
Ślady po oparzeniach nie są powszechne wada formowania wtryskowego. W rezultacie wielu praktyków z branży form i form wtryskowych nie jest z nim zaznajomionych. Chociaż ślady wypalania nie są związane ze strukturą produktu, FirstMold nadal wzywa projektantów produktów, projektantów konstrukcji i projektantów mechanicznych do zapoznania się z nimi.
Jeśli jesteś zainteresowany innymi wadami formowania wtryskowego, kliknij linki w poniższej tabeli, aby dowiedzieć się więcej.
| Poznaj różne wady formowania wtryskowego | ||||
|---|---|---|---|---|
| Flash | Krótki strzał | Sink Mark | Wypaczenie/Deformacja | Burn Mark |
| Splay Mark/Silver Streak | Ciemny punkt/czarna plamka | Flow Mark | Bańka | Weld Line |
| Różnica kolorów/nierówny kolor | Znak sworznia wyrzutnika | |||
Czym są ślady wypalenia w formowaniu wtryskowym?
Ślady przypalenia odnoszą się do ciemnych lub czarnych śladów powstających na końcu ścieżki przepływu lub w obszarach uwięzionego gazu podczas procesu formowania wtryskowego z powodu słabego odpowietrzenia formy lub zbyt szybkiego wtrysku, gdy powietrze wewnątrz formy nie ma czasu na ucieczkę i nagle nagrzewa się pod wysokim ciśnieniem (w skrajnych przypadkach temperatury mogą osiągnąć nawet 3000 stopni). Przegrzane sprężone powietrze spala stopiony materiał.

Czy ślady przypalenia mają wpływ na produkt?
Ślady przypalenia na częściach formowanych wtryskowo mogą wpływać na wygląd i jakość produktu. Dotknięte obszary mogą wykazywać różne kolory i tekstury, takie jak czernienie, żółknięcie lub szorstkość, co może zmniejszyć estetykę produktu; jak pokazano na poniższym obrazku, wygląd jest znacznie zmieniony po wystąpieniu śladów przypalenia;
Wypalenia na częściach formowanych wtryskowo mogą również wpływać na wydajność i niezawodność produktu. Uszkodzone obszary mogą zmieniać właściwości fizyczne i chemiczne części formowanych wtryskowo, takie jak zmniejszenie ich wytrzymałości, odporności na ciepło lub korozję, co może wpływać na użyteczność produktu;
Wypalenia na częściach formowanych wtryskowo mogą również wpływać na wydajność produkcji i kontrolę kosztów; problemy z wypaleniami mogą prowadzić do złomowania lub ponownej obróbki części formowanych wtryskowo, zwiększając koszty produkcji.
Przyczyny powstawania śladów po oparzeniach
1. Czynniki związane ze sprzętem
a) Z powodu nieprawidłowego działania lub uszkodzenia termopar, systemów kontroli temperatury i systemów grzewczych, powodujących miejscowe przegrzanie cylindra,
b) Uszkodzenie ślimaka, wahadła rozdzielającego i pierścienia kontrolnego, powodujące zatrzymanie materiału.
c) Słabe dopasowanie między dyszą a tuleją głównego kanału formy, powodujące nieprawidłowe ścinanie.
d) Szczeliny między śrubą a lufą, poluzowanie połączeń gwintowych w lufie, powodujące zatrzymanie stopu i rozkład w wyniku długotrwałego ogrzewania.
e) Metalowe ciała obce utknęły w rowkach śrub lub z przodu lufy, powodując nieprawidłowe wyrzucanie materiału i jego rozkład.
2. Czynniki związane z pleśnią
a) Słaba wentylacja formy, adiabatyczna kompresja tworzywa sztucznego i spalanie w wyniku intensywnych reakcji z tlenem w wysokiej temperaturze i pod wysokim ciśnieniem.
b) Konstrukcja i lokalizacja wrót powinny w pełni uwzględniać stan przepływu stopu i wydajność odpowietrzania formy podczas projektowania formy.
c) Niewystarczające odpowietrzenie formy lub nieprawidłowe ustawienie, a także zbyt duża prędkość napełniania powodują, że adiabatycznie sprężone powietrze wewnątrz formy wytwarza gazy o wysokiej temperaturze, co prowadzi do rozkładu żywicy i zwęglenia.
d) Otwory wentylacyjne formy zablokowane przez środki antyadhezyjne i zanieczyszczenia na powierzchni formy, powodujące słabą wentylację.
3. Czynniki związane z procesem formowania
a) Pęknięcie stopu prowadzące do oparzeń
Pękanie stopu może wystąpić, gdy stop jest wtryskiwany do dużej wnęki przy dużych prędkościach i ciśnieniach, powodując poprzeczne pęknięcia powierzchni i tworząc pęcherze, zwłaszcza gdy niewielka ilość stopu jest wtryskiwana do dużej wnęki.
