

前回の記事で、私たちは「'」について深く掘り下げた。射出成形とは'.スペースの都合上、射出成形金型には焦点を当てませんでした。射出成形とプラスチック射出成形金型は切っても切れない関係である。この記事は「プラスチック射出成形金型とは何か」を包括的に解読し、貴重な情報を満載します。新人、デザイナー、同業者に最適です。
射出成形金型製造サービスやそのケーススタディについてもっと知りたい方は、'をクリックしてください。射出成形金型製作サービス'.ファーストモールドが提供するサービス、見積もり、ケーススタディをご覧いただけます。

プラスチック射出成形金型とは?
プラスチック射出成形金型の定義
プラスチック射出成形用金型は、工業用プラスチック製品を製造する際に用いられる射出成形用の金型である。以前、射出成形について説明したが、これはプラスチック(プラスチックペレットや繊維など)を加熱して溶融状態にする工程である。この溶融プラスチックを射出成形機で金型に射出する。冷却後、材料は希望の形と大きさに固化する。簡単に言えば、この工程は、固形材料を溶かして液体にし、固定された金型に入れ、冷えて固まるのを待ってから取り出すのである。
一般に、大量生産を必要とする製品(プラスチック製品に限らない)の大部分は金型に依存している。金型が「産業の母」と謳われる所以である!
製造工程における射出成形金型の重要性
カビの重要性を過小評価することはできない。
第一に、金型は生産性と製品の品質を大幅に向上させる。手作業による生産に比べ、金型は原材料を迅速かつ正確に特定の形状の部品や製品に加工することができる。同時に、金型は生産ラインを水平方向にも垂直方向にも拡張できるため、生産性が向上する。
第二に、金型製造は自動化されたインテリジェントな生産工程において重要な役割を果たしている。金型製造を通じて、生産コストを効果的に削減し、生産効率を高め、生産工程を完全に自動化することができる。

射出成形と射出成形機
金型を使ってプラスチック製品を大量生産するには、射出成形機の助けが必要であることは述べた。馴染みのない方のために簡単に説明すると、射出成形機とは、金型にプラスチック原料を射出する道具と考えていただければよい。この金型と射出成形機の共同作業を射出成形と呼んでいる。
射出成形機についてもっと知りたい方は、"射出成形機 "をクリックしてください。射出成形機"をクリックすると、彼らに関する詳細な情報を見ることができる。
プラスチック射出成形金型の基礎
射出成形金型の種類
射出成形について述べたとき、私たちは、人々がよく「射出成形」と呼ぶものは、実際にはほとんどの場合「プラスチック射出成形」であると指摘した。会話では「プラスチック」という言葉が省略されることが多いが、実際には射出成形にはさまざまな種類がある。プラスチック射出成形はそのひとつに過ぎない。
プラスチック射出成形金型 "と "射出成形金型 "の関係は似ている。この記事では、主に "プラスチック射出成形金型 "に関連するトピックを取り上げます。
金型の構造を掘り下げる前に、射出成形金型の種類を理解することが重要です。射出成形金型は、さまざまな基準に基づいていくつかの方法で分類することができます。
製品素材別:
- プラスチック射出成形金型:標準的な射出成形金型。
- 金属射出成形金型:アルミや亜鉛などの金属製品を製造するダイカスト工程に使用される。
- シリコーン射出成形金型:シリコーンゴム製品の場合、このタイプは医療用および台所用品によく使用される。
金型材質別
- アルミニウム金型:軽量で費用対効果が高く、短時間で製造できる。寿命が短く、少量から中量の生産に最適。
- スチール金型:耐久性、耐摩耗性に優れ、大量生産に適している。スチール金型は高価になることがある。
- ベリリウム銅金型:多くの場合、急速な熱除去が必要な金型領域や、金型に使用される。 インサート 冷却速度を向上させる。ベリリウム銅が最も高価である。
生産量別:
- 試作金型:ラピッドツーリングとも呼ばれる
- 生産金型:プロダクション・ツーリングとも呼ばれる。大量生産用に設計されている。
ランナーシステム別:
- ホットランナー金型:ランナー内の溶融物が凝固しないように加熱装置を使用する金型。
- 冷間金型:ランナーが固化し、製品とともに取り出される射出成形金型。.
