

Grubość ścianki produktu z tworzywa sztucznego jest krytyczną cechą konstrukcyjną często omawianą i uwzględnianą w projektowaniu konstrukcji produktów z tworzyw sztucznych. Reprezentuje ona wartość grubości między zewnętrzną i wewnętrzną ścianą części z tworzywa sztucznego. Grubość ścianki jest podstawowym parametrem określającym całkowitą grubość produktu i jest często określana podczas procesu projektowania konstrukcji.
Zrozumienie znaczenia charakterystyki grubości ścianek ma kluczowe znaczenie w projektowaniu strukturalnym produktów z tworzyw sztucznych podczas projektowania form i procesu formowania wtryskowego, ponieważ odgrywa ważną rolę w produkcji elementów z tworzyw sztucznych przy użyciu szeroko stosowanej metody formowania wtryskowego.
Zewnętrzna ściana części skorupowej działa jak zewnętrzna skóra, podczas gdy wewnętrzna ściana działa jak szkielet strukturalny. Możemy zastosować obróbkę powierzchni ściany zewnętrznej, aby uzyskać różne efekty wyglądu. Inne struktury wewnątrz części, takie jak ścięgna, śruby i klamry, są połączone w celu uzyskania wytrzymałości i mogą być wypełnione podczas formowania wtryskowego. Bez specjalnych wymagań, takich jak rozpraszanie ciepła lub montaż, ściany wewnętrzne i zewnętrzne są zwykle projektowane jako jednolita całość, aby zapewnić wystarczającą wytrzymałość i chronić części wewnętrzne.
W przypadku części wewnętrznych, które często służą jako łożyska lub wsporniki łączące, istnieje mniej rygorystycznych wymagań dotyczących ścian wewnętrznych i zewnętrznych. W zależności od konkretnej sytuacji ściany wewnętrznej lub zewnętrznej, możemy tworzyć konstrukcje takie jak wzmocnienia, śruby lub klamry. Jednak w celu ułatwienia produkcji i wytwarzania, ściana zewnętrzna jest zazwyczaj zaprojektowana tak, aby była jak najprostsza. W razie potrzeby możemy dostosować się do kąt zanurzenia wnęki i rdzenia lub wdrożyć projekty, takie jak kołki wypychające we wnęce lub klamry w rdzeniu.
Zarówno w przypadku części skorupowych, jak i wewnętrznych, grubość ścianki odgrywa kluczową rolę w zapewnieniu powierzchni wyrzutowej dla sworzni wypychacza, zapewniając płynne wyrzucanie części z formy.
Zasady projektowania grubości ścianek produktów z tworzyw sztucznych
W projektowaniu strukturalnym części z tworzyw sztucznych grubość ścianki jest krytycznym parametrem, który służy jako podstawa projektu. Inne struktury są tworzone w oparciu o wybraną grubość ścianki. Grubość ścianki znacząco wpływa na właściwości mechaniczne, formowalność, wygląd i koszt części z tworzyw sztucznych. Dlatego grubość ścianki powinna być starannie rozważona i zaprojektowana zgodnie z tymi czynnikami.
Jeśli chodzi o znaczenie grubości ścianki, wspomniano, że powinna ona mieć określoną wartość. Jeśli istnieje tylko jedna wartość, oznacza to jednolitą grubość ścianki w całej części. Jeśli jednak istnieje wiele wartości, sugeruje to, że grubość ścianki nie jest jednolita, a różne sekcje części mają różną grubość. Powinniśmy starać się zrozumieć zasady projektowania grubości ścianek, aby zapewnić optymalną wydajność i funkcjonalność części z tworzywa sztucznego.
W oparciu o zasadę wydajności mechanicznej
Jak wspomniano wcześniej w odniesieniu do grubości ścianek, kluczowe jest, aby zarówno powłoka, jak i części wewnętrzne miały wystarczającą wytrzymałość. Zdolność do wytrzymania siły uwalniania podczas formowania jest kluczowym czynnikiem, który należy wziąć pod uwagę. Zazwyczaj zbyt cienkie części są podatne na odkształcenia podczas wyrzucania. Ogólnie rzecz biorąc, zwiększenie grubości ścianki zwiększa wytrzymałość części (przy około 33% wzrostu wytrzymałości na każde 10% wzrostu grubości ścianki). Jednak przekroczenie określonego zakresu grubości ścianek może skutkować problemami jakościowymi, takimi jak znaki zlewu i porowatość, zmniejszając wytrzymałość części i zwiększając jej wagę.
