

Wady formowania wtryskowego to typowe problemy, które mogą pojawić się podczas procesu formowania wtryskowego. Wśród nich bardzo częstym defektem są ślady zatopienia w formowaniu wtryskowym.
Dla projektantów produktów, projektantów konstrukcji i firm projektowych, zrozumienie śladów zatopienia i innych wad formowania wtryskowego pomaga im ulepszyć metody projektowania i kontrolować gotowe produkty lub części z fabryk formowania wtryskowego (patrz normy akceptacji części formowanych wtryskowo).
Dla fabryk form i fabryk form wtryskowych analiza śladów zlewu w formowaniu wtryskowym i doskonałe rozwiązanie tej wady ma fundamentalne znaczenie. Każdy praktyk zajmujący się formowaniem i formowaniem wtryskowym ma obowiązek w pełni opanować całą wiedzę na temat wad formowania wtryskowego.

Poniżej znajduje się tabela typowych wad formowania wtryskowego i szczegółowe informacje na ich temat. Zainteresowanych przyjaciół zapraszamy do kliknięcia w celu dalszego zrozumienia:
| Poznaj różne wady formowania wtryskowego | ||||
|---|---|---|---|---|
| Flash | Krótki strzał | Sink Mark | Wypaczenie/Deformacja | Burn Mark |
| Splay Mark/Silver Streak | Ciemny punkt/czarna plamka | Flow Mark | Bańka | Weld Line |
| Różnica kolorów/nierówny kolor | Znak sworznia wyrzutnika | |||
Co to jest Sink Mark w formowaniu wtryskowym?
Zacieki, ślady skurczu lub wgłębienia na powierzchni części z tworzyw sztucznych to wady, które występują często i są bardzo trudne do wyeliminowania podczas procesu formowania wtryskowego.

Szkody spowodowane przez ślady zlewu
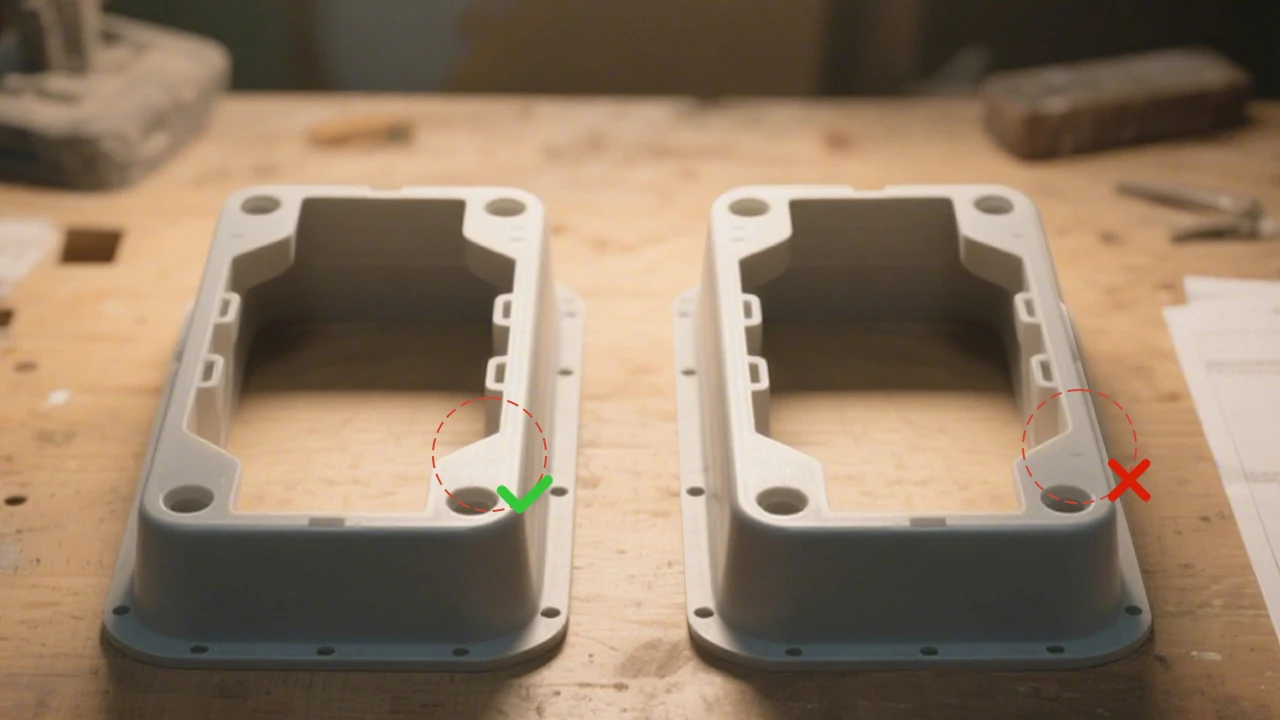
Ślady zlewu powodują, że powierzchnia plastikowych części jest wklęsła i nierówna, co poważnie wpływa na ich wygląd. Zbyt widoczne ślady zlewu w formowaniu wtryskowym nie mogą być ukryte przez obróbkę powierzchni, a błyszcząca obróbka powierzchni nawet powiększy wady.
