
Po zrozumieniu ciśnienie wtrysku i prędkość wtryskuDziś kontynuujemy poznawanie kolejnego ważnego parametru w formowaniu wtryskowym - temperatury formy.
Zazwyczaj pracownicy zajmujący się wtryskiem ustawiają temperaturę topnienia wyższą niż temperatura idealna, wierząc, że temperatura topnienia jest jedynym skutecznym sposobem na zmniejszenie lepkości stopu, co ułatwia formowanie wtryskowe. Aby zrekompensować wydłużony czas cyklu spowodowany wysoką temperaturą stopu, technicy zazwyczaj obniżają temperaturę formy, aby skrócić czas chłodzenia. Ta metoda regulacji często powoduje wiele problemów z jakością produktu. Jak więc rozsądnie ustawić temperaturę formy? Omówimy to szczegółowo później.

Co to jest temperatura pleśni?
Temperatura formy odnosi się do temperatury powierzchni gniazdo formy i rdzeń. Jest to jeden z najbardziej podstawowych parametrów kontrolnych w procesie formowania wtryskowego i główny czynnik brany pod uwagę w procesie formowania wtryskowego. projekt formy. Jego wpływ na formowanie, przetwarzanie wtórne i końcowe wykorzystanie produktów jest nie do przecenienia.
Wpływ temperatury formy na części formowane wtryskowo
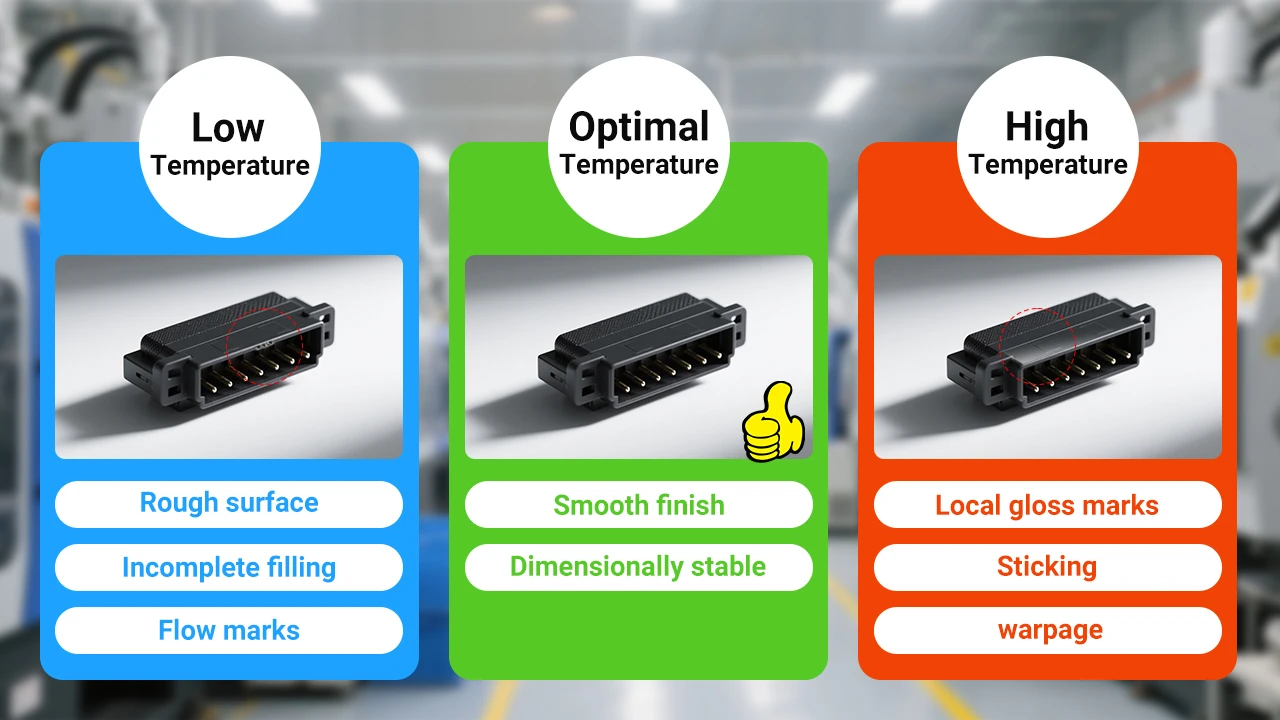
1. Wpływ na wygląd
Po pierwsze, jeśli temperatura formy jest zbyt niska, zmniejszy to płynność stopu, co może prowadzić do niepełnego wypełnienia. Wpływa to na krystaliczność tworzyw sztucznych. W przypadku ABS, jeśli temperatura formy jest zbyt niska, gładkość produktu będzie niska. Gdy jest wysoka, tworzywo sztuczne jest bardziej podatne na migrację na powierzchnię. Tak więc, gdy jest wysoka, plastikowe elementy są bliżej powierzchni formy, co skutkuje lepszym wypełnieniem, wyższą jasnością i połyskiem.
