

Défauts de moulage par injection sont des problèmes courants qui peuvent survenir au cours du processus de moulage par injection. Parmi eux, les marques d'enfoncement dans le moulage par injection sont un défaut très courant.
Pour les concepteurs de produits, les concepteurs de structures et les entreprises de conception, comprendre les marques d'enfoncement et autres défauts de moulage par injection permet d'améliorer les méthodes de conception et d'inspecter les produits finis ou les pièces provenant des usines de moulage par injection (voir les normes d'acceptation des pièces moulées par injection).
Pour les usines de moules et les usines de moulage par injection, il est fondamental d'analyser les marques d'enfoncement dans le moulage par injection et de résoudre parfaitement ce défaut. Chaque praticien du moulage et du moulage par injection a la responsabilité et l'obligation de maîtriser parfaitement toutes les connaissances relatives aux défauts du moulage par injection.

Vous trouverez ci-dessous un tableau des défauts les plus courants dans le domaine du moulage par injection, ainsi que des informations détaillées à leur sujet. Les personnes intéressées sont invitées à cliquer pour mieux comprendre :
| Comprendre les différents défauts du moulage par injection | ||||
|---|---|---|---|---|
| Flash | Coup court | Marque d'évier | Distorsion/Déformation | Marque de brûlure |
| Marque d'évasement / Trait d'argent | Tache foncée/Moucheture noire | Marque de débit | Bulle | Ligne de soudure |
| Différence de couleur/couleur inégale | Marque de la goupille d'éjection | |||
Qu'est-ce qu'une marque de creux dans le moulage par injection ?
Les marques d'enfoncement, les marques de rétraction ou les dépressions à la surface des pièces en plastique sont des défauts fréquents et très difficiles à éliminer au cours du processus de moulage par injection.

Préjudices causés par les marques d'évier
Les coulures rendent la surface des pièces en plastique concave et irrégulière, ce qui nuit gravement à leur apparence. Les marques de coulure trop évidentes dans le moulage par injection ne peuvent pas être dissimulées par un traitement de surface, et les traitements de surface brillants vont même amplifier les défauts.
Pour les produits de consommation tels que les machines à laver, les réfrigérateurs et les ordinateurs portables, si les utilisateurs finaux voient de nombreuses traces d'évier sur la surface, avec des surfaces inégales et des irrégularités concaves, ils percevront la qualité du produit comme médiocre, ce qui nuira gravement à l'image de la marque.
Si le produit n'est pas directement destiné aux utilisateurs finaux, mais plutôt aux entreprises clientes, le fait de voir de nombreuses traces d'évanouissement peut les amener à considérer les ingénieurs comme non professionnels et nuire à l'image de l'entreprise.
En outre, les marques d'enfoncement peuvent également affecter les dimensions de zones spécifiques des pièces en plastique, ce qui a un impact sur l'assemblage et la mise en œuvre fonctionnelle correspondante.
En résumé, les marques d'évier peuvent sembler mineures, mais leur préjudice potentiel comprend la perte d'utilisateurs et de clients, ainsi que l'incidence sur l'assemblage, etc.
Pourquoi les marques d'évier apparaissent-elles ?
Les matières plastiques doivent être fondues à l'état liquide lors du moulage par injection, et le plastique fondu doit se rétracter continuellement au cours du processus de refroidissement et de solidification. Si le l'épaisseur de la pièce en plastique est irrégulière ou que le refroidissement est inégal, différents degrés de rétrécissement peuvent se produire.

Si la surface extérieure de la pièce en plastique n'est pas suffisamment rigide pour résister à la force de traction générée par le retrait interne, le matériau de surface se déplacera vers l'intérieur, ce qui entraînera des marques d'enfoncement sur la surface sans compensation dans les processus ultérieurs. Si la surface extérieure de la pièce en plastique est suffisamment rigide, des vides se formeront à l'intérieur.
Les facteurs spécifiques contribuant aux marques d'enfoncement dans les produits sont notamment les matériaux plastiques, la conception du produit, la structure du moule et les paramètres du processus de moulage par injection.