W przypadku produktów konsumenckich, takich jak pralki, lodówki i laptopy, jeśli użytkownicy końcowi zobaczą liczne ślady zlewu na powierzchni, z nierównymi powierzchniami i wklęsłymi nierównościami, będą postrzegać jakość produktu jako niską, co poważnie wpłynie na wizerunek marki.
Jeśli produkt nie jest skierowany bezpośrednio do użytkowników końcowych, ale raczej do klientów korporacyjnych, widok licznych śladów zlewu może sprawić, że będą oni postrzegać inżynierów jako nieprofesjonalnych i wpłynąć na wizerunek firmy.
Dodatkowo, ślady zatopienia mogą również wpływać na wymiary określonych obszarów części z tworzyw sztucznych, wpływając na montaż i odpowiednie wdrożenie funkcjonalne.
Podsumowując, ślady zlewu mogą wydawać się niewielkie, ale ich potencjalna szkoda obejmuje utratę użytkowników i klientów, a także wpływ na montaż itp.
Dlaczego pojawiają się ślady zacieków?
Podczas formowania wtryskowego tworzywo sztuczne musi zostać stopione do stanu stopionego, a stopione tworzywo sztuczne musi stale kurczyć się podczas procesu chłodzenia i krzepnięcia. Jeśli grubość części z tworzywa sztucznego lub chłodzenie jest nierównomierne, mogą wystąpić różne stopnie skurczu.

Jeśli zewnętrzna powierzchnia części z tworzywa sztucznego nie jest wystarczająco sztywna, aby wytrzymać siłę rozciągającą generowaną przez skurcz wewnętrzny, materiał powierzchniowy przesunie się do wewnątrz, powodując ślady zapadania się na powierzchni bez kompensacji w kolejnych procesach. Jeśli zewnętrzna powierzchnia części z tworzywa sztucznego jest wystarczająco sztywna, wewnątrz powstaną puste przestrzenie.
Konkretne czynniki przyczyniające się do powstawania zapadnięć w produktach obejmują między innymi materiały z tworzyw sztucznych, projekt produktu, strukturę formy i parametry procesu formowania wtryskowego.
1. Czynniki materiałowe przyczyniające się do powstawania śladów zanurzenia produktu w formowaniu wtryskowym
Gdy współczynnik skurczu tworzywa sztucznego jest wysoki, prawdopodobieństwo wystąpienia zapadnięć jest większe. Z tabeli 1 wynika, że w przypadku PC/ABS, gdy grubość żebra wzmacniającego wynosi 50% podstawowej grubości ścianki, prawdopodobieństwo wystąpienia zapadnięć jest stosunkowo niskie. W przeciwieństwie do tego, w przypadku PBT, prawdopodobieństwo wystąpienia zapadnięć jest mniejsze tylko wtedy, gdy grubość żebra wzmacniającego wynosi 30% podstawowej grubości ścianki. Oznacza to, że nawet nieco większa grubość żeber wzmacniających znacznie zwiększa prawdopodobieństwo wystąpienia zapadnięć.
| Tworzywo sztuczne | Minimalny skurcz | Mniejszy skurcz |
|---|---|---|
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC/ABS | 50% | 50% |
| PA | 30% | 40% |
| PA (wzmocniony włóknem szklanym) | 33% | 50% |
| PBT | 30% | 50% |
| PBT (wzmocniony włóknem szklanym) | 33% | 50% |
Oprócz szybkości skurczu, inne czynniki materiałowe przyczyniające się do powstawania zapadnięć w częściach formowanych wtryskowo obejmują:
- Zacieki spowodowane nieodpowiednim wysuszeniem materiału.
- Ślady zacieków spowodowane zbyt dużymi lub nierównymi cząstkami materiału, co prowadzi do niskiej jakości stopu.
Wskazówki: Kliknij hiperłącze, aby uzyskać bardziej szczegółowe informacje na temat skurcz tworzywa sztucznego.
2. Czynniki projektowe wpływające na markę produktu
Jeśli chodzi o zjawiska związane z zapadaniem się wynikające z projektu produktu, skupimy się na omówieniu grubości ścianki.