Jednak temperatura formy nie powinna być zbyt wysoka, ponieważ może to spowodować przywieranie do formy i tworzyć zauważalne jasne plamy w niektórych obszarach plastikowej części. I odwrotnie, niska temperatura formy może spowodować, że plastikowa część będzie zbyt mocno przylegać do formy, prowadząc do zarysowań podczas wyjmowania z formy, zwłaszcza na teksturowanych powierzchniach. Wtrysk wieloetapowy może rozwiązać problemy związane z pozycjonowaniem, takie jak ślady gazu podczas wtrysku, poprzez zastosowanie wtrysku segmentowego. W przemyśle wtryskowym im wyższa temperatura formy, tym wyższy połysk powierzchni produktu i odwrotnie. W przypadku produktów wykonanych z PP o satynowym wykończeniu, im wyższa temperatura, tym niższy połysk powierzchni i większa różnica kolorów, przy czym połysk i różnica kolorów są odwrotnie proporcjonalne.
Dlatego najczęstszym problemem spowodowanym temperaturą formy jest szorstkie wykończenie powierzchni formowanych części, zwykle spowodowane niską temperaturą powierzchni formy. W tym przypadku skurcz formowania i skurcz po formowaniu polimerów półkrystalicznych zależą głównie od temperatury formy i grubości ścianki części. Nierównomierny rozkład temperatury w formie prowadzi do różnego skurczu, uniemożliwiając zapewnienie zgodności części z określonymi tolerancjami. W najgorszym przypadku skurcz przekracza dopuszczalną wartość, niezależnie od tego, czy żywica jest wzmocniona, czy nie.
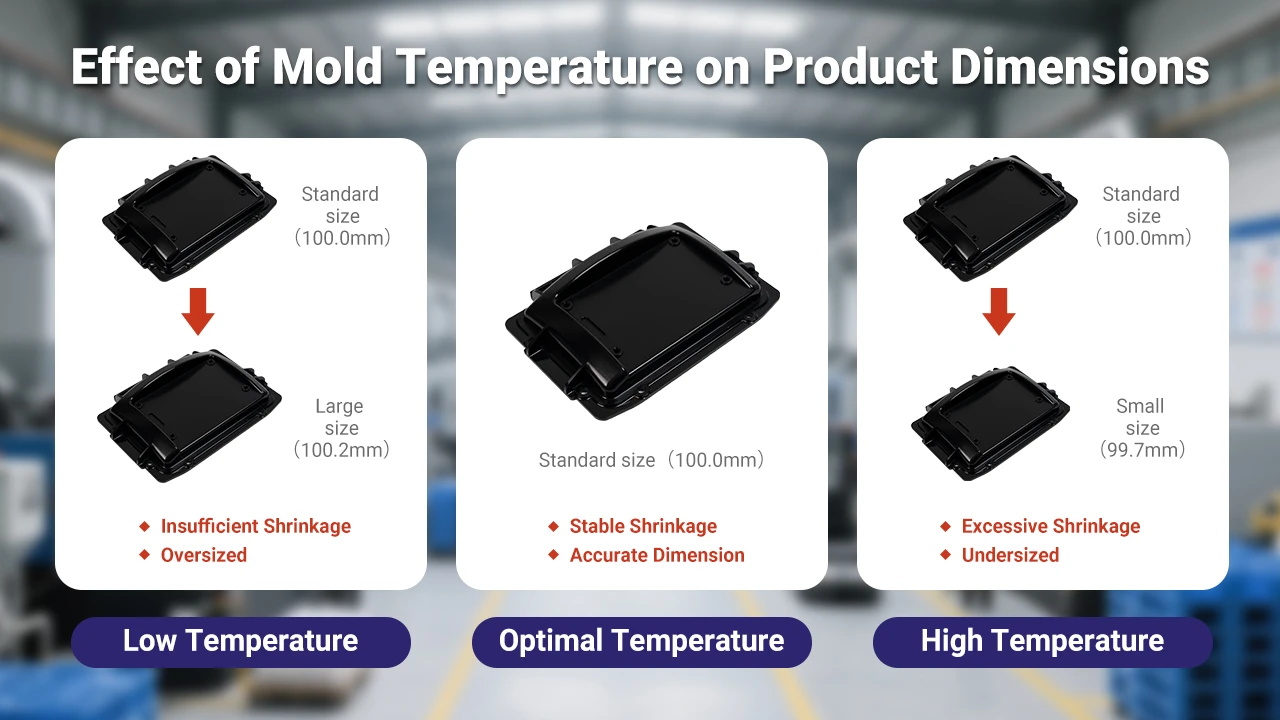
2. Wpływ na wymiary produktu