Zjawisko to wynika z elastycznego odkształcenia stopionego polimeru. Gdy stopiony polimer przepływa w cylindrze, część znajdująca się w pobliżu ścianki cylindra, narażona na większe tarcie i wolniejsze prędkości przepływu, podlega znacznym naprężeniom. Po wyrzuceniu naprężenie to zanika, ale centralny stop nadal płynie z dużą prędkością, ciągnąc za sobą wolniej poruszający się stop peryferyjny. Powoduje to szybką zmianę prędkości przepływu i znaczne wahania naprężeń w całym stopionym materiale. Jeśli naprężenie przekracza zdolność stopu do wytrzymania go, następuje pęknięcie stopu.
b) Wpływ prędkości wtrysku
Gdy stopiony materiał jest wtryskiwany do wnęki z małą prędkością, stan przepływu stopionego materiału jest laminarny. prędkość wtrysku wzrasta do pewnego poziomu, stan przepływu stopniowo staje się turbulentny. Ogólnie rzecz biorąc, części z tworzyw sztucznych utworzone w warunkach przepływu laminarnego mają gładszą i jaśniejszą powierzchnię, podczas gdy w warunkach turbulentnych nie tylko bardziej prawdopodobne jest wystąpienie pęcherzy na powierzchni, ale także bardziej prawdopodobne jest tworzenie się kieszeni gazowych wewnątrz części z tworzyw sztucznych. Dlatego prędkość wtrysku nie powinna być zbyt wysoka, a stopiony materiał powinien być kontrolowany w celu wypełnienia formy w warunkach przepływu laminarnego.
c) Zbyt wysoka temperatura stopionego materiału, która może spowodować jego rozkład i zwęglenie, prowadząc do powstawania pęcherzy na powierzchni plastikowych części.
d) Rozkład materiału spowodowany zbyt długim czasem przebywania w bębnie podczas wydłużonych cykli.
4. Wpływ surowców
a) Wysoka zawartość wilgoci i substancji lotnych w surowcach.
b) Wysoki wskaźnik topnienia, dobra płynność stopu, utrudniająca wydalanie gazów.
c) Dodatki z tworzyw sztucznych, barwniki zawierające substancje lotne i wilgoć, nieodporne na wysokie temperatury powodujące rozkład.
Środki poprawy w przypadku śladów po oparzeniach
1. Podczas pustych zastrzyków pojawiają się ślady oparzeń
a) Sprawdź, czy dysza nie jest zatkana.
b) Sprawdź, czy śruba, pierścień kontrolny, bębenek itp. nie są uszkodzone.
c) Sprawdź system grzewczy, przewody czujników temperatury, termopary, pierścienie grzewcze i ustawienia temperatury plastyfikacji pod kątem nieprawidłowości.
d) Sprawdzić, czy surowiec, proszek barwiący, koncentrat itp. nie zawierają łatwo rozkładających się substancji i rozważyć zastąpienie ich innymi materiałami w celu wyeliminowania tego problemu.
e) Sprawdzić, czy przeciwciśnienie nie jest zbyt wysokie, prędkość obrotu zasobnika nie jest zbyt wysoka lub czas wstępnej plastyfikacji nie jest zbyt długi, powodując rozkład surowca i karbonizację.
2. Ślady przypalenia w formie
a) Dla formy gorącokanałowe, sprawdzić, czy gorący kanał i regulator temperatury nie wykazują nieprawidłowości.
b) W przypadku form zimnokanałowych należy sprawdzić kanał i bramę pod kątem uszkodzeń itp.
3. Ślady przypalenia na produkcie
a) Jeśli na krawędziach produktu pojawią się ślady przypalenia, należy rozważyć zwiększenie wentylacji i zmniejszenie prędkości wtrysku.
b) Jeśli ślady przypalenia występują w środku produktu, należy rozważyć zmianę wkładu wylotowego lub dodanie sworznia wyrzutnika wylotowego i zastosować wtrysk segmentowy w procesie, zmniejszając prędkość wtrysku w miejscu śladu przypalenia.
c) Jeśli na końcu produktu pojawią się ślady przypalenia, zalecamy wyczyszczenie rowków odpowietrzających formy i zmniejszenie siły zacisku.