W konsekwencji prowadzi to do dłuższych cykli formowania wtryskowego i wyższych kosztów materiałowych. Poleganie wyłącznie na zwiększonej grubości ścianek w celu wzmocnienia części z tworzyw sztucznych nie jest najbardziej optymalnym rozwiązaniem. Zamiast tego zaleca się stosowanie cech geometrycznych, takich jak żebra, krzywe, pofałdowane powierzchnie i wzmocnienia w celu zwiększenia sztywności.
W sytuacjach, w których przestrzeń i inne czynniki nie pozwalają na zastosowanie alternatywnych podejść, wytrzymałość części osiąga się głównie poprzez odpowiednią grubość ścianki. W takich przypadkach, jeśli wytrzymałość ma kluczowe znaczenie, zaleca się określenie odpowiedniej grubości ścianki za pomocą symulacji mechanicznej, przy jednoczesnym przestrzeganiu podstawowych zasad formowalności.
W oparciu o zasadę formowalności wtryskowej
W rzeczywistości grubość ścianki to grubość wnęki utworzonej przez rdzeń i wnękę. Grubość ścianki powstaje, gdy stopiona żywica wypełnia wnękę i stygnie, tworząc część.
1) Jak płynie stopiona żywica podczas procesu napełniania wtryskowego?
W przypadku formowania wtryskowego przepływ tworzywa sztucznego w gnieździe formy można często określić jako przepływ laminarny. Przepływ laminarny odnosi się do płynnego, uporządkowanego ruchu warstw cieczy przylegających do siebie, przy minimalnym mieszaniu lub turbulencjach. Zgodnie z zasadami mechaniki płynów, przepływ laminarny występuje, gdy warstwy cieczy ślizgają się względem siebie pod wpływem naprężeń ścinających. Naprężenie ścinające to siła, która powoduje odkształcanie i przesuwanie się materiału wzdłuż płaszczyzny równoległej do działającej siły, która jest również znana jako naprężenie styczne. Ważne jest, aby pamiętać, że chociaż przepływ laminarny jest powszechnym przybliżeniem, w niektórych przypadkach, takich jak w przypadku dużych prędkości przepływu lub złożonych geometrii, zachowanie przepływu może odbiegać od przepływu laminarnego i wykazywać charakterystykę turbulentną.

Podczas procesu formowania wtryskowego, gdy stopiona żywica wpływa do gniazda formy, wchodzi w kontakt ze ściankami prowadnicy lub gniazda formy. Warstwa stopionej żywicy przylegająca do ścianki prowadnicy lub ścianki gniazda formy ulega schłodzeniu i zaczyna krzepnąć. To krzepnięcie tworzy opór tarcia dla przylegającej do niej warstwy ciekłej żywicy. W związku z tym środkowa warstwa stopionej żywicy, znajdująca się najdalej od krzepnących ścianek, generalnie wykazuje najwyższą prędkość. Prędkość warstw w pobliżu ścianki kanału lub ścianki gniazda formy stopniowo maleje z powodu oporu tarcia i procesu krzepnięcia. Taki rozkład prędkości w poprzek frontu przepływu jest powszechnie obserwowany w formowaniu wtryskowym i przyczynia się do ogólnego zachowania przepływu stopionej żywicy podczas etapu napełniania.
