

Difetti di stampaggio a iniezione sono problemi comuni che possono verificarsi durante il processo di stampaggio a iniezione. Tra questi, i segni di affondamento nello stampaggio a iniezione sono un difetto molto comune.
Per i progettisti di prodotti, i progettisti strutturali e le società di progettazione, la comprensione dei segni di affondamento e di altri difetti dello stampaggio a iniezione aiuta a migliorare i metodi di progettazione e a ispezionare i prodotti finiti o i pezzi provenienti dalle fabbriche di stampaggio a iniezione (fare riferimento agli standard di accettazione dei pezzi stampati a iniezione).
Per le fabbriche di stampi e di stampaggio a iniezione, è fondamentale analizzare i segni di affondamento nello stampaggio a iniezione e risolvere perfettamente questo difetto. Ogni professionista dello stampo e dello stampaggio a iniezione ha la responsabilità e l'obbligo di padroneggiare appieno tutte le conoscenze sui difetti dello stampaggio a iniezione.

Di seguito è riportata una tabella dei difetti comuni dello stampaggio a iniezione e informazioni dettagliate su di essi. Gli amici interessati sono invitati a fare clic per ulteriori informazioni:
| Comprendere i diversi difetti dello stampaggio a iniezione | ||||
|---|---|---|---|---|
| Flash | Colpo corto | Segno del lavandino | Curvatura/Deformazione | Segno di bruciatura |
| Segno di strombatura/striscia d'argento | Macchia scura/punto nero | Marchio di flusso | Bolla | Linea di saldatura |
| Differenza di colore/colore non uniforme | Segno del perno di espulsione | |||
Che cos'è un segno di affondamento nello stampaggio a iniezione?
I segni di affondamento, i segni di ritiro o le depressioni sulla superficie delle parti in plastica sono difetti che si verificano frequentemente e sono molto difficili da eliminare durante il processo di stampaggio a iniezione.

Danni causati dai segni di affondamento
I segni di affondamento causano una superficie concava e irregolare dei pezzi in plastica, compromettendone gravemente l'aspetto. I segni di affondamento nello stampaggio a iniezione che sono troppo evidenti non possono essere nascosti dal trattamento superficiale e i trattamenti superficiali lucidi possono addirittura ingrandire i difetti.
Per i prodotti di consumo come lavatrici, frigoriferi e computer portatili, se gli utenti finali vedono numerosi segni di lavandino sulla superficie, con superfici non uniformi e irregolarità concave, percepiranno la qualità del prodotto come scarsa, con gravi ripercussioni sull'immagine del marchio.
Se il prodotto non è rivolto direttamente agli utenti finali, ma ai clienti aziendali, la presenza di numerosi segni di lavandino può indurre questi ultimi a percepire gli ingegneri come poco professionali e a compromettere l'immagine dell'azienda.
Inoltre, i segni di affondamento possono anche influenzare le dimensioni di aree specifiche delle parti in plastica, incidendo sull'assemblaggio e sulla corrispondente implementazione funzionale.
In sintesi, i marchi di lavanderia possono sembrare di poco conto, ma il loro potenziale danno comprende la perdita di utenti e clienti, nonché l'impatto sull'assemblaggio, ecc.
Perché si formano i segni del lavandino?
Il materiale plastico deve essere fuso allo stato fuso durante lo stampaggio a iniezione e la plastica fusa deve ritirarsi continuamente durante il processo di raffreddamento e solidificazione. Se il spessore della parte in plastica è incoerente o il raffreddamento non è uniforme, possono verificarsi diversi gradi di ritiro.

Se la superficie esterna della parte in plastica non è sufficientemente rigida per resistere alla forza di trazione generata dal ritiro interno, il materiale superficiale si sposterà verso l'interno, provocando segni di affossamento sulla superficie senza compensazione nei processi successivi. Se la superficie esterna della parte in plastica è sufficientemente rigida, all'interno si formeranno dei vuoti.
I fattori specifici che contribuiscono alla formazione dei segni di affondamento nei prodotti sono, tra gli altri, i materiali plastici, il design del prodotto, la struttura dello stampo e i parametri del processo di stampaggio a iniezione.
