

Quand conception de moulesIl arrive que certaines zones du produit soient très hautes ou très basses. Nous pouvons évider une section et la remplir avec d'autres matériaux. L'utilisation d'un seul matériau pour les zones hautes permet d'économiser sur l'épaisseur du noyau du moule, tandis que les zones basses ou inaccessibles peuvent être traitées de manière pratique à l'aide d'inserts.
Qu'est-ce qu'un insert ?
Les inserts sont un type de composant du moule. Il s'agit de composants du moule incorporés dans le noyau du moule.
Les inserts peuvent être carrés, ronds ou plats et, comme tous les composants du moule, ils exigent une grande précision. En général, ils sont fabriqués sur mesure en fonction des besoins du moule.
Propriétés des inserts
Types d'inserts: Goupilles d'insertion, blocs d'insertion, piliers d'insertion, anneaux d'insertion, etc.
Matériaux: SKD61, SKH51, ASP23, SKD11, etc., ou le même matériau que le noyau du moule correspondant.
Dureté: Supérieur à 50 HRC.
Précision standardLes dimensions des moules peuvent varier de ±0,01 mm, en fonction des exigences spécifiques de précision des moules.
Quand les inserts sont-ils nécessaires ?
1. Économie de matériaux de moulage
Comme nous le savons, les matériaux de moulage sont généralement commandés en blocs de forme régulière. Les matériaux pour le noyau et la cavité sont déterminés par le point le plus élevé.
Par conséquent, qu'il s'agisse du noyau ou de la cavité, si une certaine zone est plus haute que d'autres, elle peut être réduite par la fabrication d'un insert, ce qui permet d'abaisser la hauteur du noyau du moule et d'économiser du matériau de moulage.
2. Modification facile du moule
Pour les zones du moule qui sont fréquemment modifiées, des inserts peuvent être fabriqués et remplacés selon les besoins. Des inserts de rechange peuvent également être préparés pour des modifications futures, ce qui facilite la mise à jour du moule.
Par exemple, certains fabricants ODM peuvent changer la marque du produit en modifiant simplement le logo. Dans ce cas, nous pouvons transformer la zone du logo sur le moule en un insert, ce qui évite de devoir créer un nouveau moule.
3. Amélioration de l'évacuation des moisissures
L'évacuation des moisissures est essentielle pour éviter que de l'air ne soit piégé dans la cavité des moisissures, en particulier dans les zones de nervures plus profondes, ce qui peut entraîner des défauts tels que bulles, marques d'évierou marques de brûlures dans le produit.
Nous pouvons ajouter des inserts aux zones nécessitant une ventilation, en utilisant les espaces entre les inserts pour évacuer l'air.
4. Simplifier le traitement des moules
Dans les zones de nervures profondes des moules d'injection, où les outils d'usinage ont du mal à accéder, on utilise souvent l'électroérosion (EDM, Electrical Discharge Machining).
Cependant, l'électroérosion est lente et inefficace, c'est pourquoi nous utilisons des inserts pour simplifier le processus et faciliter la ventilation.
Les zones de nervures profondes nécessitent également un polissage manuel fastidieux pour le démoulage. En faisant de ces zones des inserts, elles peuvent être retirées et polies séparément, ce qui simplifie le processus.
5. Prolongation de la durée de vie des moules
Les zones du moule susceptibles d'être endommagées, telles que les zones minces ou tranchantes, peuvent être transformées en inserts. Nous pouvons placer les inserts endommagés, ce qui prolonge la durée de vie globale du moule.
6. Conduite Température du moule
En général, les moules sont refroidis par des canaux d'eau, mais certaines zones ne peuvent pas accueillir ces canaux. Des inserts fabriqués à partir de matériaux ayant une bonne conductivité thermique, comme le cuivre au béryllium, peuvent aider à dissiper la chaleur dans ces zones.
Inconvénients de l'utilisation d'inserts dans les moules
Cependant, l'utilisation d'inserts présente certains inconvénients, tels que
- Augmente la difficulté de l'assemblage du moule ;
- Provoque des bavures (excès de matière) autour des inserts ;
- Parfois, la conception des moules et les coûts d'usinageaugmentant ainsi les coûts globaux ;
- Un trop grand nombre de structures d'insertion peut affecter la conception des canaux de refroidissement du moule ;
- Un trop grand nombre de structures d'insertion peut affecter la résistance du noyau du moule.
