
Viele Hersteller von CNC-Bearbeitungsmaschinen sind bestrebt, die Kosten für die CNC-Bearbeitung so weit wie möglich zu kontrollieren. Viele Kunden haben auch festgestellt, dass die Angebote für ein und dasselbe Produkt bei den verschiedenen Herstellern sehr unterschiedlich sein können. Was ist der Hauptgrund dafür? Abgesehen von Faktoren wie der Größe des Werks, dem Standort und anderen Elementen können die Kosten für die CNC-Bearbeitung durch viele Faktoren beeinflusst werden.
Wenn Sie ein Produktentwicklungsunternehmen oder ein Kunde sind, der ein Werk beauftragen möchte, können Sie den Preis Ihres Werkstücks anhand der folgenden Schritte schätzen:
- Zunächst können Sie die Fabrik bitten, eine vorläufige Prozessanordnung für wichtige oder komplexe Teile zu erstellen, die detailliert auf jeden Prozess und die für jeden Prozess benötigte Zeit eingeht.
- Auf der Grundlage der Stundenkosten der für jeden Prozess erforderlichen Ausrüstung können Sie die Bearbeitungskosten berechnen. Sie können sich auch beim Lieferanten nach den spezifischen Ausrüstungskosten erkundigen.
- Wenn Sie dann die Kosten für Verpackung und Transport, Verwaltungsgebühren, Werkzeuge und Gewinn addieren, erhalten Sie den Preis. Natürlich wird der Preis auch maßgeblich durch das jährliche Einkaufsvolumen und die Komplexität des Teils beeinflusst. Der Preisunterschied bei der CNC-Bearbeitung zwischen einem Einzelteil und einer Serienfertigung kann recht groß sein, was leicht zu verstehen ist.
Analysieren wir nun die spezifische Zusammensetzung der Bearbeitungskosten.
3 Hauptfaktoren, die die Kosten der CNC-Bearbeitung beeinflussen
Aufgrund der großen Flexibilität der mechanischen Bearbeitung kann ein Teil viele Verfahrensvarianten haben, so dass die Kosten variieren können. Es kann vorkommen, dass Lieferanten einen hohen Preis angeben, indem sie ein komplexes Verfahren vorschlagen, dann aber ein einfacheres Verfahren für die tatsächliche Produktion verwenden. Daher ist das Verständnis der Zeichnungen und das Wissen über die Verarbeitung der Teile ausschlaggebend für die Kostenkontrolle des Einkäufers.
Materialkosten
Typischerweise umfassen die Materialien für die CNC-Bearbeitung sowohl Metalle als auch Kunststoffe. Bei der Berechnung der CNC-Bearbeitungskosten wird in der Regel das Angebot des Materiallieferanten als Referenz verwendet. Um bei den CNC-Materialkosten zu sparen, muss das CNC-Bearbeitungsunternehmen eine langfristige Partnerschaft mit dem Materiallieferanten eingehen, um wettbewerbsfähige Materialkosten zu erhalten.
Bearbeitungskosten
Unterschiedliche Produktionsanlagen sind mit unterschiedlichen Kosten verbunden, was zu unterschiedlichen Arbeitskosten führt. Zum Beispiel haben spezialisierte Anlagen im Wert von $50.000 und Verarbeitungsanlagen im Wert von $300.000 deutlich unterschiedliche Kosten. Die Verwendung von Spezialausrüstung zur Fertigstellung eines Produkts mit verschiedenen Funktionen im Vergleich zur Verwendung mehrerer Spezialgeräte führt ebenfalls zu unterschiedlichen Kosten.
So können beispielsweise hochpräzise Dreh- und Frästeile, die mit einer Drehmaschine und CNC-Zentrum ist natürlich teurer als die Verwendung einer wirtschaftlichen Dreh-Fräs-Verbundmaschine. Größere Hersteller verwenden oft hochpräzise Messgeräte für Hilfsfunktionen, was die Ausrüstungskosten erhöht.
1. Bohren der gängigen Materialien
- Für Durchmesser ≤ 2,5 mal:
- Durchmesser < 25 mm: Bohrerdurchmesser × 0,05
- Durchmesser 25-60mm: Bohrerdurchmesser × 0,12 (Mindestkosten ≥ $0,1)
- Für Durchmesser > 2,5 mal: Grundkosten × Durchmesserverhältnis × 0,4
- Für Lochdurchmesserpräzision < 0,1 mm oder Achsabstand < 0,1 mm: Grundkosten × 5
- Zum Anzapfen: Gewindebohrerdurchmesser × 0,2 (Standard für Gusseisen, Stahl = 1,2×)
- Stapelverarbeitung: Standardkosten × 0,2-0,8 (je nach Losgröße und Komplexität)
2. Drehbearbeitung - Allgemeine Präzisionswellen
- Für Länge/Durchmesser ≤ 10: Rohlingsgröße × 0,2 (mind. $1)
- Für Länge/Durchmesser > 10: Grundkosten × Länge/Durchmesser × 0,15
- Präzision < 0,05 mm oder konisch: Grundkosten × 2
- Allgemeiner gestufter Schacht: Grundkosten × 2
- Abgestufte Welle mit Kegel oder Gewinde: Grundkosten × 3
- Standard-Gewindespindel: Grundkosten × 4
- Allgemeines Flanschteil: Materialdurchmesser × 0,07 (Durchmesser > 430 mm: Materialdurchmesser × 0,12)
- Runde Mutter: Durchmesser × 0,25 (einschließlich Material)
- Trapezförmige oder dreieckige Mutter: Durchmesser × 0,3 (ohne Material)
- Allgemeiner Busch: Werkstoff OD × 0,2 (Durchmesserverhältnis > 2: Durchmesserverhältnis × Grundkosten × 0,6)
- Reparatur von Lagern: Durchmesser 1,7 m: Grundkosten × 2
- Durchmesser > 40 mm: Durchmesser × 0,2
3. Fräsen der Schlitze
- Länge/Breite ≤ 10: Breite × 0,5 (min. $1)
- Länge/Breite > 10: Länge/Breite × Grundkosten × 0,1
- Positionstoleranz: Grundkosten × 2
- Härte > HRC40: Grundkosten × 2
- Länge/Durchmesser der Keilwelle ≤ 5: Spline-Durchmesser × 0,8 (min. $2)
- Ausrüstung: Modul × Verzahnung × 0,5 (Schneckenrad × 1,2)
- Kegelradgetriebe oder modifiziertes Getriebe: Grundkosten × 2
- Allgemeine Ebene: Fläche/100 × 0,2 (mind. $1)
- Langweilig: Durchmesser der Bohrung × 0,25
4. Bandsägebearbeitung
- GAllgemeiner Rundstahl, dickwandige Rohre und Vierkantstahl: $5 pro Quadratdezimeter (mindestens $1 USD).