虫歯の数
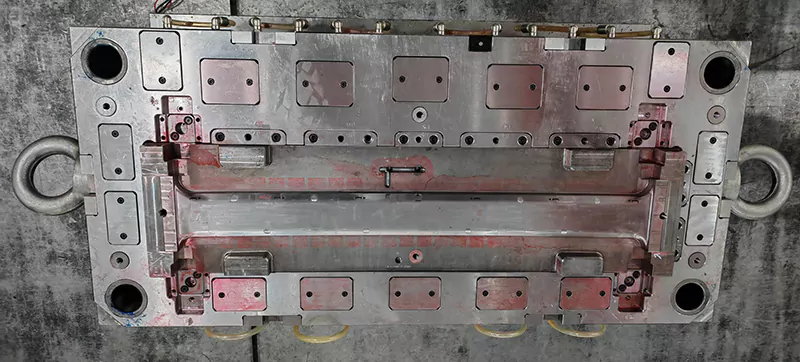
- シングルキャビティ:1サイクルで1部品を生産する。 金型設計.
- マルチキャビティ:1サイクルで複数の部品を生産する。単一キャビティ金型と同様、より一般的で、金型設計に依存する。
コアメカニズム別:
- 2プレート金型:シンプルな構造でメンテナンスが容易。
- 三板金型:2つのパーティングレベルを持ち、複数のゲートを持つ複雑なパーツが可能。
特集別:
- ファミリー・モールド:同じサイクルで一連の異なる部品を生産し、通常、最終製品で一緒になる小さな部品に使用される。
- インサート金型:プラスチック部品に金属部品を組み込むことができる。
- オーバーモールド:柔らかいグリップを持つ歯ブラシのような多素材製品を作るのに役立つ。
- ツーショット金型: これは特殊なタイプのオーバーモールドで、異なる素材のプラスチック製品も作るが、1サイクルで行う。

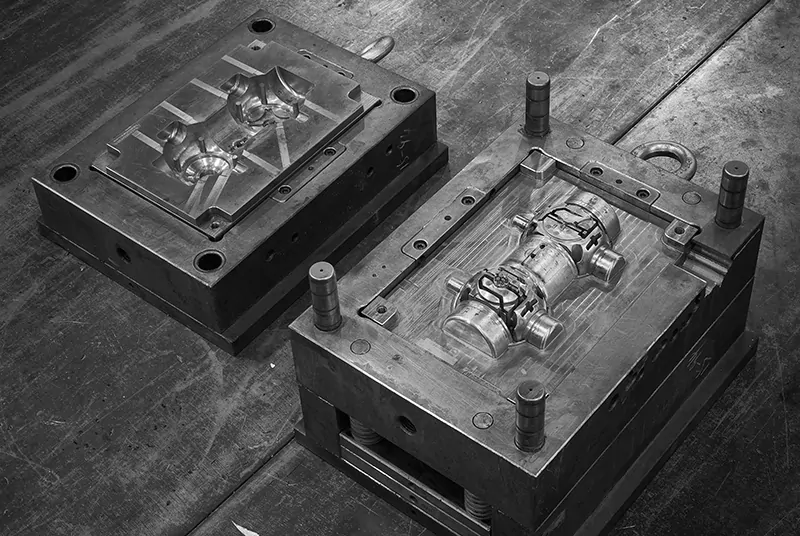
射出成形金型の構造
射出成形金型システムはいくつかの重要な部品で構成され、それぞれが成形プロセスにおいて重要な役割を果たしている。ここでは、金型の基本的な構造を概観し、その複雑さを強調します。各金型部品の機能、構造、留意点については、後ほど詳しく紹介する予定である。高度な金型の知識については、興味のある読者は"射出成形金型部品" ナビゲーションページでは、金型の基本的な要素について簡単に説明しよう:
成形システム
成形部品は金型キャビティを形成し、インサート、モールドコア、サイドコアを含む。
ゲートシステム
ゲートシステムは、射出成形機のノズルから閉じた金型キャビティに溶融プラスチックを導く通路である。メインランナー、サブランナー、ゲート、コールドスラグウェルが含まれます。コールドランナーシステム以外にも、ホットランナーシステムも利用されています。
温度制御システム
このシステムは金型温度を最適な範囲に維持するもので、冷却と加熱の側面があるが、冷却の方が一般的である。冷却水路、冷却井戸、ベリリウム銅冷却が特徴で、水、油、ベリリウム銅、空気を制御媒体とする。
排出とリターンシステム
脱型システムまたは射出システムとも呼ばれ、金型からプラスチック部品を安全かつ損傷なく取り出すことを保証します。
ガイドシステム
このシステムにはガイド部品が含まれる。ガイド部品は主に、金型キャビティと金型コア用のガイドピンとブッシュ、スライド用のガイドスロットで構成されています。位置決めには、ロックブロックと円錐形の位置決め構造が含まれます。
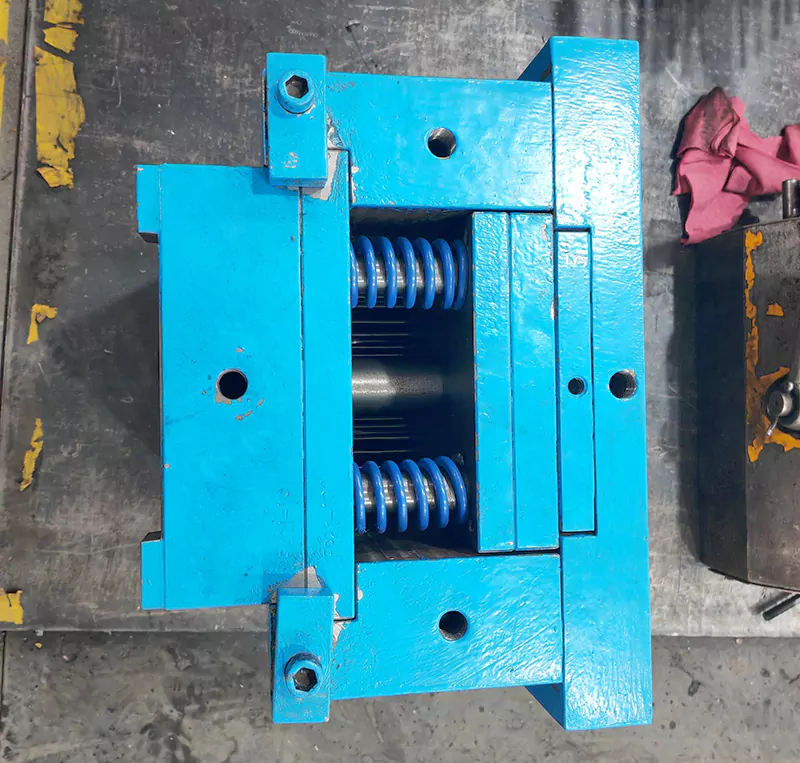
スライドシステム