1. Facteurs matériels contribuant aux marques d'affaissement du produit dans le moulage par injection
Lorsque le taux de retrait de la matière plastique est élevé, les marques d'enfoncement sont plus susceptibles de se produire. Le tableau 1 montre que pour le PC/ABS, lorsque l'épaisseur de la nervure de renforcement est conçue pour être égale à 50% de l'épaisseur de la paroi de base, la probabilité d'apparition de marques d'enfoncement est relativement faible. En revanche, pour le PBT, les marques d'enfoncement ne sont moins susceptibles de se produire que lorsque l'épaisseur de la nervure de renforcement est conçue pour représenter 30% de l'épaisseur de la paroi de base. Cela signifie que même une épaisseur de nervure de renforcement légèrement supérieure augmente considérablement la probabilité de formation de marques d'enfoncement.
| Matière plastique | Rétrécissement minimal | Moins de rétrécissement |
|---|---|---|
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC/ABS | 50% | 50% |
| PA | 30% | 40% |
| PA (renforcé de fibres de verre) | 33% | 50% |
| PBT | 30% | 50% |
| PBT (renforcé de fibres de verre) | 33% | 50% |
Outre le taux de rétrécissement, d'autres facteurs matériels contribuent à l'apparition de marques d'enfoncement dans les pièces moulées par injection :
- Marques de coulure dues à un séchage insuffisant du matériau.
- Marques de coulure causées par des particules de matériau trop grandes ou irrégulières, ce qui entraîne une qualité de fusion inférieure.
Conseils : Cliquez sur l'hyperlien pour obtenir des informations plus détaillées sur rétrécissement du plastique.
2. Facteurs de conception contribuant aux marques de coulure des produits
En ce qui concerne les phénomènes de marques d'évier résultant de la conception du produit, nous nous concentrerons sur l'épaisseur de la paroi.
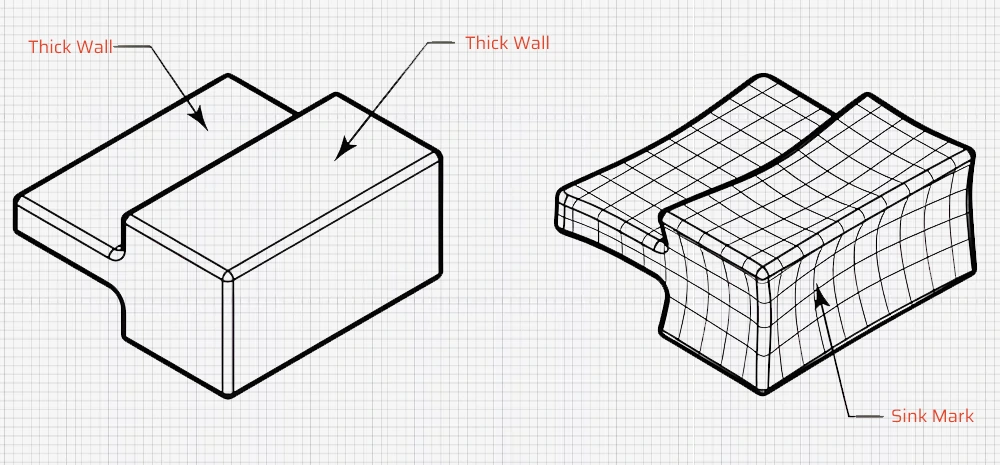
Les zones dont les parois sont localement trop épaisses se refroidissent plus lentement que les zones dont les parois sont plus minces. Les zones à parois plus minces ont déjà refroidi et se sont solidifiées, tandis que les zones à parois excessivement épaisses n'ont pas encore complètement refroidi et se sont solidifiées. Au fur et à mesure que les zones à parois excessivement épaisses continuent à se refroidir et à se solidifier, la marque d'enfoncement se produit.
Les zones où l'épaisseur de la paroi est localement excessive se trouvent le plus souvent à la racine des nervures de renforcement, à la racine des piliers, aux connexions entre les piliers et les piliers. nervures de renforcementles connexions entre les nervures de renforcement et les murs, et les connexions entre les piliers et les murs.
En outre, l'épaisseur inégale des parois entraîne un refroidissement plus rapide et un retrait moindre dans les zones à parois minces, tandis qu'un refroidissement plus lent et un retrait plus important se produisent dans les zones à parois épaisses, ce qui entraîne des marques d'enfoncement.
En résumé, une mauvaise conception entraînant des marques d'enfoncement dans les pièces moulées par injection est due aux facteurs suivants :
- Épaisseur inégale des parois due à une conception déséquilibrée du produit.
- Epaisseur excessive de conception du portail.
- Conception inappropriée de la position de l'os sans tenir compte des normes de rétrécissement du matériau, ce qui entraîne une épaisseur excessive et un rétrécissement ultérieur.
- Épaisseur excessive des positions de la colonne de vis qui n'ont pas été conçues conformément aux conceptions standard des colonnes de vis des produits en plastique.
