

記事中 "射出成形とは射出成形工程に欠かせない二つの道具、射出成形金型と射出成形機について述べた。今日は、射出成形機の世界のトップブランドを紹介しよう。また、射出成形機の主なパラメーターと種類を総合的に紹介します。

ヒントクリック "プラスチック射出成形金型「をご覧ください。
世界の射出成形機ブランドトップ10
主要射出成形機ブランド
射出成形機サプライヤーは世界中にたくさんあり、その中には地元や世界的に有名なものも含まれています。まずは有名な射出成形機サプライヤーをいくつか挙げてみよう:
オーストリアだ: エンゲル、ヴィットマン・バッテンフェルト
スイス ネットスタール(クロネスAG)
ドイツ クラウスマッフェイ、住友重機械工業、デマグ、アーブルグ
イタリア ネグリ・ボッシ
アメリカだ: ミラクロン
カナダ ハスキー
日本だ: ニッセイ、JSW、ファナック、トーヨー、東芝、川口、三菱、住友、ソディック、新潟
中国だ: ハイチ人、チェン・ソン、イズミ、FCS、ボルチェ

射出成形機トップ10ブランド
射出成形機メーカー上位10社の選定には、多くの基準が含まれるが、多くの場合、企業収益が最初に思い浮かぶ指標である。私は丸一日かけて、これらのサプライヤーの年次財務報告データを収集した。多くのネット記事には、実際の数字と大きく乖離した会社の収益データが記載されている。さらに、多くの射出成形企業の公式な最新の年次報告書はまだ過去数年のもので、中には2018年以前にさかのぼるものさえあり、参考資料としては信頼できない。
さらに、各社の多様な事業構造は、射出成形機の真の能力を正確に反映していない。
ブランド射出成形機の生産品質、射出速度、ショット比、型締力、トン数モデルなど総合的な要素を考慮し、ブランド射出成形機の実力を如実に反映するトップ10をまとめた。
1.エンゲル
公式サイト https://www.engelglobal.com/

1945年、ルートヴィヒ・エンゲルによってオーストリアに設立されたエンゲルは、その歩みを始めた。1952年、同社は最初の射出成形機を発売した。以来、自動車、エレクトロニクス、パッケージング、医療産業など、さまざまな分野におけるハイエンド・ソリューションのリーディング・プロバイダーとして世界的に発展してきた。多様なプロセス・ソリューションを提供している。
| 企業財団 | 1945年 ルートヴィヒ・エンゲル作 |
| マネジメント | シュテファン・エングレーダー(CEO)、ゲルハルト・シュタングル(CPO)、シモン・ツァイルベルガー(CFO)、ゲルハルト・ディムラー(CTO) |
| 現在の従業員 | 全世界で約7,400人 |
| 輸出割当 | 約95% |
主な生産モデル:
- e-mac: ほぼ標準的なアプリケーションのためのコンパクトなシステム。
- デュオ 大型で要求の厳しい部品用の2プラテン射出成形システム。
- e-ビクトリー 精密部品用のタイバーレスマシン。
- イー・デュオ 大型精密部品に最適
2.ハスキー
公式サイト https://www.husky.co/

ハスキーは、金型、システム、サービスを提供することで、コア市場の顧客に対応している。様々なタイプの射出成形機を設計・製造しています、, ホットランナー, ロボット、金型、統合システム。.
主な生産モデル:
- ハイペット5E® システム
- ハイキャップ™4システム
- ハイエレクトリック4.0®システム
- ネクスペット
3.クラウスマッファイ
公式サイト https://www.kraussmaffei.com/

KraussMaffeiブランドのルーツは、1838年にミュンヘンでシュヴァーベン人によって設立されたKraussMaffeiに遡る。1930年、クラウスはマッファイと合併した。2016年1月、中国化工集団公司に買収された。5つの射出成形機シリーズを誇る:AX、CX、EX、GX、MXの5シリーズがあり、型締力は35~5500トン。動力源は油圧駆動、ハイブリッド駆動、完全電気駆動がある。
主な生産モデル:
- CX 160-750 自動車および包装用高性能射出成形システム。
- GX 650 高精度で生産性の高い2プラタン射出成形システム。
- MX 850 幅広い用途に対応するハイブリッド射出成形システム。
- PX 320-2000 薄肉パッケージ用の高性能射出成形システム。
4.アーバーグ
公式サイト https://www.arburg.com/