- Allgemeines Schneiden von Stahlplatten, Schlitzen und Eckenschneiden: $1,3 pro Quadratdezimeter (mindestens $1,3 USD).
5. Drahtschneiden
- Allgemeine Teile: Schnittfläche (Quadratmillimeter) × 0,008 Dollar.
- Teile, die ein Drahtgewinde erfordern: zusätzlich $1 USD pro Gewindebohrung.
6. Schweißen, Brennschneiden und Plasmaschneiden
- Gewöhnlicher Schweißdraht, Durchmesser 3,2 mm: $0.2 USD pro Stange.
- TH506 Schweißen von Gussteilen: $0,5 USD pro Stange.
- Gasschneiden: Dicke der Eisenplatte (mm) × Schnittlänge (m).
- Plasmaschneiden von rostfreiem Stahl: 3× die Grundkosten für das Gasschneiden.
- Schneiden von Kohlenstoffstahl: 2× die Grundkosten für das Gasschneiden.
7. Eilaufträge und Überstunden
- Toleranz beim Präzisionsschleifen 0,005 mm: $6 USD/Stunde.
- EDM-Toleranz 0,01 mm: $11 USD/Stunde.
- Toleranz beim langsamen Drahterodieren 0,005 mm: $14,5 USD/Stunde.
- Schleiftoleranz der optischen Kurve 0,003 mm: $27 USD/Stunde.
Weiterverarbeitung nach der Präzisionsfertigung
Die Produkte vieler Kunden kommen aus verschiedenen Branchen und erfordern oft eine Nachbearbeitung, wie Oxidation, Spritzen, Wärmebehandlung usw. Diese Prozesse erhöhen auch die Kosten des Produkts. Daher sollte der Projektingenieur während des Produktentwicklungsprozesses das Produkt gründlich analysieren und bewerten und dabei die Gesamtwirtschaftlichkeit berücksichtigen. Für eine effektive Kostenkontrolle ist die Auswahl geeigneter Präzisionsfertigungsverfahren, Ausrüstungen, Materialien und Outsourcing der beste Ansatz. Es ist wichtig, einen Hersteller nicht nur deshalb auszuwählen, weil seine Verarbeitungskosten günstig sind.
Kosten für Kunststoffspritzen:
- Große Partie: $1,5 USD/Quadratmeter (mindestens $0,1 USD).
- Mittlere Partie: $2 USD/Quadratmeter (mindestens $0,15 USD).
- Kleines Los: $2.5 USD/Quadratmeter (mindestens $0.3 USD).
Verzinkung Kosten:
- Farbige Verzinkung: $0,4 USD/Kilogramm (ausgelagert, basierend auf dem Marktpreis).
- Weißer Zinküberzug: $0,45 USD/Kilogramm (ausgelagert, basierend auf dem Marktpreis).
Verchromung Kosten:
- Verchromen: $2,5 USD/Kilogramm (ausgelagert, basierend auf dem Marktpreis).
Vernickeln Kosten:
- Vernickeln: $1,5 USD/Kilogramm (ausgelagert, basierend auf dem Marktpreis).
- Schwarz vernickelt: $1 USD/Kilogramm (ausgelagert, basierend auf dem Marktpreis).
Chromatierungskosten:
- Chromatieren: $10 USD/Quadratmeter (ausgelagert, basierend auf dem Marktpreis).
Schwärzungskosten:
- Schwärzen: $0,3 USD/Kilogramm (ausgelagert, basierend auf dem Marktpreis).
Eloxierungskosten:
- Weiß anodisiert: $3 USD/Quadratmeter (ausgelagert, basierend auf dem Marktpreis).
- Schwarz eloxiert: $4 USD/Quadratmeter (ausgelagert, basierend auf dem Marktpreis).
Kosten für den Siebdruck:
- A4-Filmerstellung: $17 USD/Bogen (ausgelagert, basierend auf dem Marktpreis).
- A4-Siebdruck: $17 USD/Bildschirm.
Sonstige Kosten
Zu den sonstigen Kosten gehören Verpackungs-, Transport-, Montage- und Ausschusskosten. Dies sind eng definierte sonstige Kosten. In der Tat gibt es auch Betriebskosten, Stromkosten und viele andere Dinge. Dies hängt von der Kostenberechnungsmethode des jeweiligen CNC-Bearbeitungsbetriebs ab. In den Kostenvoranschlägen für die CNC-Bearbeitung, die die Kunden erhalten, ist nicht garantiert, dass sie die umfassendsten sonstigen Kosten aufgeführt sehen.
Montagekosten:
- Arbeitskosten für die Montage im Werk enthalten keine Befestigungselemente, Normteile usw.
- Große Partie: 10 RMB/Stunde.
- Mittlere Partie: 15 RMB/Stunde.
- Kleines Los: 18 RMB/Stunde.
Verpackungskosten:
- Kosten für Verpackungsmaterial werden auf der Grundlage der tatsächlichen Nutzung berechnet.
- Arbeitskosten für die werksinterne Verpackung:
- Große Partie: 13 RMB/Stunde.
- Mittleres Los: 15 RMB/Stunde.
