

エジェクターピンは、以下のエジェクターシステムで一般的に使用されている。 射出成形金型.のように。 モールドベースそのため、一般的には、この2つのどちらかが中心的な役割を果たすことはない。 金型メーカー または射出成形工場である。そのため、ほとんどの金型メーカーはエジェクターピンを外部から購入している。
射出成形された製品は、射出成形完了後にエジェクターピンの跡が残るのが普通であるため、エジェクターピンは工業製品設計者が習得すべき知識の一つである。そのため、製品設計者はプラスチック製品のエジェクター位置を考慮して設計する必要があります。それでは、射出成形部品のエジェクターピンについて説明します。

エジェクターピンとは何ですか?
エジェクターピンは、射出成形で金型コアから完成部品を取り出すために使用される円筒形の部品です。通常、鋼合金製で、高圧と反復運動の耐久性を考慮して作られています。
金型内のエジェクタプレートに配置されたエジェクタピンは、エジェクタプレートから金型内へ伸びています。 モールドコア 金型が開くときに成形品を押し出す力を加えます。エジェクターピンは、異なる金型設計や成形品形状に対応するため、サイズ、形状、構成が様々です。このピンを正確に配置し、効果的に作動させることが、成形品の効率的な排出と金型全体の性能に不可欠です。
金型内のエジェクターピンの本数は通常何本ですか?
射出成形部品の品質と生産効率に及ぼすエジェクターピンの量の影響
エジェクターピンの数量は、射出成形品の品質と生産効率に大きく影響します。エジェクターピンが不足すると、ボイドや成形不良の原因となります。 シンク跡 その結果、成形品の品質が低下します。逆に、過剰な数のエジェクターピンは、金型の製造コストを増加させるだけでなく、射出成形の生産効率を低下させ、機械の動作が鈍くなったり、ジャムを引き起こしたりする可能性もある。
エジェクターピンの数を推定する方法
必要なエジェクターピンの数を見積もるには、いくつかの段階を踏む必要がある:
1.射出成形部品の構造と加工要求の分析: 成形品の肉厚、穴、突起などの特性、サポート除去や打ち抜きなどの加工要件など、成形品の構造を理解することは非常に重要です。これらの要素は、必要なエジェクターピンの数に大きく影響します。
2.機械射出圧力の決定: 射出成形機のモデルと仕様に基づいて、射出成形機の射出圧力を決定する必要があります。射出圧力は、エジェクターピンの数を左右する重要な要因の一つです。
