

Wenn FormenbauManchmal sind bestimmte Bereiche des Produkts sehr hoch oder sehr niedrig. Wir können einen Bereich aushöhlen und ihn mit anderen Materialien füllen. Durch die Verwendung eines einzigen Materials für hohe Bereiche lässt sich die Dicke des Formkerns einsparen, während niedrige oder unzugängliche Bereiche bequem mit Einsätzen bearbeitet werden können.
Was sind Einsätze?
Einsätze sind eine Art von Formkomponente. Sie beziehen sich auf im Formkern eingebettete Formteile.
Einsätze können quadratisch, rund oder flach sein und erfordern, wie alle Formteile, hohe Präzision. In der Regel werden sie nach den Anforderungen der Form maßgeschneidert hergestellt.
Eigenschaften der Einsätze
Arten von Einsätzen: Einsatzstifte, Einsatzblöcke, Einsatzsäulen, Einsatzringe, etc.
Materialien: SKD61, SKH51, ASP23, SKD11, usw., oder das gleiche wie das entsprechende Kernmaterial der Form.
Härte: Über 50 HRC.
Standard Präzision: ±0,01 mm, je nach den spezifischen Anforderungen an die Präzision der Form.
Wann werden Einsätze benötigt?
1. Einsparung von Formmaterialien
Wie wir wissen, werden Formmaterialien in der Regel in regelmäßig geformten Blöcken bestellt. Die Materialien für den Kern und die Kavität werden durch den höchsten Punkt bestimmt.
Wenn also ein bestimmter Bereich, sei es der Kern oder die Kavität, höher ist als andere Stellen, kann er durch die Herstellung eines Einsatzes reduziert werden, wodurch die Höhe des Formkerns verringert und Formmaterial gespart wird.
2. Einfache Modifikation der Form
Für Bereiche der Form, die häufig geändert werden, können Einsätze angefertigt und bei Bedarf ersetzt werden. Ersatzeinsätze können auch für zukünftige Änderungen vorbereitet werden, was die Aktualisierung der Form erleichtert.
Einige ODM-Hersteller können zum Beispiel die Marke des Produkts ändern, indem sie einfach das Logo modifizieren. In diesem Fall können wir den Logobereich auf der Form zu einem Einsatz machen, so dass keine neue Form erstellt werden muss.
3. Verbesserung der Entlüftung von Schimmelpilzen
Die Entlüftung der Form ist von entscheidender Bedeutung, um Lufteinschlüsse im Formhohlraum, insbesondere in tieferen Rippenbereichen, zu vermeiden, die zu Fehlern führen können, wie z. B. Blasen, Einfallstellen, oder Brandflecken im Produkt.
In Bereichen, die eine Entlüftung erfordern, können wir Einsätze einbauen und die Lücken zwischen den Einsätzen zur Entlüftung nutzen.
4. Vereinfachung der Formverarbeitung
In tiefen Rippenbereichen von Spritzgussformen, die mit Bearbeitungswerkzeugen nur schwer zu erreichen sind, wird häufig die Funkenerosion (EDM) eingesetzt.
EDM ist jedoch langsam und ineffizient, daher verwenden wir Einsätze, um den Prozess zu vereinfachen und die Entlüftung zu erleichtern.
Auch tiefe Rippenbereiche müssen zum Entformen mühsam von Hand poliert werden. Wenn diese Bereiche zu Einsätzen werden, können sie entfernt und separat poliert werden, was den Prozess vereinfacht.
5. Verlängern der Lebensdauer von Schimmelpilzen
Bereiche der Form, die anfällig für Beschädigungen sind, wie z. B. dünne oder scharfe Bereiche, können zu Einsätzen verarbeitet werden. Wir können die beschädigten Einsätze platzieren und so die Gesamtlebensdauer der Form verlängern.
6. Durchführen von Temperatur der Form
In der Regel werden die Formen durch Wasserkanäle gekühlt, aber einige Bereiche können diese Kanäle nicht aufnehmen. Einsätze aus Materialien mit guter Wärmeleitfähigkeit, wie Berylliumkupfer, können helfen, die Wärme in diesen Bereichen abzuleiten.