- Kleinserie: 18 RMB/Stunde.
- Große Partie Die Montage- und Verpackungskosten werden auf der Grundlage der tatsächlichen Kosten berechnet.
Im Allgemeinen werden für mittlere und kleine Chargen die Kosten für Montage, Verpackung, Transport und Ausschuss mit 15% der Materialkosten berechnet. Die Transportkosten beziehen sich nur auf die Region des Perlflussdeltas.
Transportkosten:
- Kostenvoranschläge für den Lkw-Transport finden Sie in der "Preisliste für den Nahverkehr".
- Große Partie: Berechnet auf der Grundlage der tatsächlichen Ausgaben.
- Mittlere und kleine Chargen: Berechnet auf der Grundlage der tatsächlichen Ausgaben.
- Bei Langstreckentransporten oder bei der Ausfuhr werden die Kosten gesondert berechnet.
Schrottkosten:
- Die Kosten für Großchargenausschuss werden wie folgt berechnet:
Ausschußkosten = Materialkosten pro Produkt × (2%~5%).
Die oben genannten Methoden sind einfache Kostenberechnungen. Natürlich haben verschiedene Fabriken ihre eigenen Buchhaltungsstandards. Dies ist nur als Referenz gedacht.
16 Konstruktionstipps zur Kostenreduzierung bei der CNC-Bearbeitung
Kostenreduzierung ist eine sehr anspruchsvolle Aufgabe, und vielen Produktentwicklern fehlt es an Wissen in diesem Bereich. Ein Freund von mir, der Produktdesigner ist, hat in den ersten Jahren seiner Produktentwicklung nicht viel auf die Kosten geachtet. Er dachte fälschlicherweise, dass "der Kunde an erster Stelle" bedeutet, die Bedürfnisse des Kunden zu erfüllen und die Kosten der Fertigungsabteilung zu überlassen.
Dies ist ein Irrglaube über die Produktkosten:
1. Die Produktkosten spielen bei der Produktentwicklung eine entscheidende Rolle.
Im Sinne der Integrierten Produktentwicklung (IPD) ist die Produktentwicklung eine Investition. Wenn die Produktkosten zu hoch sind und das Unternehmen keinen Gewinn macht oder sogar einen Verlust erleidet, dann ist eine solche Produktentwicklung, selbst wenn der Kunde mit dem Produkt zufrieden ist, eine Verschwendung von Unternehmensressourcen und schafft keinen Wert. In solchen Fällen wird das Unternehmen schließlich aufgelöst.
2. Über 85% der Produktkosten werden durch das Produktdesign bestimmt, die restlichen 15% durch die Produktherstellung.
Wenn bei der Produktentwicklung keine kostenorientierte Produktgestaltung durchgeführt wird, führt dies zu hohen Endproduktionskosten. Um die Produktgestaltung zu verbessern, muss eine kostenorientierte Produktgestaltung durchgeführt werden.
Um ein kostenorientiertes Produktdesign zu betreiben, müssen Unternehmen und Ingenieure zunächst ihre Denkweise ändern und ihr Kostenbewusstsein schärfen. Wenn Ingenieure zum Beispiel anfangen, bis spät in die Nacht aufzubleiben und über jedes Detail ihres Produktdesigns den Schlaf zu verlieren, wie z. B.:
- Sollte die Wandstärke 4 mm oder 5 mm betragen?
- Sollte die Verrundung 0,3 mm oder 0,5 mm betragen?
- Sollte die Toleranz für kritische Abmessungen 0,05 mm oder 0,1 mm betragen?
Man kann sagen, dass der Ingenieur ein erstes Gefühl für die Kosten entwickelt hat.
Ohne dieses Kostenbewusstsein ist ein Ingenieur nicht wirklich ein Ingenieur, sondern lediglich ein Zeichner, der Creo, UG oder SolidWorks verwendet.
CNC-Bearbeitung Kostenreduzierung Design-Tipp #1 - Verrundung vertikaler Innenecken
Alle CNC-Werkzeuge haben eine zylindrische Form. Bei der Bearbeitung von Nuten wird an der vertikalen Stirnverbindung der Nut eine der Werkzeuggröße entsprechende Verrundung gebildet.
Wenn die Verrundung an der vertikalen Stirnseite des Schlitzes während des Produktdesigns zu klein ist, müssen kleinere Werkzeuge verwendet werden. Dadurch erhöht sich die Bearbeitungszeit, da kleinere Werkzeuge weniger effizient sind als größere, was zu einer längeren Bearbeitungszeit und höheren Kosten führt.

Die Kosten zu senken:
- Die Verrundungsgröße sollte mindestens 1/3 der Schlitztiefe betragen, je größer, desto besser.
- Alle Verrundungen sollten die gleiche Größe haben, damit das gleiche Werkzeug für die gesamte Bearbeitung verwendet werden kann.
- Entwerfen Sie am Schlitzgrund eine sehr kleine Verrundung (0,5 mm oder 1 mm) oder lassen Sie die Verrundung weg.
- Die ideale Verrundungsgröße sollte etwas größer sein als der Radius des Werkzeugs, was die Belastung des Werkzeugs während der Bearbeitung verringert und somit die Bearbeitungskosten senkt. Wenn beispielsweise die Nuttiefe 12 mm beträgt, ermöglicht eine Verrundungsgröße von 5 mm oder mehr die Verwendung eines Werkzeugs mit 8 mm Durchmesser (Radius 4 mm), um eine effiziente Bearbeitung zu gewährleisten.