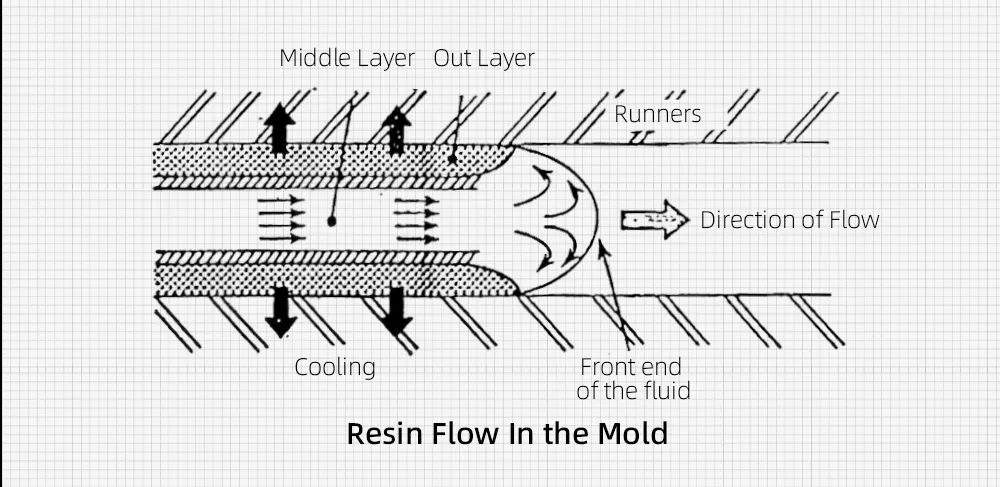
Jak pokazano na wspomnianym rysunku, warstwa środkowa jest warstwą płynącą, podczas gdy warstwa zewnętrzna jest warstwą utwardzającą. Warstwa utwardzająca stopniowo pogrubia się, gdy stopiona żywica stygnie i zestala się w czasie. To pogrubienie warstwy utwardzającej zmniejsza powierzchnię przekroju dostępną dla warstwy przepływu, co utrudnia wypełnienie wnęki formy.
Aby skutecznie to zrekompensować, musimy zwiększyć ciśnienie wtrysku, aby wepchnąć stopioną żywicę do gniazda formy i zakończyć proces napełniania.
W rezultacie grubość ścianek części formowanych wtryskowo ma znaczący wpływ na etapy przepływu i napełniania w procesie wtrysku. Ważne jest, aby grubość ścianki nie była zbyt mała, ponieważ może to utrudniać przepływ i napełnianie stopionej żywicy. Dlatego też odpowiednia grubość ścianki jest niezbędna do pomyślnego formowania wtryskowego i prawidłowego formowania części.
(2) lepkość stopionego tworzywa sztucznego ma również znaczący wpływ na płynność.
Gdy siły zewnętrzne, takie jak naprężenie ścinające, wywierają wpływ na płyn, warstwy płynu ulegają względnemu ruchowi, co prowadzi do rozwoju tarcia wewnętrznego, określanego jako lepkość.
Parametry takie jak lepkość dynamiczna lub współczynnik lepkości mogą określać lepkość ilościowo, biorąc pod uwagę naprężenie ścinające wywierane na płyn i wynikającą z niego szybkość ścinania.
Lepkość stopu jest kluczową cechą, która odzwierciedla zachowanie przepływu stopionego tworzywa sztucznego. Mierzy ona opór przepływu wykazywany przez stopiony materiał. Wyższa lepkość odpowiada lepszemu oporowi, co utrudnia przepływ. Lepkość stopu zależy nie tylko od struktury molekularnej tworzywa sztucznego, ale także od czynników takich jak temperatura, ciśnienie, szybkość ścinania i obecność dodatków. Czynniki te mogą wpływać na właściwości płynięcia stopionego tworzywa sztucznego podczas formowania wtryskowego.
W praktycznych zastosowaniach powszechnie używamy wskaźnika płynięcia do scharakteryzowania płynności tworzyw sztucznych podczas przetwarzania. Wyższa wartość wskaźnika topnienia wskazuje na lepszą płynność tworzywa sztucznego, co ułatwia jego przepływ i wypełnienie wnęki formy. I odwrotnie, niższa wartość wskaźnika topnienia sugeruje niższą płynność, co sprawia, że przepływ jest trudniejszy.
W oparciu o wymagania dotyczące projektowania form, możemy podzielić płynność powszechnie stosowanych tworzyw sztucznych na trzy ogólne grupy:
Dobra płynność: Tworzywa sztuczne takie jak PA (nylon), PE (polietylen), PS (polistyren), PP (polipropylen), CA (octan celulozy) i poli(4) metylopenten wykazują dobrą płynność podczas procesu formowania wtryskowego.