3.金型キャビティ面積の計算: 成形品の構造と射出圧力から、必要な金型キャビティ面積を算出します。金型キャビティ面積は、エジェクターピン数の上限を設定するための重要な基準データとなります。
4.エジェクターピンの数の見積もり: 上記のデータと実際の経験を組み合わせて、適切なエジェクターピンの数を見積もります。一般的には、金型キャビティ面積を射出圧力で割り、さらにエジェクターピン圧力値で割った値以上のエジェクターピンを配置します。しかし、過剰なスクラップ率を防ぐためには、エジェクターピンの過密配置を避けることが肝要である。
金型のエジェクターピンに使用される一般的な材料
金型のエジェクターピンは通常、高速度鋼から作られ、その後熱処理を受けます。市場には様々な鋼種があり、一般的に使用されているのはSKD61とSKH51です。
これらのピンの硬度は通常50~55度で、表面硬化と窒化処理が施される。
さらに、通常の高速度鋼から作られたエジェクターピンもあり、これはそれほど要求の厳しくない用途で使用される。エジェクターピンの価格は市場で大きく異なり、ブランドメーカーのものは高価です。
中国製SKD61エジェクターピン:
最も一般的なエジェクターピンで、硬度と耐熱性は平均的です。精度と硬度の要求がそれほど高くない金型に適しており、比較的手頃な価格です。
台湾製窒化SKD61エジェクターピン:
このピンは、通常のSKD61材料と比較して、硬度と耐熱性が向上しています。多くのお客様から支持されており、価格は中国SKD61ピンより若干高くなっています。
日本製真空窒化SKD61エジェクターピン:
このピンは真空窒化炉で熱処理され、硬度、耐熱性、内外面硬度の一貫性に優れた高品質のSKD61材となります。原材料の品質が優れているため、エジェクターピンに対する要求が高い金型には最適な選択肢ですが、従来の選択肢に比べると価格が高くなります。
SKH-51 エジェクターピン:
高速度鋼から作られたSKH51エジェクターピンは、ピンに高い要求が課される金型工場に選ばれています。SKH51はタングステンを含む高速度鋼で、優れた耐熱性、靭性、硬度で知られ、要求の厳しい用途に最適です。
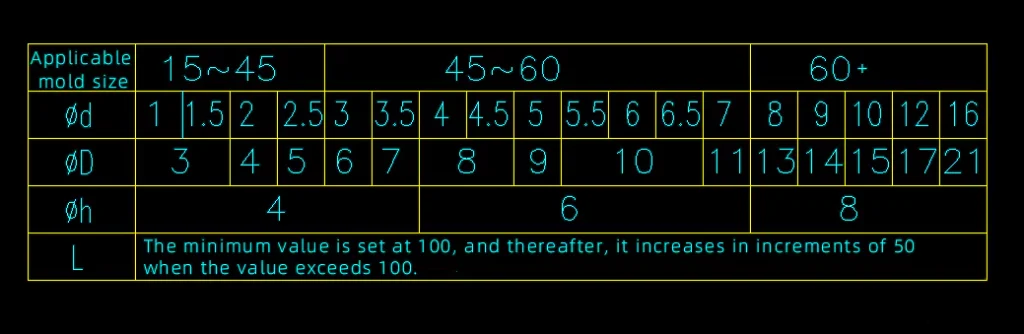
一般的に使用されている数種類のサイズのエジェクターピン。
エジェクターピンとエジェクターシステムの設計原理