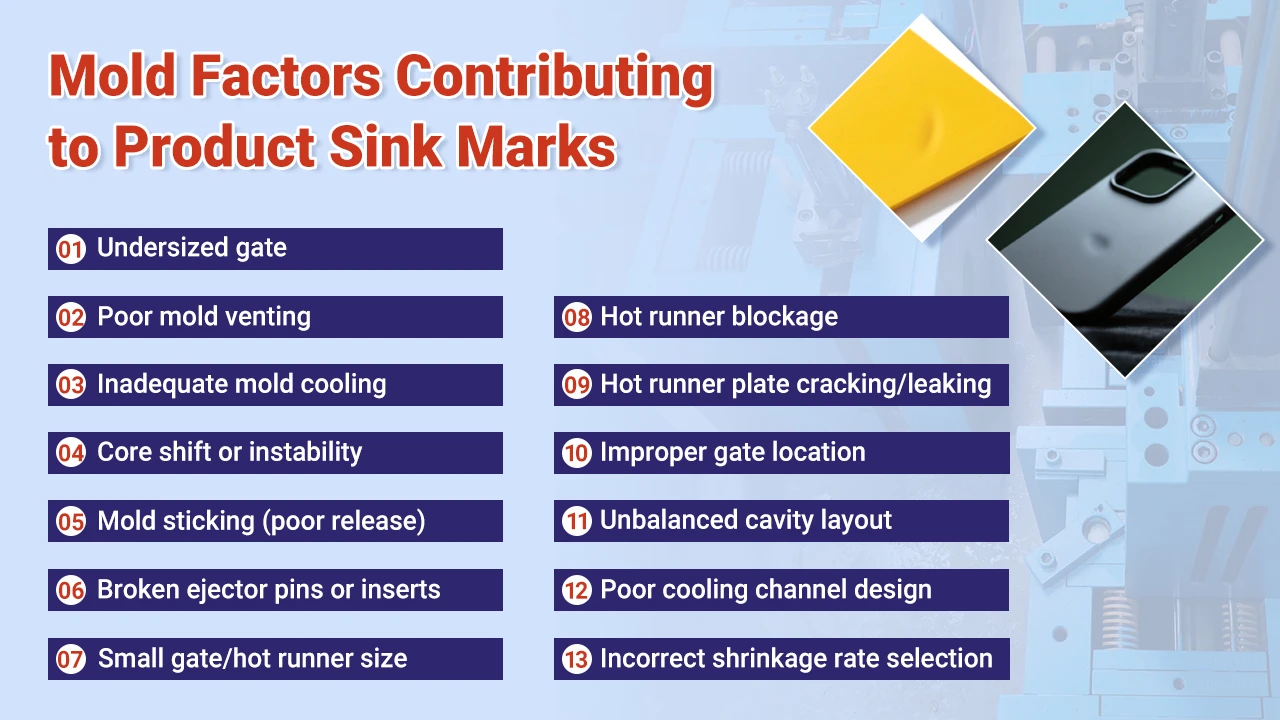
3. Facteurs de moisissure contribuant aux marques d'affaissement des produits
Les raisons des marques d'enfoncement induites par les moules dans le moulage par injection sont plus complexes et comprennent principalement :
- La petite taille de l'entrée entraîne une pression insuffisante, en particulier dans les moules pour les matériaux PC, les matériaux renforcés de fibres de verre et les matériaux thermoconducteurs.
- Une mauvaise évacuation des moisissures entraîne l'emprisonnement de l'air.
- Un refroidissement inadéquat du moule entraîne une chaleur excessive et un rétrécissement dû à la surchauffe.
- Noyau du moule décalé ou instable provoquant une injection et une extrusion biaisées.
- Les marques d'affaissement sont dues à l'adhérence de la moisissure.
- Aiguilles cassées ou inserts pour moules provoquer une épaisseur excessive et un rétrécissement ultérieur.
- La petite taille de la porte du moule ou r chaudunner provoque un remplissage inégal.
- Blocage de corps étrangers dans le canal chaud provoquant un remplissage inégal.
- Fissuration et fuite de la plaque de canaux chauds.
- Mauvaise position de l'entrée qui ne se fait pas à partir de la partie la plus épaisse, ce qui entraîne une pression insuffisante et des marques d'enfoncement.
- Disposition déraisonnable du produit entraînant une pression d'injection insuffisante dans les zones éloignées, ce qui provoque un rétrécissement. (Pour une disposition raisonnable des produits, veuillez vous référer à la conception du flux du moule d'injection).
- Une mauvaise conception des canaux d'eau de refroidissement, avec des canaux insuffisants, entraîne une augmentation excessive de la consommation d'eau. température du moule pendant la production.
- Mauvaise sélection des valeurs de retrait des matériaux lors de la conception du moule.