Jeśli temperatura formy jest zbyt wysoka, stopiony materiał może ulec rozkładowi termicznemu, zwiększając współczynnik skurczu w powietrzu, powodując zmniejszenie wymiarów produktu. W warunkach niskiej temperatury, jeśli wymiary części zwiększają się, jest to zazwyczaj spowodowane zbyt niską temperaturą powierzchni formy. Dzieje się tak dlatego, że przy niskiej temperaturze powierzchni formy produkt kurczy się mniej w powietrzu, więc jego wymiary są większe. Niska temperatura formy przyspiesza molekularną "orientację zamrażania", zwiększając grubość zamrożonej warstwy w gnieździe formy i utrudniając wzrost kryształów, zmniejszając w ten sposób skurcz formowania.
I odwrotnie, wysoka temperatura formy powoduje powolne chłodzenie, dłuższy czas relaksacji i niższą orientację, promując krystalizację, co skutkuje wyższym rzeczywistym skurczem. Jeśli proces trwa zbyt długo, aby ustabilizować wymiary, oznacza to słabą kontrolę temperatury formy, ponieważ forma potrzebuje więcej czasu, aby osiągnąć równowagę termiczną. Nierównomierne rozpraszanie ciepła w niektórych obszarach formy może znacznie wydłużyć cykl produkcyjny, zwiększając koszty formowania. Stabilna temperatura formy zmniejsza wahania skurczu formowania, poprawiając stabilność wymiarową.
W przypadku krystalicznych tworzyw sztucznych wysoka temperatura formy ułatwia proces krystalizacji. W pełni krystaliczne części z tworzyw sztucznych nie ulegają zmianom wymiarowym podczas przechowywania lub użytkowania. Jednak wysoka krystaliczność powoduje znaczny skurcz. W przypadku bardziej miękkich tworzyw sztucznych, niska temperatura formy podczas formowania sprzyja stabilności wymiarowej. Niezależnie od materiału, stała temperatura formy i skurcz są korzystne dla poprawy dokładności wymiarowej.