金型サプライヤーはサプライヤーからエジェクターピンを受け取ることができますが、それでも、企業が金型を設計しているときにエジェクターピンの設計上の考慮事項に十分な注意を払うことが非常に重要であるという事実を言及する価値があります。設計は、部品の固着や損傷などの問題を引き起こすことなく、最高の射出成形機能を提供するために重要な役割を果たしています。ここでは、基本的な外観設計の原則を紹介します:
1.金型設計効率のためのエジェクターピン配置の最適化
金型設計に先立ち、エジェクターピンの位置は重要な問題であり、できるだけリブやエジェクション力が大きくなると予想される箇所の近くに配置することが望ましい。この点で、戦略的な目的のこの位置決めは、成形品を簡単かつ正確に射出することができるように、すべての重要なポイントで力を使用するための重要な要因である。これにより、成形品に損傷や変形を与えることなく、効果的で信頼性の高い射出が実現します。金型設計上のこれらの選択された位置をピン配置することにより、結果は射出プロセスを改善し、射出成形の全体的な成功を高めることができます。
2.クリアランスの維持
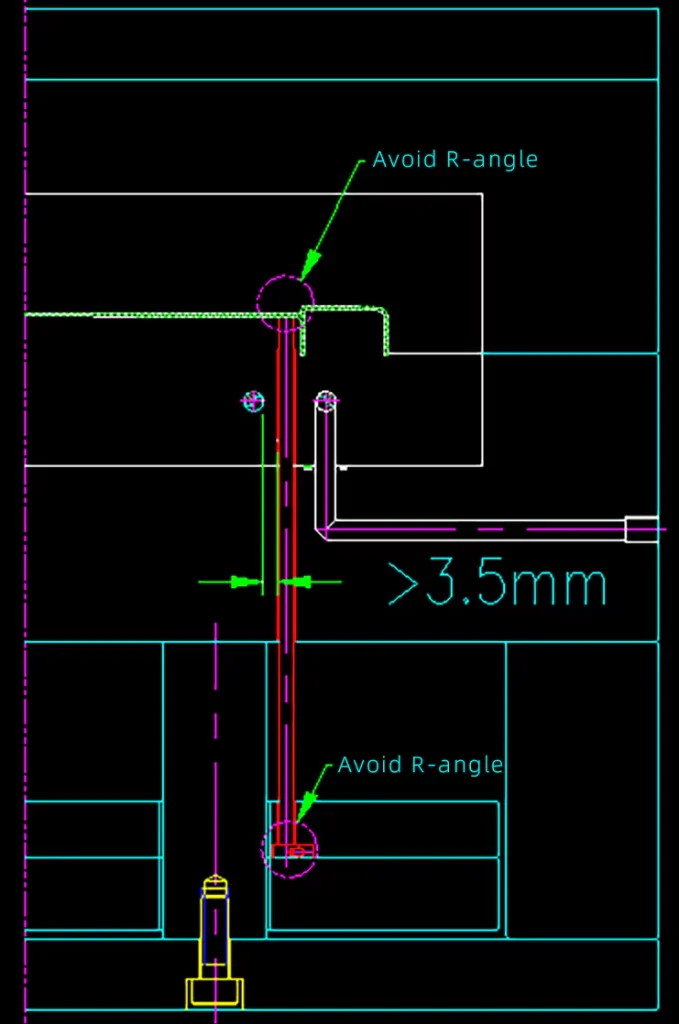
適切な機能を確保し、干渉を避けるために、ウォーターラインとエジェクターピンの距離を3.5mm以上に保つことを推奨します。この距離を確保することで、十分なクリアランスを確保することができ、エジェクションプロセス中にエジェクターピンとウォーターラインが接触したり、衝突したりする可能性を防ぐことができます。この距離を確保することで、金型や射出成形品の健全性や性能を損なうことなく、必要な部品を効果的に収容し、スムーズで効率的な射出を促進することができます。(次の図を参照)
3.適切なアライメントの確保
エジェクターピンが支柱に近づいたとき、エジェクターカップがエジェクタープレートの穴を通らないようにすることが、効果的な作動を確保し、干渉を防ぐために重要です。この原則により、エジェクターカップは適切な位置関係を保ち、エジェクタープレートの動きを妨げません。このような設計上の配慮をすることで、金型がスムーズに機能し、成形品の排出を効率よく行うことができ、複雑な動作や誤動作を起こす可能性がありません。(下図参照)
4.性能向上のためのエジェクターピンの向きの最適化
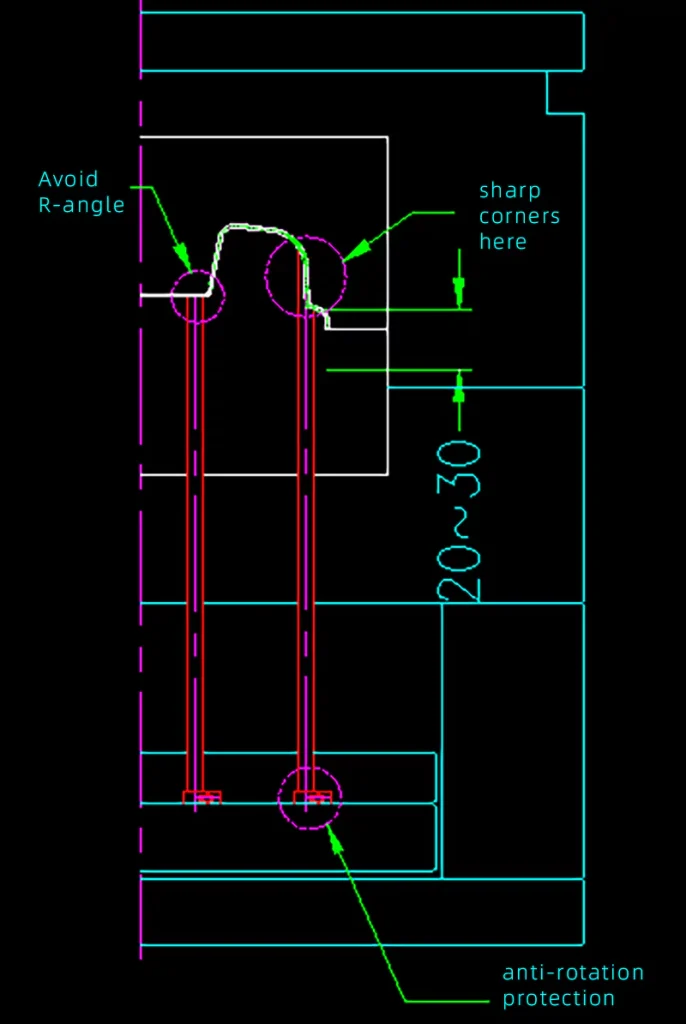