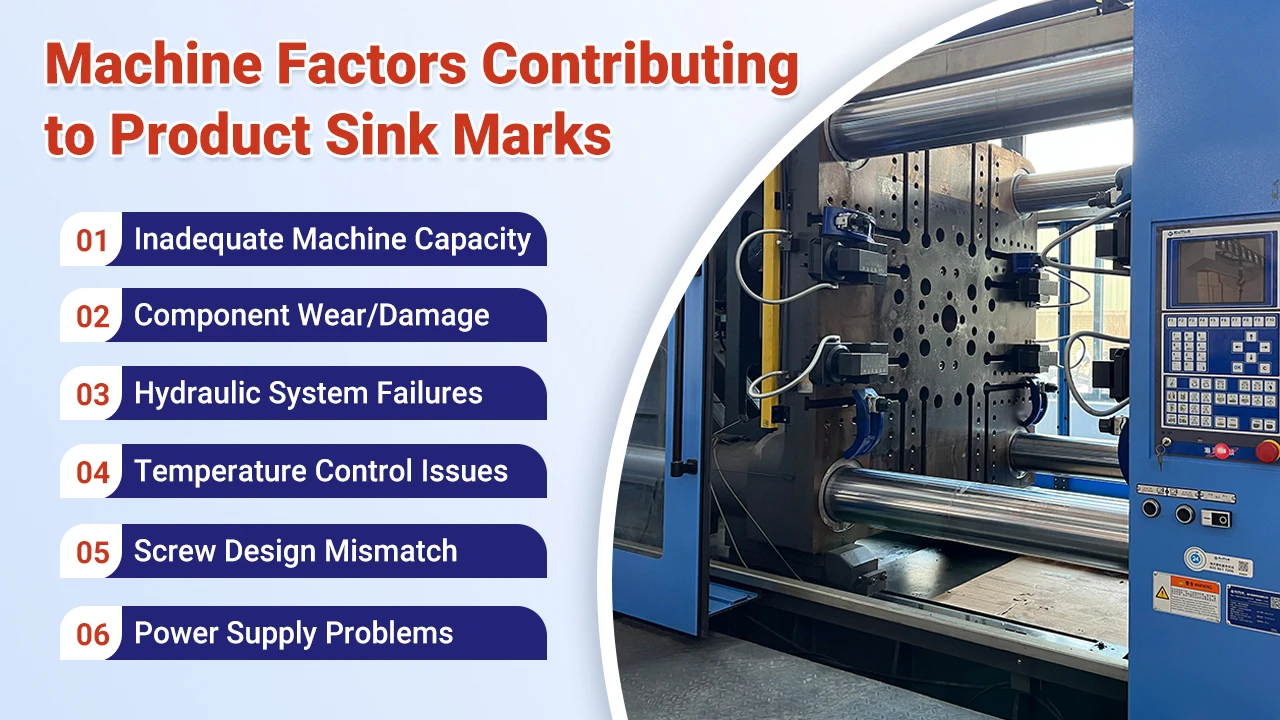
4. Facteurs machine contribuant aux marques d'affaissement du produit
- Les petites machines provoquent une pression insuffisante.
- L'usure des petites pièces (par exemple, les composants du barillet) ou la rupture des bagues d'étanchéité/de moulage peuvent provoquer un reflux, contribuant ainsi au retrait du plastique.
- Une fuite d'huile dans le cylindre d'injection provoque une pression instable et insuffisante.
- Endommagement des pales de la pompe à huile entraînant une pression insuffisante.
- Température anormale de la barrique avec une section qui ne chauffe pas, ce qui entraîne une mauvaise qualité de la fonte et des marques d'enfoncement.
- Mauvais effet de refroidissement de l'eau de refroidissement du tonneau entraînant un reflux.
- Incompatibilité entre le type de vis de machine et le plastique, comme l'utilisation d'une vis standard pour les matériaux PC.
- Tension de sortie instable provoquant une faible action d'injection.
Défauts des marques d'évier dans le moulage par injection
1. La prévention est essentielle pour les problèmes de marques de boisson
N'attendez pas que les défauts de marquage de l'évier se produisent pour les résoudre à la hâte. Bien que cela puisse résoudre le problème, cela peut aussi signifier modifier la conception des pièces en plastique, modifier les portes du moule, les canaux, etc., ce qui non seulement augmente les coûts du produit, mais prolonge également les cycles de développement du produit.
Bien entendu, il est plus probable qu'en raison de limitations structurelles et de la structure du moule ou de coûts excessifs, des modifications ne puissent pas être apportées et que le problème ne puisse être résolu que par des ajustements de la machine, qui souvent ne peuvent pas résoudre fondamentalement le problème. Le résultat final est un compromis de toutes les parties, qui acceptent le statu quo du retrait.
2. Attitude à l'égard de la marque d'évier : différentes approches pour différentes pièces en plastique
En général, un produit comprend des surfaces A, B, C et D.
- Surface A : La surface avant du produit fréquemment vue par les utilisateurs.