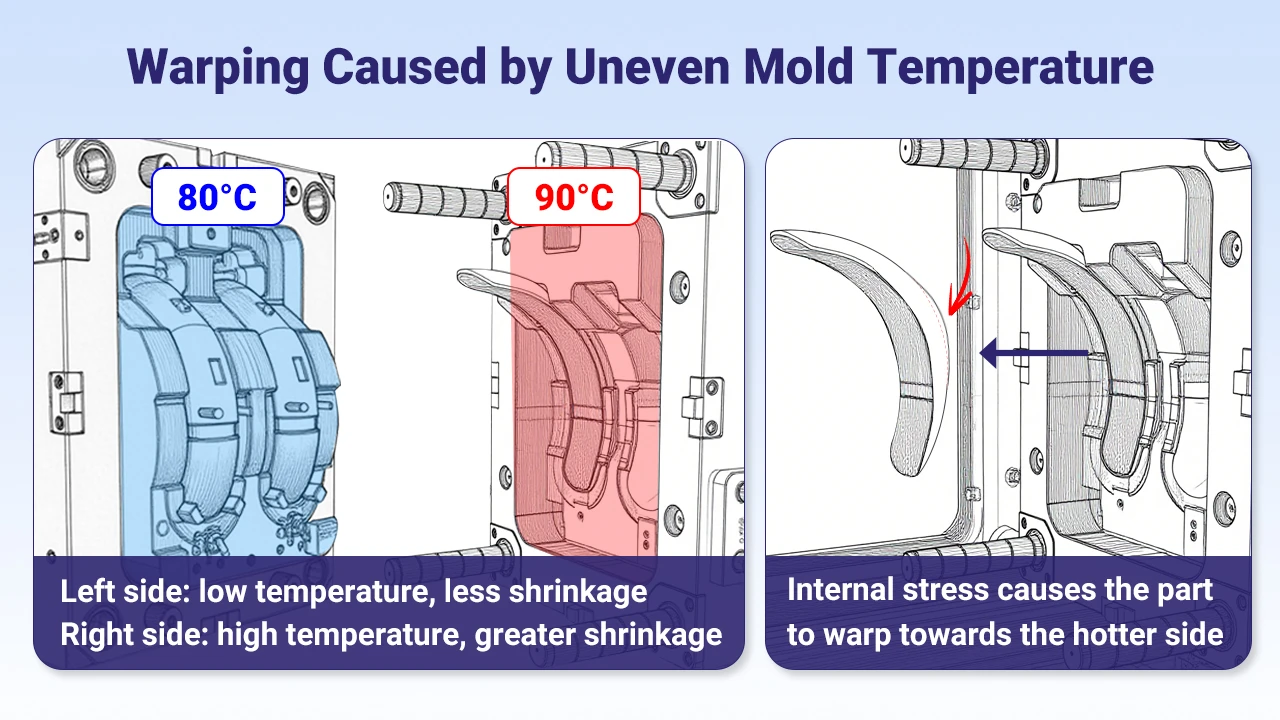
3. Wpływ na deformację
Jeśli konstrukcja układu chłodzenia jest nierozsądna lub kontrola temperatury formy jest słaba, niewystarczające chłodzenie może powodować wypaczanie i deformację plastikowych części. Kontrola temperatury formy powinna opierać się na charakterystyce strukturalnej produktu w celu określenia różnicy temperatur między rdzeniem a wnęką, rdzeniem a ścianą wnęki oraz ścianą wnęki a rdzeniem. wkładki. Pozwala to różnym prędkościom skurczu chłodzącego każdej części przeciwdziałać różnicom w skurczu orientacyjnym i uniknąć deformacji wypaczenia.