- Wenn der Entwurf keine Verrundung erfordert, z. B. wenn er mit einem quadratischen Teil zusammenpassen muss, kann der folgende Entwurf eine kleinere Verrundung vermeiden:

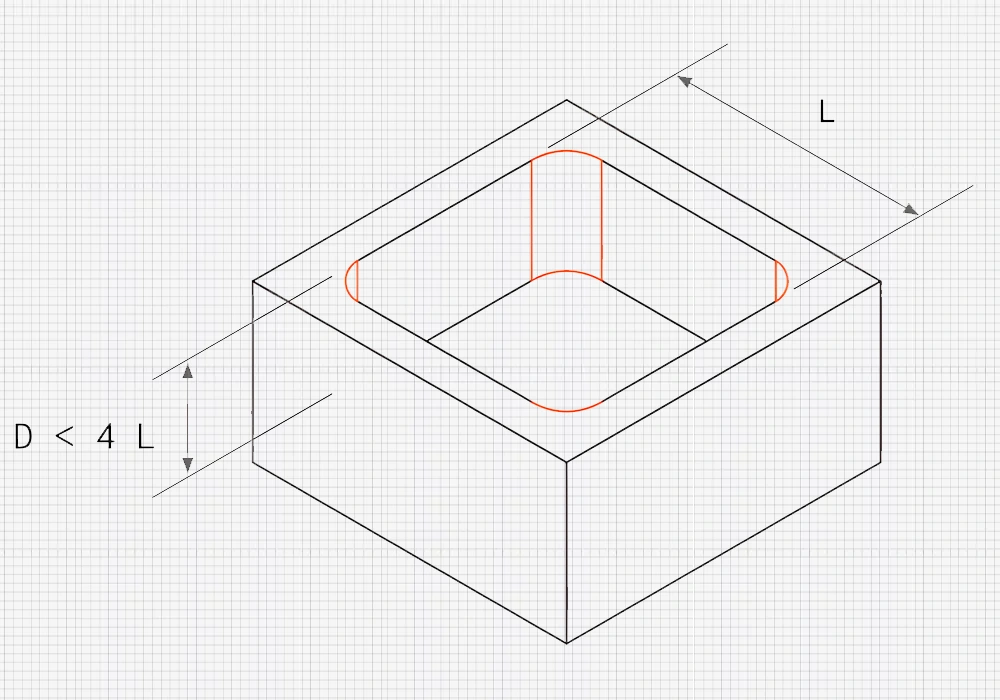
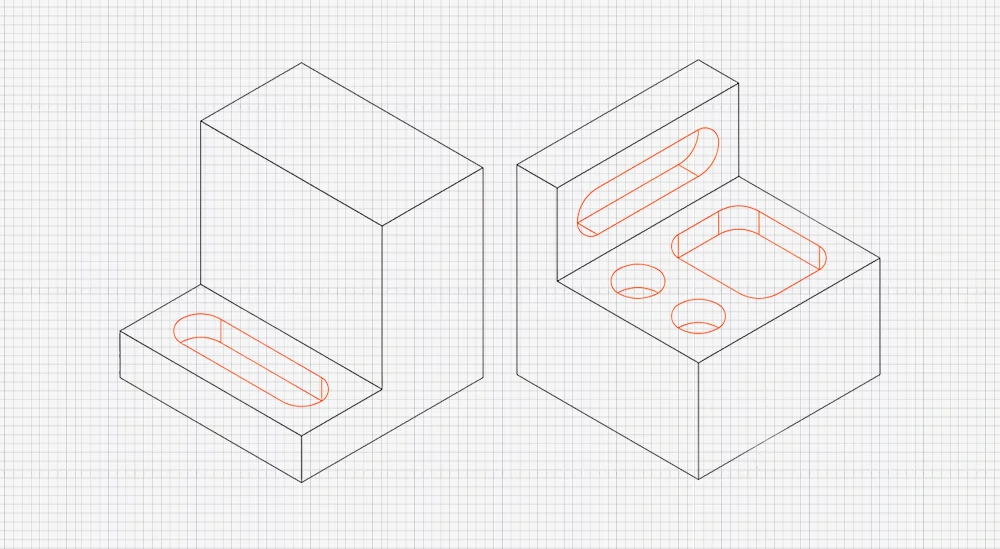
CNC-Bearbeitung Kostenreduzierung Design-Tipp #2 - Nuttiefe reduzieren
Die Bearbeitung von Schlitzen wirkt sich erheblich auf die Kosten des Teils aus, da eine große Menge an Material entfernt werden muss, was die Bearbeitungszeit verlängert.
Die CNC-Werkzeugtiefe hat ihre Grenzen. Wenn die Nuttiefe das 2-3fache des Werkzeugdurchmessers beträgt, ist die Bearbeitung am besten. Ein Schaftfräser mit einem Durchmesser von 12 mm kann zum Beispiel eine Nuttiefe von bis zu 25 mm sicher bearbeiten.
Es können tiefere Schlitze bearbeitet werden, bis zum 4-fachen des Werkzeugdurchmessers, was jedoch die Kosten erhöht, insbesondere beim Einsatz von mehrachsigen CNC-Maschinen.
Die Kosten zu senken:
- Die Schlitztiefe sollte das 4-fache der Länge nicht überschreiten.
