

Podczas gdy wcześniej poruszaliśmy tematy wlew oraz biegacz dzisiaj skupimy się na zrozumieniu znaczenia bramki - kluczowego złącza, w którym stopiony plastik wchodzi do gniazdo formy. Brama jest jedną z trudniejszych i bardziej złożonych konstrukcji w całym systemie żywienia, dlatego mam nadzieję, że ten artykuł okaże się pomocny.
Aby pomóc w lepszym zrozumieniu bramy, przejrzyjmy wiedzę omówioną w poprzednich artykułach.
System podawania odnosi się do kanałów, przez które stopione tworzywo sztuczne przechodzi z dyszy wtryskarki do gniazda formy. Kolejnymi strukturami, przez które przechodzi roztopione tworzywo sztuczne, są wlew, kanał, kanał pomocniczy i brama. Oczywiste jest, że brama jest ostatnim punktem kontrolnym przed wejściem płynnego tworzywa sztucznego do gniazda formy.

Ze względu na swoją rolę w łączeniu wnęki i systemu karmienia, wybór lokalizacji bramy jest wyjątkowo istotny. Niektórzy twierdzą nawet, że sukces projekt formy jest bezpośrednio związana z wyborem lokalizacji bramki.
Rodzaje bram wtryskowych
Bramy dzielą się na dwa rodzaje: ograniczające i nieograniczające. Bramy restrykcyjne zazwyczaj odnoszą się do wlewów, które mają wąski otwór ograniczający przepływ stopionego materiału. Z drugiej strony, bramy nierestrykcyjne obejmują szerszy zakres typów bram z większą liczbą opcji projektowych.

Brama bezpośrednia/brama wlewowa
Brama bezpośrednia, znana również jako brama wlewowa, jest zwykle umieszczana w środku części z tworzywa sztucznego w formie jednogniazdowej, umożliwiając przepływ stopionego tworzywa sztucznego bezpośrednio do wnęki.
| Typ | Brama bezpośrednia / brama wlewowa |
| Zalety | - Krótki proces z dużą prędkością podawania i dobrym efektem formowania. - Mniejsze straty ciśnienia i ciepła dzięki większemu przekrojowi poprzecznemu. - Prosta struktura formy o niskich kosztach produkcji. |
| Wady | - Trudny demontaż bramki z widocznym śladem po bramce, wpływający na estetykę produktu. - Większa koncentracja ciepła i naprężenia wewnętrzne, prowadzące do znak zlewu wady. - Podatność na ugięcia w płaskich i cienkościennych częściach z tworzyw sztucznych, szczególnie w przypadku krystalicznych tworzyw sztucznych. |
| Zastosowanie | - Nadaje się do dużych i grubościennych części plastikowych (np. doniczek, obudów telewizorów). - Idealny do formowania tworzyw sztucznych o wysokiej lepkości i słabej płynności, takich jak PC, PSF |

Edge Gate
Bramka krawędziowa, znana również jako bramka boczna lub bramka prostokątna, jest powszechnie stosowana w formowaniu wtryskowym. Swoją nazwę zawdzięcza temu, że zazwyczaj poddawana jest obróbce w celu nadania jej kształtu prostokąta. Brama jest zwykle umieszczona na powierzchni podziału i zasilana z zewnątrz wnęki. Ze względu na niewielki rozmiar, wpływ kształtu przekroju poprzecznego na ciśnienie i straty ciepła jest minimalny. Długość prostokątnej bramki wynosi zazwyczaj od 0,5 mm do 3 mm, szerokość od 1,5 mm do 5 mm, a głębokość od 0,5 mm do 2 mm.
| Typ bramki | Edge Gate |
| Zalety | 1. Prosty kształt przekroju i łatwa obróbka. 2. Elastyczny wybór lokalizacji bramki. 3. Łatwy demontaż bramki przy minimalnych śladach. 4. Możliwość zmiany warunków napełniania formy. 5. Nadaje się do form wielogniazdowych i wysokiej wydajności. |
| Wady | 1. Trudności z odprowadzaniem powietrza w przypadku części w kształcie muszli. 2. Nie nadaje się do części, w których ślady zasilania są niedozwolone. 3. Większa strata ciśnienia podczas wtrysku. |
| Zastosowania | 1. Szeroko stosowane, zwłaszcza w dwupłytowych formach wielogniazdowych 2. Nadaje się do małych i średnich części plastikowych. |