アーブルグ社はドイツの機械メーカーで、プラスチック射出成形機の世界的なトップメーカーである。その用途は、自動車、通信・娯楽電子機器、医療技術、家電製品、パッケージングなど、プラスチック部品の製造に関わるさまざまな分野に及んでいる。
アーバーグは全世界で約3700人の従業員を擁し、36のアーバーグ拠点と100カ国以上の取引先で事業を展開している。
主な生産モデル:
- オールラウンダー370 S 精密部品用射出成形システム
- フリーフォーマー200-3X: 積層造形 機能部品とプロトタイプのためのシステム。
- マルチリフトV 射出成形機用ロボット自動化システム。
- セロジカ 射出成形機の制御システム
5.デマグ
公式サイト https://www.sumitomo-shi-demag.eu/

デマーグはドイツのデマーグ・プラスチックス・グループ傘下の射出成形機ブランドである。2008年に住友商事に買収された。
デマーグはドイツ、米国、日本、中国に4つの生産拠点を持ち、2,000人以上の専門家とスタッフを擁しています。全電動式、ハイブリッド式、油圧式の射出成形機を開発・製造しており、型締力は180kNから20,000kNに及ぶ。住友(SHI)デマグの製品は世界市場に流通している。
主な生産モデル:
- エルエクシスSP 幅広い用途に対応する高性能射出成形システム。
- システックSP 高い精度と生産性を実現するハイブリッド射出成形システム。
- インテレクト 精密部品用射出成形システム
- エルゴテック 幅広い用途に対応する射出成形システム。
6.住友
公式サイト https://www.shi.co.jp/

住友の射出成形機は、高品質・高歩留まり・高効率・低騒音で知られる住友重機械工業の製品です。精密制御、高速加熱、省エネ油圧システムなどを採用し、生産効率、品質、信頼性を高めるとともに、環境にも配慮しています。
主な生産モデル:
- SE-HSZシリーズ
- SE-HDZシリーズ
- SED-CIシリーズ
- SDIシリーズ
- SE-DUZシリーズ
7.ヴィットマンバッテンフェルト
公式サイト https://www.wittmann-group.com/

1876年にチェコ共和国で設立されたWittmann Battenfeld社は、油圧式、電動式、マイクロ式、マルチカラー射出成形機の製造に特化している。
Wittmann-Battenfeldの専門性は、主に数グラム以下の成形用途にあります。これらの機械は、現在の市場において、精密成形の主要なソリューションと考えられており、高速かつ高精度を誇っています。
主な生産モデル:
- スマートパワー
- マクロパワー
- マイクロパワー
- エコパワー・エクスプレス
- 縦型Rシリーズ
8.ネットクリスタル
公式サイト https://www.netstal.com/

1857年にスイスで設立されたネッツタール社は、鋳造機械会社として出発した。1945年に射出成形の分野に進出。本社はグラールス州ナフェルスにある。1992年、ネッツタール社はKraussMaffei社に買収された。
同社の射出成形技術は、飲料、包装、医療技術産業、特に技術的に要求の高い薄肉プラスチック部品の生産に大きな用途を見出している。Netstal社は、最先端の射出成形ソリューションを世界中に提供し、その機械を技術、製造、製品品質の面で最前線に位置づけている。
主な生産モデル:
- エリオン1750年 幅広い用途に対応する高性能射出成形システム。
- EVOS3500: 高い精度と生産性を実現するハイブリッド射出成形システム。
- PET-Line 2400-4000R: PETプリフォームの射出成形システム。
- シンエネルギー1750 高性能用途向け射出成形システム。
9.ミラクロン
公式サイト https://www.milacron.com/
Milacron社は米国を拠点とし、射出成形、ブロー成形、および補助装置を幅広く提供している。さらに、プラスチック加工機械やホットランナーソリューション、流体技術も提供している。
主な生産モデル:
- マグナTサーボ
- マグナVサーボ
- マグナ・トグル・サーボ
- マグナ・バーティカル
- マキシマ・サーボ
10.ファナック
公式サイト https://www.fanuc.com/