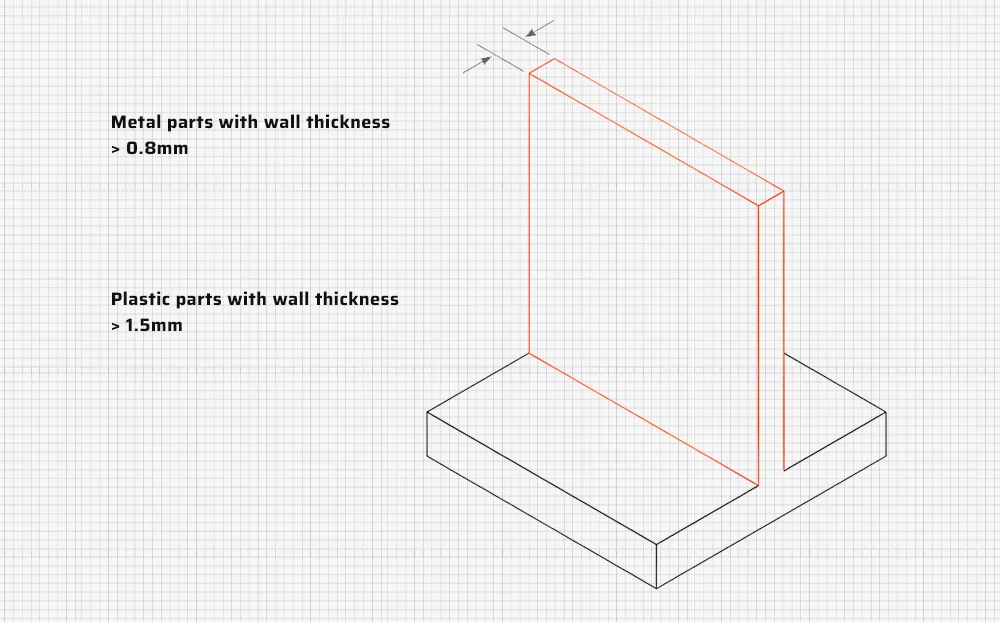
CNC-Bearbeitung Kostenreduzierung Design-Tipp #3 - Vermeiden Sie dünne Wände
Sofern nicht erforderlich, sollten dünnwandige Konstruktionen vermieden werden, da sie nicht stabil genug und in der Bearbeitung kostspielig sind.
Dünne Wände sind anfällig für Verformungen oder sogar Risse während der Bearbeitung. Um dies zu verhindern, sind komplexere Bearbeitungswege erforderlich, die mehr Bearbeitungszeit in Anspruch nehmen. Dünne Wände vibrieren auch leicht, was die Hochpräzisionsbearbeitung zu einer großen Herausforderung macht.
Die Kosten zu senken:
- Bei Metallteilen sollte die Wandstärke mindestens 0,8 mm betragen, je dicker, desto besser.
- Bei Kunststoffteilen sollte die Wandstärke mindestens 1,5 mm betragen, je dicker, desto besser.
- Metallteile können bis zu 0,5 mm und Kunststoffteile bis zu 1 mm dünn sein, aber das wird nicht empfohlen.
Bei der Konstruktion von Löchern (einschließlich Durchgangslöchern und Schraubenlöchern) oder Schlitzen an Bauteilkanten treten häufig dünne Wände auf, daher sollten Sie die oben genannten Konstruktionsrichtlinien beachten.
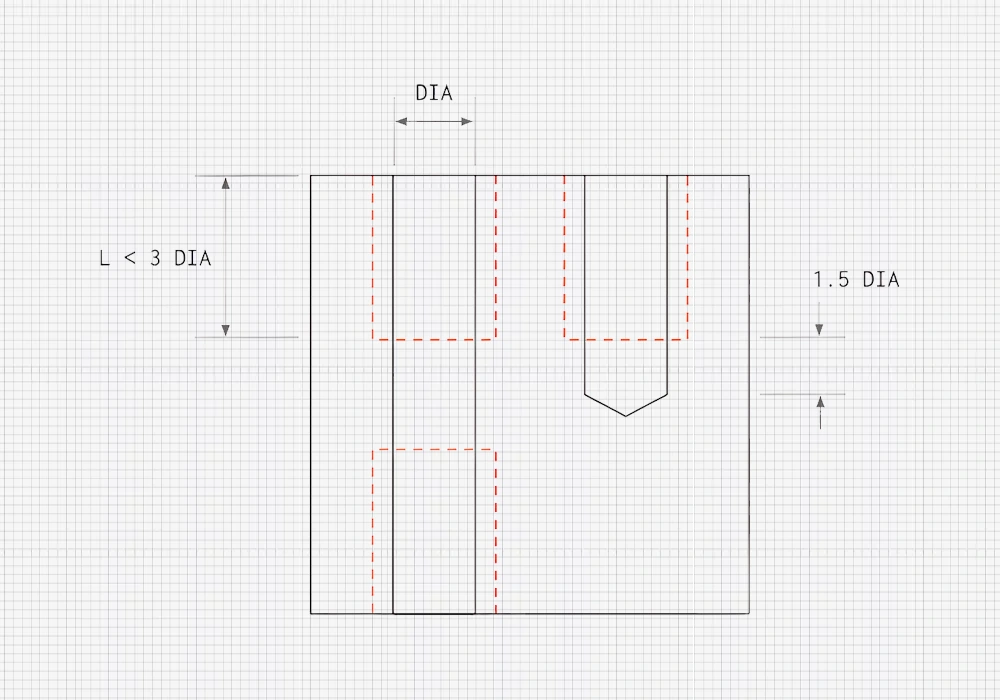
CNC-Bearbeitung Kostenreduzierung Design-Tipp #4 - Gewindetiefe reduzieren
Eine unnötige Gewindetiefe erhöht die Kosten für die CNC-Bearbeitung, da sie spezielle Werkzeuge erfordert.
Denken Sie daran: Eine große Gewindetiefe (mehr als das Dreifache des Lochdurchmessers) erhöht nicht die Festigkeit der Verbindung.
Die Kosten zu senken:
- Die Gewindetiefe sollte das 3-fache des Lochdurchmessers nicht überschreiten.
- Lassen Sie bei Sacklöchern mindestens 1/2 Lochdurchmesser an der Unterseite überstehen.