W przypadku części o symetrycznej strukturze temperatura formy powinna być stała, aby zapewnić zrównoważone chłodzenie i zmniejszenie deformacji. Nadmierna różnica temperatur formy powoduje nierównomierne chłodzenie i niespójny skurcz, generując naprężenia i prowadząc do wypaczeń, szczególnie w przypadku części o nierównej grubości ścianek i złożonych kształtach. Strona o wyższej temperaturze formy odkształci się w jej kierunku po schłodzeniu. Rozsądny dobór temperatury rdzenia i wnęki formy w zależności od potrzeb
4. Wpływ na właściwości mechaniczne (naprężenia wewnętrzne)
Niska temperatura formy sprawia, że linie spawów są widoczne, co zmniejsza wytrzymałość produktu. W przypadku krystalicznych tworzyw sztucznych wyższa krystaliczność zwiększa tendencję do pękania naprężeniowego. Aby zmniejszyć naprężenia, temperatura formy nie powinna być zbyt wysoka (np. PP, PE). W przypadku amorficznych tworzyw sztucznych o wysokiej lepkości, takich jak PC, pękanie naprężeniowe jest związane z naprężeniami wewnętrznymi, a wyższa temperatura formy pomaga zmniejszyć naprężenia wewnętrzne i tendencję do pękania naprężeniowego.
Naprężenia wewnętrzne są wskazywane przez ślady naprężeń. Jest to spowodowane różnymi szybkościami skurczu termicznego podczas chłodzenia. Po formowaniu, chłodzenie rozciąga się od powierzchni do wnętrza, przy czym najpierw kurczy się i twardnieje powierzchnia, a następnie wnętrze, generując naprężenia wewnętrzne spowodowane różnymi szybkościami skurczu. Gdy szczątkowe naprężenie wewnętrzne przekracza granicę elastyczności żywicy lub w pewnych środowiskach chemicznych, na powierzchni części z tworzywa sztucznego pojawiają się pęknięcia. Badania nad przezroczystymi żywicami, takimi jak PC i PMMA, pokazują, że wewnętrzne naprężenia szczątkowe są ściskające na warstwie powierzchniowej i rozciągające wewnątrz. Naprężenie ściskające na powierzchni zależy od warunków chłodzenia; zimna forma szybko schładza stopioną żywicę, tworząc większe szczątkowe naprężenie wewnętrzne.
Temperatura formy jest podstawowym warunkiem kontroli naprężeń wewnętrznych. Niewielkie zmiany temperatury formy znacząco zmieniają naprężenia wewnętrzne. Ogólnie rzecz biorąc, każdy produkt i żywica ma minimalny dopuszczalny limit temperatury formy dla naprężeń wewnętrznych. Podczas formowania cienkościennych części lub tych o dużych odległościach przepływu, temperatura formy powinna być wyższa niż ogólny minimalny limit.

5. Wpływ na temperaturę ugięcia cieplnego
Szczególnie w przypadku krystalicznych tworzyw sztucznych, jeśli produkty są formowane w niskich temperaturach, orientacja molekularna i krystaliczność są natychmiast zamrażane. W przypadku zastosowania w wysokiej temperaturze lub wtórnego przetwarzania, łańcuchy molekularne mogą ulec rearanżacji i krystalizacji, powodując deformację w temperaturach znacznie niższych niż temperatura materiału. temperatura ugięcia ciepła (HDT). Prawidłowym podejściem jest produkcja w zalecanej temperaturze formy zbliżonej do temperatury krystalizacji, zapewniającej odpowiednią krystalizację podczas formowania wtryskowego i unikanie postkrystalizacji i skurczu w środowiskach o wysokiej temperaturze.
Podsumowując, temperatura formy jest jednym z najbardziej podstawowych parametrów kontrolnych w procesie formowania wtryskowego i głównym czynnikiem branym pod uwagę przy projektowaniu form.