Overlap Gate
Bramka nakładkowa, która jest podobna do bramki prostokątnej, jest przetwarzana bezpośrednio na powierzchni podziału. Jest to odmiana bramek prostokątnych. Jednak bramki nakładkowe są bardziej podatne na tworzenie śladów zlewu i mogą być trudne do usunięcia. Ślady pozostawione przez bramki nakładkowe są często bardziej zauważalne w porównaniu do innych typów bramek.
Fan Gate
Brama wachlarzowa to stopniowo rozszerzająca się brama przypominająca składany wachlarz. Pochodząca z odmiany bramy bocznej, brama rozszerza się i staje się cieńsza w kierunku podawania, umożliwiając stopionemu materiałowi wejście do wnęki przez stopniowaną bramę. Głębokość wlotu zależy od grubości produktu, zazwyczaj od 0,25 mm do 1,5 mm. Szerokość bramy wynosi zazwyczaj 1/4 szerokości wnęki przy bramie, przy minimalnej szerokości 8 mm.
| Zalety bramki wentylatora | Wady Fan Gate | Zastosowanie bramki wentylatora |
| - Równomierny rozkład stopionego materiału w kierunku bocznym | - Trudny demontaż bramki | - Długie, płaskie i cienkie produkty |
| - Zmniejszony wzór przepływu i efekty orientacji | - Ślady ścinania wzdłuż boku produktu | - Przykrywki, linijki, tace, płyty itp. |
| - Lepsze odprowadzanie powietrza | - Tworzywa sztuczne o słabej płynności (np. PC, PSF) |

Bramka membranowa
Zasuwy membranowe są powszechnie stosowane do części cylindrycznych z dużymi otworami lub dużymi otworami prostokątnymi. Materiały są wtryskiwane do wnęki z obwodu otworu, co pomaga równomiernie rozłożyć siłę na rdzeniu, uniknąć linii spoin i ułatwić płynny wydech. Jednakże bramy membranowe pozostawiają zauważalne ślady na wewnętrznej krawędzi części.
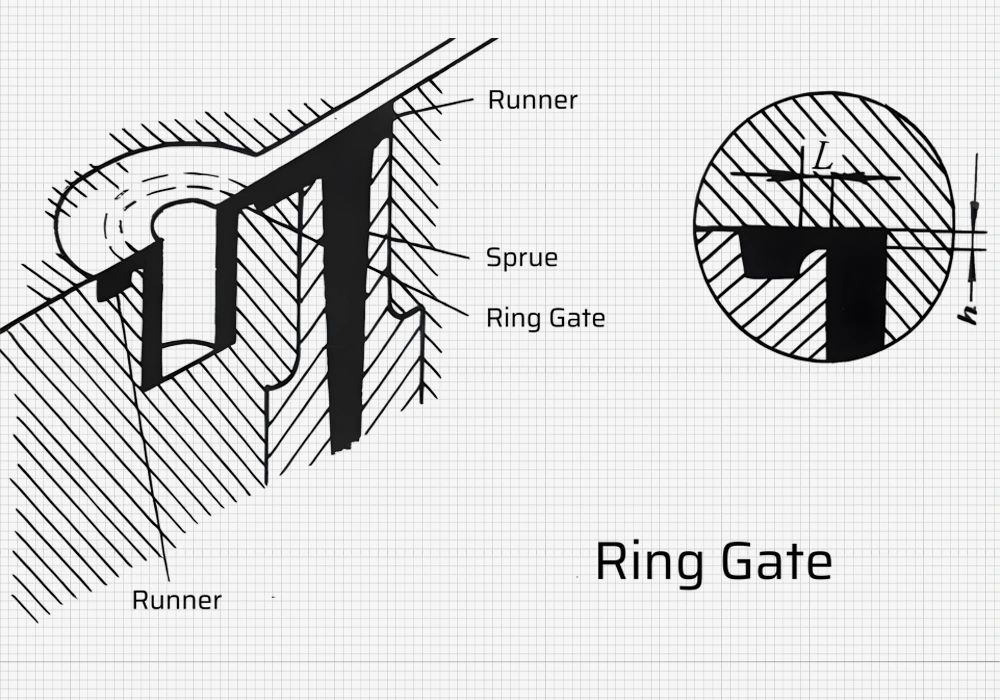
Bramka pierścieniowa
Bramka pierścieniowa jest odmianą bramki prostokątnej i jest ustawiona wokół wnęki, przypominając bramkę w kształcie dysku. Jest ona podobna do bramki membranowej, ale jest umieszczona poza wnęką. Wybór rozmiaru bramki pierścieniowej można traktować podobnie do wyboru rozmiaru bramki membranowej.
| Zalety | Wady | Zastosowanie |
| - Równomierny rozkład stopionego materiału na obwodzie | - Trudny demontaż bramki | - Małe, wielokomorowe formy<br>- Cylindryczne części z tworzyw sztucznych o długich cyklach formowania i cienkich ściankach |
| - Płynny wydech | - Bardziej zauważalne ślady bramki z boku | |
| - Przepływ bez tętnień i fuzji | - Usuwanie pozostałości bramy wymagane do celów estetycznych | |
| - Zmniejszone naprężenia wewnętrzne i odkształcenia |
Film Gate
Bramka foliowa jest odmianą bramki bocznej. Wykorzystuje ona równoległą prowadnicę, znaną jako równoległa prowadnica, która jest ustawiona równolegle do boku wnęki. Długość równoległego kanału może być równa lub przekraczać szerokość formowanej części. Stopiony materiał jest równomiernie rozprowadzany w równoległym kanale i wchodzi do wnęki z kontrolowaną i jednolitą prędkością. Cienki, płaski kształt szczeliny charakteryzuje bramę foliową, zwykle o grubości od 0,25 mm do 0,65 mm. Szerokość szczeliny bramy jest zwykle 0,25 do 1 razy większa od szerokości wnęki na bramie, podczas gdy długość szczeliny wynosi około 0,6 do 0,8 mm.
| Zalety | Wady | Zastosowanie |
| - Jednolity i płynny przepływ stopionego materiału - Zmniejszony stres wewnętrzny - Skuteczne usuwanie gazów | - Trudny demontaż bramki - Obecność śladów ścinania | - Części plastikowe z cienkich płyt - Duży obszar formowania - Kontrola deformacji PE i podobnych tworzyw sztucznych |