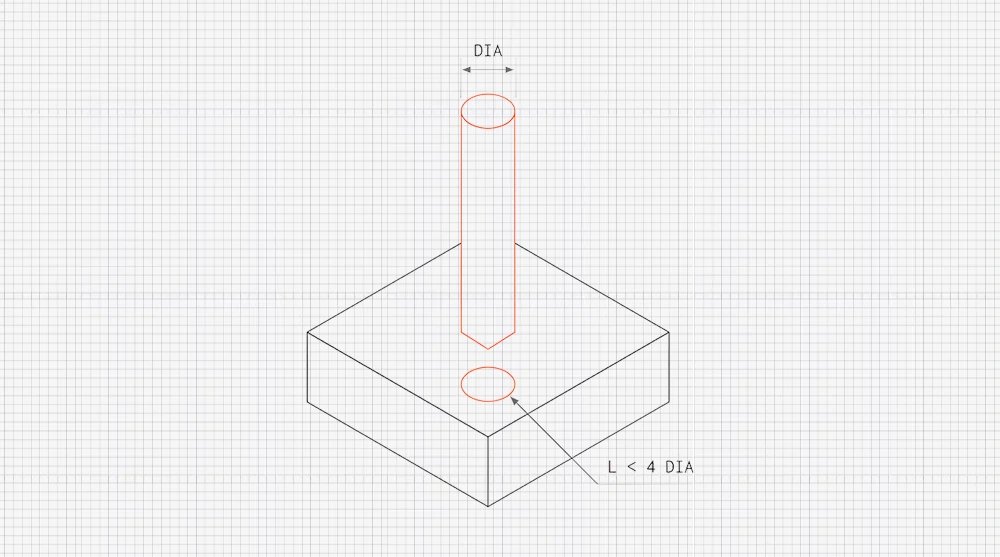
CNC-Bearbeitung Kostenreduzierung Konstruktionstipp #5 - Konstruieren Sie Bohrungen in Standardgröße
Mit Standardbohrern können Löcher schnell und genau bearbeitet werden. Nicht standardisierte Löcher erfordern Schaftfräser, was die Kosten erhöht.
Außerdem sollte die Lochtiefe das 4-fache des Durchmessers nicht überschreiten. Tiefe Löcher (bis zum 10-fachen des Durchmessers) können bearbeitet werden, aber dies erhöht die Kosten aufgrund der schwierigen Bearbeitung erheblich.
CNC-Bearbeitung Kostenreduzierung Design-Tipp #6 - Vermeiden Sie Präzisionstoleranzanforderungen
Präzisionstoleranzen erhöhen die Kosten aufgrund komplexer Bearbeitungsschritte, längerer Bearbeitungszeit und mehr Kontrollen.
Die Festlegung von Toleranzen für Teileabmessungen sollte sorgfältig erfolgen. Vermeiden Sie die Angabe von Toleranzen für beliebige Maße und geben Sie Toleranzen nur bei Bedarf an, wobei Präzisionstoleranzen nur als letztes Mittel in Frage kommen.
Wenn auf der Teilezeichnung keine Toleranzen definiert sind, wird das Teil mit Standardtoleranzen (±0,2 mm oder weniger) bearbeitet, was bei unkritischen Abmessungen oft ausreicht und die Bearbeitungskosten erheblich reduziert.
Bei internen Merkmalen ist es schwieriger, Präzisionstoleranzen einzuhalten. Bei der Bearbeitung von sich überschneidenden Löchern oder Schlitzen sind zum Beispiel kleine Mängel wie Grate leicht an den Rändern durch Verformung auftreten.
Diese Merkmale erfordern eine Prüfung und Entgratung, die nur manuell durchgeführt werden kann. Manuelle Arbeit ist kostspielig und zeitaufwändig und erhöht die Kosten.
Die Kosten zu senken:
- Geben Sie Präzisionstoleranzen nur als letztes Mittel an.
- Alle Maße sollten sich auf denselben Bezugspunkt beziehen.
- Denken Sie daran: Der Dezimalpunkt in der Toleranz ist wichtig. Sie bestimmt das Präzisionsniveau und das erforderliche Messwerkzeug. Zwei Nachkommastellen können zum Beispiel mit einem Messschieber gemessen werden, drei mit einem Mikrometer oder einem KMG. Um Kosten zu sparen, sollten Sie unnötige Nachkommastellen vermeiden.
- Optimieren Sie die Produktkonstruktion, um Präzisionstoleranzen zu vermeiden, z. B. durch Verkürzung von Maßketten oder Verwendung von Fixiermerkmalen.

CNC-Bearbeitung Kostenreduzierung Design-Tipp #7 - Reduzieren Sie die Einspannzeiten
Minimieren Sie die Einspannzeiten und spannen Sie idealerweise nur einmal.
Ein Teil mit Sacklöchern auf beiden Seiten erfordert beispielsweise zwei Spannvorgänge, das Drehen und Umspannen nach der Fertigstellung einer Seite, um die andere Seite zu bearbeiten.
Das Drehen oder Neupositionieren des Teils erhöht die Bearbeitungskosten, da das Einspannen in der Regel manuell erfolgt. Für komplexe Teilestrukturen, Sonderspannvorrichtungs können erforderlich sein, was die Kosten weiter erhöht. Sehr komplexe Teilestrukturen können mehrachsige CNC-Maschinen erfordern, was die Kosten aufgrund der hohen Stundensätze weiter erhöht.
Ziehen Sie in Betracht, komplexe Teile für die CNC-Bearbeitung in mehrere Teile aufzuteilen und diese dann mit Gewinde oder Schweißen.
Die Kosten zu senken:
- Konstruktionsteile, die nur eine Aufspannung erfordern.
- Wenn dies nicht möglich ist, teilen Sie komplexe Teile in mehrere Teile auf und befestigen Sie diese anschließend.
CNC-Bearbeitung Kostenreduzierung Design-Tipp #8 - Vermeiden Sie kleine Merkmale mit hohem Streckungsverhältnis
Bei der CNC-Bearbeitung vibrieren kleine Elemente mit hohem Aspektverhältnis leicht, was die Präzisionsbearbeitung erschwert.
Um dies zu vermeiden, sollten solche kleinen Elemente mit dickeren Wänden verbunden oder durch Verstärkungsrippen unterstützt werden.
Die Kosten zu senken:
- Vermeiden Sie die Gestaltung von Features mit einem Seitenverhältnis von mehr als 4.
- Verbinden Sie kleine Elemente mit dickeren Wänden oder fügen Sie Verstärkungsrippen zur Unterstützung hinzu.