- Surface B : La surface latérale du produit.
- Surface C : La surface inférieure du produit.
- Surface D : Surface non externe du produit, telle que les surfaces internes et les composants structurels.
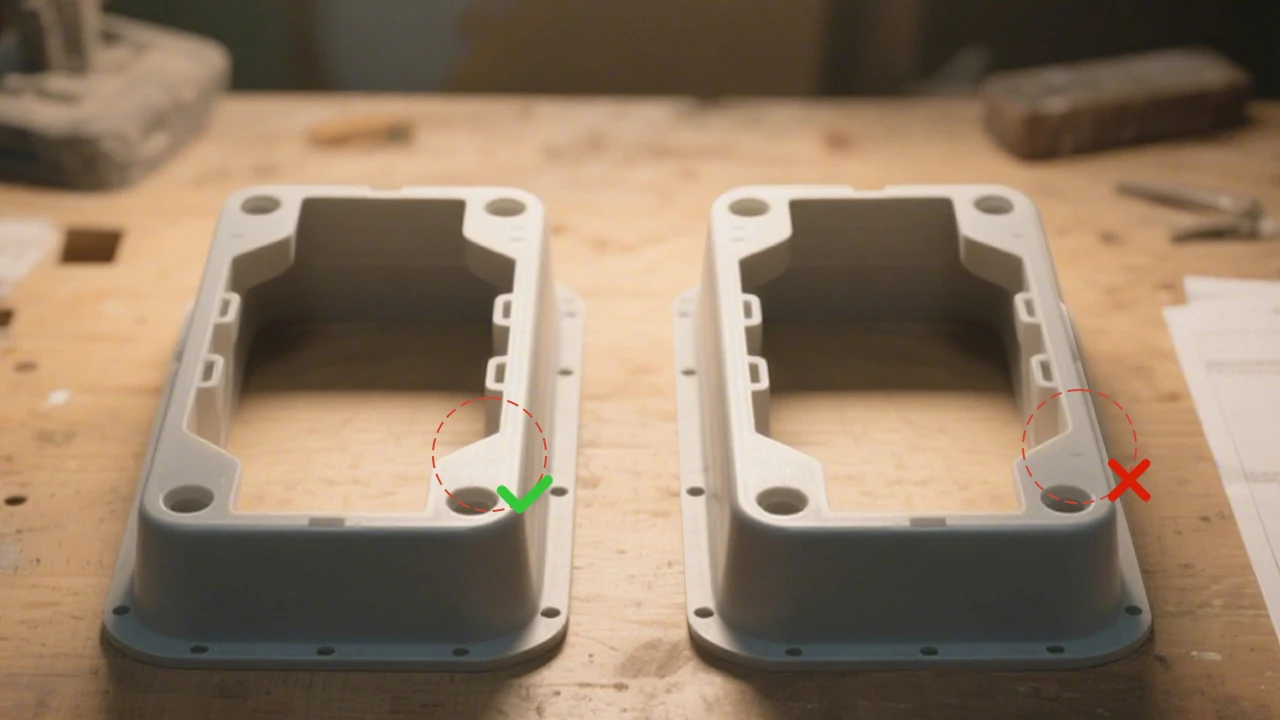
Il est évident que les exigences en matière de moulage par injection des marques d'évier varient selon les domaines des pièces en plastique. C'est pourquoi il n'est pas possible d'adopter une approche uniforme en matière de conception, en particulier lorsqu'il existe un conflit entre l'apparence et la résistance. Par exemple, pour améliorer la résistance d'une pièce en plastique, l'épaisseur des nervures de renforcement peut être légèrement augmentée, ou des filets peuvent être ajoutés à la base des nervures de renforcement. Toutefois, cela entraîne inévitablement des marques d'enfoncement. Par conséquent, pour les surfaces d'aspect critique telles que la surface A, l'épaisseur des nervures de renforcement doit être réduite, ou les filets peuvent même être entièrement supprimés. Pour les composants structurels internes, la solidité est primordiale et il peut donc être nécessaire d'augmenter légèrement l'épaisseur des nervures de renforcement, tout en ajoutant des filets à la base.
3. Considération globale
La prévention des problèmes de marques d'enfoncement nécessite une réflexion globale. Aborder la question dans une seule direction ne permet pas d'éviter fondamentalement les problèmes de marques d'enfoncement.