Określanie prawidłowej temperatury formy
Przy coraz bardziej złożonych formach, stworzenie odpowiednich warunków dla skutecznej kontroli temperatury formy staje się coraz większym wyzwaniem. Z wyjątkiem prostych części, system kontroli temperatury formy jest zwykle kompromisem. Poniższe sugestie mają charakter orientacyjny:
1. Podczas projektowania formy należy wziąć pod uwagę kontrolę temperatury kształtu obrabianej części.
2. W przypadku małej objętości wtrysku i dużego rozmiaru formy kluczowe znaczenie ma dobra przewodność cieplna.
3. Podczas projektowania przekroju poprzecznego płynu przechodzącego przez formę i rurę zasilającą należy pozostawić dodatkową przestrzeń. Należy unikać stosowania złączy, ponieważ znacznie utrudniają one przepływ płynu kontrolowany przez temperaturę formy.
4. Jeśli to możliwe, należy używać wody pod ciśnieniem jako czynnika kontrolującego temperaturę oraz trwałych, odpornych na wysokie ciśnienie rur i kolektorów.
5. Dostarczyć szczegółowe specyfikacje wydajności sprzętu do kontroli temperatury pasującego do formy.
6. Arkusz danych z producent form powinien zawierać niezbędne dane dotyczące natężenia przepływu. Należy stosować płyty izolacyjne na styku formy i szablonu maszyny.
7. Należy stosować oddzielne systemy kontroli temperatury dla rdzenia i wnęki.
8. Odizolować systemy kontroli temperatury po każdej stronie i na środku, aby umożliwić różne temperatury rozruchu podczas formowania.
9. Różne obwody regulacji temperatury należy łączyć szeregowo, a nie równolegle. Obwody równoległe powodują różne natężenia przepływu ze względu na różnice rezystancji, co prowadzi do większych wahań temperatury niż w przypadku połączeń szeregowych.
10. Wyświetlanie temperatury zasilania i powrotu na urządzeniu do kontroli temperatury formy jest korzystne.
11. Celem kontroli procesu jest dodanie czujnika temperatury w formie, aby wykryć zmiany temperatury podczas rzeczywistej produkcji.
Zalecana temperatura formy dla różnych materiałów
| Nazwa materiału | Temperatura formy (℃) |
|---|---|
| PP | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

Inne sugestie dotyczące określania temperatury formy
Ustalenie równowagi termicznej w formie poprzez wielokrotne wtryskiwanie, zazwyczaj co najmniej dziesięć wtrysków. Rzeczywista temperatura równowagi termicznej zależy od wielu czynników. Zmierz rzeczywistą temperaturę powierzchni formy w kontakcie z tworzywem sztucznym za pomocą termopary wewnątrz formy (2 mm od powierzchni). Bardziej powszechną metodą jest użycie ręcznego miernika wysokiej temperatury z szybko reagującą sondą. Należy mierzyć wiele punktów, a nie tylko jedną stronę lub punkt. Dostosuj temperaturę formy do odpowiedniej wartości w oparciu o ustawione standardy kontroli. Arkusz danych materiału zwykle zaleca temperatury formy, biorąc pod uwagę wykończenie powierzchni, właściwości mechaniczne, skurcz i czas cyklu.
W przypadku form produkujących precyzyjne komponenty lub spełniających surowe normy dotyczące wyglądu lub bezpieczeństwa, należy stosować wyższe temperatury formy, aby uzyskać niższy skurcz po formowaniu, wyższą jasność powierzchni i bardziej spójną wydajność. W przypadku części o niskim poziomie zaawansowania technologicznego z ograniczeniami kosztowymi, należy stosować niższe temperatury przetwarzania, zrozumieć kompromisy i sprawdzać części, aby upewnić się, że spełniają one wymagania klienta.
Podsumowanie
Regulacja temperatury formy wymaga użycia maszyny do regulacji temperatury formy. Jeśli to możliwe, w przyszłości przedstawię wybór maszyny do regulacji temperatury formy dla entuzjastów formowania wtryskowego. Jeśli uznajesz nasz profesjonalny poziom i potrzebujesz produkować części dla różnych gałęzi przemysłu, zapraszamy do odwiedzenia naszej strony. usługi formowania wtryskowego.