横方向に突起や穴のあるプラスチック部品の場合、排出前にスライド(またはインサート)を引く必要があります。この機構には、スライダーアングルピン、スライダー、Tスロット、油圧シリンダー、スプリング位置決め部品などが含まれます。
排気システム
ベントシステムは、溶融材料が金型キャビティに充満する際に金型キャビティから空気を排出し、金型が開く際に空気を入れて真空になるのを防ぎます。ベントは、パーティングラインベント、グルーブベント、インサートベント、ロッドベント、ベントピンなどを通じて行われます。
射出成形金型製作のワークフロー
よく目にする金型加工のビデオでは、次のような技術が紹介されている。 CNC加工放電加工)、ワイヤーカットなどである。しかし、実際の作業には、これらの工程の前後に多くの細心のステップが含まれます。これらの工程を経て初めて、最終的な使用時に金型に射出成形の欠陥が生じないようにすることができるのです。
通常、金型製造会社は、金型製作の受注から完成品の納品まで、このようなステップを踏む:
| ステップ | 説明 |
| 1 | 金型の注文と図面を受け取る |
| 2 | 製造可能設計(DFM)レビュー |
| 3 | 顧客によるDFMの承認 |
| 4 | 金型設計レビュー |
| 5 | 顧客による金型設計の承認 |
| 6 | 金型設計に基づいて金型材料を発注する |
| 7 | 工場で金型材料を受け取る |
| 8 | 深穴掘削 |
| 9 | CNC加工プログラミング |
| 10 | ワイヤー放電加工 |
| 11 | EDM加工 |
| 12 | インサートの組み立て |
| 13 | 型にはめる |
| 14 | の型にはまる パーティングライン そして 抜き勾配 |
| 15 | パーティングラインとドラフトアングルのフォローアップ作業 |
| 16 | 研磨 |
| 17 | 金型組立 |
| 18 | 金型トライアル |
射出成形金型に使用される材料
金型製造に使われる材料は、金属、プラスチック、無機非金属、パラフィンなど実にさまざまで、それぞれが特定のニーズと需要に基づいてニッチを見出している。
金型製造に最も利用される材料は、鉄である。金型製造工場にとって、金型材料の知識は必要不可欠である。ここでは、金型製作によく使われる鋼材を紹介します:
スチール
- 45 - 高品質の炭素構造用鋼で、最も一般的に使用される中炭素焼入れ焼戻し鋼。
- Q235A(A3鋼) - 最も一般的に使用される炭素構造用鋼。
- 40Cr - 最も広く使用されている鋼のひとつで、合金構造用鋼に属する。
- HT150 - 灰色の鋳鉄。
- 35 - さまざまな標準部品やファスナーの共通材料。
- 65Mn - 一般的に使用されるバネ鋼。