ファナック株式会社は1956年に設立され、数値制御システムの研究と製造における世界的リーダーである。全電動式射出成形機を製造しており、電動射出成形機の世界市場におけるリーディング・プレイヤーである。
主な生産モデル:
- ロボショットα-SiAシリーズ
- ロボショットS-2000iシリーズ
- ロボショットS-2000i-Bシリーズ
- ロボショット S-2000i-B-サーボシリーズ
- ロボショットS-2000i-Bサーボα
射出成形機の種類
射出成形機の各ブランドは、異なる仕様とモデルを持っていることがわかります。射出成形機の様々なタイプを見てみましょう。
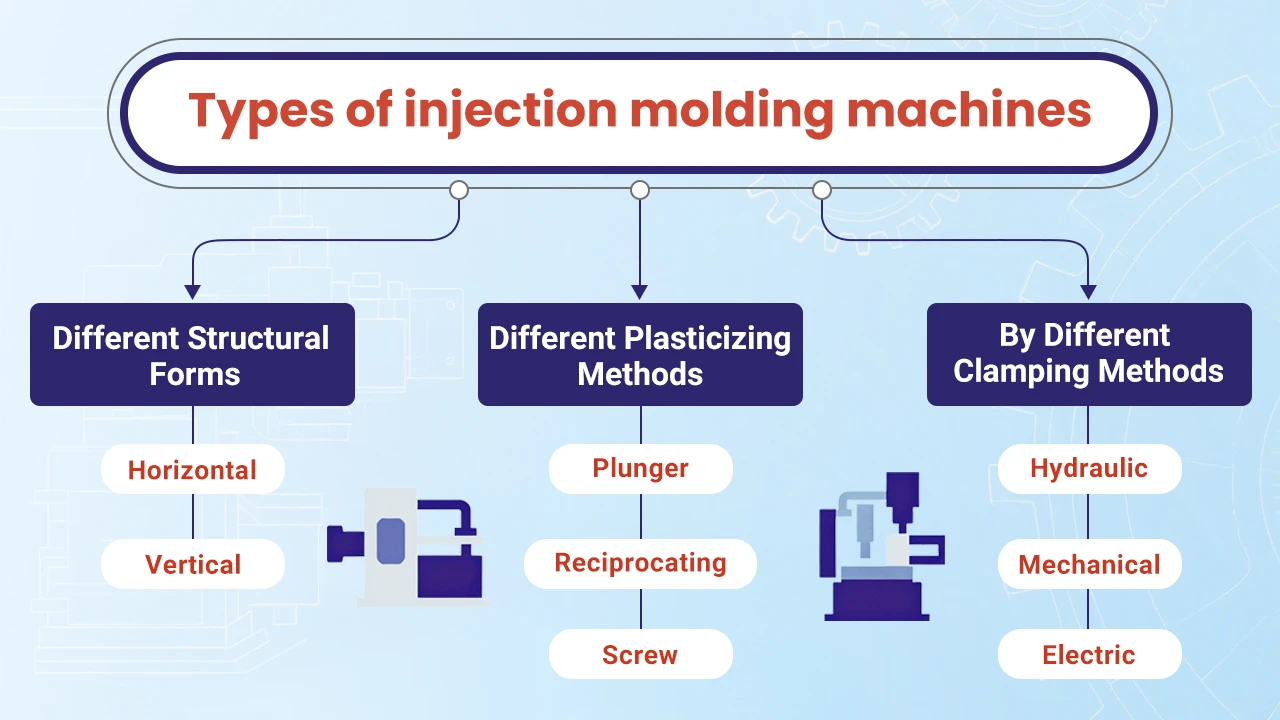
異なるクランプ方法によって:
射出成形機は型締方法によって分類され、油圧式、機械式、電動式がある。
油圧式: 日精樹脂工業株式会社が1983年に初の全電動式射出成形機を発売するまで、油圧式成形機が成形機にとって唯一の選択肢であった。
メカニカルだ: 機械式機械は、トグルシステムを使用して機械のクランプ側でトン数を確定する。
電気 電動射出成形機は、より静かで、より速く、より正確であることが証明されているが、高価でもある。
さまざまな可塑化方法:
射出成形機は可塑化方式によって分類され、プランジャー式プラスチック射出成形機、往復式プラスチック射出成形機、スクリュー式プラスチック射出成形機などがある。
プランジャー: このタイプの機械は混合・可塑化特性が悪く、しばしばシャトル装置の設置が必要となる。現在ではほとんど使用されていない。
往復運動: このタイプは、可塑化および射出のためにスクリューに依存しており、良好な混合および可塑化特性を提供する。現在、最も一般的に使用されているタイプである。
スクリュー: このタイプは、可塑化用のスクリューと射出用のプランジャーに依存しており、2つの工程は分離されている。
さまざまな構造形式:
射出成形機はその構造形式によって分類され、横型射出成形機、縦型射出成形機などがある。
横向き: このタイプでは、型締装置と射出装置が同じ水平中心線上にあり、金型は水平に開きます。横型射出成形機は背が低く、操作やメンテナンスが容易です。重心が低いため、安定した設置が可能です。
さらに、重力を利用することで成形品の自動排出が容易になり、全自動化も容易に実現できる。現在、このタイプは市場で広く使用されている。
縦型だ: このタイプは型締装置と射出装置が同じ垂直中心線上にあり、金型は垂直に開く。その結果、床面積が小さくなり、部品の取り付けが容易になります。金型の出し入れはより便利で、ホッパーに落ちた材料はより均一な可塑化を受けることができる。