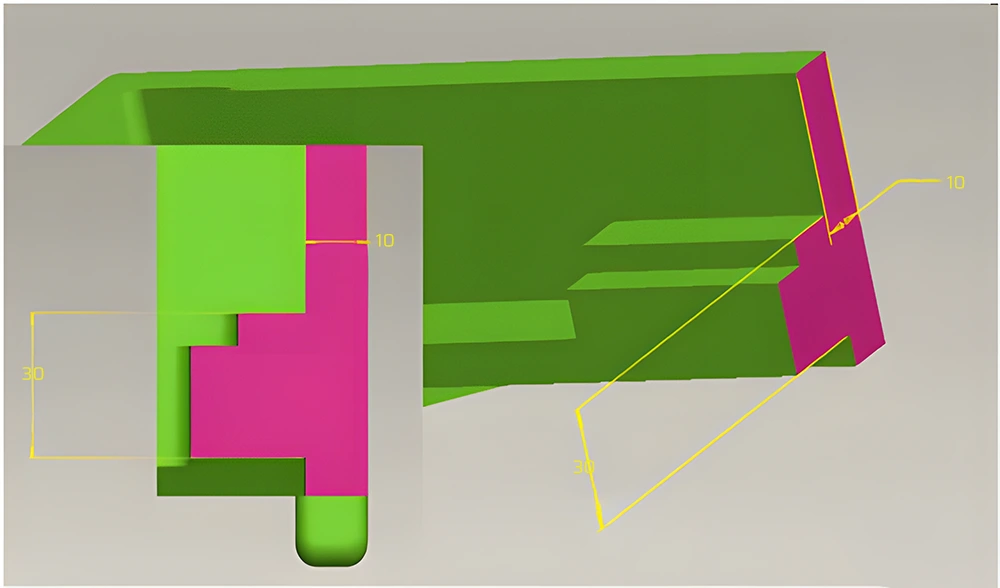
4. La meilleure solution consiste à partir de la conception des pièces en plastique
Bien que les problèmes de marques d'enfoncement puissent être résolus par une conception ultérieure du moule et un ajustement des paramètres de moulage par injection, ce n'est pas toujours le cas. Une chose est sûre : cela peut facilement augmenter le coût des pièces en plastique, ce qu'il convient d'éviter.
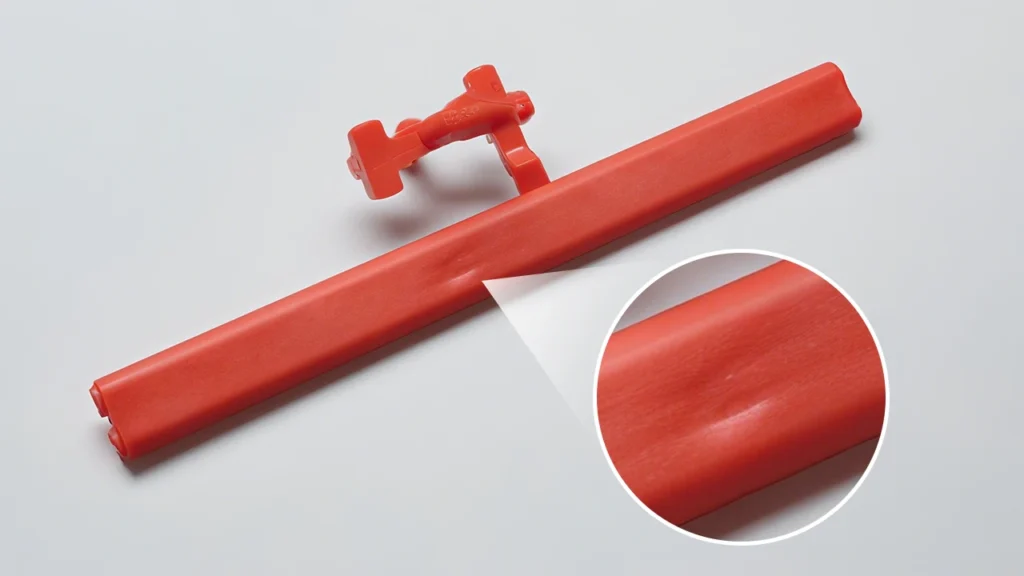
Par exemple, dans le cas de la plaque de guidage de la lumière illustrée dans la figure, des marques d'enfoncement se sont produites pendant le moulage par injection en raison d'une mauvaise conception de la pièce en plastique, avec une épaisseur de paroi localement excessive. Pour résoudre le problème des marques d'enfoncement, le moule a été modifié pour augmenter le diamètre de la porte et du canal de coulée, ce qui a permis d'atténuer quelque peu les marques d'enfoncement, mais pas de manière significative. Cette modification a toutefois entraîné une augmentation de la taille du canal de coulée, ce qui a encore accru le cycle de moulage. La plaque de guidage de la lumière pèse 0,6 gramme, tandis que la coulée pèse jusqu'à 22 grammes, avec un temps de refroidissement d'environ 45 secondes. Une production basée sur de telles données entraînerait des coûts de matériaux et de traitement extrêmement élevés.
