
多くのCNC加工メーカーは、CNC加工のコストをできる限り抑えようと努力してきました。また、同じ製品であっても、メーカーによって見積もりが大きく異なることに、多くのお客様が気づいています。その主な理由は何でしょうか?工場の規模や立地などの要素はさておき、CNC加工のコストは様々な要因によって左右されます。
製品デザイン会社や工場への外注を検討しているクライアントであれば、以下の手順でワークの価格を見積もることができる:
- まず、主要部品または複雑な部品について、各工程および各工程にかかる時間まで詳細に記載された予備的な工程配置を工場に提供するよう求めることができる。
- 各工程に必要な設備の時間当たりのコストに基づいて、加工コストを計算することができます。具体的な設備費については、サプライヤーに問い合わせることもできます。
- そして、梱包・輸送費、管理費、金型費、利益などを按分して足したものが価格となる。もちろん、年間購入量や部品の複雑さによっても価格は大きく左右される。CNC加工の価格差は、単品生産とバッチ生産ではかなり大きくなることがあり、これは理解しやすい。
では、加工費の具体的な構成を分析してみよう。
CNC加工コストに影響を与える3大要因
機械加工は自由度が高いため、1つの部品に様々な加工を施すことが可能であり、そのためコストも様々である。サプライヤーが複雑な工程を提案して高い価格を提示しても、実際の生産ではより単純な工程を使うこともある。従って、購入者の図面の理解と部品加工の知識がコスト管理を左右することになり、機械部品の調達には総合的な機械加工の知識が必要となる。
材料費
通常、CNC加工の材料には金属とプラスチックの両方が含まれます。CNC加工コストを計算する場合、一般的に材料サプライヤーの見積もりが参考として使用される。CNC材料コストを節約するために、CNC機械加工工場は材料サプライヤーと長期的なパートナーシップを結び、競争力のある材料コストを得る必要がある。
加工コスト
生産設備が異なればコストも異なり、人件費も異なる。例えば、1TP4.5万円の専用設備と1TP4.30万円の加工設備では、コストは大きく異なる。また、様々な機能を持つ製品を完成させるために専用機器を使用するのと、複数の専用機器を使用するのでは、コストも異なります。
例えば、高精度の旋盤加工やフライス加工部品は 旋盤 やCNCセンターは、経済的な複合旋盤を使うよりも当然コストが高くなる。大規模なメーカーでは、補助的な機能に高精度の測定器を使用することが多く、設備コストが増加する。
1.一般的な材料の穴あけ
- 直径≦2.5倍の場合:
- 直径25mm未満ドリル径×0.05
- 直径25~60mmドリル径×0.12(最小コスト≧$0.1)
- 直径>2.5倍の場合: 基本料金×直径比×0.4
- 穴径精度<0.1mmまたは中心距離<0.1mmの場合: 基本料金×5
- タップ用: タップ径×0.2(鋳鉄は標準、鋼は1.2倍)
- バッチ処理: 標準コスト×0.2~0.8(バッチサイズと複雑さによる)
2.旋盤加工 - 一般精密シャフト
- 長さ/直径≦10の場合: ブランクサイズ×0.2(最小$1)
- 長さ/直径>10の場合: 基本料金×長さ/直径×0.15
- 精度<0.05mmまたはテーパー: 基本料金×2
- 一般的なステップシャフト: 基本料金×2
- テーパまたはスレッド付き段付きシャフト: 基本料金×3
- 標準的なリードスクリュー: 基本料金×4
- 一般的なフランジ部分: 素材直径×0.07(直径430mm以上は素材直径×0.12)
- 丸ナット: 直径×0.25(素材含む)
- 台形または三角形のナット: 直径×0.3(材料を除く)
- ブッシュ将軍 材料外径×0.2(直径比>2:直径比×ベースコスト×0.6)
- ベアリングの修理: 直径40mm未満各$1、センターフレーム付きまたは長さ1.7m以上:基本料金×2
- 直径>40mm: 直径×0.2
3.スロットのフライス加工
- 長さ/幅≦10: 幅×0.5(最小$1)
- 長さ/幅>10: 長さ/幅×基本料金×0.1
- ポジションの許容範囲 基本料金×2
- 硬度>HRC40: 基本料金×2
- スプラインシャフトの長さ/直径 ≤ 5: スプライン径×0.8(最小$2)
- ギアだ: モジュール×ティース×0.5(ウォームホイール×1.2)
- ベベルギアまたはモディファイドギア: 基本料金×2
- 一般機: 面積/100×0.2(最小$1)
- つまらない: 穴径×0.25
4.バンドソー加工
- G一般的な丸鋼、厚肉パイプ、角鋼の切断: 1平方デシメートル当たり$5(最低$1米ドル)。.
- 一般鋼板の切断、スリット、コーナーカット: 1平方デシメートル当たり$1.3(最低$1.3米ドル)。.
