
金型ベース "については、"金型ベース "の記事で触れた。インジェクトーションモールド部品「の主要な構成要素である。 射出成形金型.今日は、金型用ベースユニットの素材について調査し、そのプロセスと選択について詳しく説明する。
この記事で取り上げている内容は、プロダクトデザイナーが習得しなければならないものではなく、むしろ次のような仕事をする人たちを対象としている。 せいけい および射出成形業界。ご自身の学習ニーズに合わせてご判断ください。
モールドベースとは何か?
金型ベースは金型の重要な部分で、多くの場合金属製で、金型のさまざまな部品を支え、固定する役割を果たす。
金型ベースの機能は、設計要件に従って金型のすべての部品を組み立て、配置し、加工中または使用中の金型の安定性と精度を確保することです。
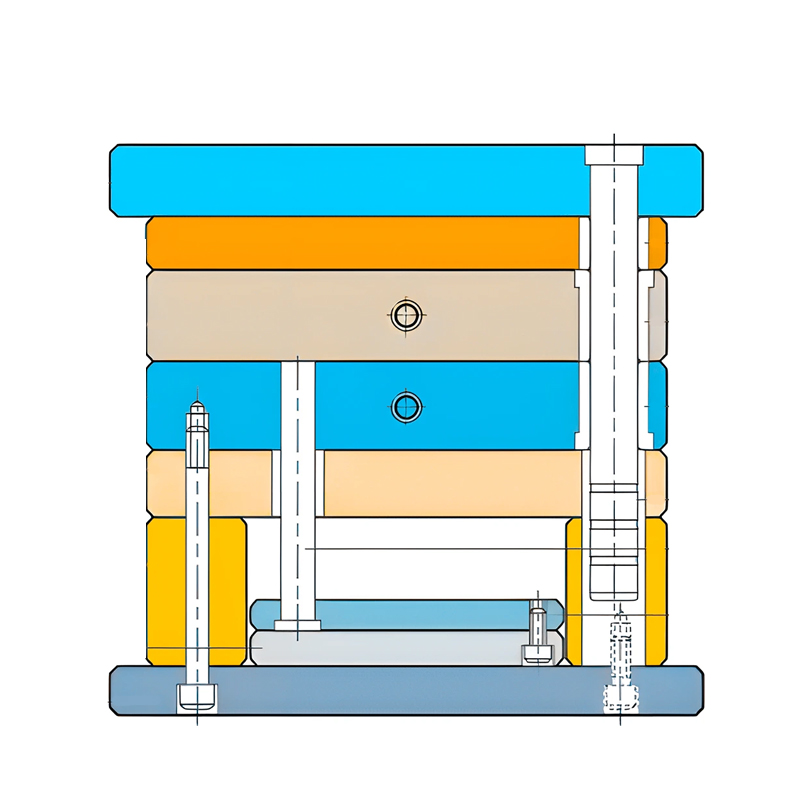
主に以下のような部分が含まれる。 トップクランププレート / リアクランププレートAプレート/Bプレート、スペーサーブロックなど。これらの部品が一体となって、金型の安定性と信頼性を確保しています。また、金型ベースには、射出システム、誘導システム、プリリセットシステムなどが含まれ、さまざまな金型加工ニーズに対応しています。
モールドベースは金型構造の基本的な部分であるが、なくてはならないものである。金型の加工精度を保証するだけでなく、金型が正常に動作するための鍵でもあります。
金型ベースの構成
モールドベースと鋳型そのものでは加工が大きく異なるため、モールドベースの組成は非常に重要である。 金型メーカー 多くの場合、専門メーカーにモールドベースを発注し、双方の生産力を活用することで、全体的な生産品質と効率を高めている。
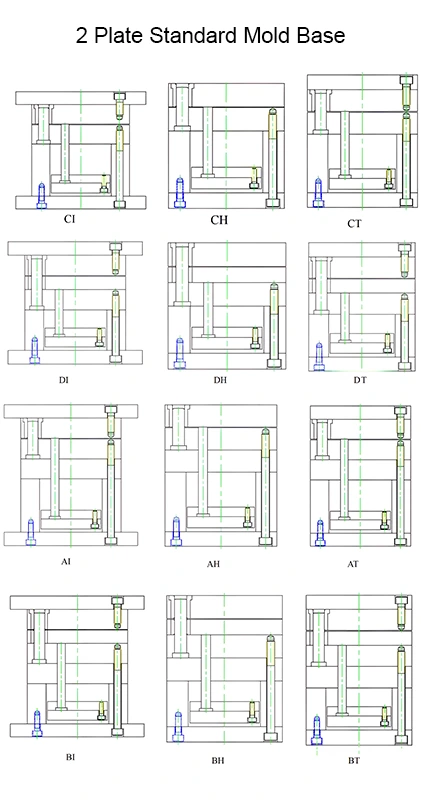
長年にわたり、モールドベース製造業界は大きく成熟してきた。金型メーカーは、特定の金型要件に合わせてカスタマイズされたモールドベースを購入するか、標準化されたさまざまなモールドベース製品から選択することができるようになりました。標準的なモールドベースの場合、デザインに多様性があり、納期が短く、すぐに使用できるため、金型メーカーはより柔軟に対応できる。その結果、標準モールドベースの使用はますます普及しています。
簡単に言えば、モールドベースには予備成形システム、ガイドシステム、排出システムが含まれる。
通常、金型ベースには、トップクランププレート、Aプレート、Bプレート、Cプレート(スペーサーブロック)、リアクランププレート、エジェクターピンプレート、エジェクターリテーナープレート(エジェクターピンプレート、エジェクターリテーナープレートはエジェクターシステムに分類されることが多い)、ガイドピン(ガイドシステムに分類されることが多い)、リターンピンなどが装備されている。
トップクランププレート:
金型ベースと供給システムを支え、固定する。
皿:
を修正した。 モールドコア または高品質の材料で作られ、部品を直接形成する。
ストリッパープレート:
での排出に適さない製品に使用される。 排莢桿 またはフラットエジェクターピン。ストリッパープレート排出は、透明部品や外観部品に使用されます。
Bプレート:
金型コアを固定し、ランナーを延長することもできる。
サポートプレート(すべてのモールドベースにあるわけではありません:)
下型が大きな圧力に耐える必要があり、その厚みが十分でない可能性がある場合は、サポートプレートを使用して型の強度を高める。
Cプレート(スペーサーブロック):
金型ベースを支え、製品の排出に関係する。スペーサーブロックの高さは製品の高さに関係する。