1. Fattori materiali che contribuiscono ai segni di affondamento del prodotto nello stampaggio a iniezione
Quando il tasso di ritiro del materiale plastico è elevato, è più probabile che si verifichino segni di affondamento. Dalla Tabella 1 si evince che per il PC/ABS, quando lo spessore della nervatura di rinforzo è progettato in modo da essere pari a 50% dello spessore della parete di base, la probabilità che si verifichino le macchie di affondamento è relativamente bassa. Al contrario, nel caso del PBT, la probabilità che si verifichino segni di affondamento è minore solo quando lo spessore della nervatura di rinforzo è progettato per essere pari a 30% dello spessore della parete di base. Ciò significa che anche uno spessore leggermente maggiore della nervatura di rinforzo aumenta notevolmente la probabilità di formazione di punti di affondamento.
| Materiale plastico | Restringimento minimo | Meno restringimenti |
|---|---|---|
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC/ABS | 50% | 50% |
| PA | 30% | 40% |
| PA (rinforzato con fibra di vetro) | 33% | 50% |
| PBT | 30% | 50% |
| PBT (rinforzato con fibra di vetro) | 33% | 50% |
Oltre al tasso di ritiro, altri fattori materiali che contribuiscono alla formazione di macchie nelle parti stampate a iniezione sono i seguenti:
- Segni di affondamento causati da un'asciugatura inadeguata del materiale.
- Segni di affondamento causati da particelle di materiale eccessivamente grandi o non uniformi, con conseguente qualità inferiore della fusione.
Suggerimenti: Fare clic sul collegamento ipertestuale per ottenere informazioni più dettagliate su ritiro della plastica.
2. Fattori di progettazione che contribuiscono ai marchi di affondamento del prodotto
Per quanto riguarda i fenomeni di marcatura del lavandino derivanti dalla progettazione del prodotto, ci concentreremo sulla discussione dello spessore delle pareti.
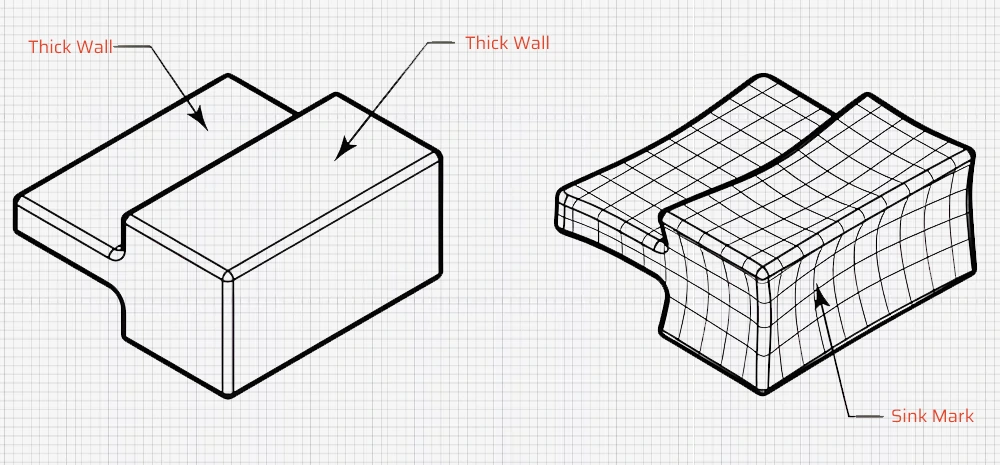
Le aree con pareti localmente di spessore eccessivo si raffreddano più lentamente di quelle con pareti più sottili. Le aree con pareti più sottili si sono già raffreddate e solidificate, mentre quelle con pareti eccessivamente spesse non si sono ancora completamente raffreddate e solidificate. Quando le aree con pareti eccessivamente spesse continuano a raffreddarsi e a solidificarsi, si verifica il segno di sprofondamento.
Le aree con uno spessore di parete localmente eccessivo sono più probabili alla radice delle nervature di rinforzo, alle radici dei pilastri, alle connessioni fra nervature di rinforzo, connessioni tra nervature di rinforzo e pareti e connessioni tra pilastri e pareti.
Inoltre, lo spessore non uniforme delle pareti determina un raffreddamento più rapido e una minore contrazione nelle aree a parete sottile, mentre nelle aree a parete spessa si verificano un raffreddamento più lento e una maggiore contrazione, con conseguente formazione di segni di affondamento.
In sintesi, una progettazione inadeguata che porta alla formazione di segni di affondamento nelle parti stampate a iniezione è causata da quanto segue:
- Spessore delle pareti non uniforme a causa di un design del prodotto non bilanciato.
- Spessore eccessivo di design del cancello.
- Progettazione inadeguata della posizione dell'osso senza considerare gli standard di contrazione del materiale, con conseguente spessore eccessivo e successiva contrazione.
- Spessore eccessivo delle posizioni della colonna a vite non progettate secondo i modelli standard di colonna a vite per prodotti in plastica.
