フライス盤は、X、Y、Zの各次元で回転する。これらの機械は、さまざまなコンポーネントを生産することができ、生産工場で使用される最も一般的なタイプのCNCフライスシステムです。.
多用途ではあるが、複雑な形状のシステムでは、3軸マシンシステムを使用する場合、1回以上のセットアップが必要になることがある。.
多軸CNCフライス盤
4軸および5軸CNCフライス盤には、加工中に切削工具やワークピースを傾けたり回転させたりできる回転軸が追加されている。これにより、より複雑な部品をより少ないセットアップで製作することができる。.
Multi-axis machining is heavily applied in aerospace parts manufacturing そして medical device manufacturing, which require parts with complex shapes and tight tolerances.
表1:一般的なCNCフライス盤の比較
| マシンタイプ | スピンドルの向き | 代表的な軸 | 一般的なアプリケーション |
|---|---|---|---|
| 縦型フライス盤 | 縦型 | 3-5軸 | 一般機械加工、プロトタイピング |
| 横フライス盤 | ホリゾンタル | 3-4軸 | 重い材料の除去、生産 |
| 3軸CNCマシン | 垂直または水平 | X、Y、Z | 標準的な機械加工 |
| 5軸CNCマシン | 多方向 | X、Y、Z + 回転 | 航空宇宙部品、複雑な形状 |
CNCフライス加工ワークフロー
CNCミリングプロセスは、設計の思考が最終的な実際の物理的コンポーネントに変換されるコンピュータ化された体系的なプロセスです。プロセスの各段階は、最終製品の精度と効率に貢献します。.
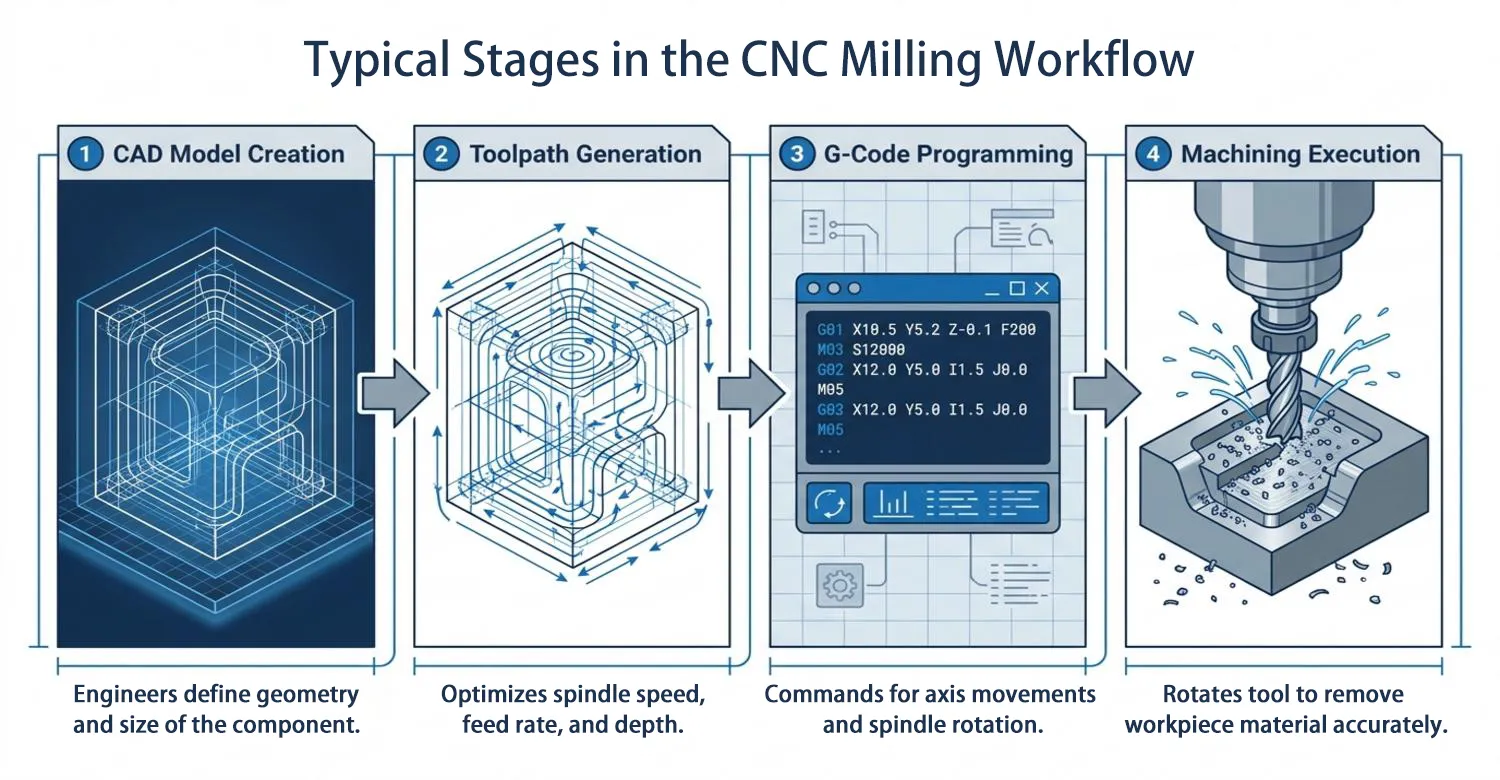
CADモデル作成
CNCフライス加工のワークフローは、コンピュータ支援設計ソフトウェアを使用した3Dデジタルモデルの生成から始まります。この段階で、エンジニアは部品の形状やサイズ、特性を定義します。これらのデジタルモデルは、製造のための青写真として機能し、設計が加工指示に正確に変換されることを保証します。.