しかし、成形されたプラスチック製品は自動で排出されにくく、手作業で取り出す必要があるため、完全自動化は難しい。竪型射出成形機は、特に60グラム以下の小規模射出成形機に適している。
射出成形機の動作原理
射出成形機の作動原理は注射器に似ている。スクリュー(またはプランジャー)の推進力を利用して、溶融プラスチックを射出する。 閉鎖型キャビティその結果、凝固後に製品が形成される。
射出成形は、計量供給、溶融、射出、冷却、射出からなる循環プロセスである。プラスチック部品を回収した後、金型は次のサイクルのために再び閉じる。
最初に、粒状または粉末のプラスチックがバレルに加えられ、スクリューの回転とバレルの外壁によって加熱される。その後、機械が金型と射出座席を前進させ、ノズルを金型のゲートに合わせる。圧油が射出シリンダーに導入され、スクリューを前進させ、冷却された閉鎖金型に溶融材料を高圧・高速で射出する。保圧と冷却の後、製品は金型から取り出される。圧力保持は、材料の還流を防ぎ、製品の密度と寸法公差を保証します。
射出成形機の部品
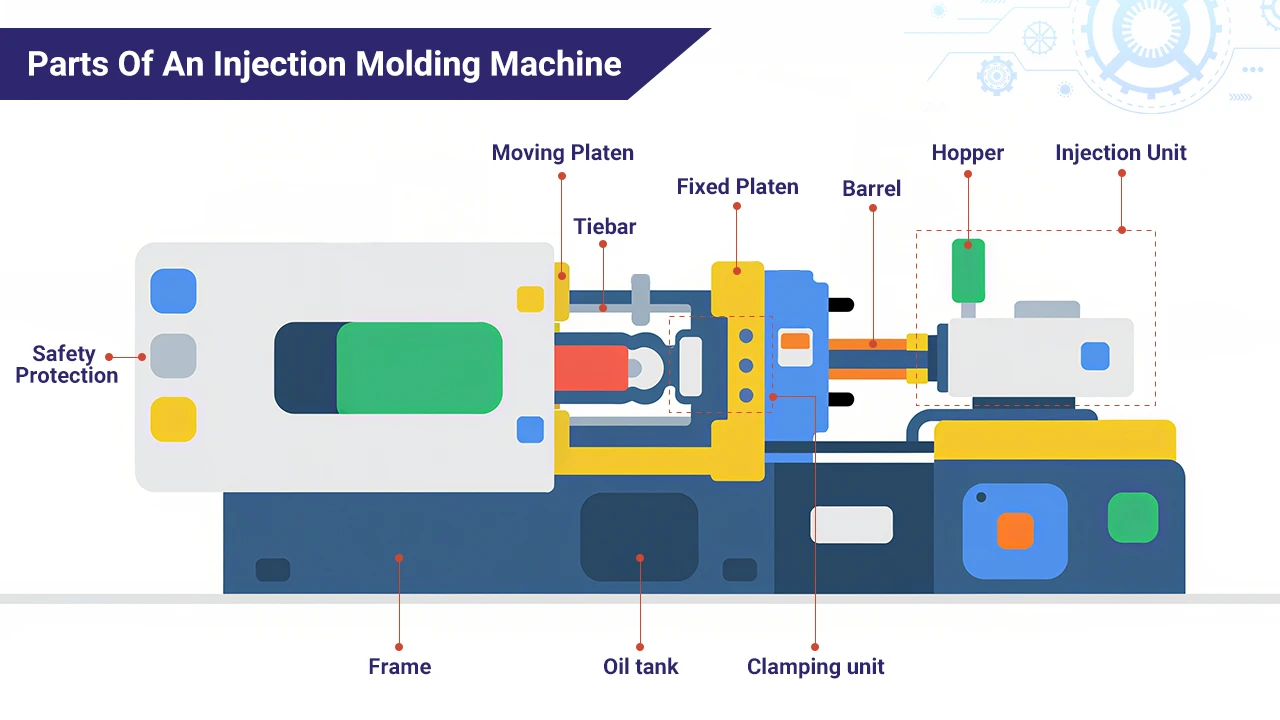
射出成形機は主に以下のユニットで構成されている:
射出ユニット
溶融したプラスチック材料を金型に注入するコア部品。可塑化装置と動力伝達装置からなる。可塑化装置には、供給装置、バレル、スクリュー、ノズルアセンブリが含まれ、動力伝達装置には、射出油シリンダー、射出シート、移動油シリンダー、スクリュー駆動装置が含まれる。
クランプユニット
金型を固定するシステムです。型閉め後、溶融プラスチックが金型キャビティに入る際に発生する圧力に対抗するために十分なクランプ力を提供し、型開きや製品不良を防止します。
油圧ユニット
この重要な動力源は、油圧ポンプ、油圧モーター、圧力バルブなどで構成されている。油圧作動油の圧力を機械的エネルギーに変換し、さまざまな機械操作を容易にします。
電気制御ユニット:
この重要な制御システムには、PLC、タッチスクリーン、電気部品などが含まれる。射出成形機の正確な制御とデータフィードバックを可能にします。
冷暖房ユニット:
このシステムは、ヒーター、冷却水回路、冷却ファンなどで構成され、金型内のプラスチックの温度を制御する。
潤滑ユニット
このシステムは、機械運転中の摩擦と摩耗を低減する。
安全保護・監視ユニット
このシステムにより、オペレーターの安全と機器の正常な動作が保証される。
射出成形機の主な技術パラメーター

