

何时 设计模具有时,产品的某些区域很高或很低。我们可能会挖空某个部分,然后用其他材料填充。在高处使用单一材料可以节省模芯厚度,而在低处或无法进入的区域使用镶件则可以方便地进行加工。
什么是插件?
插件是一种 模具组件.它们指的是嵌入模芯的模具部件。
镶件可以是方形、圆形或扁形的,与所有模具部件一样,需要很高的精度。一般来说,它们是根据模具的需要定制的。
嵌入件的特性
插件类型:插销、插块、插柱、插环等。
材料:SKD61、SKH51、ASP23、SKD11 等,或与相应的模芯材料相同。
硬度:高于 50 HRC。
标准精度:±0.01 毫米,取决于具体的模具精度要求。
何时需要插入?
1.节省模具材料
我们知道,模具材料通常以规则形状的块状订购。型芯和型腔的材料由最高点决定。
因此,无论是型芯还是型腔,如果某个区域比其他地方高,就可以通过制作镶件来降低高度,从而降低型芯高度,节省模具材料。
2.易于模具改造
对于经常修改的模具区域,可根据需要制作和更换镶件。还可以为将来的修改准备备用镶件,使模具更新更容易。
例如,有些 ODM 制造商只需修改徽标,就能改变产品的品牌。在这种情况下,我们可以将模具上的徽标区域做成镶件,这样就不需要制作新的模具了。
3.改善模具通风
模具通风对于防止模具型腔(尤其是较深的肋区)中的滞留空气至关重要,因为滞留空气可能导致以下缺陷 气泡, 沉痕或 烧痕 在产品中。
我们可以在需要通风的地方增加嵌件,利用嵌件之间的缝隙来释放空气。
4.简化模具加工
在注塑模具的深肋区域,加工工具很难到达,人们通常使用放电加工(EDM)。