CAMソフトウェアによるツールパス生成
The CAM system generates sophisticated toolpaths that dictate the precise movement of the cutting tool around the workpiece. Advanced CAM systems frequently utilize dynamic or trochoidal milling algorithms, which maintain a constant cutter engagement angle. This optimization can reduce roughing machining time by up to 40% to 50% while significantly extending tool life by preventing severe mechanical load spikes [3].
エンジニアが指定する加工パラメーターには、主軸回転数、送り速度、切り込み深さなどがある。これらのパラメータは、材料の効果的な剥離と十分な工具寿命が得られるように最適化されます。.
Gコード・プログラミング
ツールパスの作成後、CAMソフトウェアはツールパスを機械が読み取り可能なコード(Gコード)に変換する。軸の動き、スピンドルの回転、その他の機械操作は、このコードによって指示される。.
Gコード・ソフトウェアは、次にCNCフライス盤のコントローラに送信される。.
マシンセットアップ
オペレーターは、機械を始動させる前に、切削工具を取り付け、ワークをワークテーブルにクランプして、機械の準備をする。その後、機械を加工に適した座標に調整する。機械のセットアップを適切に行うことで、加工プログラムが確実に実行される。.
機械加工の実行
プログラムが開始されると、CNCフライス盤はプログラムされたツールパスに自動的に従います。CNCフライス加工は、切削工具を高速回転させ、機械軸を高精度で移動させ、被削材を削り取る切削加工である。.
この作業は、部品の最終形状が完成するまで続けられる。.
表2: CNCフライス加工ワークフローの典型的なステージ
| ワークフロー・ステージ | 説明 | 主な使用ツール |
|---|---|---|
| CADデザイン | デジタル部品形状の作成 | CADソフトウェア |
| CAMプログラミング | ツールパス生成と加工戦略 | CAMソフトウェア |
| Gコード生成 | ツールパスから機械命令への変換 | ポストプロセッサー |
| マシンセットアップ | ワークのクランプとツールの取り付け | 治具と工具 |
| 機械加工 | 自動材料除去 | CNCフライス盤 |
一般的なCNCフライス加工とは?
CNCマシンは多くの作業をこなすことができるため、メーカーはワークピースに多くの幾何学的特徴を加えることができる。各作業には、切削工具と材料の関係を決定する加工戦略がある。.