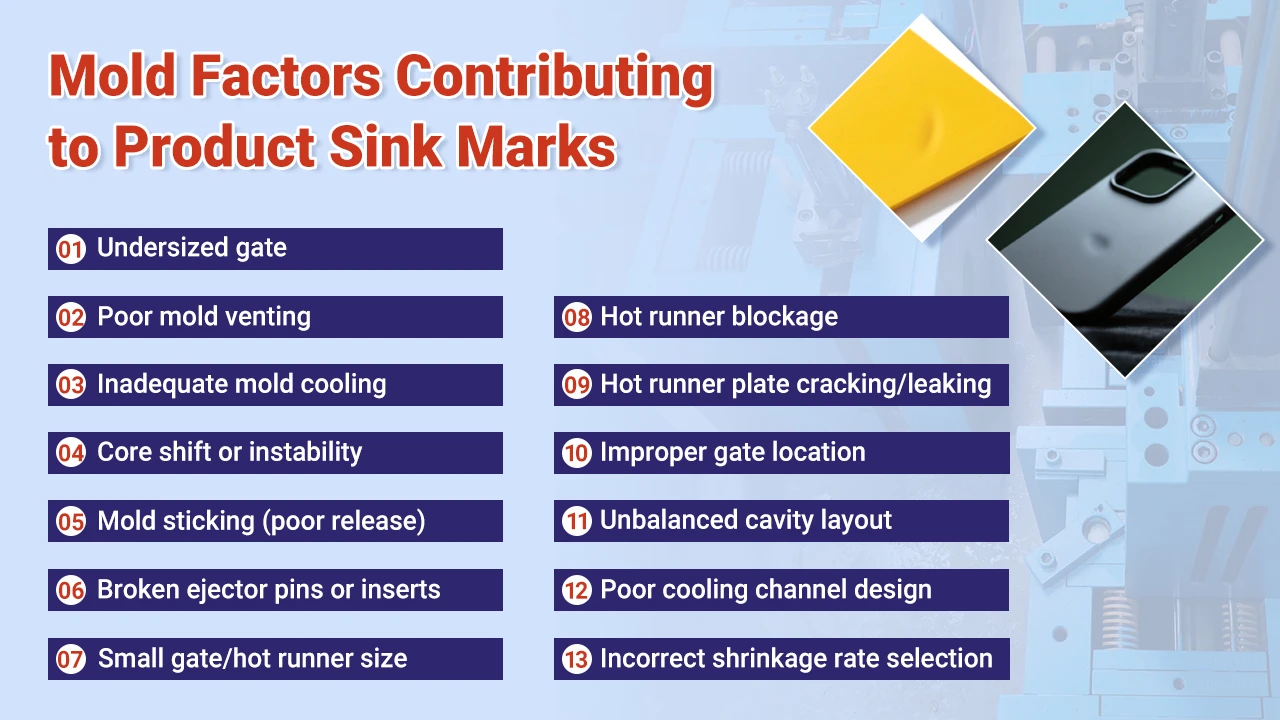
3. Fattori di muffa che contribuiscono ai segni di affondamento del prodotto
Le ragioni delle macchie di profondità indotte dallo stampo nello stampaggio a iniezione sono più complesse e comprendono principalmente:
- Le dimensioni ridotte dell'ingresso causano una pressione insufficiente, soprattutto negli stampi per materiali PC, materiali rinforzati con fibre di vetro e materiali termicamente conduttivi.
- Un cattivo scarico della muffa provoca l'intrappolamento dell'aria.
- Un raffreddamento inadeguato dello stampo causa un calore eccessivo e un ritiro per surriscaldamento.
- Disassamento del nucleo dello stampo o nucleo dello stampo instabile che causa un'iniezione e un'estrusione distorte.
- I segni di affondamento sono causati dall'attaccamento della muffa.
- Aghi rotti o inserti per stampi causano uno spessore eccessivo e un conseguente ritiro.
- Le dimensioni ridotte della porta dello stampo o caldo runner provoca un riempimento non uniforme.
- Il blocco di corpi estranei nel canale caldo causa un riempimento non uniforme.
- Piastra del canale caldo che si incrina e perde.
- La posizione errata dell'ingresso, che non entra dalla parte più spessa, causa una pressione insufficiente e conseguenti segni di affondamento.
- Una disposizione irragionevole del prodotto causa una pressione di iniezione insufficiente a raggiungere aree distanti, con conseguente restringimento. (Per una disposizione ragionevole del prodotto, fare riferimento alla progettazione del flusso dello stampo a iniezione).
- Un'errata progettazione dei canali di raffreddamento, con canali insufficienti, porta ad un'eccessiva temperatura dello stampo durante la produzione.
- Selezione errata dei valori di ritiro del materiale durante la progettazione dello stampo.