注入量
の最大重量として定義される。 PS樹脂 を金型に注入する。プラスチック製品の材質がPSと異なる場合、射出体積はm=cb/1.05(bはプラスチックの密度、cはPSプラスチックで表される射出体積)で計算されます。製品の総重量が射出体積の85%以内に収まるようにすることが望ましい。非晶性プラスチックの場合は、最大値を取ることができ、高粘度プラスチックの場合は、小さい値を取ることが好ましい。
クランプ力
鋳型が閉じ、溶融物がキャビティに注入されるときに、鋳型に鋳型が及ぼす最終的な型締力として定義される。型締力は通常、キャビティ内の平均圧力にキャビティの投影面積を乗じて算出される。キャビティ内の平均圧力は、通常20~40MPaである。
ヒントクリック "クランプ力「をご覧ください。
射出圧力と射出速度
射出成形機の仕様にある射出圧力とは、射出システムオイルの最高圧力ではなく、射出時のバレル内の最高圧力を指します。射出圧力と油圧の関係は、スクリュー断面積と射出シリンダー面積の比に反比例します。
射出率とは、単位時間当たりにノズルから射出される溶融材料の量を指し、理論値はバレル内の断面積と速度の積となる。
ヒントクリック "射出速度と射出圧力「をご覧ください。
型厚と最大開口ストローク
射出成形機の仕様には、一般的に、射出成形機が対応可能な金型の厚さを表す最大金型厚さと最小金型厚さが含まれる。
射出成形機の型開きストロークには制限があり、製品を取り出すのに必要な型開き距離は、射出成形機の最大型開きストローク以下でなければならない。ここで、H1は脱型距離(通常、金型コアの高さに等しい)、H2は製品の高さ(ゲートシステムを含む)である。
3プレート射出成形金型の場合、固定金型とゲートプレートとの間の離隔距離分だけ開口距離を大きくする必要がある。
金型取付部品の関連寸法
金型の長さと幅の寸法は、射出成形機のテンプレートの寸法とタイバーの間隔と一致させ、テンプレートに金型をスムーズに取り付けるようにする。
ポジショニングの際、考慮すべきことは以下の通りである:
- 金型上のメインランナーの中心とバレルノズルの中心線の位置合わせ。
- 金型上の位置決めリングの寸法と、射出成形機の固定金型プレートの位置決め穴の寸法を、すきまばめで合わせる。
- 射出成形機のノズルの球面半径と、接触金型上のメインランナーの始点の球面半径の位置合わせ。
- 射出成形機の移動金型のネジ穴の配置と前後の金型脚の寸法を合わせる。
放出ストローク
射出ストロークは、製品の形状や金型の設計構造によって合理的に選定する必要があります。一般的に成形機の射出ストロークは固定されており、成形機を発注する際には、より幅広い製品に対応できるよう、射出ストロークは大きい方が好ましい。
結論
以上、射出成形機に関連するいくつかの知識を詳しく説明した。しかし、射出成形機の価格については掘り下げていません。仮に、あなたが射出成形機を購入するために投資を計画しているビジネスマンだとしましょう。 射出成形サービス.その場合は、各ブランドの公式ウェブサイトを見たり、現地の代理店に相談したりして、価格を比較することをお勧めする。
射出成形機工場にとって、購入した各ブランドの射出成形機には、関連会社の担当者が付き、現場で使用方法を指導する。射出成形機は定期的なメンテナンスが必要であるため、工場は精度を考慮しながら、機械メンテナンスの利便性も考慮する。従って、上記のランキングは射出成形機購入の最終基準ではありません。