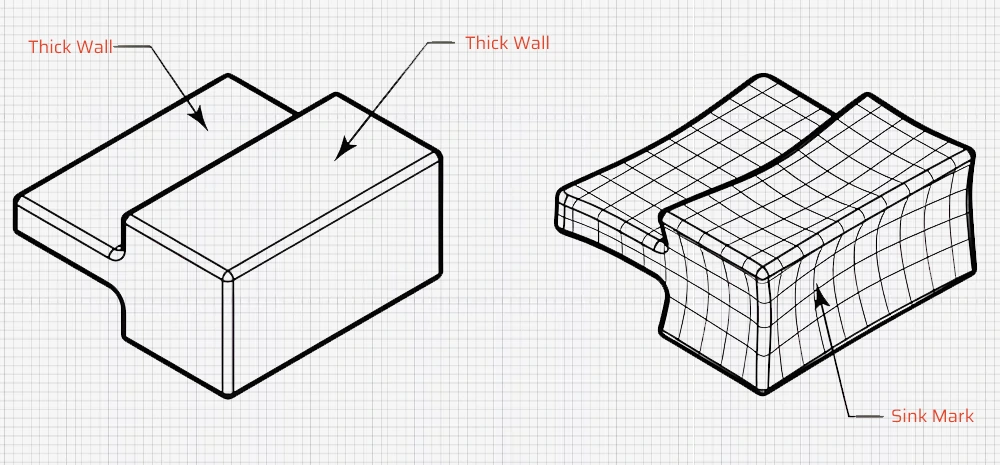
Obszary o lokalnie nadmiernej grubości ścianek stygną wolniej niż obszary o cieńszych ściankach. Obszary o cieńszych ściankach zostały już schłodzone i zestalone, podczas gdy obszary o zbyt grubych ściankach nie zostały w pełni schłodzone i zestalone. Gdy obszary o zbyt grubych ściankach nadal stygną i zestalają się, pojawia się ślad zapadania się.
Obszary z lokalnie nadmierną grubością ścianek najprawdopodobniej występują u nasady żeber wzmacniających, u nasady słupów, na połączeniach między żebrami wzmacniającymi i słupami. żebra wzmacniającepołączenia między żebrami wzmacniającymi i ścianami oraz połączenia między słupami i ścianami.
Dodatkowo, nierówna grubość ścianki powoduje szybsze chłodzenie i mniejszy skurcz w obszarach cienkościennych, podczas gdy wolniejsze chłodzenie i większy skurcz występują w obszarach grubościennych, co prowadzi do powstawania śladów zapadania się.
Podsumowując, niewłaściwa konstrukcja prowadząca do zapadania się części formowanych wtryskowo jest spowodowana następującymi czynnikami:
- Nierówna grubość ścianki spowodowana niewyważoną konstrukcją produktu.
- Nadmierna grubość projekt bramki.
- Niewłaściwe zaprojektowanie pozycji kości bez uwzględnienia norm skurczu materiału, co skutkuje nadmierną grubością i późniejszym skurczem.
- Nadmierna grubość kolumn śrubowych, które nie zostały zaprojektowane zgodnie ze standardowymi konstrukcjami kolumn śrubowych produktów z tworzyw sztucznych.
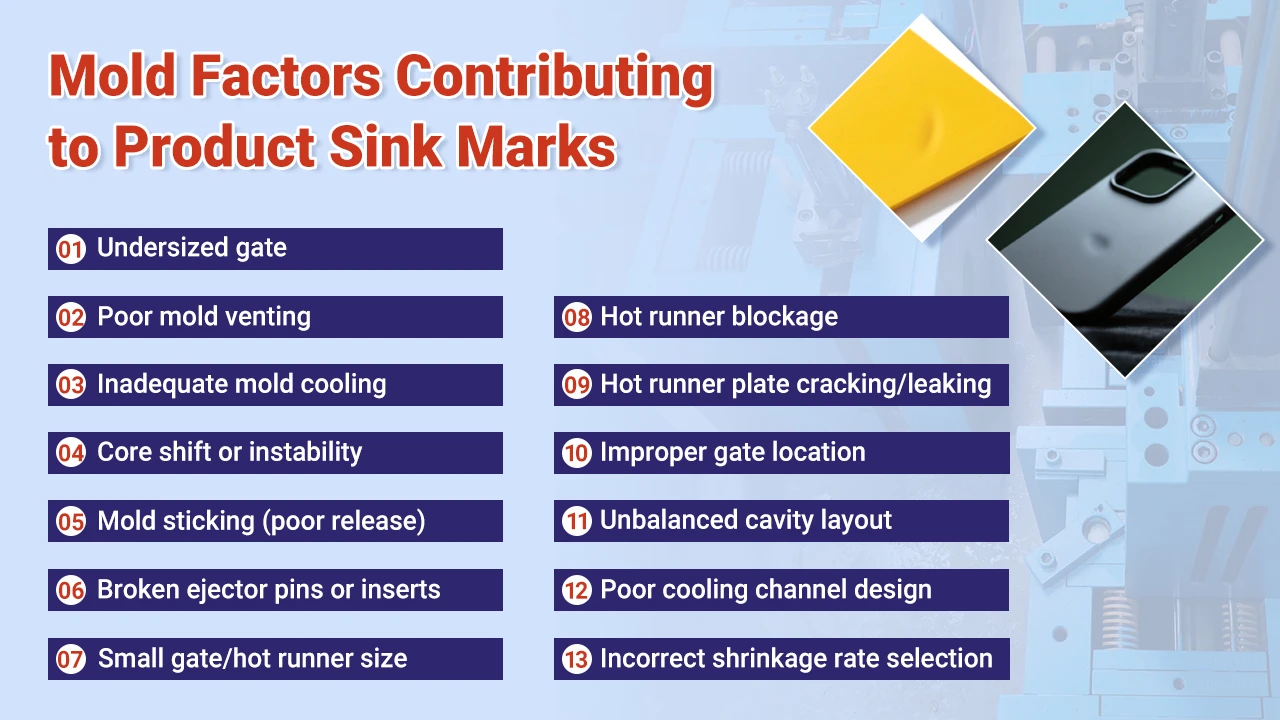
3. Czynniki pleśni przyczyniające się do powstawania śladów zlewu produktu
Przyczyny powstawania zapadnięć w formach wtryskowych są bardziej złożone i obejmują głównie:
- Mały rozmiar wlotu powoduje niewystarczające ciśnienie, szczególnie w przypadku form do materiałów PC, materiałów wzmocnionych włóknem szklanym i materiałów przewodzących ciepło.