Traitement des inserts
Pour améliorer l'efficacité du traitement, certains grands moules sont divisés en plusieurs parties plus petites pour un traitement séparé, ce qui permet de gagner du temps.
En général, il existe deux types de plaquettes : les plaquettes traversantes et les plaquettes borgnes.
Pour certains inserts plus petits, il est possible d'utiliser la coupe de fil Y-CUT, avec une tête pour le positionnement.
Pour les inserts plus grands, tels que ceux de plus de 60×60, des inserts aveugles peuvent être utilisés et fixés à l'aide de vis. Bien que le traitement soit relativement difficile, cela garantit la solidité du moule.
Matériaux d'insertion
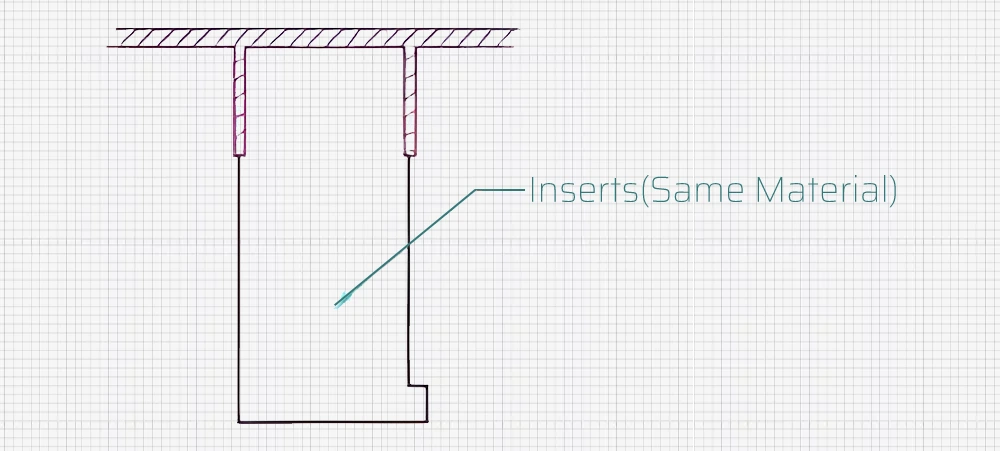
Pour les inserts sans fermeturesLe matériau peut être le même que celui du noyau du moule.
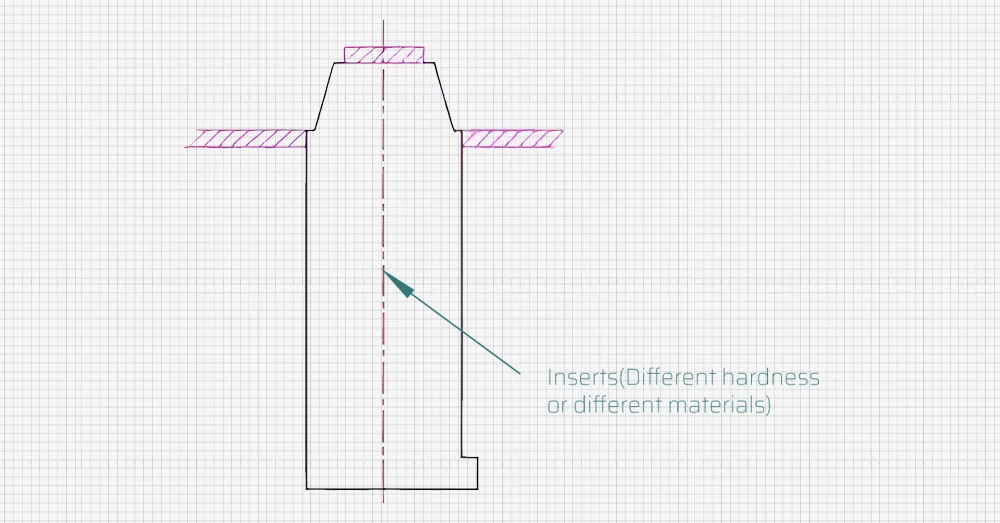
Pour l'insert avec obturateurs, le matériau peut être le même que le noyau du moule mais avec une dureté plus élevée de 2 degrés, ou des matériaux différents avec des duretés différentes.