Analiza przypadku śladów poparzeń

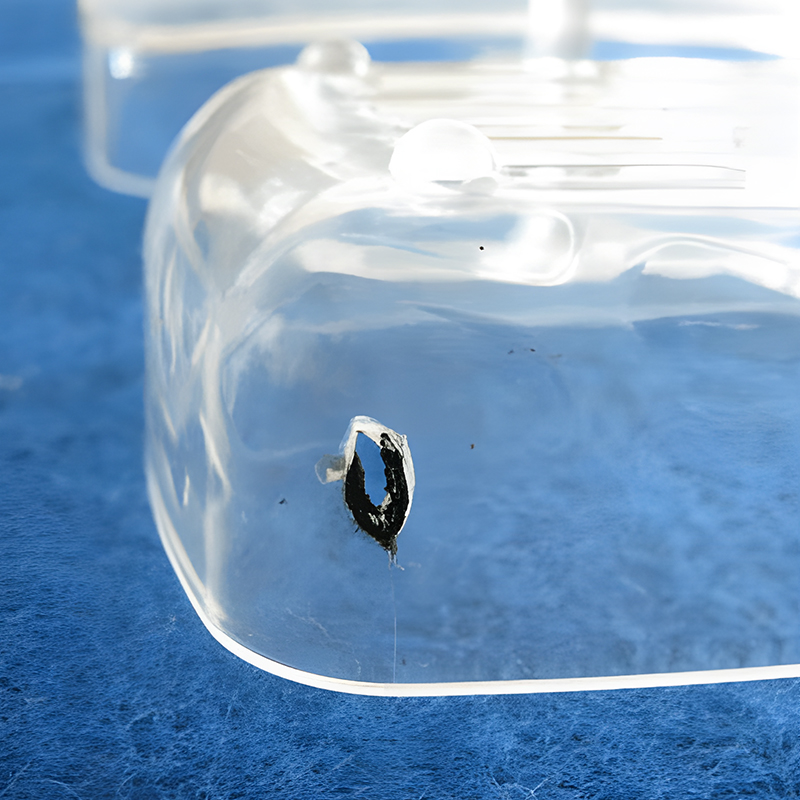
Wprowadzenie do produktu
Powyższy obraz przedstawia przypadek wypalenia produktu. Prawy obraz jest zbliżeniem lewego obrazu.
Materiał produktu to PBT, rodzaj złącza o grubych ściankach i powierzchni o drugorzędnym wyglądzie. Ze względu na wymagania klienta dotyczące wysokiej jakości, zauważalne wady powierzchni produktu są niedopuszczalne.
Warunki formowania są następujące.
a. Temperatura formowania: 60 ~ 80 ℃.
b. Temperatura materiału: 240 ~ 260 ℃.
c. Prędkość wtrysku w trzech etapach: pierwszy etap 180 mm/s, drugi etap 135 mm/s, trzeci etap 40 mm/s.
d. Czas wtrysku: 1,5~3 s.
e. Ciśnienie wtrysku: 1300 ~ 1500 kgf/cm².
Problemy z produktem
Na zdjęciu produktu widoczne są niewielkie ślady przypalenia wewnątrz czerwonego okręgu, których klient nie akceptuje.
Przyczyny i strategie
(1) Analiza przyczyn
Podczas początkowego próba pleśniPrzeprowadzono analizę szablonu przepływu, która wykazała, że lokalizacja śladów wypalenia na końcowej linii wtopienia produktu była głównie spowodowana tym, że gazy nie mogły wydostać się z zaznaczonego miejsca w gnieździe formy, powodując uwięzione ślady wypalenia gazu.
(2) Strategie rozwiązań
Ponieważ produkt i struktura formy zostały już potwierdzone przez klienta i nie można ich zmienić, problem można rozwiązać jedynie poprzez dostosowanie procesów odpowietrzania formy i formowania wtryskowego.
Rozszerz szczeliny wentylacyjne w ścieżce przepływu formy, powierzchni podziału formy i kołkach wypychacza tak bardzo, jak to możliwe, zmniejszając ilość końcowego odpowietrzenia, aby złagodzić dotkliwość śladów przypalenia.
Dostosować proces formowania wtryskowego do wtrysku wieloetapowego. Ze względu na grubość produktu, podczas dwóch ostatnich etapów wtrysku należy stosować niskie lub nawet niższe prędkości, aby zmniejszyć nasilenie śladów wypalenia.
Słowa końcowe
Jestem Lee Young z FirstMold, pracuję sumiennie każdego dnia. Opierając się na książkach, podręcznikach i praktycznym doświadczeniu warsztatowym, podsumowałem wiele zestawów doświadczeń zawodowych w celu łatwego odniesienia i nauki. Dla tych, którzy uczą się o formowaniu wtryskowym, formach, projektowaniu strukturalnym produktu i projektowaniu form, ważne jest, aby czytać, ćwiczyć i próbować więcej, i nie bać się porażki. Mam nadzieję, że moje doświadczenie będzie pomocne.