Średnia płynność: Żywice polistyrenowe (takie jak ABS i AS), PMMA (polimetakrylan metylu), POM (polioksymetylen lub acetal) i PPO (tlenek polifenylenu) charakteryzują się średnią płynnością.
Słaba płynność: Tworzywa sztuczne, takie jak PC (poliwęglan), sztywny PVC (polichlorek winylu), PPO (tlenek polifenylenu), PSF (polisulfon), PASF i fluoroplasty wykazują słabą płynność podczas przetwarzania.
Kategorie te stanowią ogólne wytyczne dotyczące wyboru tworzyw sztucznych o odpowiedniej charakterystyce płynności w oparciu o złożoność i wymagania dotyczące części formowanych wtryskowo.
| Żywica | Minimalna grubość ścianki | Zalecana grubość ścianki dla małych produktów z tworzyw sztucznych | Zalecana grubość ścianki dla średnich produktów z tworzyw sztucznych | Zalecana grubość ścianki dla dużych produktów z tworzyw sztucznych |
|---|---|---|---|---|
| PA | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| HIPS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| PPO | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| WE | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| PSF | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
Grubość ścianek części z tworzyw sztucznych można dobrać w zależności od różnych materiałów i wielkości kształtu produktu. Zakres wynosi zazwyczaj 0,6 ~ 6,0 mm, a wspólna grubość wynosi zazwyczaj od 1,5 ~ do 3,0 mm. Poniżej przedstawiono zalecane wartości grubości ścianek dla różnych materiałów: (Grubość ścianek wewnętrznych części nośnych można zwiększyć w oparciu o poniższą tabelę)
3) Obliczenie grubości ścianki za pomocą stosunku drogi przepływu do grubości.
Współczynnik przepływu (L/T) tworzywa sztucznego odnosi się do stosunku długości ścieżki przepływu (L) do grubości ścianki (T). Reprezentuje on związek między odległością przepływu a grubością ścianki w formowaniu wtryskowym tworzyw sztucznych.
Większy stosunek L/T wskazuje, że stopione tworzywo sztuczne będzie płynąć dalej w gnieździe formy dla danej grubości ścianki. I odwrotnie, dla danej pożądanej ścieżki przepływu, większy stosunek L/T pozwala na mniejszą grubość ścianki. W związku z tym stosunek L/T tworzywa sztucznego ma bezpośredni wpływ na liczbę i rozmieszczenie punktów wtrysku w produktach z tworzyw sztucznych oraz na możliwą do uzyskania grubość ścianki.
Na obliczenie stosunku L/T wpływają różne czynniki, w tym temperatura materiału, temperatura formy, wykończenie powierzchni i inne warunki. Podana wartość jest przybliżonym zakresem i może się różnić w zależności od konkretnych okoliczności. Chociaż służy ona jako praktyczna wartość odniesienia, dokładne obliczenia mogą być trudne ze względu na złożoność i zmienność procesów formowania wtryskowego. Zaleca się uwzględnienie tych czynników i zasięgnięcie porady doświadczonych specjalistów w celu dokładnego określenia grubości ścianki w konkretnych przypadkach.
| Żywica | Stosunek L/T |
|---|---|
| LDPE | 270 |
| HDPE | 230 |
| PE | 250 |
| PP | 250 |
| PS | 210 |
| ABS | 190 |
| PC | 90 |
| PA | 170 |
| POM | 150 |
| PMMA | 130 |
| HPVC | 100 |
| SPVC | 100 |
Początek obliczeń
Na przykład, jeśli mamy plastikową część wykonaną z materiału PC o grubości ścianki produktu 2 mm, odległości napełniania produktu 200 mm, długości prowadnicy 100 mm i średnicy prowadnicy 5 mm, możemy obliczyć stosunek L / T.
L/T (suma) = L1/T1 (wlew) + L2/T2 (kanał) + L3/T3 (produkt) = 100/5 + 200/2 = 120.

W tym przypadku obliczony stosunek L/T wynosi 120, co przekracza wartość referencyjną 90 dla materiału PC. Wskazuje to, że proces formowania wtryskowego może napotkać trudności z osiągnięciem właściwego wypełnienia. Aby rozwiązać ten problem, może być konieczne zwiększenie szybkości i ciśnienia wtrysku lub zbadanie możliwości wykorzystania specjalistycznego, wysokowydajnego sprzętu do formowania wtryskowego.