Pin Point Gate/Pin Gate
Pin Point Gate (Pin Gate) to szeroko stosowany rodzaj bramy o okrągłym przekroju poprzecznym i niewielkich rozmiarach. Rozmiar zasuwy sworzniowej ma kluczowe znaczenie dla zapewnienia prawidłowego otwarcia formy i zapobiegania naprężeniom na formowanej części. Średnica bramki wynosi zazwyczaj od 0,6 do 2,8 mm, a długość waha się od 0,7 do 1,5 mm.
| Zalety | Wady | Zastosowanie |
| Elastyczność lokalizacji | Wysokie straty ciśnienia, wymagające wyższego ciśnienia wtrysku | Formowanie wtryskowe tworzyw sztucznych o niskiej lepkości i wrażliwych na ścinanie |
| Lepsze natężenie przepływu i tarcie | Złożona struktura formy, często wymagająca formy typu trójpłytowego (forma typu dwupłytowego może być używana w formy gorącokanałowe) | Nadaje się do wielogniazdowych form z podawaniem centralnym |
| Automatyczne usuwanie bramy | Wysokie natężenie przepływu na bramce może powodować zwiększoną orientację molekularną i potencjalne pękanie. | |
| Zmniejszone naprężenia szczątkowe na bramce | Podatność na odkształcenia w przypadku dużych lub łatwo odkształcalnych części z tworzyw sztucznych | |
| Szybsze krzepnięcie na bramie |

Submarine Gate
Brama podwodna, znana również jako brama tunelowa, jest rozwinięciem konstrukcji bramy kołkowej, która rozwiązuje złożoność form z bramą kołkową, zachowując jednocześnie ich zalety. Zapewnia elastyczność w umieszczaniu, umożliwiając pozycjonowanie po ruchomej lub stałej stronie formy. Submarine Gate można dyskretnie umieścić na wewnętrznej powierzchni lub bokach formowanej części oraz na prętach, kolumnach lub powierzchni rozdzielającej. Alternatywnie, można go wygodnie ustawić za pomocą pręta wyrzutnika formy. Zazwyczaj brama podwodna ma kształt stożka i kąt od 20° do 40° w stosunku do wnęki.
Rozmiar bramki można wybrać na podstawie wymiarów bramki Pin Gate.
| Zalety | Wady | Zastosowanie |
| - Ukryte umieszczenie bramki zachowuje wygląd produktu. | - Trudne do przetworzenia ze względu na zanurzony i ukośny kierunek bramki. | - Nadaje się do części plastikowych z jednostronnym podawaniem. |
| - Automatyczne usuwanie bramy umożliwia automatyzację produkcji. | - Nie nadaje się do produktów cienkościennych ze względu na duże straty ciśnienia i łatwą kondensację. | - Powszechnie stosowane w formach dwupłytowych. |
| - Brak śladów rozpylania lub linii lotniczych na powierzchni produktu. | - Odcięcie bramki może być trudne w przypadku mocnych tworzyw sztucznych, takich jak PA. | |
| - Kruche tworzywa sztuczne, takie jak PS, mogą pęknąć i zablokować bramę. |