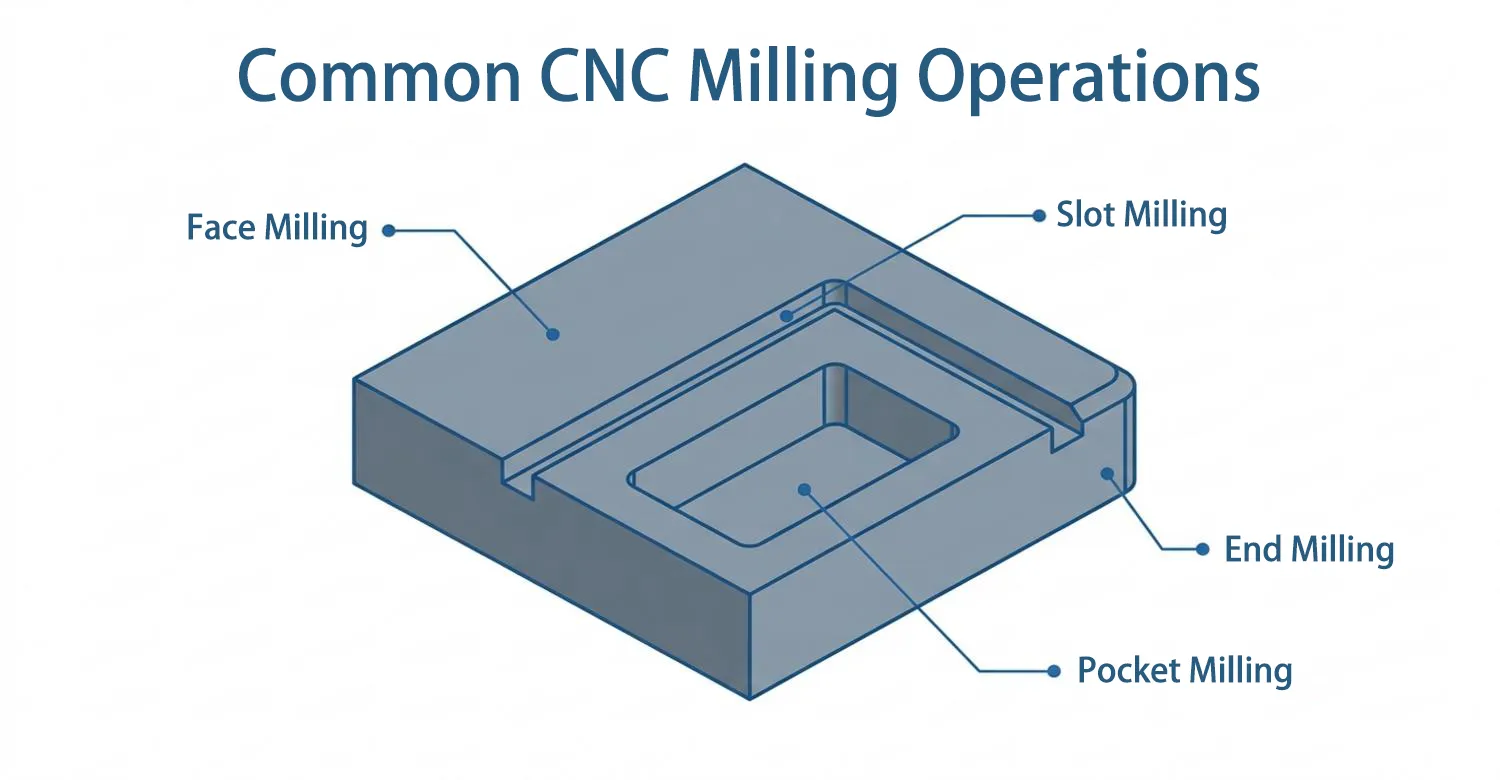
フライス加工
フェースミル加工(加工物の上面の材料を削り取る加工)は、平らな面を形成する。この加工では、フェースミルが回転し、ワークピースがその下を移動することで、材料の薄い層が徐々に削り取られる。.
Face milling is also used for the preparation of raw stock material before subjecting the material to further machining processes. It is also applied in the production of flat mechanical components such as machine bases, mounting plates, and structural brackets.
エンドミル加工
エンドミル加工は、両側と先端に鋭い刃を持つ切削工具で行われる。これにより、工具は垂直方向と水平方向に切削することができ、非常に多様な加工が可能になります。.
この工程では通常、スロット、ポケット、プロファイル、複雑な三次元輪郭を加工する。エンドミル加工は、金型、ダイ、ハウジング、その他複雑な内部特性を必要とする製品の構成部品の製造に適用されることが多い。.
スロット加工
スロットミル加工の目的は、ワークピースに細い溝を加工することである。これらの溝は、キー溝、ガイドレール、機械アセンブリのトラックなどの作業溝として利用することができます。.
自動車産業や産業機械産業などの他の産業では、精密なアライメントを必要とする部品を製造するために、スロットフライスを適用することが多い。また、リングや摺動機械を取り付けるための溝を作ることもある。.
輪郭加工
コンターフライス加工とは、ワークピースに曲面や凹凸をつける加工である。切削工具は複雑な3次元経路をたどり、コンピュータ・モデルで提供された形状にリンクされる。.
This is necessary, particularly in the aerospace and mold-making sectors. Contour milling might also be required for turbine blades, moulds, and highly detailed architectural models, such as this craft prototype of the Beijing Bird’s Nest
ポケットフライス
ポケットフライス加工では、ワークピースの既知の領域を内部で切削し、ポケットキャビティを形成します。この空洞に部品を取り付けたり、部品全般の重量を減らしても、構造を維持することができます。.