リアクランププレート:
に取り付けるために使用する。 射出成形機.
エジェクターピンプレート:
エジェクターピンを固定する。
エジェクタリテーナプレート:
エジェクターピンの動きを制御する。
リターンピン:
金型キャビティと金型コアが閉じると、エジェクターピンが後退します。エジェクターピンが引っ込まないと、製品・金型キャビティに衝突し、破損の原因となります。

一般的に使用される金型母材
スチール:
スチールは最も一般的に使用されるもののひとつである。 金型材料45#鋼、55#鋼、65#鋼、50Mnなどの種類がある。高い強度と靭性、耐摩耗性を持ち、大きな荷重や衝撃に耐えることができます。大型で高精度の部品に適しています。 プラスチック射出成形金型加工.しかし、スチールは比較的重く、錆びやすいなどの欠点もある。
アルミニウム合金:
アルミニウム合金は軽量、高強度、耐食性で知られ、小~中精度の金型製造に適しています。一般的なアルミニウム合金には、アルミニウム-シリコン合金、アルミニウム-マグネシウム合金、アルミニウム-マンガン合金などがあります。密度が低く、熱伝導性、電気伝導性に優れているアルミニウム合金は、金型の軽量化や生産効率の向上が望まれる場合に最適です。
モールドベースの材料の選択は、金型のサイズ、精度、および要求される荷重を総合的に考慮する必要があります。モールドベースの強度と安定性が重要な用途には、スチール材を使用すべきである。小型精密金型のように、金型の軽量化が必要で、熱伝導率が高いことが要求される用途には、アルミニウム合金やプラスチック材料を金型ベースに選択することができる。
標準金型ベースの製造
前回、金型メーカーの多くは金型キャビティや中子の設計・加工に力を入れ、工場での生産効率を高めるために標準的な金型ベースを外注することが多いと述べた。金型ベースのカスタム精密加工は、金型サプライヤーが特別な状況下でのみ行う。
標準的なモールドベースの加工に焦点を当てよう。
標準モールドベースの主な加工工程
1.寸法精度を確保するための底面加工。
2.ワークピースの基準面のアライメント、2Dおよび3D面の許容誤差のチェック。
3.非取付面および非作業面(安全台面、緩衝材設置面、サイド基準面など)を含む、2Dおよび3Dサーフェスの粗加工。
4.中仕上げ加工の前に、側面基準面の精度を確認する。
5.2Dおよび3Dサーフェスの中仕上げ加工、各種取り付け・加工サーフェスの精密加工(ストップ取り付け・接触サーフェス、インサート取り付け・裏面、スプリング取り付け・接触サーフェス、各種ストロークストップ加工サーフェスなど)。ガイド面と穴の中仕上げ加工。加工基準穴や高さ基準面の精密加工を行い、データを記録する。
6.加工精度の検査とレビュー。
7.フィッター組立作業
8.加工を終了し、データムホールのベースを調整する前に、インサートの許容誤差をチェックする。
9.2Dおよび3Dサーフェスと穴位置の仕上げ加工、工程基準穴と高さ基準の精密加工、ガイドサーフェスと穴の仕上げ加工。
10.加工精度の検査とレビュー。
モールドベース加工の主な特徴
1.高精度が要求される:
金型は通常、金型キャビティ、金型コア、金型ベースから構成され、マルチピースの組立モジュールもある。したがって、キャビティとコアの組み合わせは インサート やキャビティ、モジュールの組み立てには、いずれも高い精度が要求される。精密金型はしばしばMレベルの寸法精度を達成する。
2.複雑な表面:
自動車カバー、航空機部品、玩具、家電製品のように、表面が複数の曲線で構成され、金型キャビティ表面を複雑にしている製品もある。曲線によっては、数学的手法による加工が必要なものもある。
3.小ロット:
金型は大量に生産されることはなく、1個しか生産されないことも多い。
4.多数の処理ステップ:
金型加工には通常、フライス加工、ボーリング加工、ドリル加工、リーマ加工、ねじ切り加工が含まれる。
5.反復生産:
金型には寿命がある。金型が寿命を超えると交換する必要があるため、金型製造には反復性が伴うことが多い。
優れた金型材料、高い硬度:
金型の主な材料は通常、高品質の合金鋼で、特に高寿命の金型は、ブランク鍛造から加工、熱処理に至るまで厳しい要求がある。そのため、加工技術の策定は見過ごすことができず、熱処理による変形は加工上の重大な問題である。
モールドベース加工に影響する設備要因
上記のような多くの特徴を考慮すると、工作機械の選択は、次のような加工要件を可能な限り満たさなければならない。 強力なCNCマシン 機能、高い機械精度、優れた剛性、優れた熱安定性、プロファイル・モデリング機能。
1.基盤とサポート
モールドクランププレートは、金型設置の基礎となり、サポート、保護、重要部品(モールドコア)の接続を提供する。
2.金型ベースの標準化
モールドベースは成形に関与しないため、その形状は製品によって変化することはなく、製品のサイズや構造に関係する。そのため、モールドベースを標準化することができ、加工が容易になる。モールドベースメーカーは、あらかじめ様々なサイズや仕様のモールドベース部品(テンプレート、ガイドポスト)を用意し、顧客のニーズに応じて組み立てることができる。よく知られている規格は以下の通りです。 ディーエムイー, 双葉, ハスコ等々。
3.モールドベースに適した加工装置の選択
標準的な金型ベース加工設備には、主にフライス盤、グラインダー、ボール盤が含まれ、フライス盤とボール盤を使用する。 研磨 指定された寸法に6つの研磨面を提供する。ドリルマシンは、ネジ穴や吊り穴、ドリル、タッピングなど、不要な穴を精密に加工する。標準的なモールドベースの基本条件は、型開きをスムーズに行うことです。
4.ガイドピン穴の精度:
スムーズな金型製作は、4つのガイドピン穴の精度に直結しており、通常、CNC立形マシニングセンターによる高速穴あけ加工と、精度を達成するための中ぐり加工が必要となる。
5.耐久性と安全性:配慮した金型部品の設計
金型加工における様々な部品は、使用中の損傷や変形を防ぐために十分な強度と剛性を持つべきであり、締結部品は不慮の事故を避けるために緩み止め対策を含むべきである。
6.安全な加工環境の維持
加工によって、スクラップや突起物が作業者の注意をそらしたり、怪我をさせたりしてはならない。
7.金型取り扱いにおける騒音低減と安全確保
射出成形時の騒音や振動を最小限に抑える努力をすべきである。設置が容易で安全なように、金型重量を設計に表示すべきである。重量が20kgを超える部品は、労働強度を軽減するために、吊り上げや取り扱いの対策を講じるべきである。加工部品の取り付けや分解は、怪我を防ぐために便利で安全であるべきである。
金型ベース構造に影響を与える要因
キャビティのレイアウト:
幾何学的特性、寸法精度要件、バッチサイズ、製造難易度、およびキャビティの数やレイアウトを含む金型ベースのコストによって決定される。
パーティングライン を決定した:
モールドベースの加工、ベント、脱型、成形作業、プラスチック部品の表面品質を促進するポジションであること。
ゲートシステムと換気システム:
ゲート方式(メインランナー、サブランナー、ゲートの形状、位置、サイズ)とベント方式(ベント方法、ベントスロットの位置、サイズ)の決定。
排出方法:
排出方法の選択(エジェクターピン、エジェクタースリーブ、プッシュプレート、複合排出)、サイドリセス加工方法、コア抜き方法の決定。
温度システム:
冷却/加熱溝の形状、位置、発熱体の設置位置など、冷却/加熱方法の決定。
肉厚と寸法:
モールドベースの材料、強度計算、または経験的なデータに基づいて、モールドベース部品、外部構造、およびすべての接続、位置決め、ガイド部品の位置の厚さと外寸を決定します。
構造:
主要成形部品と構造部品の構造形式を決定する。
分析と計算:
成形品の作業寸法を確保するためには、金型ベースの各部分の強度を入念に分析・計算する必要がある。
10日以内に加工できるモールドベースもあれば、1ヶ月かかるものもあり、必ずしも当初指定された数量通りに完成するとは限らない。しかし、モールドベース加工業界の一般的な傾向として、工程の簡素化が進んでおり、手作業を必要としない作業も多く、その代わりにハイテク生産方式が活用されている。このアプローチは時間を節約し、加工されたモールドベースが生産設計基準をより正確に満たすことを保証する。
モールドベースの加工が複雑であればあるほど、生産される製品の販売価格は高くなる。 CNC加工コスト は、他の製品よりもかなり高い。
金型メーカーは一般的にモールドベースを自社で加工しないため、モールドベースの正しい選び方をしっかりと理解することが重要です。モールドベース業界には一定の基準がありますが、モールドベースには多くの種類があり、ここですべてを紹介することはできません。ここでは、モールドベースの選び方や手順を簡単に紹介するにとどめる。
標準金型ベースの選定方法とステップ
選択の方法
選択した金型ベースモデルの適応性をテストする:
選択した金型について、射出成形機との関係をチェックする必要があります、例えば、閉じた金型の高さ、開いた金型のストロークなど。もし適していなければ、もう一度選ぶ必要がある。
標準的なモールドベースには多くのサイズがあるので、適切なサイズを選ぶことが重要です。サイズが小さすぎると、モールドベースの強度や剛性が十分でなかったり、ネジやピン、ガイドブッシュ(ガイドピラー)のスペースが足りなかったりします。サイズが大きすぎると、コストアップになるだけでなく、射出成形機の大型化が必要になることもある。
選択の手順
1.モールドベースの組立形状を決定する
プラスチック部品の構造要件に基づいて、金型の構造組立形態を決定する。
2.キャビティ壁の厚さを決める
キャビティの肉厚は、肉厚計算式を使用するか、経験 に基づいて計算する。キャビティ・プレートの円周サイズを計算する。
3.プレート円周サイズ
計算されたキャビティ・プレートの円周サイズは、標準サイズに近いはずであり、通常は大幅な調整が必要である。さらに、修正する際には、ガイドブッシュなど他の部品を取り付けるために、肉厚の位置に十分なスペースがあることを確認してください。十分なスペースがない場合は、肉厚寸法を増やす必要があります。
4.プレートの厚さを決める。
キャビティの深さに基づいて底板の厚さを計算し、標準サイズに従って修正する。
5.モールドベースのサイズを選択します。
決定されたキャビティプレート外周サイズと必要なプレート厚さに基づいて、モールドベースを選択します。
巻末資料
金型ベースというと、少し堅苦しく感じるかもしれないが、金型製造や射出成形に携わる者にとっては、基本的かつ不可欠なものである。超高層ビルがしっかりとした土台から出発しなければ高く、強く立つことができないように、優れた構造物を作るにはしっかりとした土台を作ることが重要なのです。
FirstMoldの金型と射出成形シニアエキスパートのイ・ヨンです。金型製作や射出成形の知識交換のためにご連絡をお待ちしております。また、弊社とのコラボレーションのご注文もお待ちしております。ご期待ください。