5.ワイヤーカット
- 一般部品: 切断面積(平方ミリメートル)×0.008ドル。.
- ワイヤー通しが必要な部品: ネジ穴1つにつき$1 USD追加。.
6.溶接、ガス切断、プラズマ切断
- 通常の溶接棒、直径3.2mm: $0.2 USD/ロッド.
- TH506溶接鋳造部品: ロッド1本につき$0.5米ドル。.
- ガス切断: 鉄板厚(mm)×切断長(m)。.
- ステンレス鋼のプラズマ切断: ガスカットの基本料金の3倍。.
- 炭素鋼の切断: ガス切断基本料金の2倍。.
7.緊急求人と時間外求人
- 精密研削公差0.005 mm: $6 USD/時間.
- EDM公差0.01mm: $11 USD/時間.
- 低速ワイヤー放電加工公差0.005 mm: $14.5 USD/時間。.
- 光学カーブ研削公差0.003 mm: $27 USD/時間.
精密加工後の後加工
多くのお客様の製品は、さまざまな業種に関わり、酸化、溶射、熱処理などの後処理を必要とすることが多い。また、これらの工程は製品のコストを増加させる。したがって、製品設計の過程で、プロジェクト・エンジニアは、総合的な費用対効果を考慮しながら、製品を徹底的に分析・評価する必要があります。効果的なコストコントロールのためには、適切な精密製造工程、設備、材料、外注先を選択することが最良のアプローチです。加工費が安いという理由だけでメーカーを選ばないことが重要だ。
プラスチック溶射のコスト:
- 大ロット:$1.5 USD/平方メートル(最低$0.1 USD)。.
- ミディアムバッチ:$2 USD/平方メートル(最低$0.15 USD)。.
- 小ロット:$2.5 USD/平方メートル(最低$0.3 USD)。.
亜鉛メッキのコスト:
- カラー亜鉛メッキ:$0.4米ドル/キログラム(市場価格に基づく外部委託)。.
- 白亜鉛メッキ:$0.45米ドル/キログラム(市場価格に基づく外部委託)。.
クロムめっきのコスト
- クロムメッキ:$2.5米ドル/キログラム(市場価格に基づく外部委託)。.
ニッケルめっきのコスト:
- ニッケルめっき:$1.5米ドル/キログラム(市場価格に基づく外部委託)。.
- 黒ニッケルめっき:$1 USD/kilogram (市場価格に基づく外部委託)。.
クロメート加工費:
- クロメート処理:$10 USD/平方メートル(外注、市場価格に基づく)。.
黒焼きのコスト:
- ブラックニング:$0.3 USD/kilogram (市場価格に基づく外部委託)。.
陽極酸化処理費用:
- ホワイトアルマイト:$3 USD/平方メートル(市場価格に基づく外部委託)。.
- ブラックアルマイト:$4 USD/平方メートル(外注、市場価格に基づく)。.
スクリーン印刷の費用:
- A4映画制作:$17 USD/枚 (外注、市場価格に基づく)。.
- A4スクリーン製作:$17 USD/スクリーン.
その他の費用
その他の費用には、包装費、輸送費、組立費、スクラップ費などが含まれる。これらは狭義のその他費用である。実際には、工場運営費、電気代、その他いろいろあります。これは各CNC機械加工工場の原価計算方法による。お客様が受け取るCNCマシニングの見積書には、最も包括的な諸経費が提示されているとは限りません。
組み立て費用:
- 工場内組立人件費 ファスナー、標準部品などは含まれません。
- 大ロット:時給10元.
- ミディアムバッチ:15元/時間.
- 小ロット:18元/時間.
梱包コスト:
- 梱包資材費 は実際の使用量に基づいて計算される。
- 工場内梱包人件費:
- 大ロット13元/時間.
- ミディアムバッチ:15元/時間.
- 小ロット:18元/時間.
- 大ロット 組立・梱包費は実費を基に算出。
一般的に、中・小ロットの場合、組立、梱包、輸送、スクラップ費用は、材料費の15%として計算される。輸送コストは珠江デルタ地域のみを対象としている。.
交通費:
- トラック輸送費用の見積もりは、"近距離輸送価格表 "に記載されています。
- 大ロット:実費を基に算出。
- 中・小ロット:実費を基に算出。
- 長距離輸送や輸出の場合、費用は別途計算される。
スクラップ・コスト:
- 大バッチのスクラップ・コストは次のように計算される:
スクラップ・コスト=製品あたりの材料費×(2%~5%)。.