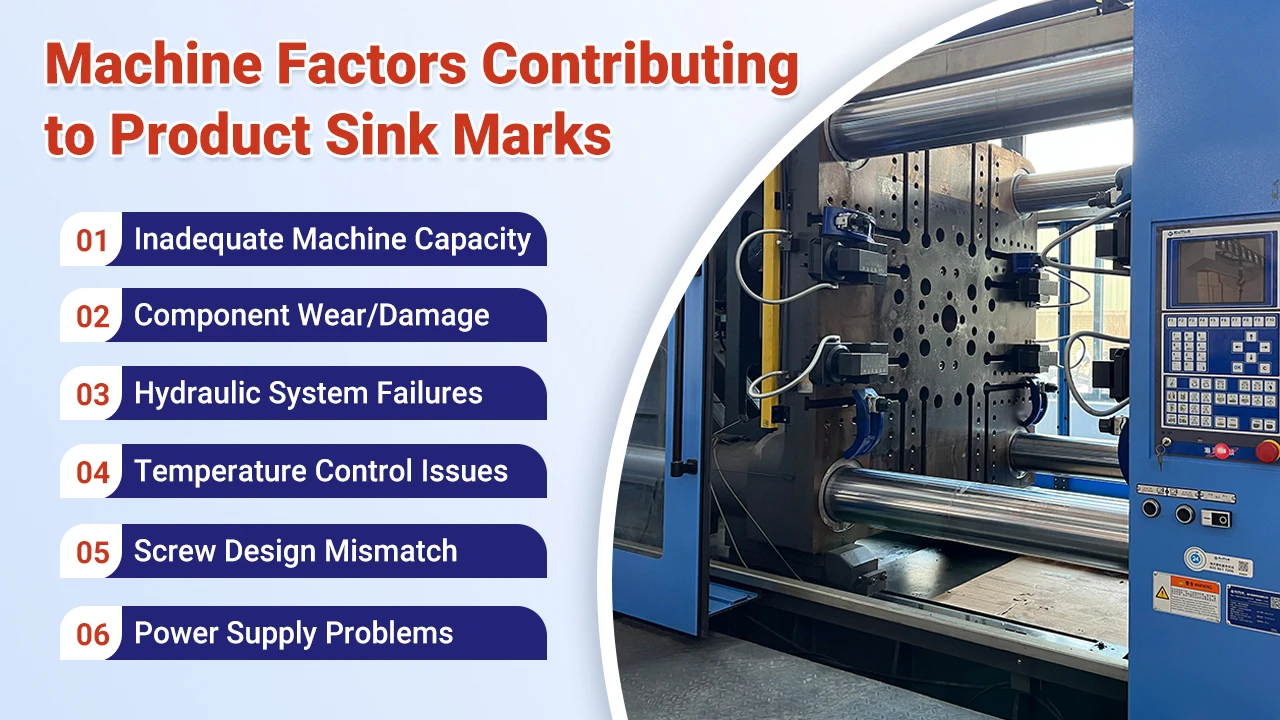
4. Fattori della macchina che contribuiscono ai segni di affondamento del prodotto
- Le macchine piccole causano una pressione insufficiente.
- L'usura di piccole parti (ad esempio, componenti del cilindro) o la rottura di anelli di tenuta/stampaggio possono causare un riflusso, contribuendo al ritiro della plastica.
- La perdita di olio nel cilindro di iniezione causa una pressione instabile e insufficiente.
- Danni alle pale della pompa dell'olio che causano una pressione insufficiente.
- Temperatura anomala della canna con una sezione che non si riscalda, causando una qualità di fusione inferiore alla norma e conseguenti segni di affondamento.
- Scarso effetto di raffreddamento dell'acqua di raffreddamento del barile che provoca un riflusso.
- Incompatibilità tra il tipo di vite della macchina e la plastica, ad esempio utilizzando una vite standard per materiali PC.
- Tensione di uscita instabile che causa una debole azione di iniezione.
Difetti dei segni di affondamento nello stampaggio a iniezione
1. La prevenzione è fondamentale per i problemi del marchio di lavanderia
Non aspettate che si verifichino effettivamente i difetti del marchio di lavanderia per risolverli frettolosamente. Se da un lato si può risolvere il problema, dall'altro si potrebbe modificare il design delle parti in plastica, le porte degli stampi, i canali di scorrimento, ecc.
Naturalmente, c'è una maggiore possibilità che, a causa di limiti strutturali e di stampo o di costi eccessivi, non sia possibile apportare modifiche e che il problema possa essere affrontato solo attraverso aggiustamenti della macchina, che spesso non possono risolvere fondamentalmente il problema. Il risultato finale è il compromesso di tutte le parti, che accettano lo status quo del ritiro.
2. Atteggiamento verso il marchio di affondamento: approcci diversi per parti in plastica diverse
In genere, un prodotto comprende le superfici A, B, C e D.