5. Collaboration au sein de l'équipe
La prévention des défauts de marquage repose sur une coopération sincère entre les ingénieurs chargés de la conception des produits, les ingénieurs chargés des moules, les ingénieurs chargés du moulage par injection, les fournisseurs de matières plastiques et d'autres départements ainsi que les fournisseurs.
Lors de la conception des pièces en plastique, les ingénieurs concepteurs de produits doivent d'abord s'informer auprès des fournisseurs de matières plastiques sur les caractéristiques de ces dernières, y compris sur les caractéristiques de rétrécissement. En général, les fournisseurs de matières plastiques disposent de connaissances et de compétences approfondies pour traiter les différents défauts.
Lors de la conception de pièces plastiques spécifiques, les ingénieurs concepteurs de produits doivent suivre des règles et des lignes directrices spécifiques pour la conception détaillée de pièces plastiques, telles que le respect des lignes directrices selon lesquelles l'épaisseur des nervures de renforcement ne doit pas être trop importante. En cas de doute ou d'incertitude sur la conception, les ingénieurs chargés de la conception des produits doivent demander conseil aux ingénieurs en moulage, aux ingénieurs en moulage par injection, aux fournisseurs de matières plastiques, etc. Lors des revues de conception, toutes les parties doivent être invitées à participer.
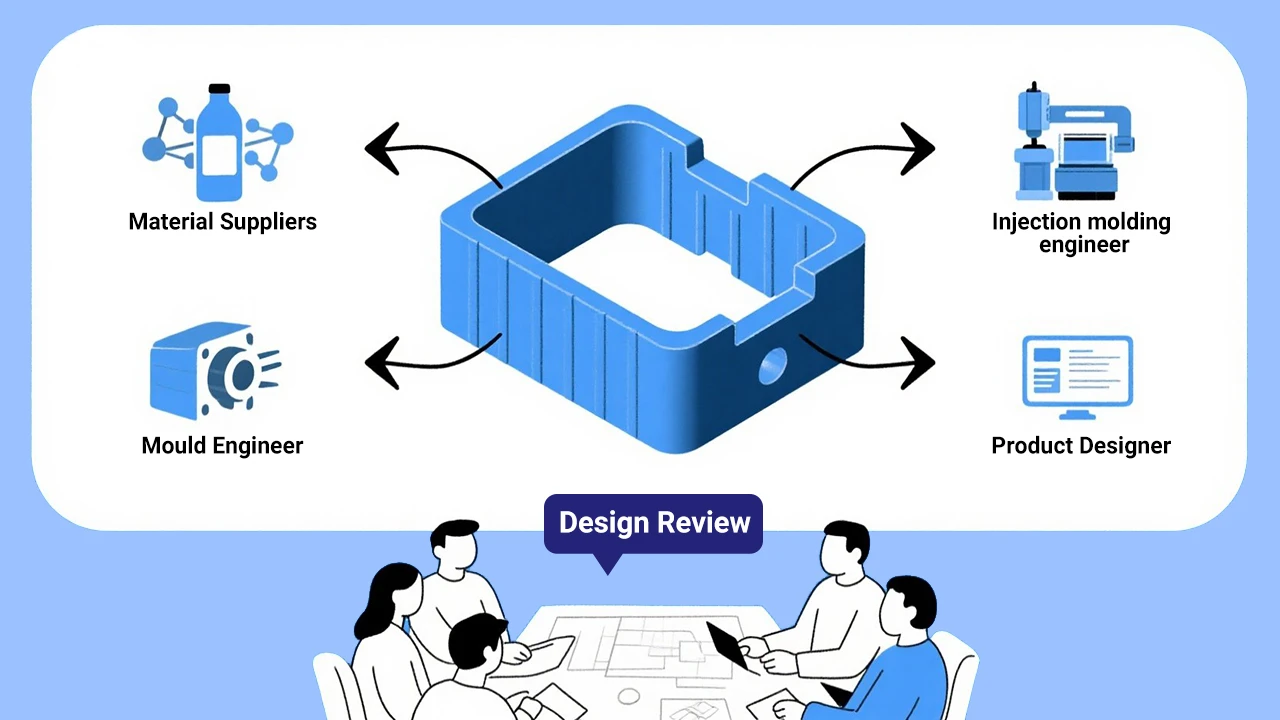
Une fois les pièces plastiques conçues dans un logiciel 3D, les ingénieurs chargés de la conception des produits doivent définir avec précision les exigences en matière d'apparence des pièces plastiques dans des dessins 2D, en informant les ingénieurs en charge des moules des exigences spécifiques en matière de marques d'évier. Les ingénieurs mouliste peuvent ainsi envisager la conception de la structure du moule sur la base de ces informations, notamment la taille, la position et le nombre de portes, la taille des patins et la structure des canaux d'eau de refroidissement.