但是,电火花加工速度慢、效率低,因此,我们使用刀片来简化加工过程并帮助排气。
深肋区域也需要繁琐的手工抛光才能脱模。如果将这些区域制作成镶件,就可以将其取出并单独抛光,从而简化了工艺流程。
5.延长模具寿命
模具上容易损坏的区域,如薄的或尖锐的区域,可以制成镶件。我们可以放置损坏的镶件,延长整个模具的使用寿命。
6.进行 模具温度
一般来说,模具是通过水道冷却的,但有些区域无法容纳这些水道。由铍铜等导热性能良好的材料制成的插件可以帮助这些区域散热。
在模具中使用嵌入件的缺点
不过,使用嵌入式设备也有一些缺点,例如
- 增加模具装配的难度;
- 导致嵌入件周围出现飞边(多余材料);
- 有时会提高模具设计和 加工成本从而增加了总成本;
- 镶件结构过多会影响模具冷却通道的设计;
- 嵌件结构过多会影响模芯强度。
插片加工
为了提高加工效率,一些大型模具被分成几个小部分,分别进行加工,这样可以节省时间。
一般来说,刀片有两种类型:通孔刀片和盲孔刀片。
对于一些较小的刀片,可使用 Y-CUT 线切割,并配有定位头。
对于较大的镶件,如 60×60 以上的镶件,可以使用盲镶,并用螺钉固定。虽然加工相对困难,但这样可以确保模具的强度。
插入材料
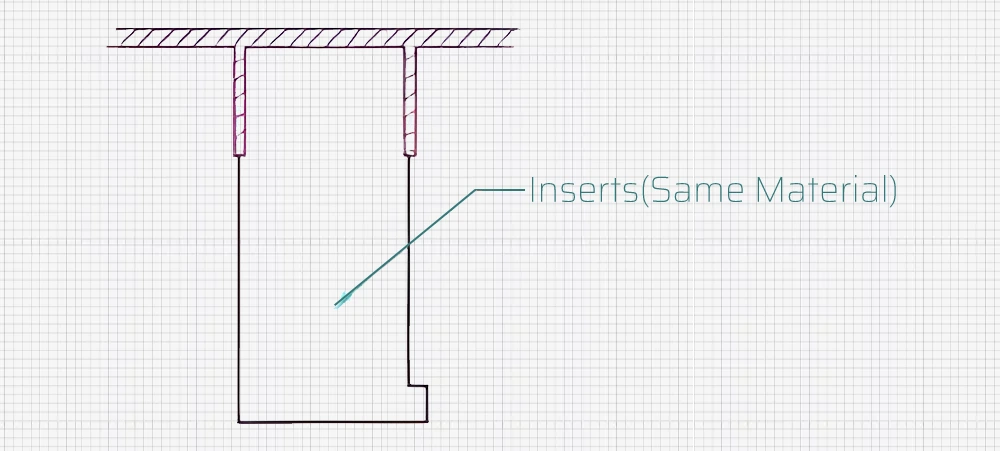
对于不带 关闭材料可以与模芯材料相同。
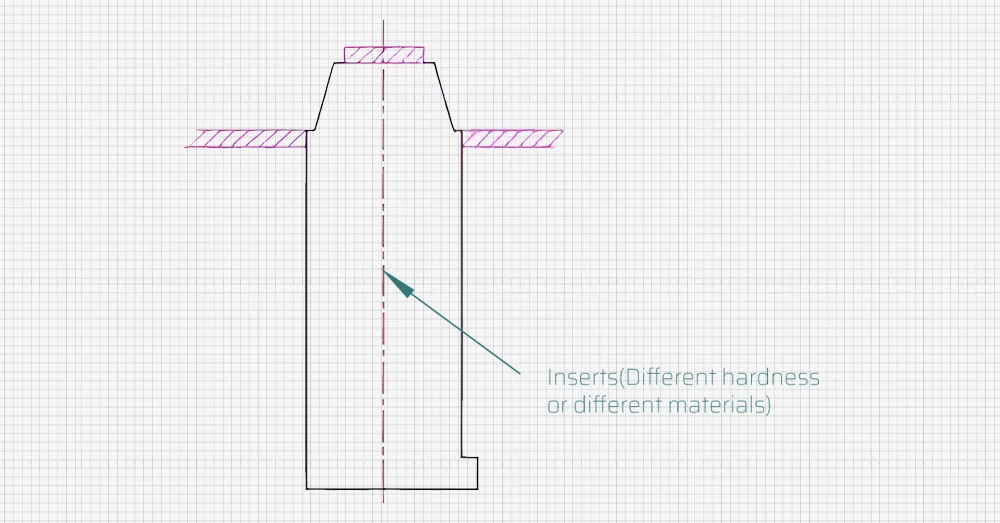
对于带截止阀的镶件,材料可以与模芯相同,但硬度要高 2 度,也可以使用不同硬度的材料。