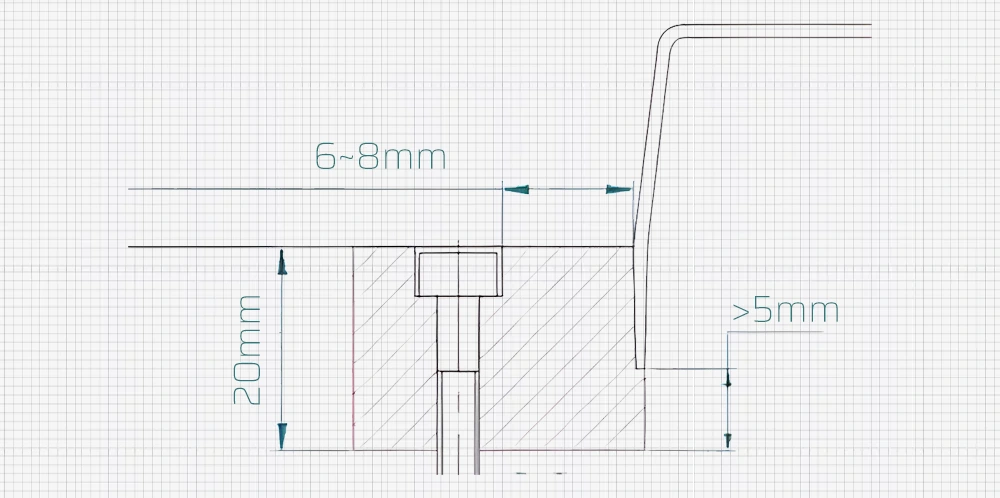
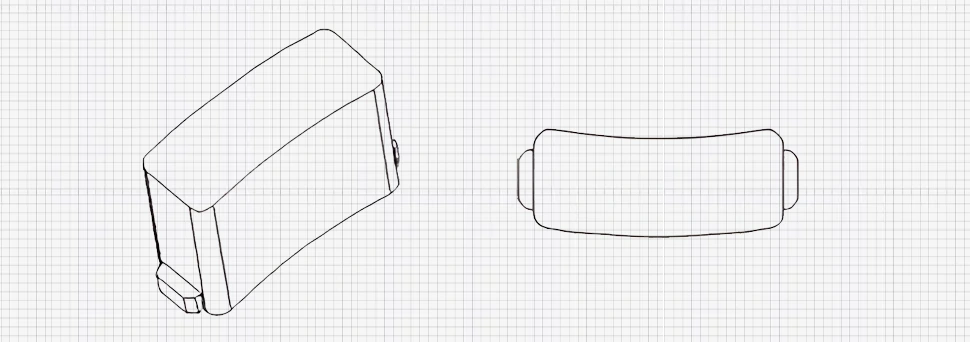
Lors de la conception des têtes, il faut tenir compte de la facilité de traitement et de DATUM pour faciliter le découpage du fil et l'utilisation de l'eau. traitement des machines de broyage. La tête est généralement conçue comme 5×2,0 mm ou 4×3 mm.
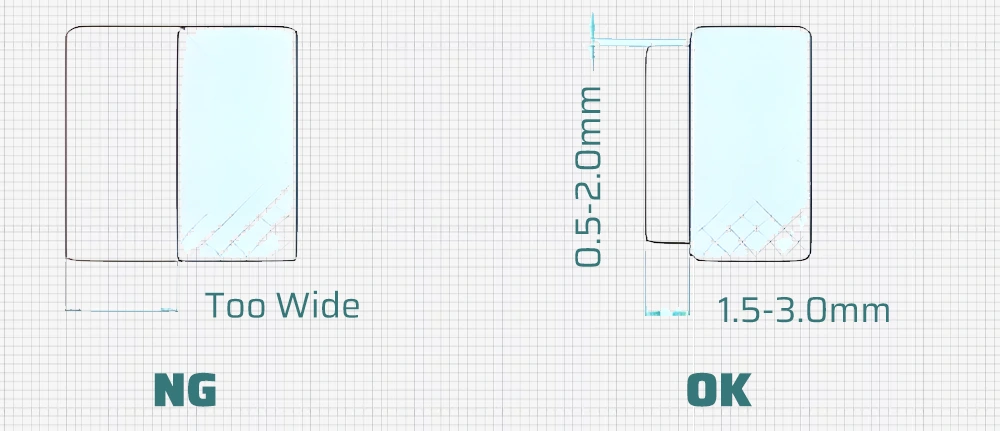
La tête doit être placée en position droite sur l'insert, comme indiqué :
La tête doit être plus courte de 0,5 à 2,0 mm que le bord droit pour faciliter la coupe du rayon avec le fil.