Tab Gate
Bramka Tab, która jest ewolucją bramki bocznej, służy jako typowa bramka uderzeniowa. Bramka jest często kwadratowa lub prostokątna, choć preferowany jest kształt prostokątny lub półokrągły, podczas gdy prowadnica jest najlepiej okrągła.
| Zalety | Wady |
| 1. Płynny i równomierny przepływ stopionego materiału do wnęki | 1. Trudne usuwanie bramki i pozostawia znaczące ślady |
| 2. Lepsza płynność stopu dzięki podwyższonej temperaturze | 2. Dłuższy i bardziej skomplikowany kanał przepływu |
| 3. Naprężenia szczątkowe na bramie nie wpływają na jakość formowanej części. | |
| 4. Zmniejszone naprężenia wewnętrzne w plastiku |
Dopasowanie typu bramy i żywicy
| Typ | PVC | PE | PP | PC | PS | PA | POM | AS | ABS | PMMA | SFT |
| Bramka bezpośrednia | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| Pin gate | √ | √ | √ | √ | √ | √ | √ | √ | |||
| Submarine Gate | √ | √ | √ | √ | |||||||
| Brama boczna | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |
| Nakładanie się Brama | √ | √ | √ | √ | |||||||
| Fan Gate | √ | √ | √ | ||||||||
| Film Brama | √ | √ | √ | ||||||||
| Membrana Brama | √ | √ | √ | √ | √ | ||||||
| Bramka pierścieniowa | √ | √ |
Wskazówki dotyczące wyboru lokalizacji bram form wtryskowych
Wymagania dotyczące lokalizacji bramy formy
Wybierając lokalizację bramy, należy dążyć do zminimalizowania widocznych śladów bramy i linii spawania na produkcie końcowym.
Lokalizacja bramki powinna uwzględniać wymagania funkcjonalne produktu, takie jak zapewnienie prawidłowego napełniania, pakowania i wydajności części.
Lokalizacja bramy powinna uwzględniać łatwość projektowania i produkcji form, w tym złożoność i wykonalność form.
Wybierając lokalizację bramy, należy wybrać ją tak, aby zminimalizować potencjalne ugięcie lub zniekształcenie produktu podczas procesu formowania.
Lokalizacja bramek powinna ułatwiać ich demontaż po zakończeniu procesu formowania.
Lokalizacja bramy powinna umożliwiać łatwą kontrolę parametrów procesu formowania, takich jak przepływ stopu, ciśnienie i chłodzenie, aby zapewnić spójną i wysokiej jakości produkcję części.
Wybór pozycji bramy formy wtryskowej
Ustaw bramę tak, aby zapewnić jednoczesne wypełnienie wszystkich narożników wnęki.
Natężenie przepływu tworzywa sztucznego powinno pozostać jednolite i stabilne na wszystkich etapach procesu wtrysku.
Brama powinna być umieszczona w grubej części grubości ścianki produktu, umożliwiając przepływ stopionego tworzywa sztucznego z grubej sekcji do cienkiej sekcji, ułatwiając całkowite wypełnienie formy.
Lokalizacja zasuwy powinna minimalizować długość procesu napełniania tworzywem sztucznym w celu zmniejszenia strat ciśnienia.
Bramka powinna znajdować się w części wnęki, która ułatwia usuwanie gazu.
Brama nie powinna kierować stopionego materiału bezpośrednio do wnęki, aby uniknąć wirującego przepływu i śladów wirowania, szczególnie w przypadku wąskich bram.
Rozważ potencjalne problemy, takie jak ślady spawów, pęcherzyki powietrza, wgłębienia, niewystarczający wtrysk i rozpryskiwanie materiału.
Wybierz lokalizację bramki, aby uniknąć widocznych linii spawów na powierzchni produktu. Jeśli nie możesz uniknąć linii spawów, wybierz lokalizację bramki, aby zminimalizować ich wpływ.
W przypadku okrągłych lub cylindrycznych części należy dodać zimne studzienki materiałowe w punkcie wylewania stopionego materiału, aby zapobiec tworzeniu się linii spawu.
Konstrukcja bramki powinna zapobiegać pękaniu stopionego materiału.