エジェクターピンの性能と耐久性を最適化するためには、R角、鋭角、急斜面、ゲート位置に近すぎる場所を避け、平坦な方向に配置することをお勧めします。平坦で適切な配置を確保することで、エジェクターピンは、不必要な障害物に遭遇したり、金型や射出部品に損傷を与える可能性がなく、安定した効率的な射出力を発揮することができます。このような設計上の配慮は、金型全体の機能と信頼性を高め、射出成形プロセスの円滑化と製品品質の向上に貢献します。(下図参照)
5.安定性の確保
エジェクターが曲面に設置される場合、カップの回転防止を組み込むことが不可欠です。この設計は、排出プロセス中のカップの不要な回転を防止し、排出部品との適切な位置合わせと係合を確実に維持します。カップは、ガイドピンやキー溝などの回転防止機構や特徴を組み込むことで、回転力に効果的に抵抗し、意図した向きを維持することができます。この設計原理は、射出システムの信頼性と精度を向上させ、金型動作中のミスアライメントや損傷のリスクを最小限に抑えるのに役立ちます。(以下の写真をご参照ください。)
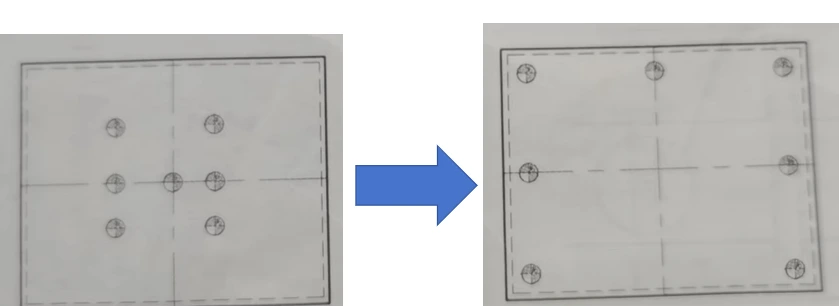
6.射出力分布の向上
射出力を均等にするためには、エジェクターピンを金型全体に均等に配置することをお勧めします。しかし、製品の突き出し面に特別な外観上の要求がなく、適切な位置に突き出しピンがある場合は、より大きな突き出しピンを使用するのが好ましい。この選択は、射出力をより効果的に分散させ、成形品の適切な射出を保証するのに役立ちます。より大きなエジェクターピンを戦略的に使用することにより、金型設計は、射出性能を最適化し、射出成形プロセスの全体的な効率を向上させることができます。(以下の写真をご参照ください。)
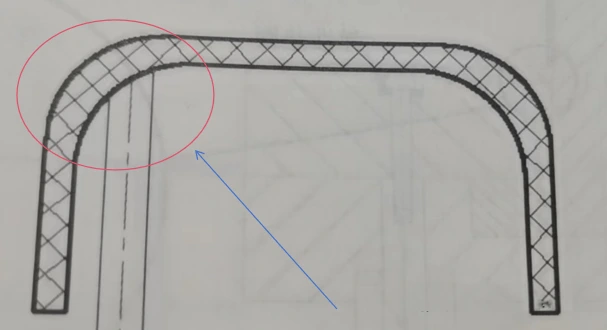
7.複雑なリブ・コンフィギュレーションへの対応
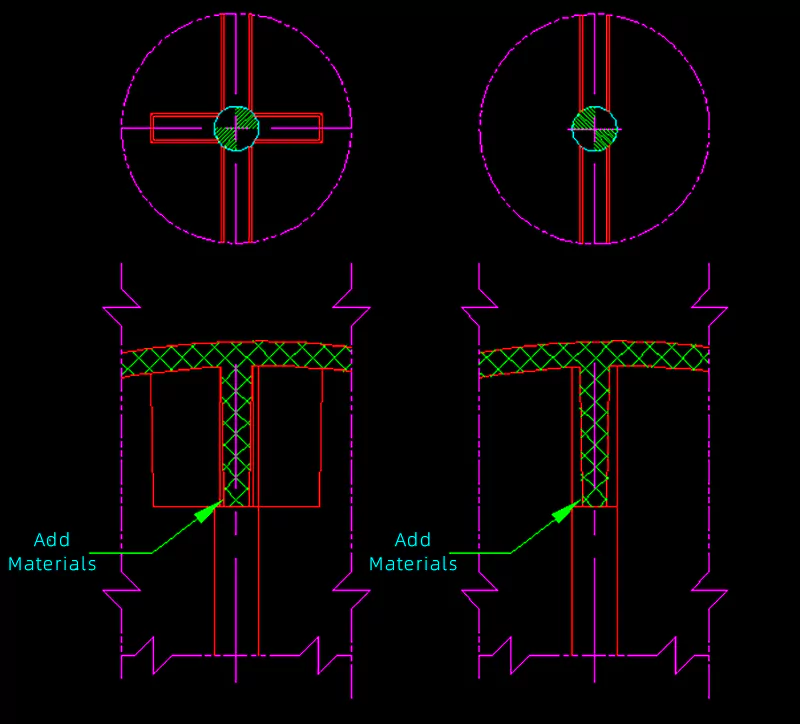
ヒケを発生させたり製品に影響を与えたりすることなく、十字型や深いリブに対応するために、図Cに示す方法で材料を追加することができます。この方法により、金型キャビティに適切な充填を行うことができ、成形品が意図した寸法と構造的完全性を維持することができます。このテクニックを戦略的に適用することで、金型設計は複雑なリブ形状がもたらす課題に効果的に対処し、高品質の成形品を製造することができます。(下図参照)