- Słabe odprowadzanie pleśni prowadzi do uwięzienia powietrza.
- Nieodpowiednie chłodzenie formy powoduje nadmierne nagrzewanie i przegrzanie skurczu.
- Przesunięcie rdzenia formy lub niestabilny rdzeń formy powodujący tendencyjny wtrysk i wytłaczanie.
- Ślady zacieków są spowodowane przywieraniem pleśni.
- Złamane igły lub wkładki do form spowodować nadmierną grubość i późniejszy skurcz.
- Niewielki rozmiar bramy formy lub gorący runner powoduje nierównomierne wypełnienie.
- Zablokowanie gorącego kanału przez ciała obce powodujące nierównomierne napełnianie.
- Pękanie i nieszczelność płyty gorącokanałowej.
- Nieprawidłowa pozycja wlotu, który nie wchodzi od najgrubszej części, powodując niewystarczające ciśnienie i późniejsze ślady zacieków.
- Nierozsądny układ produktu powodujący niewystarczające ciśnienie wtrysku docierające do odległych obszarów, co skutkuje skurczem. (Aby uzyskać informacje na temat rozsądnego układu produktu, należy zapoznać się z projektem przepływu formy wtryskowej).
- Niewłaściwy projekt kanału wody chłodzącej z niewystarczającą liczbą kanałów prowadzi do nadmiernego temperatura formy podczas produkcji.
- Niewłaściwy dobór wartości skurczu materiału podczas projektowania formy.
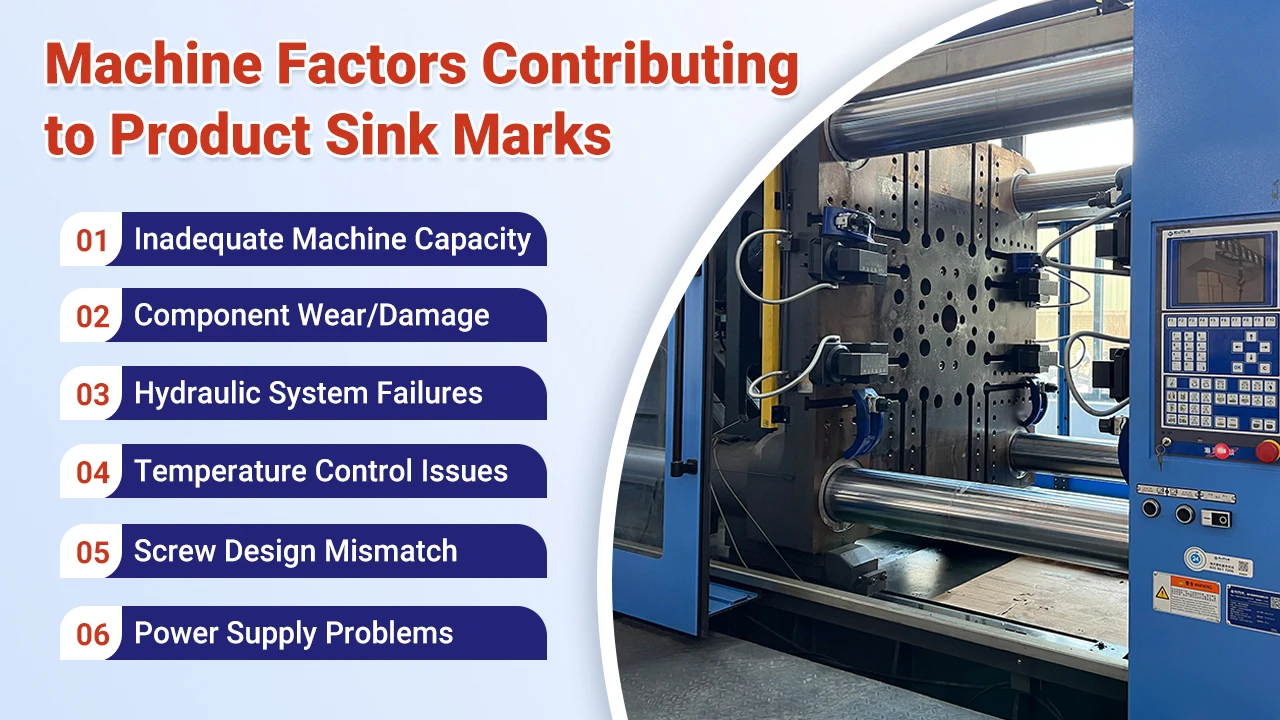
4. Czynniki maszynowe przyczyniające się do zlewu produktu
- Małe maszyny powodują niewystarczające ciśnienie.