- 0Cr18Ni9 - 最も一般的に使用されているステンレス鋼(米国鋼種SUS304、日本鋼種SUS304)。
- Cr12 - 一般的に使用される冷間加工用ダイス鋼(米国鋼種D3、日本鋼種SKD1)。
- DC53 - 一般的な日本の冷間加工用ダイス鋼。
- DCCr12MoV - 耐摩耗性クロム鋼。
- SKD11 - 強靭なクロム鋼。
- D2 - 高炭素、高クロム冷間加工鋼。
- SKD11 (SLD) - 変形に強い強靭な高クロム鋼。
- DC53 - 高靭性の高クロム鋼。
- SKH-9 - 耐摩耗性、高靭性の万能高速度鋼。
- ASP-23 - 粉末冶金高速度鋼。
- P20 - 一般に、中程度の要件を満たす大型のプラスチック金型に使用される。
- 718 - 需要の多い大型プラスチック金型に使用。
- 中80 - 高光沢、高精度のプラスチック金型に使用される。
- S136 - 耐食性があり、鏡面研磨のプラスチック金型が必要。
- H13 - ダイカスト金型によく使われる。
- SKD61 - 高級ダイカスト金型。
- 8407 - 高級ダイカスト金型。
- エフディーエーシー - 機械加工性を高めるために硫黄を添加。
アルミニウム
アルミニウム合金は、アルミニウムを主成分とし、他の金属を合金元素として少量加えたものである。この材料は、一連の加工と処理によって得られる。
金型に使用される一般的なアルミニウム合金には、アルミニウム-シリコン合金とアルミニウム-マグネシウム合金があります。アルミシリコン合金は硬度が高く靭性に優れていることで知られ、アルミマグネシウム合金は強度が高く耐熱性に優れています。どちらも異なる加工ニーズに基づいて選択することができます。アルミニウム合金の金型は主にダイカスト、重力鋳造、低圧鋳造に使用され、高い成形精度と良好な表面品質などの利点を提供します。

ベリリウム銅
ベリリウム銅は、そのユニークな特性により、金型製造において重要な役割を果たしている:
金型の硬度と耐摩耗性の向上:ベリリウム銅は、一般的な銅合金に比べて硬度が高く、耐摩耗性に優れています。そのため、高硬度の中子やキャビティを持つ金型を作ることができ、破損することなく長期間使用することができます。
金型の熱伝導率の向上:ベリリウム銅の熱伝導率は、一般的な銅合金の熱伝導率を上回り、金型ヒーターの材料として有効です。金型加熱の効率を高め、金型の熱伝導率を向上させます。これにより、製品の加熱がより均一になり、生産効率が向上します。
金型の精度と安定性の向上:ベリリウム銅は、高強度・高硬度の金型ガイドポストや金型プレートの製造に使用できます。これにより、金型の安定性と精度が向上し、製品の品質が保証されます。
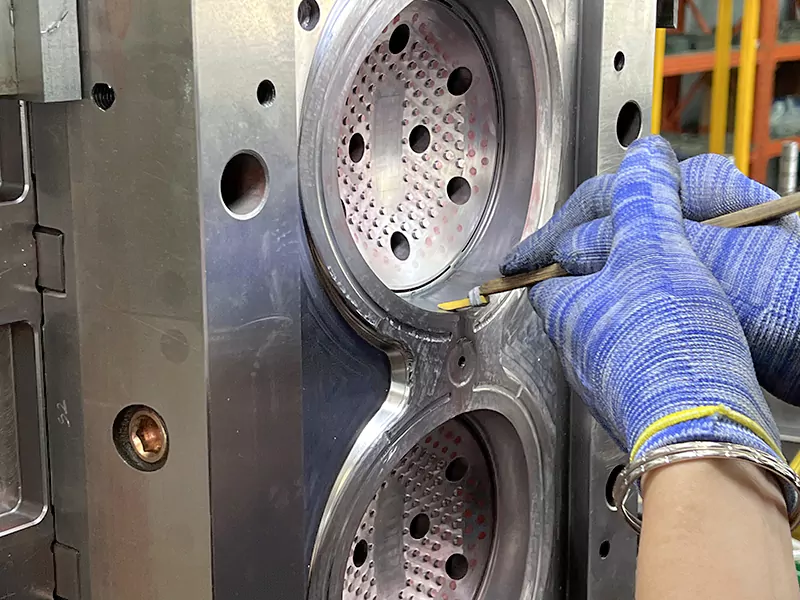