- Superficie A: La superficie frontale del prodotto più frequentemente vista dagli utenti.
- Superficie B: La superficie laterale del prodotto.
- Superficie C: La superficie inferiore del prodotto.
- Superficie D: Superficie non esterna del prodotto, come le superfici interne e i componenti strutturali.
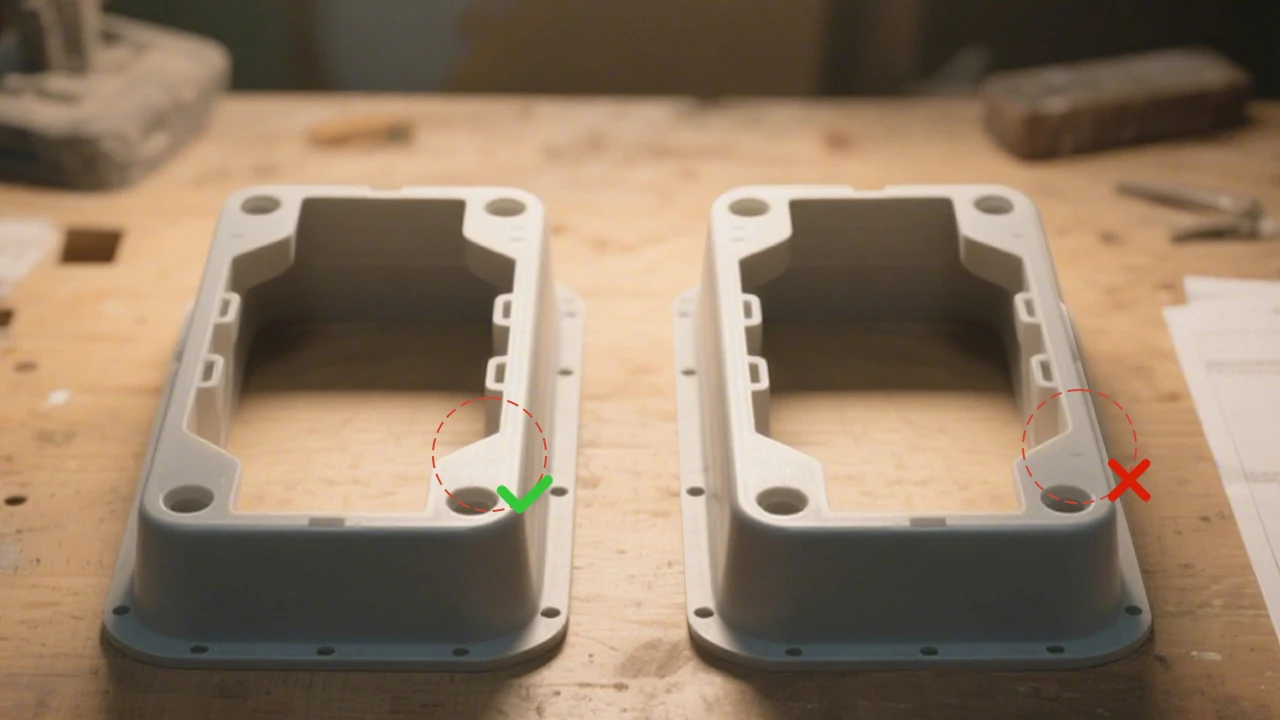
È chiaro che le diverse aree dei componenti in plastica hanno requisiti diversi per lo stampaggio a iniezione dei marchi di lavandino. Pertanto, nella progettazione non si può adottare un approccio uniforme, soprattutto quando c'è un conflitto tra aspetto e resistenza. Ad esempio, per migliorare la resistenza di una parte in plastica, si può aumentare leggermente lo spessore delle nervature di rinforzo o aggiungere filetti alla base delle nervature di rinforzo. Tuttavia, questo porta inevitabilmente a segni di affondamento. Pertanto, per le superfici dall'aspetto critico, come la superficie A, lo spessore delle nervature di rinforzo dovrebbe essere ridotto, oppure i filetti possono essere del tutto omessi. Per i componenti strutturali interni, la resistenza è fondamentale, quindi potrebbe essere necessario aumentare leggermente lo spessore delle nervature di rinforzo, aggiungendo filetti alla base.
3. Considerazioni generali
La prevenzione dei problemi di infossamento richiede una riflessione globale. Affrontare il problema da un'unica direzione non può prevenire in modo sostanziale i problemi di infossamento.