Nachteile der Verwendung von Einsätzen in Formen
Die Verwendung von Einlagen hat jedoch einige Nachteile, wie z. B.:
- Erhöht den Schwierigkeitsgrad der Formenmontage;
- Verursacht Grat (überschüssiges Material) um die Einsätze herum;
- Manchmal steigt die Formgestaltung und Bearbeitungskostenund erhöht damit die Gesamtkosten;
- Zu viele Einsatzstrukturen können die Gestaltung der Kühlkanäle der Form beeinträchtigen;
- Zu viele Einsatzstrukturen können die Festigkeit des Formkerns beeinträchtigen.
Verarbeitung von Inserts
Um die Verarbeitungseffizienz zu verbessern, werden einige große Formen in mehrere kleinere Teile unterteilt, die separat verarbeitet werden können, was Zeit sparen kann.
Im Allgemeinen gibt es zwei Arten von Einsätzen: Durchgangseinsätze und Blindeinsätze.
Für einige kleinere Einsätze kann der Y-CUT-Drahtschneider verwendet werden, mit einem Kopf zum Positionieren.
Für größere Einsätze, z. B. solche über 60×60, können Blindeinsätze verwendet und mit Schrauben befestigt werden. Obwohl die Verarbeitung relativ schwierig ist, wird dadurch die Festigkeit der Form gewährleistet.
Materialien einfügen
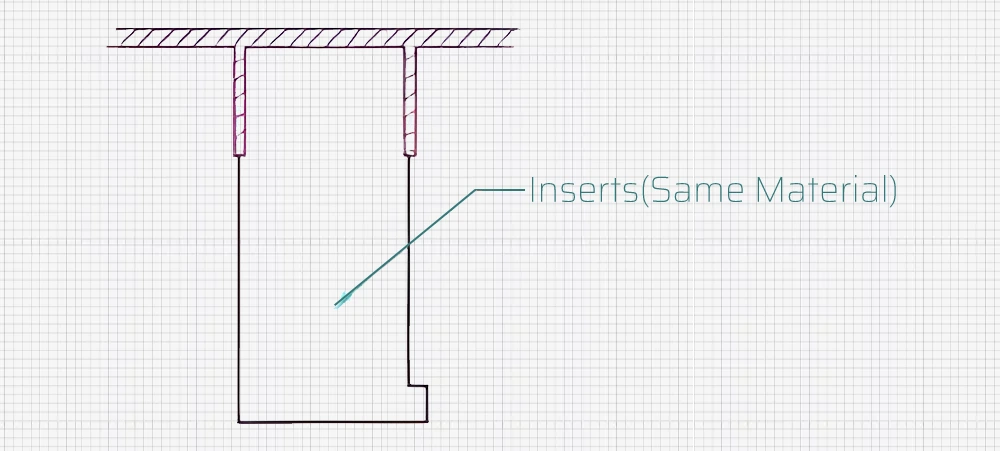
Für Einsätze ohne AbsperrungenDas Material kann das gleiche sein wie das Material des Formkerns.
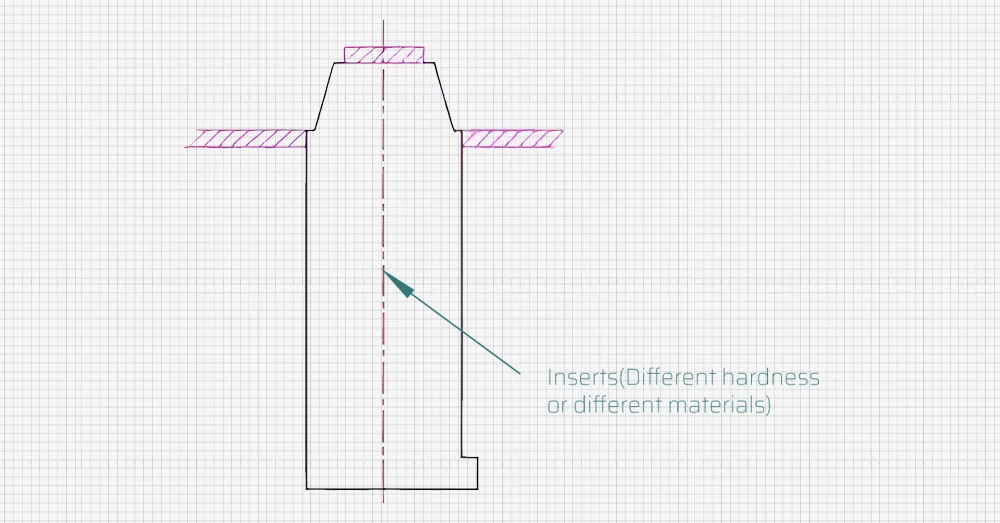
Für den Einsatz mit Absperrungen kann das Material dasselbe sein wie der Formkern, aber mit einer um 2 Grad höheren Härte, oder es können verschiedene Materialien mit unterschiedlicher Härte verwendet werden.