金型フィッティングと研磨
金型加工が完了すると、金型研磨と金型はめ込みの2つの工程が不可欠となる。
金型研磨には2つの目的があります。第一に、金型の平滑性を向上させ、生産される製品の表面がきれいで、魅力的で、美観に優れていることを保証します。第二に、脱型を容易にし、プラスチックが金型に付着するのを防ぎます。この工程では通常、オイルストーン、サンドペーパー、研磨剤を使用して金型キャビティの表面を研磨し、鏡面仕上げを目指します。
金型のはめ込みは、通常、特定のはめ込み機を使用して行われ、金型コアと金型キャビティ間の精度の一致をチェックします。

最終的な金型ができるまで、金型研磨と金型はめ込みの工程を交互に行うこともある。
このアプローチにより、製品の美的品質と成形工程の効率の両方が保証される。
カビの保護、メンテナンス、修理
金型の保護は、その特殊性、精密性、脆弱性から極めて重要である。これは金型製造業者にとって特に重要であり、また射出成形用の金型を自社工場で購入する顧客にとっても重要である。保護対策は次のようにまとめることができる:
さびを防ぐ:水漏れ、結露、雨ざらし、指紋などによる射出成形金型の錆を防ぐ。
クラッシュの防止:エジェクターピンの破損や、ピンが正しく引っ込まないことによる損傷を防ぐため。
バリの除去:不適切な洗浄、材料の打ち抜き、手作業による拭き取り、スプルプライヤーやナイフとの接触によるバリを避けるため。
部品の欠落を防ぐ:ロッドのような部品の欠落による損害が発生しないようにする。 ワッシャー 使用中
圧縮損傷を防ぐ:金型内に製品が残っている状態で金型が閉じる際の破損を避けるため。
低圧のダメージを防ぐ:過度に高い低圧保護設定による損傷を防ぐため。
金型修理
の詳細については触れない。 モールドリペア, メンテナンスの際には、保護の観点から一定の原則に従うことが不可欠である:
- 分解時に金型を傷つけたり濡らしたりしないようにする。スムーズに動かすこと。
- 離型剤を少量スプレーする前に型を加熱する。
- 総合的な点検を行い、防錆対策を施す。キャビティ、コア、エジェクター機構、ガイドレールのゴミを丁寧に乾燥させて除去し、金型防錆剤をスプレーし、グリースを塗布する。
金型メンテナンス
連続運転中、金型は部品の摩耗や損傷、潤滑油の劣化、水漏れ、プラスチック材料による圧縮損傷などのためにメンテナンスが必要になる。
金型のメンテナンスは一般的に、日常メンテナンスとダウンタイムメンテナンスに分けられる。
日々のメンテナンス を含む:
- 通常の錆取り(金型ベース、パーティングライン表面、キャビティ、コアなど)。
- 定期的な潤滑油の再塗布(エジェクターシステム、 リフターなど)。
- 摩耗しやすい部品(ロッド、ボルトなど)の定期的な交換。