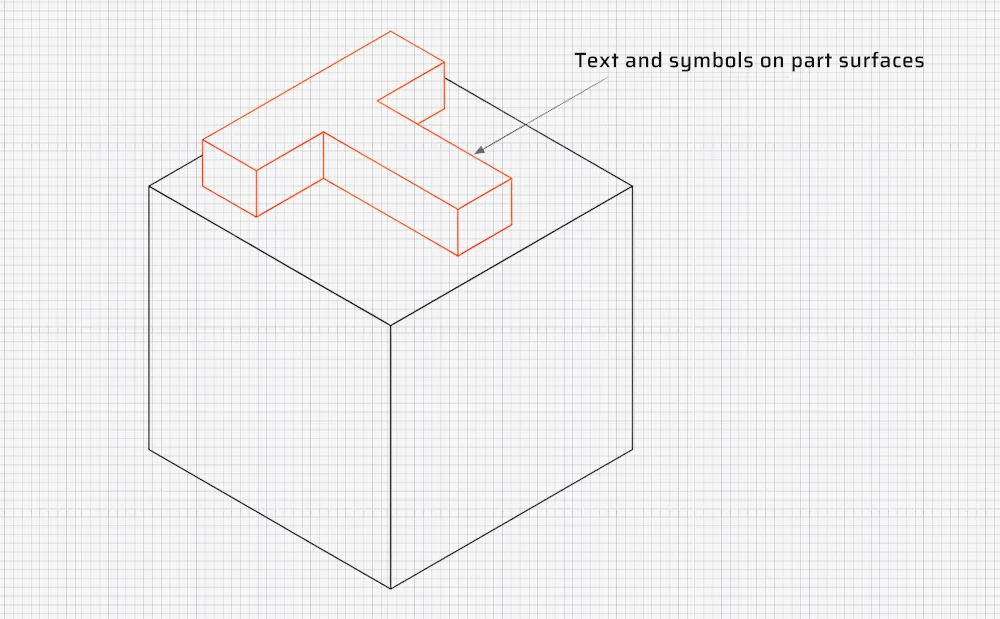
CNC-Bearbeitung Kostenreduzierung Konstruktionstipp #9 - Entfernen von Text und Symbolen von Werkstückoberflächen
Text und Symbole auf Werkstückoberflächen erhöhen die CNC-Kosten durch zusätzliche Bearbeitungsschritte und mehr Bearbeitungszeit erheblich.
Durch Oberflächenbehandlungstechniken wie Siebdruck oder Lackierung können CNC-Teile kostengünstiger mit Text und Symbolen versehen werden.
Die Kosten zu senken:
- Entfernen Sie alle Texte und Symbole von den Oberflächen der Teile.
- Wenn Text und Symbole erforderlich sind, sollten sie eher vertieft als erhöht angebracht werden, da bei letzterem mehr Material entfernt wird.
CNC-Bearbeitung Kostenreduzierung Design-Tipp #10 - Berücksichtigen Sie die Bearbeitbarkeit des Materials
Die maschinelle Bearbeitbarkeit von Werkstoffen bezieht sich auf die leichte Bearbeitbarkeit von Werkstoffen.
Durch die bessere Bearbeitbarkeit lassen sich die Teile leichter auf CNC-Maschinen bearbeiten, was die Kosten senkt.
Die Bearbeitbarkeit von Werkstoffen hängt von ihren physikalischen Eigenschaften ab. Im Allgemeinen sind weichere Materialien mit höherer Duktilität leichter zu bearbeiten.
Messing C360 beispielsweise ist am besten zerspanbar und kann mit hoher Geschwindigkeit bearbeitet werden. Aluminiumlegierungen (Al 6061 und 7075) sind ebenfalls leicht zu bearbeiten.
Stahl ist schlecht zerspanbar. Im Vergleich zu Aluminiumlegierungen benötigt Stahl mehr als die doppelte Bearbeitungszeit. Verschiedene Stähle sind unterschiedlich gut zerspanbar. Nichtrostender Stahl 304 hat einen Zerspanbarkeitsindex von 45%, während nichtrostender Stahl 303 einen Index von 78% hat, wobei letzterer leichter zu bearbeiten ist.
Die Bearbeitbarkeit von Kunststoffen hängt von der Steifigkeit und den thermischen Eigenschaften ab. Bei der CNC-Bearbeitung schmelzen Kunststoffe leicht und verformen sich bei hohen Temperaturen.
POM ist der am einfachsten zu bearbeitende Kunststoff, gefolgt von ABS. PEEK und Nylon sind schwierig zu bearbeitende technische Kunststoffe.
Die Kosten zu senken:
- Wählen Sie nach Möglichkeit gut bearbeitbare Materialien.
CNC-Bearbeitung Kostenreduzierung Design-Tipp #11 - Berücksichtigen Sie die Rohmaterialpreise
Ein weiterer wichtiger Faktor für die CNC-Kosten sind die Rohmaterialpreise.
Die nachstehende Tabelle zeigt die Preise für gängige Metall- und Kunststoffrohlinge (Größe: 150 x 150 x 25 mm).
| Material | Blanko-Preis (zum Vergleich) |
|---|---|
| Aluminium 6061 | $25 USD |
| Aluminium 7075 | $80 USD |
| Rostfreier Stahl 304 | $90 USD |
| Rostfreier Stahl 303 | $145 USD |
| Messing C360 | $145 USD |
| ABS | $17 USD |
| Nylon 6 | $30 USD |
| POM | $25 USD |
| PEEK | $280 USD |
Aluminium 6061 ist eindeutig ein kosteneffizientes Material mit niedrigen Rohteilpreisen und guter Bearbeitbarkeit, was es für das Prototyping geeignet macht.
Edelstahl 303 und Messing C360 lassen sich gut bearbeiten, haben aber hohe Rohteilpreise und sind daher nur für die Massenproduktion geeignet. Der hohe Rohteilpreis wird durch kurze Bearbeitungszeiten aufgrund von Skaleneffekten ausgeglichen.