- Zużycie małych części (np. elementów beczki) lub pęknięcie pierścieni uszczelniających/formujących może spowodować przepływ wsteczny, przyczyniając się do kurczenia się tworzywa sztucznego.
- Wyciek oleju w cylindrze wtryskowym powoduje niestabilne i niewystarczające ciśnienie.
- Uszkodzenie łopatek pompy olejowej powodujące niewystarczające ciśnienie.
- Nieprawidłowa temperatura bębna z sekcją, która nie nagrzewa się, powodując niską jakość stopu i późniejsze ślady zapadania się.
- Słaby efekt chłodzenia wody chłodzącej beczkę powodujący przepływ wsteczny.
- Niezgodność między typem wkrętu maszynowego a tworzywem sztucznym, np. użycie standardowego wkrętu do materiałów PC.
- Niestabilne napięcie wyjściowe powodujące słabe działanie wtrysku.
Defekty znaczników wtryskowych
1. Zapobieganie jest kluczem do problemów ze znakiem zlewu
Nie należy czekać do momentu wystąpienia wady, aby pospiesznie ją rozwiązać. Chociaż może to rozwiązać problem, może to również oznaczać modyfikację projektów części z tworzyw sztucznych, modyfikację wlewów form, prowadnic itp.
Oczywiście istnieje większe prawdopodobieństwo, że ze względu na ograniczenia konstrukcyjne i konstrukcyjne formy lub nadmierne koszty, modyfikacje nie mogą zostać wprowadzone, a problem można rozwiązać jedynie poprzez dostosowanie maszyny, co często nie może zasadniczo rozwiązać problemu. Końcowym rezultatem jest kompromis wszystkich stron, akceptujący status quo skurczu.
2. Postawa wobec znaku zlewu: różne podejścia do różnych części z tworzyw sztucznych
Ogólnie rzecz biorąc, produkt zawiera powierzchnie A, B, C i D.
- Powierzchnia A: Przednia powierzchnia produktu często oglądana przez użytkowników.
- Powierzchnia B: Powierzchnia boczna produktu.
- Powierzchnia C: Dolna powierzchnia produktu.
- Powierzchnia D: Niezewnętrzna powierzchnia produktu, taka jak powierzchnie wewnętrzne i elementy konstrukcyjne.
Oczywiste jest, że różne obszary części z tworzyw sztucznych mają różne wymagania dotyczące formowania wtryskowego. Dlatego w projektowaniu nie można przyjąć jednolitego podejścia, zwłaszcza gdy występuje konflikt między wyglądem a wytrzymałością. Na przykład, aby zwiększyć wytrzymałość części z tworzywa sztucznego, można nieznacznie zwiększyć grubość żeber wzmacniających lub dodać zaokrąglenia do podstawy żeber wzmacniających. Prowadzi to jednak nieuchronnie do powstawania śladów zatopienia. Dlatego w przypadku powierzchni o krytycznym wyglądzie, takich jak powierzchnia A, grubość żeber wzmacniających powinna zostać zmniejszona lub można nawet całkowicie pominąć zaokrąglenia. W przypadku wewnętrznych elementów konstrukcyjnych najważniejsza jest wytrzymałość, więc grubość żeber wzmacniających może wymagać nieznacznego zwiększenia, przy jednoczesnym dodaniu zaokrągleń do podstawy.
3. Kompleksowe rozważania
Zapobieganie powstawaniu zapadnięć wymaga kompleksowego podejścia. Zajęcie się tą kwestią z jednego punktu widzenia nie może zasadniczo zapobiec problemom związanym z zapadnięciami.