ダウンタイム・メンテナンス 金型を分解し、金型キャビティやエジェクターピンなどの専門的な検査と保護を行うには、専門の技術者が必要です。
この構造化されたアプローチにより、金型の品質と寿命が保証され、製造工程で最適な性能が維持される。
プラスチック射出成形
金型設計
金型設計は金型製造工程の中で最も重要な段階であり、最終製品の品質に直接影響する。この段階は、私の友人の多くにとっても大きな関心事である。まず、ファーストモールドの典型的な金型設計者に必要な資格について、同社の求人要項に記載されていることから検証してみよう:
仕事内容:
- 新製品開発スケジュールに沿った金型設計を担当。
- 様々な金型設計構造レビュー(DFM)を組織し、参加する。
- 金型製造および試験中の技術的・品質的問題を解決するために協力する。
- 金型の円滑な受け入れのため、金型テストを企画し、参加する。
- 製品や金型の欠陥を特定し、改善する。
募集要項:
- プラスチックおよび設計の経験が5年以上あり、金型設計業務に情熱を注いでいる。
- AutoCAD、UG、CATIAなどの図面作成ソフトに精通している。
- プラスチック金型設計図面を単独で作成できる。
- コミュニケーション能力と調整能力に優れ、マネジメントに従順で、実行力がある。
- プラスチック部品の金型の3D設計を担当。
- 加工図面の作成を担当。
- 生産工程で発生する技術的問題を迅速に指導、処理、調整、解決する。
この求人広告は、金型設計の複雑さを効果的に浮き彫りにしている。では、金型設計のプロセスとはどのようなものだろうか。
金型設計の主なプロセス
顧客が製品図面を提供→製品を分析→プラスチックの種類を確認→金型材料を確認→エンジニアリング図面に変換→鏡面収縮を適用→組立図を完成→金型ベースを発注→金型コア材料を発注→脱型設計→3D金型分割→ランナー/ゲートシステムを決定→レイアウト図に従って構造を設計→インサートを分解→3D図面を修正→エンジニアリング図面(金型コア/インサート/金型ベース/その他部品)を作成→BOMを作成→校正とレビュー。
このプロセスには、金型設計者が金型を設計する際の基準も含まれる。
金型設計の基準
主な基礎となるのは、クライアントから提供された製品図面とサンプルです。デザイナーは、製品やサンプルを徹底的に分析・理解し、設計の過程ですべての項目を1つ1つチェックしなければなりません。
寸法精度
玩具のように、外観の美しさは要求されるが寸法精度が低いプラスチック製品の場合、転写寸法を除けば、他の寸法がうまく合えばよい。