8.サイズ数の最小化
一組の金型内で使用するエジェクターピンのサイズ数を最小限に抑える。
9.容易な排出の確保
製品の取り出しにくさを防ぎ、排出を容易にするために、特に製品の収縮が大きい場合には、エジェクターピンを製品の端に近づけすぎないようにすることが望ましい。
上記のエジェクターピンの設計案が複雑すぎると思われる場合は、以下の簡単なアドバイスをご検討ください:
1.エジェクターピンは、金型から製品が取り出しにくい場所に配置し、製品に均一な力がかかるように均等に配置し、エジェクション時の変形を防ぎます。
2.エジェクターピンで排出される面が平面ではなく、傾斜や曲面である場合、エジェクターピンに回転防止処理が必要となる。
エジェクターピンの破損
エジェクターピンが折れた場合の対処法
1.ピンが折れているが詰まっていない場合は、金型からノックアウトするだけでよい。
2.ピンが詰まった場合は、ドリルで穴を開け、残った部分をノックアウトする。この方法は柔らかい素材のエジェクターピンに適している。
3.もう一つの選択肢は、放電孔を開け、ワイヤーカットを行って折れたピンを取り除くことである。
4.可能であれば、排出プロセスに影響を与えないのであれば、エジェクターピンをキャンセルすることを検討する。このステップを踏むことで、さらなる合併症を避けることができる。
状況を慎重に判断することを忘れないでください。エジェクターピンの破損に効果的に対処するために、具体的な状況に応じて適切な方法を選びましょう。
エジェクターピンの破損を防ぐには
エジェクターピンの強度を高める
1.良質な材質のエジェクターピンを選びましょう。エジェクターピンは、強度と耐久性を高めるために熱処理や表面窒化処理が施されたものを選びましょう。
2.単節エジェクターピンの外径を大きくする。金型に十分なスペースがある場合は、対応する金型コア穴、Bプレート、エジェクターリテーナープレートの穴の直径を大きくすることで、より良いサポートと安定性を得ることができます。
3.単節のエジェクターピンではなく、複節のエジェクターピンの使用を検討する。ダブルセクションエジェクターピンは、シングルセクションのものに比べ、強度と弾力性が増し、破断のリスクが軽減されます。
排出の向上と排出抵抗の低減
1.破損しやすい箇所、特にスペースが限られている箇所では、エジェクターピンの本数を増やす。複数のピンに排出力を分散させることで、各ピンにかかるストレスを軽減し、破損のリスクを最小限に抑える。