Unikaj umieszczania bramki po jednej stronie, gdy produkt ma duży rzutowany obszar, aby zapewnić równomierny rozkład siły wtrysku.
Ustaw bramkę w taki sposób, aby nie wpływała na wygląd produktu.
Nie należy umieszczać bramki w obszarach produktu narażonych na zginanie lub uderzenia, ponieważ obszary te mają zwykle mniejszą wytrzymałość.
W formach wtryskowych z długimi i cienkimi rdzeniami, brama powinna znajdować się daleko od rdzenia, aby zapobiec deformacji spowodowanej przepływem materiału.
W przypadku dużych lub płaskich części plastikowych można użyć bramek złożonych, aby zapobiec ugięciom, odkształceniom i niedoborom materiału.
Konstrukcja bramy powinna ułatwiać obsługę wylotu wody, najlepiej za pomocą środków automatycznych.
Wady i rozwiązania w bramkach do formowania wtryskowego
Wady bram formowanych wtryskowo może wystąpić z powodu różnych czynników, w tym konstrukcji bramki, właściwości materiału, warunków procesu i konfiguracji formy.
| Wada | Przyczyna | Rozwiązanie |
| Ślad bramy lub znak bramy | Duży rozmiar bramki lub niewłaściwy kształt bramki | - Użyj mniejszego rozmiaru bramki lub zmień jej kształt |
| Niewłaściwa lokalizacja bramki | - Optymalizacja lokalizacji bramki w celu zmniejszenia widoczności znaku | |
| Niewystarczające wypełnienie bramki | - Regulacja ciśnienia, prędkości lub temperatury wtrysku | |
| Rumieńce lub przebarwienia bramy | Degradacja termiczna lub niewystarczająca temperatura topnienia | - Zwiększenie temperatury topnienia |
| Nieodpowiedni transfer ciepła | - Dostosuj temperaturę formy | |
| Wybór materiałów i dodatków | - Stosowanie materiałów o zwiększonej stabilności termicznej lub dodatków | |
| Ścinanie bramy lub linie przepływu | Nieodpowiednia konstrukcja bramki | - Zoptymalizuj projekt bramki, aby promować płynniejszy przepływ |
| Niewystarczająca prędkość wtrysku | - Zwiększenie prędkości wtrysku | |
| Niewłaściwa temperatura formy | - Dostosuj temperaturę formy | |
| Zamarznięcie lub zablokowanie bramy | Mały rozmiar bramki lub niewłaściwa konstrukcja bramki | - Zwiększenie rozmiaru bramki lub modyfikacja projektu |
| Niewłaściwe parametry procesu | - Optymalizacja ciśnienia i temperatury wtrysku | |
| Wybór materiałów i dodatków | - Stosowanie materiałów o lepszych właściwościach przepływu lub dodatków | |
| Zadziory bramy | Niewłaściwy rozmiar lub kształt bramki | - Odpowiedni rozmiar i kształt bramki |
| Nieodpowiednie systemy chłodzenia i wyrzutu | - Optymalizacja systemów chłodzenia i wyrzutu | |
| Praktyki konserwacji i czyszczenia pleśni | - Wdrożenie odpowiednich praktyk konserwacji i czyszczenia pleśni |
Podsumowanie
Po zapoznaniu się z typami bram, często testem dla projektantów form w fabrykach formowania wtryskowego jest rozmieszczenie bram. Ponieważ struktura produktu i materiał każdego klienta różnią się, nie ma ustalonej poprawnej odpowiedzi na umieszczenie bramy. Wybór umiejscowienia bramy wymaga pewnego poziomu praktycznego doświadczenia dla projektantów form.
Zazwyczaj klienci w fabrykach formowania wtryskowego mają określone wymagania dotyczące znaków bramy na produktach, co bezpośrednio wpływa na wygląd produktów lub części. Jeśli jesteś rówieśnikiem FirstMold lub aspirujesz do doskonałości w tej branży, opanowanie wyboru rozmieszczenia bram jest niezbędne. Jeśli masz jakiekolwiek pytania, skontaktuj się z nami [email protected]a my chętnie na nie odpowiemy.