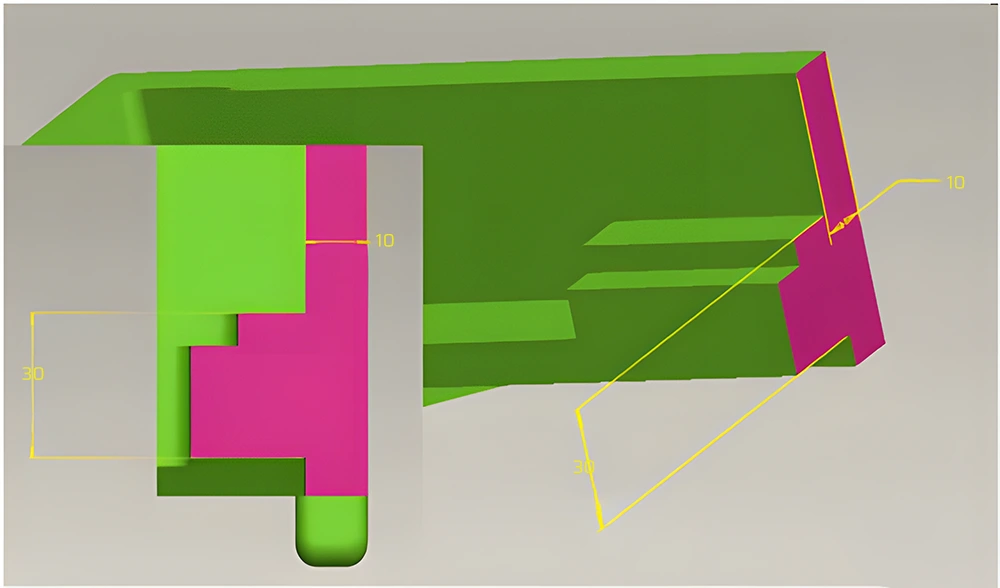
4. Partire dalla progettazione di parti in plastica è la soluzione migliore
Anche se i problemi di rigonfiamento possono essere risolti con una successiva progettazione dello stampo e la regolazione dei parametri di stampaggio a iniezione, non è sempre così. Una cosa è certa: può facilmente aumentare il costo dei pezzi in plastica, cosa che dovrebbe essere evitata.
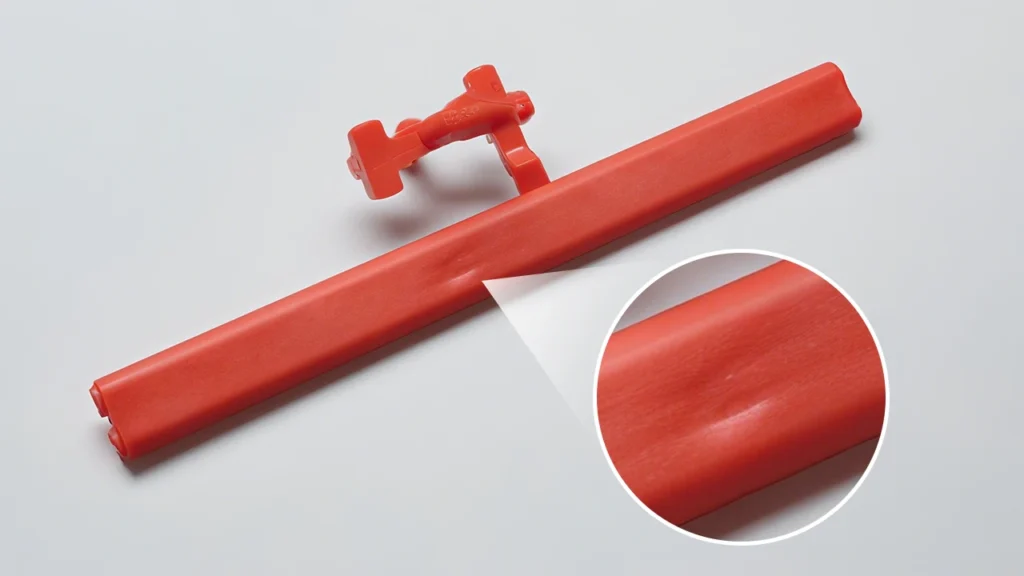
Ad esempio, nel caso della piastra di guida della luce illustrata nella figura, durante lo stampaggio a iniezione si sono verificati dei segni di affondamento a causa di una progettazione impropria della parte in plastica, con uno spessore di parete localmente eccessivo. Per risolvere il problema dei segni di affondamento, lo stampo è stato modificato per aumentare il diametro del gate e del canale di colata, il che ha aiutato in qualche modo a risolvere il problema dei segni di affondamento, ma non in modo significativo. Tuttavia, ciò ha comportato un canale ancora più grande, aumentando ulteriormente il ciclo di stampaggio. La piastra di guida leggera pesa 0,6 grammi, mentre il canale di colata pesa ben 22,0 grammi, con un tempo di raffreddamento di circa 45 secondi. Una produzione basata su questi dati comporterebbe costi di materiale e di lavorazione estremamente elevati.