外観やサイズが厳しく要求される製品については、抜き勾配が妥当かどうか、製品壁の均一性と厚さ、プラスチックの種類(金型鋼の選択と決定)を考慮する。 収縮率)、表面の要求、製品の色などである。一般的に、色は金型設計に直接影響しない。しかし、壁が厚かったり外装が大きかったりする製品では、色むらが発生しやすく、色が濃くなるほど欠陥が目立ちやすくなります。
製品の後処理
製品に表面メッキが必要な場合、特に多数個取り金型の場合は、メッキ工程が終了するまで製品を連結し、その後分離するための補助ランナーの設置を検討する必要がある。
製品容量
生産量は金型設計の重要な基礎となる。キャビティの数、大きさ、金型の材料の選択、寿命などを決定するために、クライアントは範囲を提供する必要があります。
射出成形機の仕様
クライアントからのその他の要求
設計者は、これらの要件を満たすことを考慮し、検証しなければならない。
良い金型設計と悪い金型設計の例
金型設計の良し悪しは、最終製品の品質、生産効率、コストに大きな影響を与えます。ここでは、良い金型設計と悪い金型設計の例をいくつかご紹介します:
良い金型設計
- 金型の設計は、適切な冷却と換気を可能にし、均一で安定した製品品質を保証する。
- 金型はシンプルな流線型で設計されており、完成品を簡単に取り出すことができる。
- 金型の設計は、使用されるプラスチックの種類と意図される製品の仕様を考慮し、適切な充填と最小限の無駄を保証します。
- 金型設計には、エジェクターピンやリフターなど、完成品の取り外しを容易にする機能が含まれている。
- 金型は耐久性を念頭に設計されており、射出成形工程で発生する高温と高圧に耐えられる高品質の素材を使用している。
悪い金型設計
- 金型設計が適切な冷却を提供しないため、製品が不均一になったり、ゆがんだりする。
- 金型の設計が複雑すぎたり、不必要な機能が含まれていたりすると、製品のリリースが困難になり、製造コストが高くなる。
- 金型設計は、使用されるプラスチックの種類や目的とする製品の仕様を考慮していないため、過充填や過少充填、その他の品質上の問題が生じる。
- 金型設計にはエジェクターピンやリフターなどの必要な機能が含まれていないため、製品の取り出しが難しく、生産時間が長くなる。
- 金型は、損傷や摩耗を起こしやすい低品質の材料で設計されているため、メンテナンスコストが高くなり、生産効率が低下する。
金型設計者を目指している方、または現在製品設計者としてより良い製品作りを目指している方は、FirstMoldの「金型設計」に関する記事をお読みになることをお勧めします。
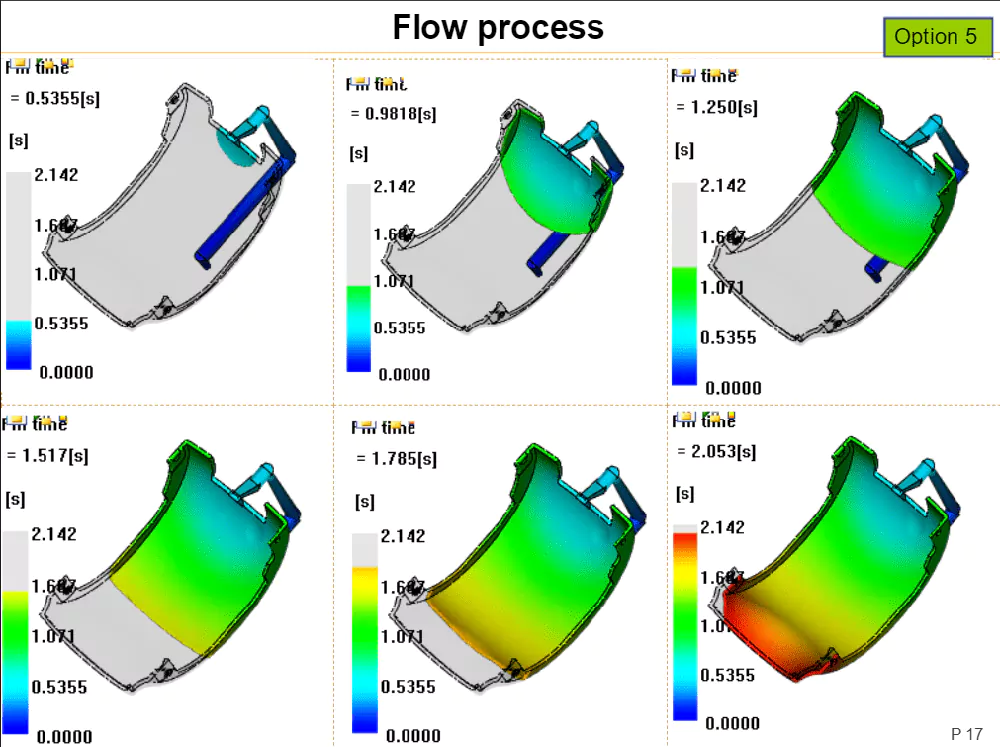
金型流動解析
金型流動解析は、主にプラスチック金型の設計と製造工程で使用されます。金型内でのプラスチックの流動、冷却、反りをシミュレーションし解析することで、エンジニアはプラスチック成形プロセスをより深く理解し、潜在的な問題を予測・解決し、金型設計と製造プロセスパラメーターを最適化することができます。具体的には、金型流動解析には次のような目的があります:
製品デザインの最適化:
金型流動解析は、製品設計の実現可能性と信頼性を評価し、ヒケやフローマークなどの潜在的な問題を予測・解決することで、製品設計を最適化し、品質と性能を向上させます。
金型設計の最適化:
金型内でのプラスチックの流動と冷却プロセスを理解し、金型温度、冷却時間、冷却効果を予測することで、金型設計を最適化し、金型の品質と寿命を向上させます。
生産工程パラメータの最適化:
金型流動解析により、エンジニアは金型内でのプラスチックの流動と冷却の挙動を理解し、最適な射出圧力、射出時間、金型温度などの生産工程パラメータを予測することができ、生産効率と製品品質を向上させることができます。
プロトタイプテストの回数を減らす:
金型製造前に潜在的な問題を予測し解決することで、金型流動解析は試作テストの回数を減らし、研究開発サイクルを短縮し、研究開発コストを削減することができる。
製品の品質とパフォーマンスの向上:
モールドフロー解析は、エンジニアが製品の構造的・性能的特性を理解し、潜在的な問題を予測・解決することで、製品の品質と性能を向上させるのに役立ちます。
金型流動解析は、より高度なDFM(製造のための設計)レビューと考えることができます。包括的な金型流動解析は、金型会社や射出成形会社の経営戦略にもよりますが、通常は別料金になります。
射出成形に関する問題のトラブルシューティング
射出成形に関する記事の中で、射出成形の欠陥についても触れました。射出成形の欠陥は、金型の設計不良、不十分な射出工程管理、材料の問題など、複数の要因に影響される可能性があります。一般的な射出成形の欠陥には次のようなものがあります:
- フラッシュ(ブrrs)
- 反り(変形)
- シンクマーク
- ショートショット
- 火傷の跡
- ウェルドライン(ニットライン)
- ジェット噴射
- 真空ボイド(エアポケット)
- フローマーク(フローライン)
- シルバーストリーク(スプレイマーク)
金型製造会社は、このような不具合に対処する高い能力を備えていなければならない。いわば、金型メーカーの資質を測る尺度のひとつが、こうした射出成形の欠陥に効果的に対処する能力なのである。
結論
射出成形は魅力的な技術である。優れた製品デザイナーは、素材、加工サイクル、製品デザインそのものの観点から、実用的な製品を生み出すためにその基本を把握する必要がある。射出成形金型に関する知識はこれにとどまりません。FirstMoldは知識の共有を楽しむ会社です。ご質問があれば、お気軽に下記までご連絡ください。 [email protected].