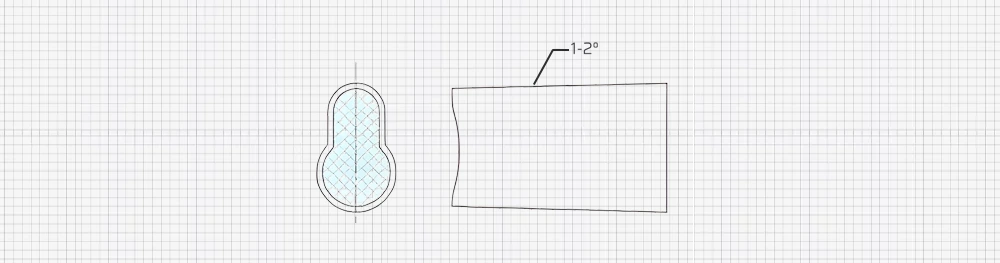
Pour les inserts de forme irrégulière qui ne conviennent pas à la tête de l'insert, une conicité de 1 à 2 degrés peut être appliquée sur le périmètre pour ajuster l'insert en place, ce que l'on appelle un insert conique.
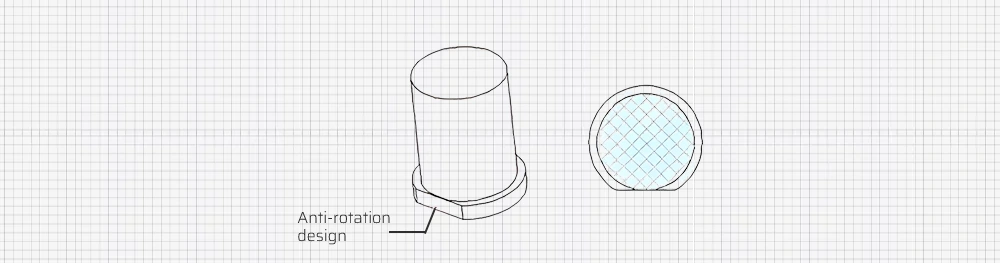
Lorsque les plaquettes rondes sont directionnelles, des mesures anti-rotation sont nécessaires. La méthode la plus simple consiste à fraiser une plate-forme sur la tête de la plaquette, en utilisant la position plate pour empêcher la rotation.
Insérer la structure: Lorsque le produit présente un épaulement, des nervures profondes (plus de 10 mm) ou est transparent, des inserts peuvent être utilisés pour faciliter le traitement, le polissage et la modification de la structure. Le noyau du moule doit avoir au moins 25 mm jusqu'au bord et utilise souvent un bon refroidissement à l'eau.
Les exigences de tolérance pour les inserts sont inférieures à 0,05, ce qui correspond aux inserts de fond d'étanchéité.
Certains inserts sont conçus pour être ventilés, avec plusieurs couches d'inserts de ventilation fixés par des goupilles d'éjection, ou fabriqués en acier respirant.
Résumé
Les inserts sont une structure courante dans les moules, qui présente des avantages évidents malgré quelques inconvénients.
Lors de la conception des moules, déterminez les zones nécessitant des inserts en fonction de la structure du produit et évitez les inserts inutiles.
Il convient de noter que des marques ou des lignes d'insertion sont généralement présentes sur les moules et qu'une confirmation du client est nécessaire lors de l'examen du moule pour s'assurer que acceptation des pièces.