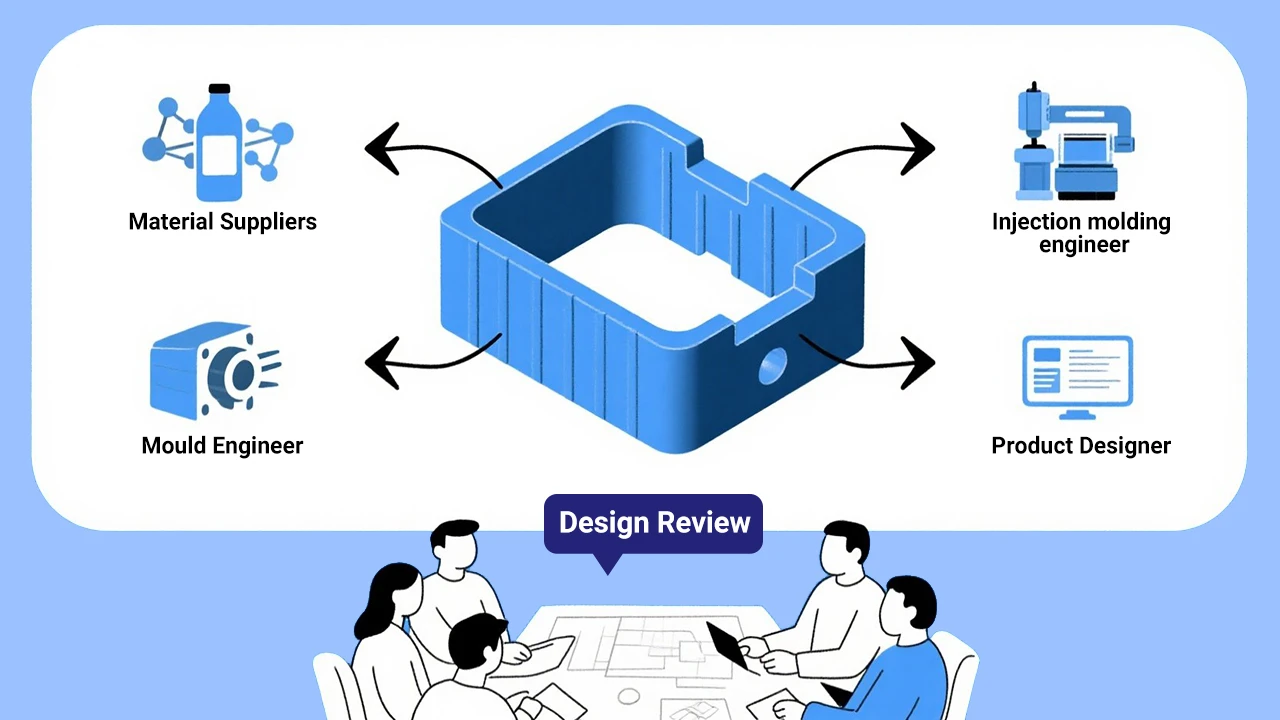
5. Collaborazione di squadra
La prevenzione dei difetti del marchio di lavanderia si basa su una sincera collaborazione tra i progettisti del prodotto, gli ingegneri degli stampi, i tecnici dello stampaggio a iniezione, i fornitori di materiali plastici e altri reparti, nonché i fornitori.
Durante la progettazione di parti in plastica, i progettisti dovrebbero innanzitutto informarsi sulle caratteristiche dei materiali plastici presso i fornitori di questi ultimi, comprese le caratteristiche di ritiro. In genere, i fornitori di materiali plastici hanno conoscenze e competenze approfondite per affrontare i vari difetti.
Durante la progettazione di parti in plastica specifiche, gli ingegneri progettisti devono seguire regole e linee guida specifiche per la progettazione dettagliata di parti in plastica, come ad esempio rispettare le linee guida secondo cui lo spessore delle nervature di rinforzo non deve essere eccessivo. In caso di dubbi o incertezze sulla progettazione, gli ingegneri progettisti devono chiedere tempestivamente consiglio agli ingegneri degli stampi, agli ingegneri dello stampaggio a iniezione, ai fornitori di materiali plastici, ecc. E durante le revisioni del progetto, invitare tutte le parti a partecipare.
Una volta progettate le parti in plastica nel software 3D, gli ingegneri addetti alla progettazione dei prodotti devono definire con precisione i requisiti estetici delle parti in plastica nei disegni 2D, informando gli ingegneri degli stampi dei requisiti specifici della marcatura del lavello. In questo modo, gli ingegneri degli stampi possono considerare la progettazione della struttura dello stampo sulla base di queste informazioni, comprese le dimensioni, la posizione e il numero delle porte, le dimensioni delle guide e la struttura dei canali dell'acqua di raffreddamento.