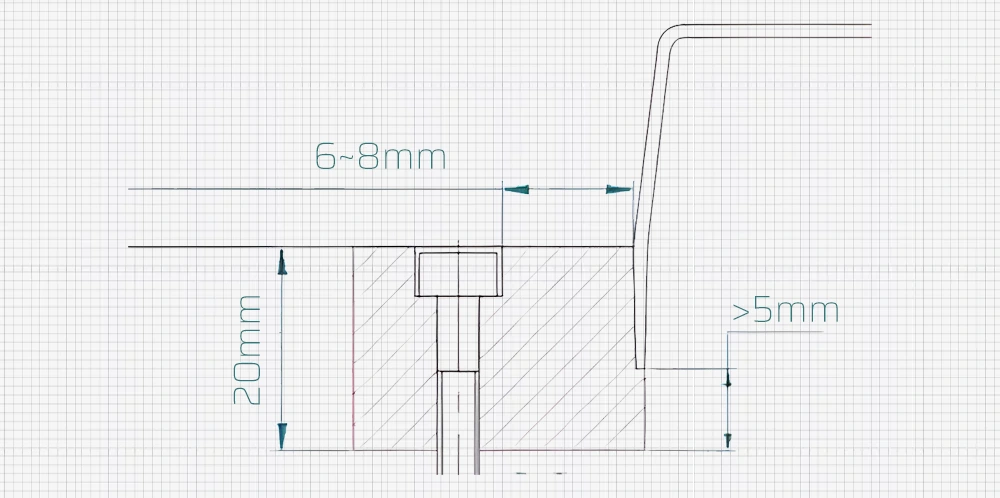
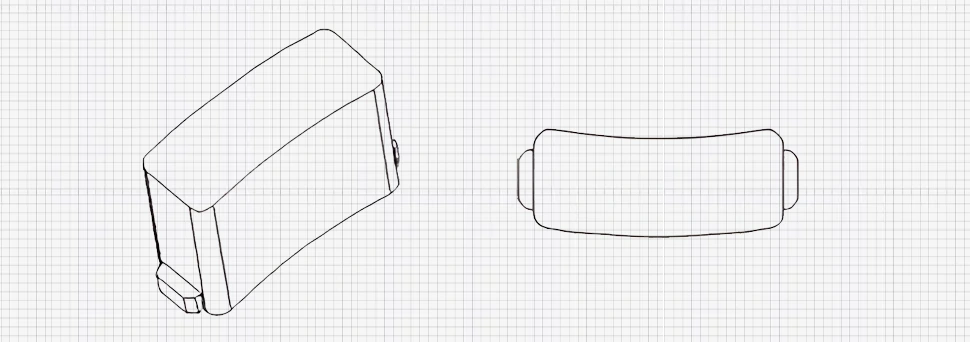
Bei der Gestaltung der Köpfe, berücksichtigen die Leichtigkeit der Verarbeitung und DATUM, um das Schneiden von Kabeln und Schleifmaschinenbearbeitung. Der Kopf ist im Allgemeinen als 5×2,0 mm oder 4×3 mm ausgeführt.
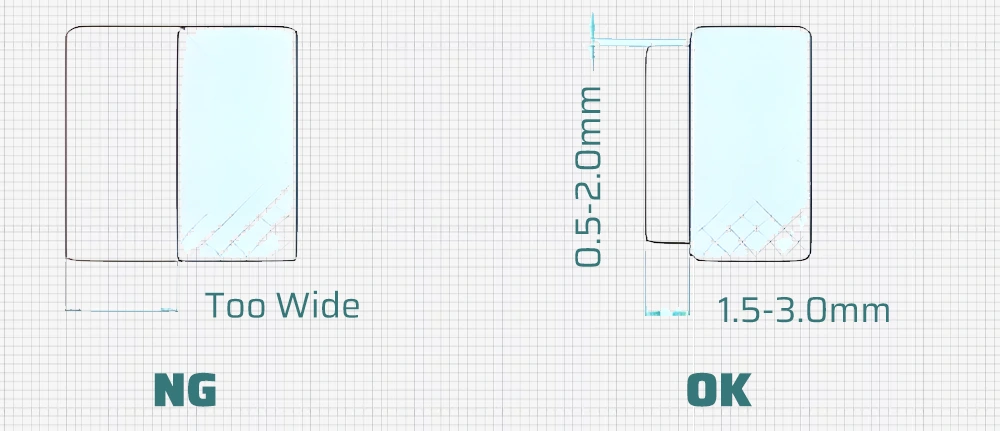
Der Kopf sollte gerade auf den Einsatz aufgesetzt werden, wie in der Abbildung gezeigt:
Der Kopf sollte 0,5-2,0 mm kürzer als die gerade Kante sein, um das Schneiden des Radius mit dem Draht zu erleichtern.