Kunststoffmaterialien wie ABS, Nylon und POM sind preislich mit Aluminium 6061 vergleichbar. Sie sind jedoch schwieriger zu bearbeiten, so dass die CNC-Kosten höher sind. PEEK ist sehr teuer und wird nur bei Bedarf verwendet.
Die Kosten zu senken:
- Wählen Sie Materialien mit niedrigen Zuschnittpreisen, insbesondere für kleine Chargen.
CNC-Bearbeitung Kostenreduzierung Design-Tipp #12 - Berücksichtigung der Rohteilgröße
Die Größe der Rohlinge beeinflusst die CNC-Kosten. Um die Maßgenauigkeit zu gewährleisten, muss das Material von allen Seiten des Werkstücks abgetragen werden, was die Materialkosten erheblich erhöht, insbesondere bei größeren Chargen.
Im Allgemeinen sollte die Größe des Rohlings mindestens 3 mm größer sein als die Größe des Teils. Für ein Teil mit den Maßen 30x30x30 mm kann zum Beispiel ein Rohling mit den Maßen 35x35x35 mm gewählt werden. Bei einer Teilegröße von 27x27x27mm kann eine Rohlingsgröße von 30x30x30mm gewählt werden, was einige Materialkosten spart.
Die Kosten zu senken:
- Die Rohlingsgröße sollte mindestens 3 mm größer sein als die Teilegröße.
- Erkundigen Sie sich bei Ihren Lieferanten nach den Standard-Rohlingsgrößen und konstruieren Sie Teile, die den Rohlingsgrößen entsprechen, um den Materialabfall zu reduzieren.

CNC-Bearbeitung Kostenreduzierung Design-Tipp #13 - Vermeiden Sie mehrfache Oberflächenbehandlungen
Oberflächenbehandlungen verbessern das Aussehen und die Widerstandsfähigkeit von CNC-Teilen gegenüber rauen Umgebungsbedingungen, erhöhen jedoch die Kosten.
Wenn CNC-Teile mehrere unterschiedliche Oberflächenbehandlungen erfordern, steigen die Kosten aufgrund zusätzlicher Schritte, wie z. B. das Maskieren einiger Oberflächen, weiter an.
Die Kosten zu senken:
- Oberflächenbehandlung abbrechen.
- Vermeiden Sie mehrfache Oberflächenbehandlungen.

CNC-Bearbeitung Kostenreduzierung Design-Tipp #14 - Massenproduktion
Bei der CNC-Bearbeitung wirkt sich die Losgröße der Teile auf die Bearbeitungskosten aus. Wenn die Losgröße klein ist, sind die anfänglichen Einrichtungskosten der CNC für jedes Teil hoch. Wenn die Losgröße groß ist, sind die Einrichtungskosten für jedes Teil niedriger.
Je größer die Losgröße, desto niedriger die CNC-Kosten. Dies ist bei sehr kleinen Losgrößen besonders deutlich. Selbst eine geringe Erhöhung der Stückzahl senkt die Kosten deutlich.
Die Erhöhung der Losgröße von 1 auf 5 reduziert die Teilekosten um über 50%.
Die Kosten zu senken:
- Massenproduktion senkt die Kosten. Geben Sie lieber eine größere Bestellung auf als mehrere kleine.

CNC-Bearbeitung Kostenreduzierung Konstruktionstipp #15 - Axialsymmetrische Teile konstruieren
Axialsymmetrische Teile können auf einer Dreh- oder Fräsmaschine bearbeitet werden, wobei die Maschinenstundensätze weitaus niedriger sind als bei 3- oder 5-achsigen Bearbeitungszentren.
Die Kosten zu senken:
- Konstruieren Sie nach Möglichkeit axialsymmetrische Teile.
CNC-Bearbeitung Kostenreduzierung Design-Tipp #16 - Ersetzen Sie die CNC-Bearbeitung durch andere Bearbeitungsverfahren
Wie zu Beginn dieses Artikels erwähnt, ist die CNC-Bearbeitung ein teures Verfahren.
Egal, wie die Kosten gesenkt werden, die Kosten bleiben hoch.
In der modernen Verarbeitungstechnologie sollte man in Betracht ziehen, andere Verfahren anstelle von CNC einzusetzen, anstatt sich auf CNC zu fixieren. Nur weil ein Produkt der vorherigen Generation CNC verwendet hat, bedeutet das nicht, dass das Produkt der neuen Generation CNC verwenden muss.

Wie unten dargestellt, ist der 3D-Druck bei kleinen Stückzahlen billiger als die CNC-Bearbeitung. Bei größeren Stückzahlen sind Formgebungsverfahren wie Feinguss und Spritzguss billiger als die CNC-Bearbeitung.
| Teil Menge | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| Kunststoff | 3D-Druck | 3D-Druck (CNC in Betracht ziehen) | CNC(Spritzgießen berücksichtigen) | Spritzgießen |
| Metall | 3D-Druck und CNC | CNC (3D-Druck in Betracht ziehen) | CNC (Feinguss in Betracht ziehen) | Feinguss oder Druckguss |
In vielen Fällen ist der 3D-Druck besser als die CNC-Bearbeitung:
- Der 3D-Druck kann komplexere Geometrien verarbeiten.
- Der 3D-Druck kann innerhalb von 24 Stunden Muster liefern.
- Der 3D-Druck ist bei kleinen Stückzahlen in der Regel günstiger.
- Der 3D-Druck kann Materialien verarbeiten, die mit CNC schwer zu bearbeiten sind, wie z. B. Superlegierungen.
Die Kosten zu senken:
- Ersetzen Sie CNC durch andere Verfahren.
Anmerkung: Das Gleiche gilt für andere Herstellungs- und Befestigungsverfahren wie Spritzgießen, Stanzen, Schweißen und Nieten. In der frühen Phase der Produktentwicklung sollte man sich bemühen, ein besseres Verfahren zu finden. Es gibt sicherlich ein besseres Verfahren, aber Sie wissen es nur noch nicht.