Durante prove di stampoTutte le parti sopra menzionate devono affrontare congiuntamente i potenziali problemi legati al marchio di lavandino in loco.
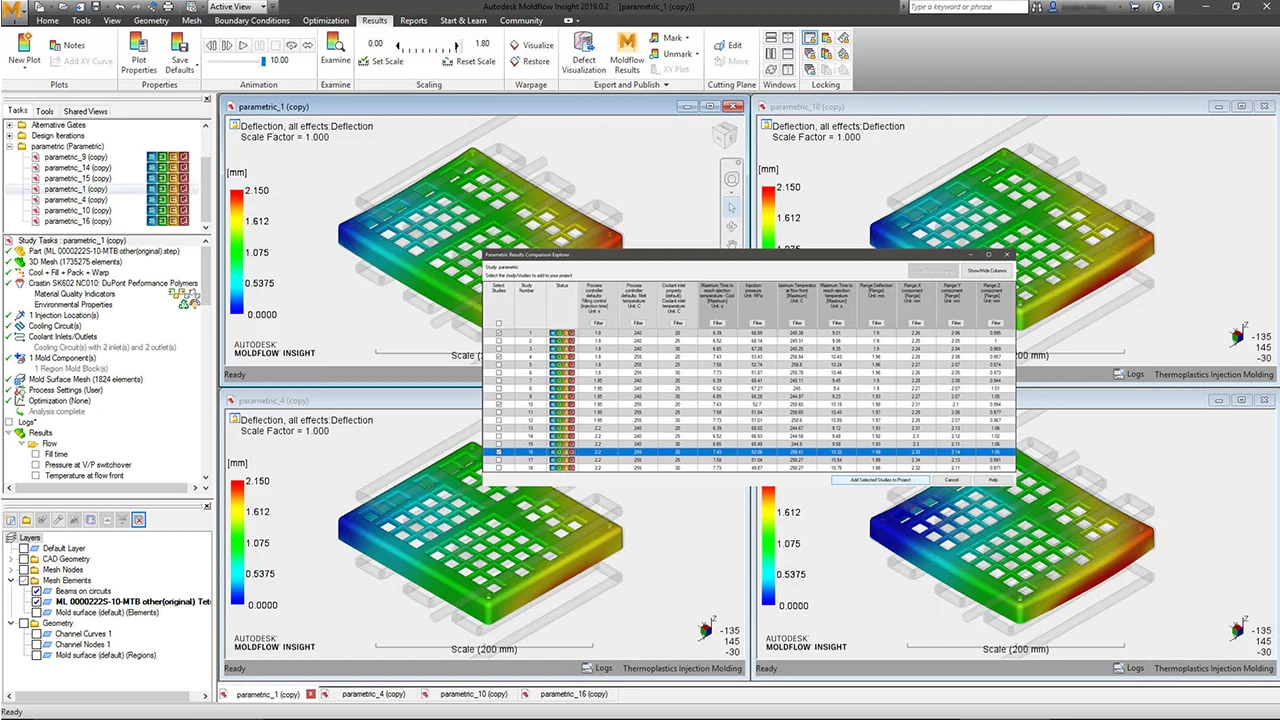
6. Uso del software di analisi del flusso dello stampo
Nel prevedere e risolvere i difetti del marchio di lavandino, analisi del flusso dello stampo è uno strumento molto utile.
Sulla base delle parti in plastica e dei progetti di stampo esistenti, l'uso di un software di analisi del flusso dello stampo (come Moldflow) può prevedere l'entità del segno di affondamento. Se il segno di affondamento supera i requisiti estetici, è possibile richiedere l'ottimizzazione del design della parte in plastica (ad esempio, scavando dove la parete è spessa) e dello stampo (ad esempio, regolando la posizione e le dimensioni delle porte).
In sintesi
La probabilità che nello stampaggio a iniezione si verifichino segni di affondamento è equivalente a quella di un flash. Per prevenire e risolvere i problemi legati ai segni di affondamento nello stampaggio a iniezione è necessaria una comprensione completa delle caratteristiche di ritiro del materiale. Sebbene sia possibile ottenere online i dati relativi al tasso di ritiro del materiale, il tasso di ritiro effettivo per lo stesso materiale utilizzato in diverse parti dei prodotti può variare.
First Mold compilerà una tabella completa dei "Tassi di ritiro effettivi di diversi prodotti in plastica" sulla base di anni di esperienza nella produzione di stampaggio a iniezione. Restate sintonizzati per ricevere queste informazioni.