4. Najlepszym rozwiązaniem jest rozpoczęcie od projektowania części z tworzywa sztucznego
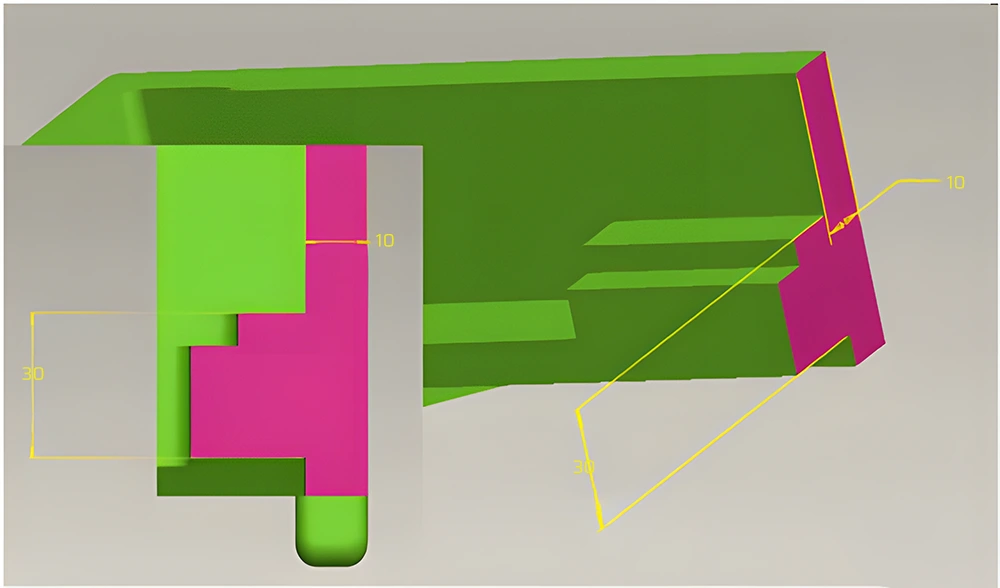
Chociaż problemy ze śladem zatopienia można rozwiązać poprzez późniejsze zaprojektowanie formy i dostosowanie parametrów formowania wtryskowego, nie zawsze tak się dzieje. Jedno jest pewne: może to łatwo zwiększyć koszt części z tworzyw sztucznych, czego należy unikać.
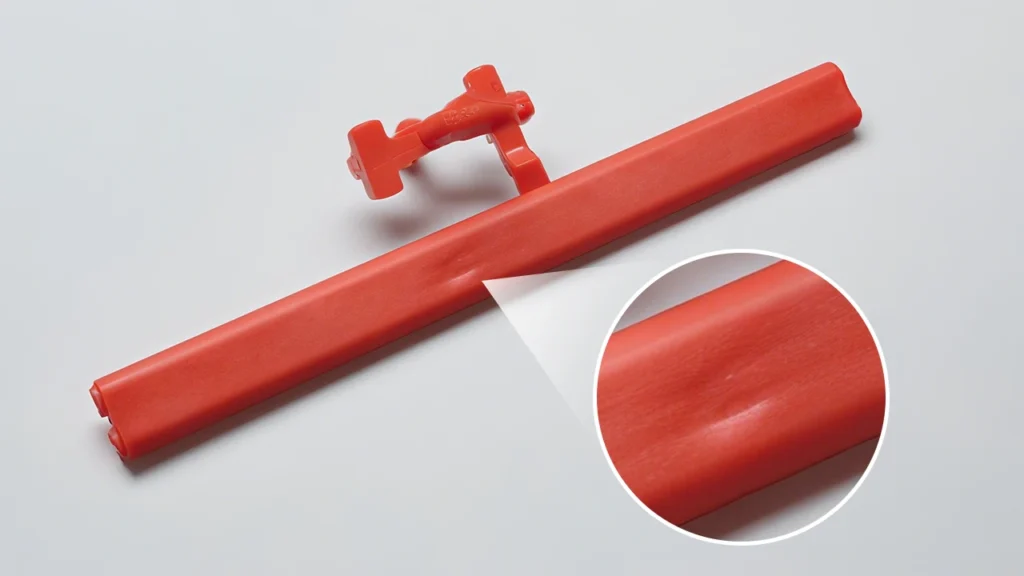
Na przykład, w przypadku płyty światłowodowej pokazanej na rysunku, podczas formowania wtryskowego pojawiły się ślady zacieków spowodowane niewłaściwą konstrukcją części z tworzywa sztucznego, z lokalnie nadmierną grubością ścianki. Aby rozwiązać ten problem, forma została zmodyfikowana w celu zwiększenia średnicy wlewu i kanału, co nieco pomogło w rozwiązaniu problemu, ale nie znacząco. Spowodowało to jednak zastosowanie jeszcze większego kanału, co jeszcze bardziej wydłużyło cykl formowania. Lekka płytka prowadząca waży 0,6 grama, podczas gdy prowadnica waży aż 22,0 gramy, a czas chłodzenia wynosi około 45 sekund. Produkcja oparta na takich danych skutkowałaby niezwykle wysokimi kosztami materiałów i przetwarzania.