2.雄型とリブの溝部分の表面仕上げを強化する。これらの表面を研磨したり、脱型スロープを取り入れることで、よりスムーズな排出が可能となり、エジェクターピンへの負担が軽減され、破損の可能性が低くなります。
エジェクターピンオイル
射出成形メーカーにとって、もうひとつ注意すべき点がある。射出成形の工程では、エジェクターピンとエジェクターピンの穴が擦れ合います。エジェクターピンにエジェクターピンオイルを頻繁に注油しないと、エジェクターピンが焼損したり摩耗したりします。また、エジェクターピンの穴が摩耗・拡大し、バリが発生し、製品の品質(または組立)に影響を与えます。
時にはエジェクターピンの位置でバリを加工する必要があり、針折れまで発生してスムーズな生産が妨げられることもある。
従って、射出成形メーカーは、潤滑と保護のために、エジェクターピンにエジェクターピンオイルを定期的に適時にスプレーすることをお勧めします。
エジェクターピンオイルの使用
エジェクターピンオイルは、一般的に高品質なガイドレール用潤滑油で、強靭で油膜切れがなく、潤滑性、防錆性、耐クリープ性に優れ、プラスチック金型のエジェクターピン(プッシュロッド)の潤滑に使用される。
使用場面
脱型中、エジェクターピンの抵抗が大きかったり、引っ込みが悪い場合は、エジェクターピンオイルをスプレーする。エジェクターピンにエジェクターピンオイルをスプレーする担当者を毎日配置すべきである。これは、潤滑/保護のために、シフトごとに少なくとも1回、決められた時間に行うべきである。
最後の言葉
金型や射出成形におけるエジェクターピンの使用に関する知識は奥が深い。マスターするには多大な時間を要する。この記事で取り上げたエジェクターピンの知識は比較的基本的なものである。エジェクターピンとスライダーの連携、エジェクターピンとスライダーの一体化など、まだ取り上げていない高度なトピックがたくさんあります。 リフターなどがある。
製品設計者にとっては、エジェクターピンの動作原理とレイアウトの基本を理解するだけでも十分だろう。この知識は、工業デザインにおけるプラスチック製品の外観に関連するいくつかの悪いデザインを避けるのに役立つ。本日のシェアは以上である。もし金型に興味があり、さらにディスカッションしたい方は、お気軽に下記までメールをください。 [email protected].