Aby poprawić formowalność, Można zmniejszyć odległość napełniania produktem, zmieniając położenie bramki lub używając wielu bramek. Na przykład, jeśli odległość napełniania produktu zostanie zmniejszona do 100 mm, nowy stosunek L/T wyniesie 70, czyli mniej niż wartość referencyjna. Ułatwiłoby to proces formowania wtryskowego.
Alternatywnie, dostosowanie grubości ścianki produktu może również wpłynąć na stosunek L/T. Jeśli zmienimy grubość ścianki na 3 mm, nowy stosunek L/T wyniesie 87, bliżej wartości referencyjnej, wskazując, że możemy z powodzeniem przeprowadzić proces formowania wtryskowego.
W oparciu o zasadę wyglądu
Grubość ścianki wpływa na wygląd części, w szczególności w następujący sposób.
(1) nierówna grubość ścianki: Ślad zlewu, ugięcie itp.
(2) Grubość ścianki jest zbyt duża: ślad zlewu, pusta przestrzeń itp.
(3) Grubość ścianki jest zbyt mała: krótki strzał, Znaki wyrzutnika, odchylenie itp.
Jednak wielu projektantów struktury produktu odkrywa wady dopiero po wypróbowaniu formy. W tym momencie zazwyczaj polegają na fabryce form, która rozwiązuje problemy poprzez dostosowanie parametrów wtrysku podczas procesu formowania. Chociaż podejście to może być stosunkowo szybkie i opłacalne, tylko czasami gwarantuje skuteczność. Dlatego też przeprowadzenie dokładnej analizy DFM (Design for Manufacturability) przed fazą projektowania ma kluczowe znaczenie. Około 70% wad formowania wtryskowego występuje na etapie projektowania konstrukcji i formy. Przeprowadzając dokładną analizę DFM na wczesnym etapie, możemy zidentyfikować i rozwiązać potencjalne problemy proaktywnie, co prowadzi do lepszych wyników produkcyjnych i minimalizuje potrzebę modyfikacji po fazie próbnej.
W oparciu o zasady dotyczące kosztów
Spośród różnych etapów procesu formowania wtryskowego, czas chłodzenia jest zazwyczaj najdłuższym i najbardziej krytycznym czynnikiem wpływającym na całkowity cykl formowania produktu.
Po wtryśnięciu stopionego tworzywa sztucznego do gniazda formy konieczne jest zapewnienie odpowiedniego czasu na schłodzenie i zestalenie, zanim będziemy mogli otworzyć formę i wyrzucić część. Na czas chłodzenia mają wpływ właściwości materiału, geometria części, grubość ścianek, konstrukcja formy i wydajność układu chłodzenia.
Zwiększenie grubości ścianki części ponad niezbędne wymagania może skutkować dłuższym czasem chłodzenia. Wydłużony czas chłodzenia może znacząco wpłynąć na cykl formowania, zmniejszając produktywność i zwiększając koszty w przeliczeniu na część. Producenci dążą do optymalizacji czasu chłodzenia, biorąc pod uwagę pożądaną jakość części, czas cyklu i wydajność produkcji.
Projektanci i inżynierowie muszą zrównoważyć funkcjonalność części, integralność strukturalną i wymagania dotyczące chłodzenia, aby zminimalizować czas chłodzenia przy jednoczesnym zapewnieniu pożądanej jakości produktu końcowego. Taka optymalizacja może pomóc zwiększyć produktywność i opłacalność procesu formowania wtryskowego.
Podsumowanie
Powyższe zasady projektowania grubości ścianek części formowanych wtryskowo są szczegółowo opisane w czterech aspektach: właściwości mechaniczne, możliwość formowania wtryskowego, wygląd i koszt. Podsumowując, celem jest zaprojektowanie grubości ścianki, aby spełnić wymagane właściwości mechaniczne, zoptymalizować wydajność przetwarzania poprzez zminimalizowanie grubości, zapewnić jednorodność tam, gdzie to możliwe, oraz wprowadzić płynne i stopniowe przejścia tam, gdzie to konieczne.