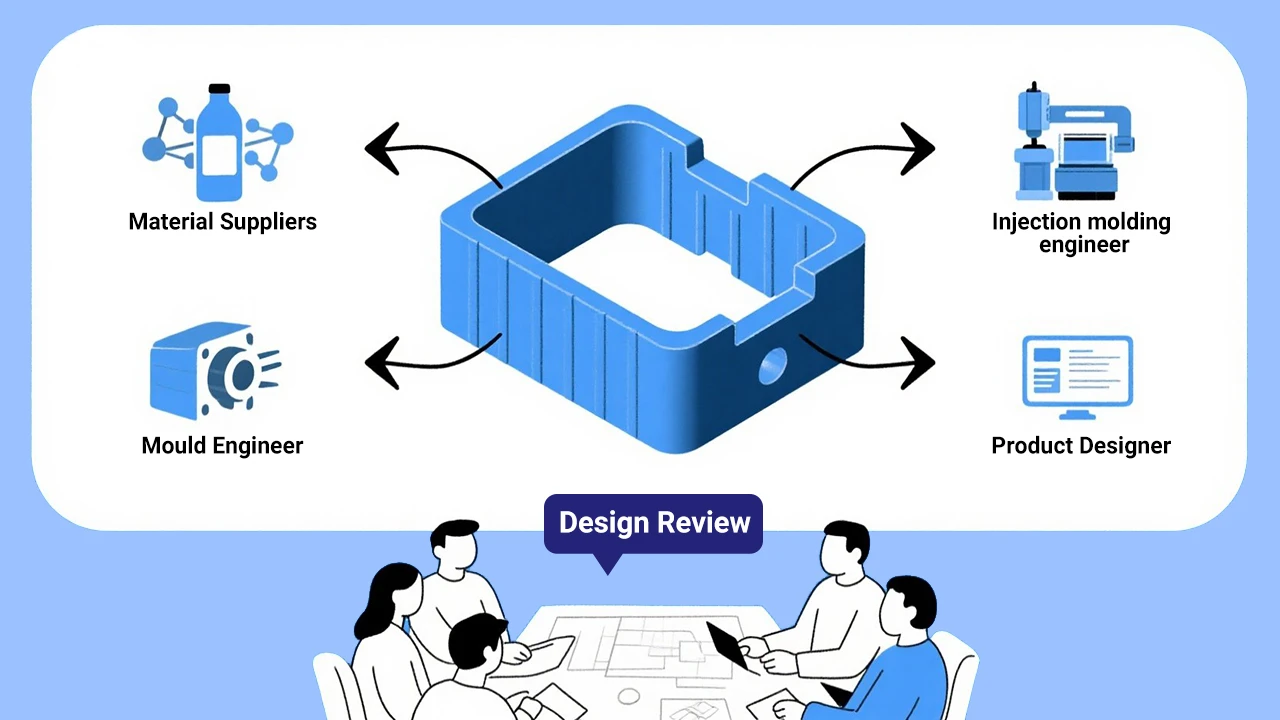
5. Współpraca zespołowa
Zapobieganie powstawaniu defektów polega na szczerej współpracy między inżynierami projektującymi produkty, inżynierami form, inżynierami zajmującymi się formowaniem wtryskowym, dostawcami tworzyw sztucznych i innymi działami, a także dostawcami.
Podczas projektowania części z tworzyw sztucznych, inżynierowie projektujący produkt powinni najpierw uzyskać informacje na temat właściwości tworzyw sztucznych od dostawców materiałów z tworzyw sztucznych, w tym charakterystyki skurczu. Ogólnie rzecz biorąc, dostawcy materiałów z tworzyw sztucznych mają bogatą wiedzę i umiejętności w zakresie usuwania różnych wad.
Podczas szczegółowego projektowania części z tworzyw sztucznych, inżynierowie projektujący produkt muszą przestrzegać określonych zasad i wytycznych dotyczących szczegółowego projektowania części z tworzyw sztucznych, takich jak przestrzeganie wytycznych, że grubość żebra wzmacniającego nie powinna być zbyt gruba. W przypadku jakichkolwiek wątpliwości lub niejasności dotyczących projektu, inżynierowie ds. projektowania produktów powinni w odpowiednim czasie zasięgnąć porady inżynierów ds. form, inżynierów ds. formowania wtryskowego, dostawców materiałów z tworzyw sztucznych itp. Podczas przeglądów projektowych należy zaprosić wszystkie strony do udziału.
Po zaprojektowaniu części z tworzyw sztucznych w oprogramowaniu 3D, inżynierowie projektujący produkt powinni dokładnie określić wymagania dotyczące wyglądu części z tworzyw sztucznych na rysunkach 2D, informując inżynierów form o konkretnych wymaganiach dotyczących znaku zlewu. W ten sposób inżynierowie form mogą rozważyć projekt struktury formy w oparciu o te informacje, w tym rozmiar, położenie i liczbę wrót, rozmiar prowadnic i strukturę kanałów wody chłodzącej.