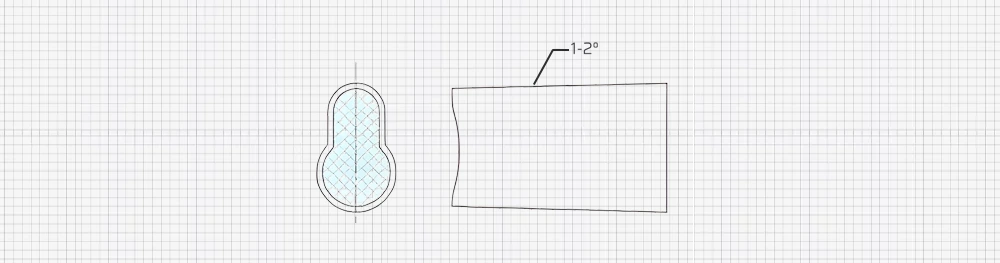
Bei unregelmäßig geformten Wendeschneidplatten, die sich nicht für den Wendeschneidplattenkopf eignen, kann eine Verjüngung von 1 bis 2 Grad um den Umfang herum angebracht werden, um die Wendeschneidplatte an Ort und Stelle zu halten, was als konische Wendeschneidplatte bezeichnet wird.
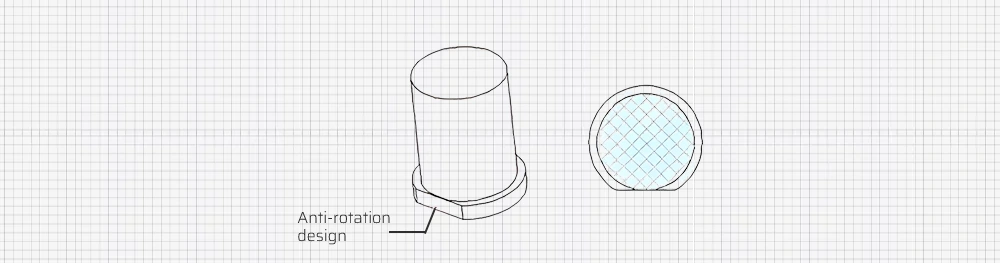
Wenn runde Wendeschneidplatten eine Richtungsabhängigkeit aufweisen, sind Maßnahmen zur Verdrehsicherung erforderlich. Die einfachste Methode besteht darin, eine Plattform auf den Wendeplattenkopf zu fräsen und die flache Position zu nutzen, um eine Drehung zu verhindern.
Struktur einfügen: Wenn das Produkt eine Schulter, tiefe Rippen (über 10 mm) hat oder transparent ist, können Einsätze verwendet werden, um die Bearbeitung, das Polieren und die Strukturänderung zu erleichtern. Der Formkern sollte mindestens 25 mm bis zum Rand haben und wird oft mit Wasser gekühlt.
Die Toleranzanforderungen für die Einsätze liegen unter 0,05, was den Dichtungsbodeneinsätzen entspricht.
Einige Einsätze sind für die Entlüftung ausgelegt, mit mehreren Schichten von Entlüftungseinsätzen, die mit Auswerferstiften befestigt sind, oder aus atmungsaktivem Stahl.
Zusammenfassung
Einsätze sind eine gängige Struktur in Formen, die trotz einiger Nachteile klare Vorteile aufweist.
Bestimmen Sie bei der Konstruktion von Formen, welche Bereiche aufgrund der Produktstruktur Einsätze benötigen, und vermeiden Sie unnötige Einsätze.
Beachten Sie, dass auf den Formen in der Regel Einfügemarken oder -linien vorhanden sind, und dass der Kunde bei der Überprüfung der Form eine Bestätigung benötigt, um sicherzustellen, dass Teileannahme.