Pendant essais de moulageEn outre, toutes les parties susmentionnées devraient aborder conjointement les problèmes potentiels liés aux marques d'évier sur le site.
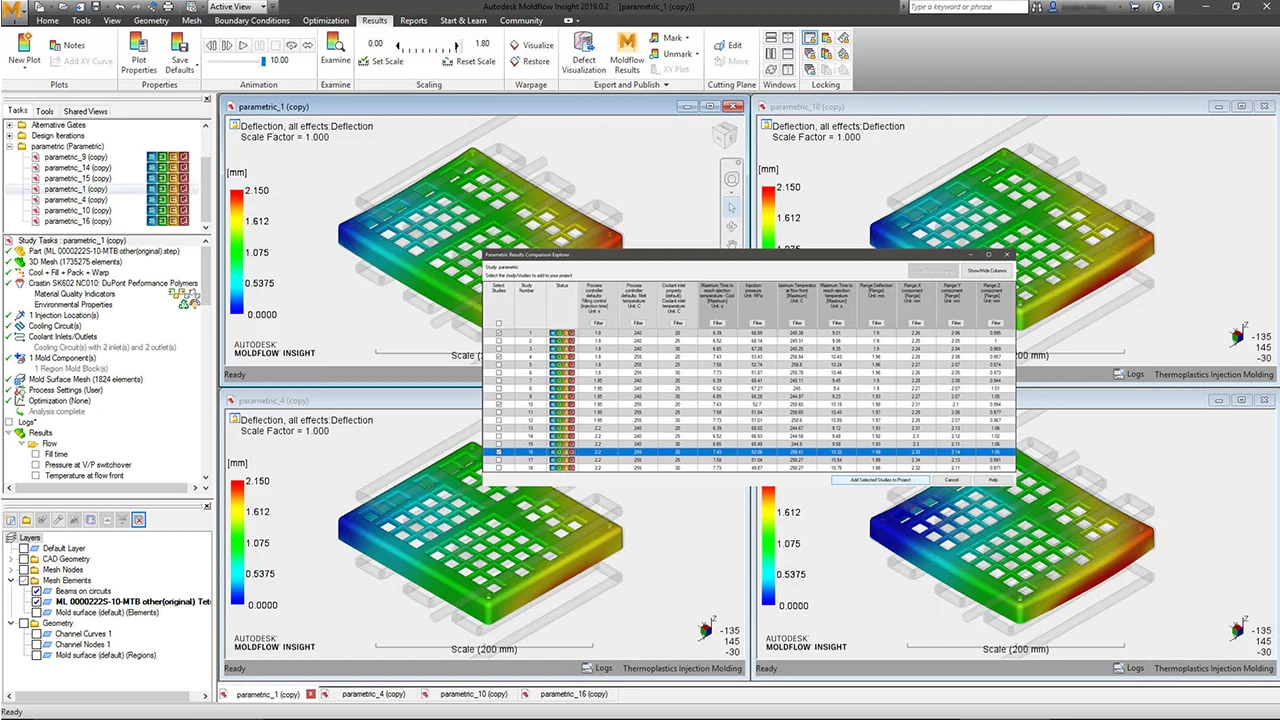
6. Utilisation d'un logiciel d'analyse de l'écoulement des moules
Dans la prévision et le traitement des défauts des marques d'évier, analyse du flux des moules est un outil très utile.
Sur la base des pièces en plastique et des conceptions de moules existantes, l'utilisation d'un logiciel d'analyse de l'écoulement des moules (tel que Moldflow) peut permettre de prédire l'ampleur de la marque d'enfoncement. Si la marque d'enfoncement dépasse les exigences d'apparence, il est possible de demander l'optimisation de la conception de la pièce en plastique (par exemple, évider là où la paroi est épaisse) et de la conception du moule (par exemple, ajuster la position et la taille des portes).
En résumé
La probabilité d'apparition de marques d'enfoncement dans le moulage par injection est équivalente à celle d'un flash. La prévention et la résolution des problèmes liés aux marques d'enfoncement dans le moulage par injection nécessitent une compréhension complète des caractéristiques de rétrécissement des matériaux. Bien qu'il soit possible d'obtenir en ligne des données sur le taux de retrait des matériaux, le taux de retrait réel d'un même matériau utilisé dans différentes parties d'un produit peut varier.
First Mold va compiler un tableau complet des "taux de rétrécissement réels de différents produits en plastique", basé sur des années d'expérience en matière de production de moulage par injection. Restez à l'écoute pour obtenir ces informations.