Podczas testy formWszystkie wyżej wymienione strony powinny wspólnie zająć się potencjalnymi kwestiami związanymi ze znakami towarowymi na miejscu.
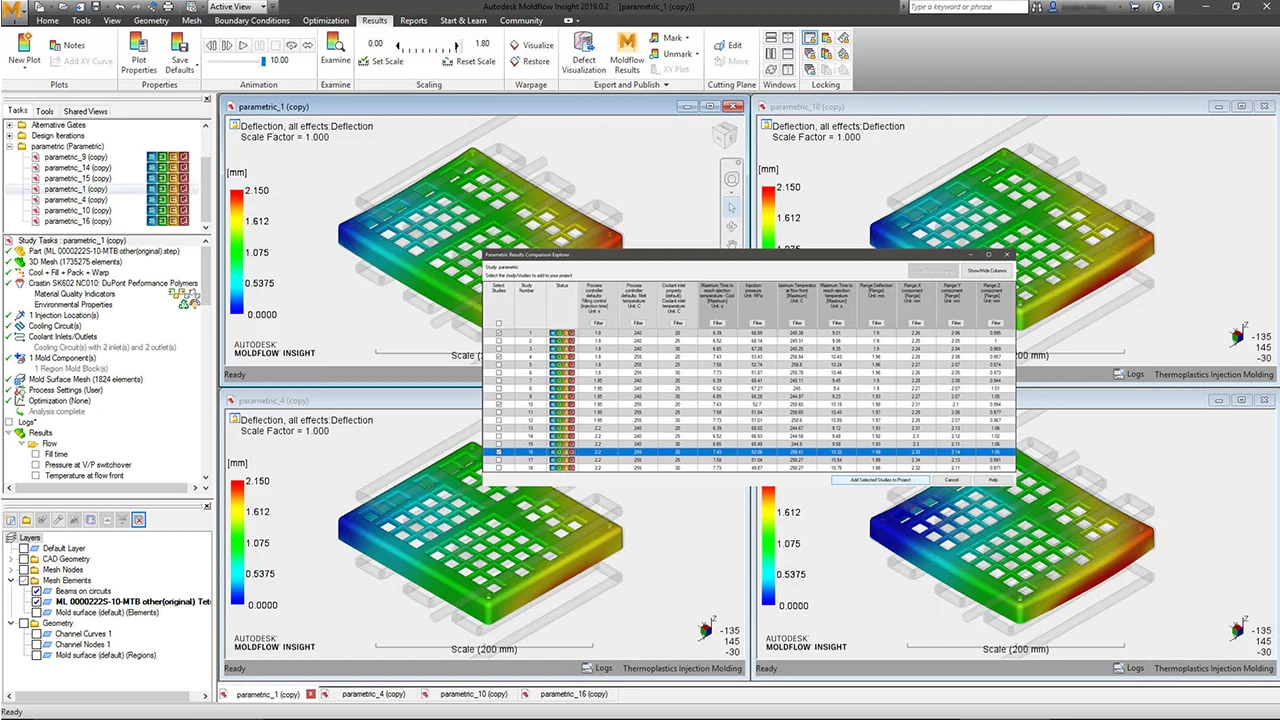
6. Korzystanie z oprogramowania do analizy przepływu w formie
W przewidywaniu i usuwaniu usterek znaku zlewu, Analiza przepływu formy jest bardzo przydatnym narzędziem.
W oparciu o istniejące części z tworzyw sztucznych i projekty form, przy użyciu oprogramowania do analizy przepływu w formie (takiego jak Moldflow) można przewidzieć wielkość znaku zapadnięcia. W przypadku, gdy wielkość zapadnięcia przekracza wymagania dotyczące wyglądu, można zażądać optymalizacji projektu części z tworzywa sztucznego (np. wydrążenie w miejscu, gdzie ścianka jest gruba) i projektu formy (np. dostosowanie położenia i rozmiaru wlewów).
Podsumowanie
Prawdopodobieństwo wystąpienia śladów skurczu w procesie formowania wtryskowego jest równoważne prawdopodobieństwu wystąpienia błysku. Zapobieganie i rozwiązywanie problemów związanych z powstawaniem zapadnięć podczas formowania wtryskowego wymaga pełnego zrozumienia charakterystyki skurczu materiału. Chociaż dane dotyczące skurczu materiału można uzyskać online, rzeczywisty współczynnik skurczu dla tego samego materiału używanego w różnych częściach produktów może się różnić.
First Mold opracuje kompleksową tabelę "Rzeczywistych współczynników skurczu różnych produktów z tworzyw sztucznych" w oparciu o wieloletnie doświadczenie w produkcji form wtryskowych. Bądź na bieżąco z tymi informacjami.