Pocket milling is widely used on aerospace structures, mechanical housings, and complex thermal management components like steel ventilated heat sinks. Through the tactical removal of the internal material, the engineers are able to maximize strength and weight.
CNCフライス加工における切削工具
切削工具はCNCフライス加工システムの基本要素であり、ワークピースからいかに効率的に材料を除去するかを決定するからである。工具形状、材料構造、表面仕上げが加工性能と寿命を決定します。.

エンドミルは、CNCフライス加工で使用される最も汎用性の高い工具のひとつです。使用される刃により、プロファイリング、スロット加工、ポケット加工などの加工が可能です。エンドミルには、加工要件に応じて、数多くの形状とサイズがあります。.
ボールノーズエンドミルは、先端が丸みを帯びているため、滑らかな曲面を切削できる。金型の製作や、輪郭を滑らかにする複雑な表面加工に使用される。.
フェースミルカッタは、平らな表面から材料を削り取るために使用される大型の工具になる傾向がある。ほとんどのフライスには、交換可能な超硬ロータリーチップがあり、使用後に回転させたり交換したりすることができるため、工具の寿命を延ばし、運用コストを削減するのに役立ちます。.
切削工具の素材は非常に重要である。例えば、超硬工具は高温でも硬度が落ちず、重切削でも破損しにくいため人気がある。また、窒化チタンや窒化チタン・アルミニウムなどのコーティングも、切削性能と工具の寿命を向上させます。.
加工効率は最大化され、仕上げ面の品質は向上し、切削工具の摩耗は、長い生産工程の観点から適切な切削工具によって低減される。.
CNCフライス加工の利点とは?
CNCフライス加工の利点は数多く、現代のエンジニアリングにおいて最も信頼できる製造工程のひとつとなっている。CNCフライス盤の最大の長所のひとつは精度である。これは、デジタル命令を使用することによって行われます。したがって、CNCマシンは、非常に厳しい公差と大きな生産差で部品製造を繰り返すことができます。.
Another significant strength is versatility. The CNC milling machines can produce all types of geometries from a plain surface to a complex form. This is because of the flexibility that allows manufacturers to manufacture prototype parts and large production batches using the same equipment.
自動化は生産性も向上させる。機械セットがセットアップされ、加工プログラムがインストールされると、多くのオペレーターを必要とせずに機械を稼働させることができる。これは、製造工程の効率化を実現する能力であり、ヒューマンエラーのリスクを排除することにもつながる。.
CNCフライス加工は、最新のデジタル製造システムとの互換性も高い。CADとCAMソフトウェアを統合することで、エンジニアは設計と製造の橋渡しを難なく行うことができ、製品開発にかかる時間を大幅に短縮することができる。.
CNCフライスの限界とは?
このような利点がある一方で、CNCフライス加工には限界もある。最も顕著な問題の一つは、材料の無駄である。CNCフライス加工は、固いブロックから材料を切り出すために適用されることを考えると、元の材料の大部分は切り屑やスクラップになります。.
もう一つの制限は、機械と工具のコストが比較的高いことである。CNCフライス盤は多額の設備投資を必要とする。ハイテク多軸CNCマシンは、法外なコストがかかるかもしれない。.
A three-axis machine can also require multiple setups or special fixtures to be utilized with complicated part geometries. Although multi-axis machines can overcome this issue, they need sophisticated programming and extravagant operational costs. Nevertheless, professional CNCフライス加工サービス remain one of the most effective and frequently utilized solutions in the manufacturing industry today due to its reliability, precision, and flexibility.
参考文献
[1] Schwenke, H., Knapp, W., Haitjema, H., Weckenmann, A., Schmitt, R., & Delbressine, F. (2008). Geometric error measurement and compensation of machines—an update. CIRP Annals, 57(2), 660-675. https://doi.org/10.1016/j.cirp.2008.09.008
[2] Fallböhmer, P., Rodríguez, C. A., Özel, T., & Altan, T. (2000). High-speed machining of cast iron and alloy steels for die and mold manufacturing. Journal of Materials Processing Technology, 98(1), 104-115. https://doi.org/10.1016/S0924-0136(99)00311-8
[3] Otkur, M., & Lazoglu, I. (2007). Trochoidal milling. International Journal of Machine Tools and Manufacture, 47(9), 1324-1332. https://doi.org/10.1016/j.ijmachtools.2006.08.002