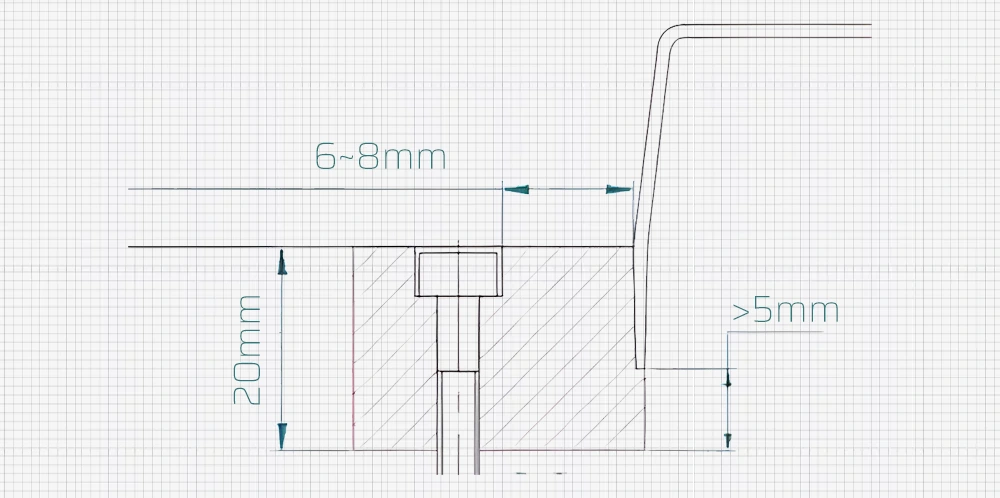
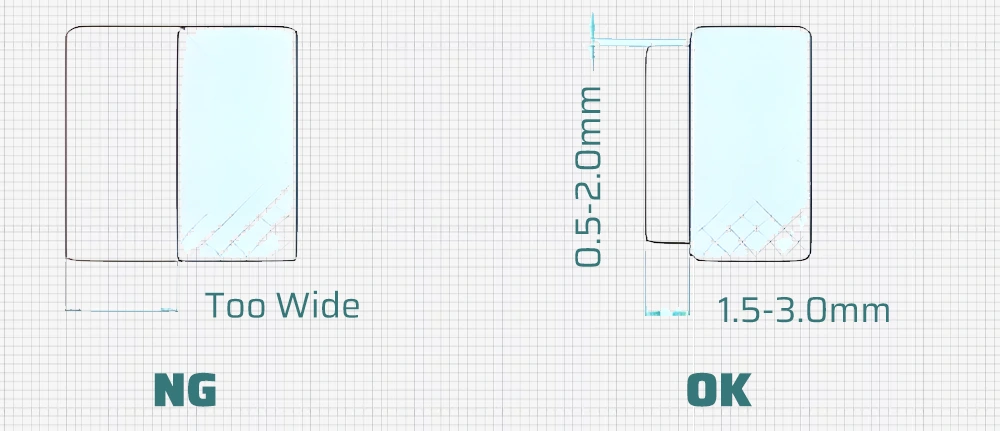
在设计焊头时,应考虑加工和 DATUM 的易用性,以方便线切割和焊接。 磨床加工.封头一般设计为 5×2.0 毫米或 4×3 毫米。
如图所示,机头应平直地放置在插件上:
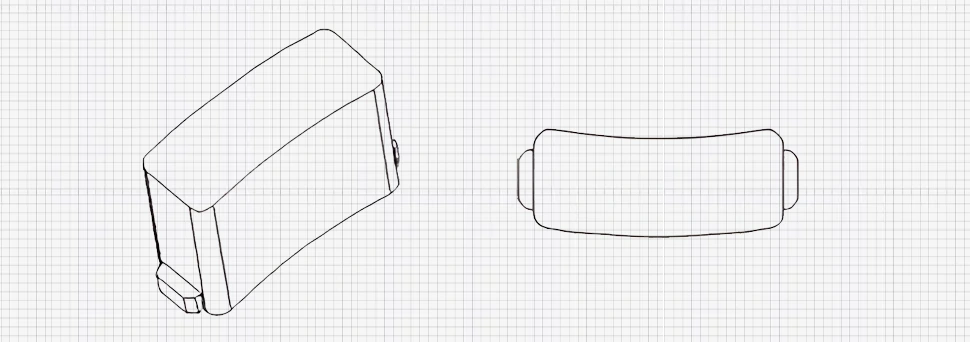
头部应比直边短 0.5-2.0 毫米,以便于半径线切割。
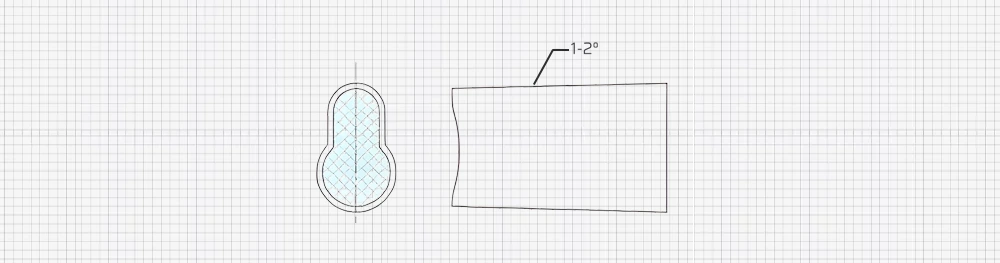
对于不适合刀片头的不规则形状的刀片,可以在其周围加工 1-2 度的锥度,以便将刀片安装到位,这种刀片被称为锥形刀片。
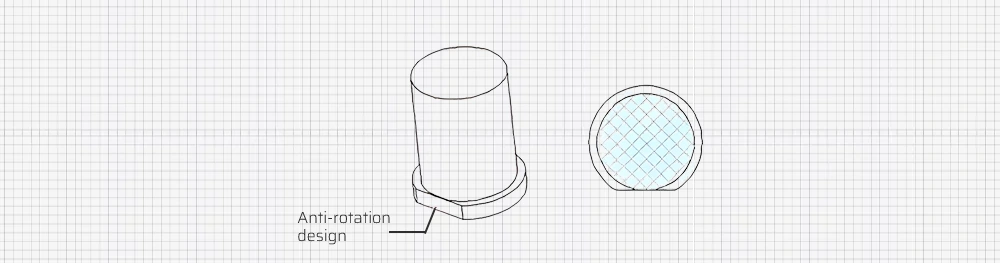
当圆形刀片具有方向性时,需要采取防旋转措施。最简单的方法是在刀片头上铣出一个平台,利用平面位置防止旋转。
插入结构:当产品有肩部、深肋(10 毫米以上)或透明时,可使用镶件,以方便加工、抛光和结构改造。 模芯到边缘的距离至少应为 25 毫米,通常采用水冷却。
插入件的公差要求低于 0.05,与密封底部插入件相对应。
有些插件是为通风而设计的,有多层通风插件,用弹出销固定,或由透气钢制成。
摘要
镶块是模具中常见的一种结构,尽管存在一些缺点,但其优点显而易见。
设计模具时,应根据产品结构确定哪些区域需要镶件,避免不必要的镶件。
请注意,模具上通常会有镶件标记或线条,因此在模具审查时需要客户确认,以确保 零件验收.