以上が簡単な原価計算の方法である。もちろん、工場によって会計基準は異なります。これはあくまでも参考である。
CNC加工におけるコスト削減のための16の設計ヒント
コスト削減設計は難易度の高い作業であり、多くの製品設計エンジニアはこの分野の知識が不足している。私の友人の製品設計者は、製品開発に携わった最初の数年間はコストをあまり考慮せず、「顧客第一」とは顧客のニーズを満たすことであり、コストは製造部門に任せることだと勘違いしていた。
これは製品コストに関する誤解である:
1.製品コストは製品開発において重要な役割を果たす。
統合製品開発(IPD)が提唱するように、製品開発は投資である。製品コストが高すぎて利益が出ない、あるいは赤字になるのであれば、たとえ顧客がその製品に満足したとしても、そのような製品開発は企業資源の無駄遣いであり、何の価値も生み出さない。そのような場合、その会社はいずれ淘汰される。
2.製品コストの85%以上は製品設計によって決定され、残りの15%は製品製造によって決定される。
製品設計の段階でコスト重視の製品設計を行わなければ、最終的な生産コストが高くなる。製品設計を改善するためには、コスト重視の製品設計を実施しなければならない。
コスト重視の製品設計を行うためには、まず企業やエンジニアの意識を変え、コスト意識を高める必要がある。例えば、エンジニアが製品設計の細部に至るまで、夜更かしや寝不足をするようになると、次のようになる:
- 肉厚は4mmか5mmか?
- フィレットは0.3mmか0.5mmか?
- 重要寸法の公差は0.05mmと0.1mmのどちらにすべきでしょうか?
エンジニアは最初のコスト感覚を身につけたと言える。
このコスト意識がなければ、エンジニアは真のエンジニアではなく、CreoやUG、SolidWorksを使う製図マンに過ぎない。
CNC加工コスト削減設計のヒント #1 - 内面垂直コーナーのフィレット加工
すべて CNC工具 は円筒形をしている。スロットを加工する場合、スロットの垂直面の接続部には、工具のサイズに合ったフィレットが形成される。
製品設計時にスロットの垂直面接続部のフィレットが小さすぎると、より小さな工具を使用する必要がある。小さな工具は大きな工具に比べて効率が悪いため、加工時間が長くなり、加工コストの増加につながります。

コスト削減のためだ:
- フィレットの大きさは、スロットの深さの少なくとも1/3、大きければ大きいほどよい。
- すべてのフィレットは同じサイズであるべきで、同じ工具を加工全体に使用できるようにする。
- スロットのベースでは、非常に小さなフィレット(0.5mmまたは1mm)をデザインするか、フィレットを省略する。
- 理想的なフィレットサイズは、工具の半径よりわずかに大きいことが望ましく、これにより加工時の工具への負荷が軽減され、加工コストを削減することができる。例えば、溝深さが12mmの場合、フィレットサイズを5mm以上とすることで、直径8mmの工具(半径4mm)を使用することができ、加工効率を確保することができる。
- フィレットを必要としない設計の場合、例えば、四角い部品に合わせる必要がある場合、次の設計ではフィレットを小さくすることができます:

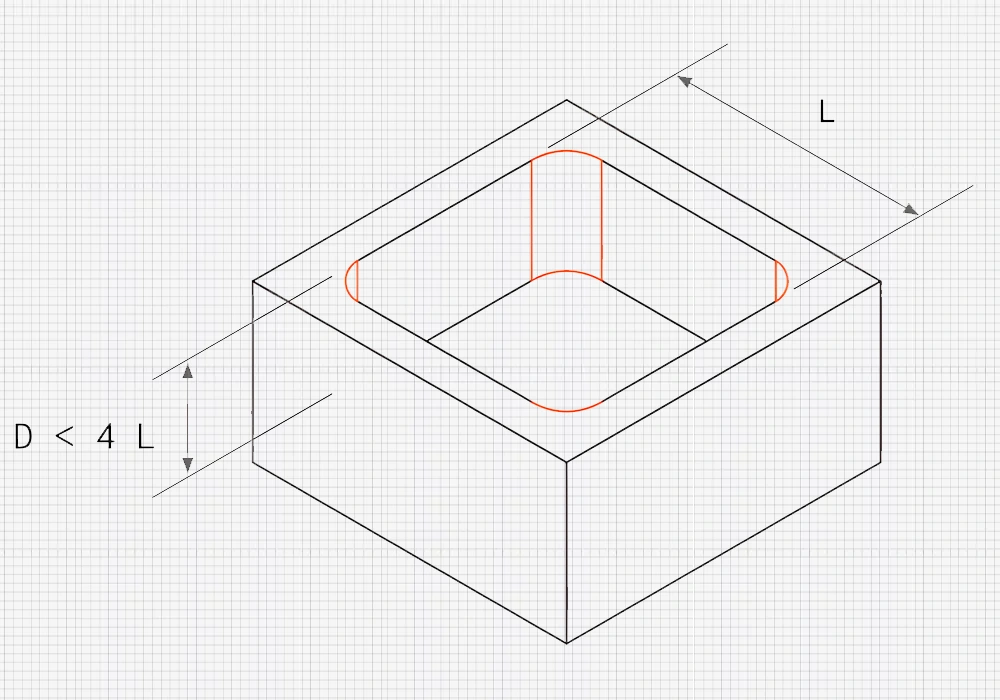
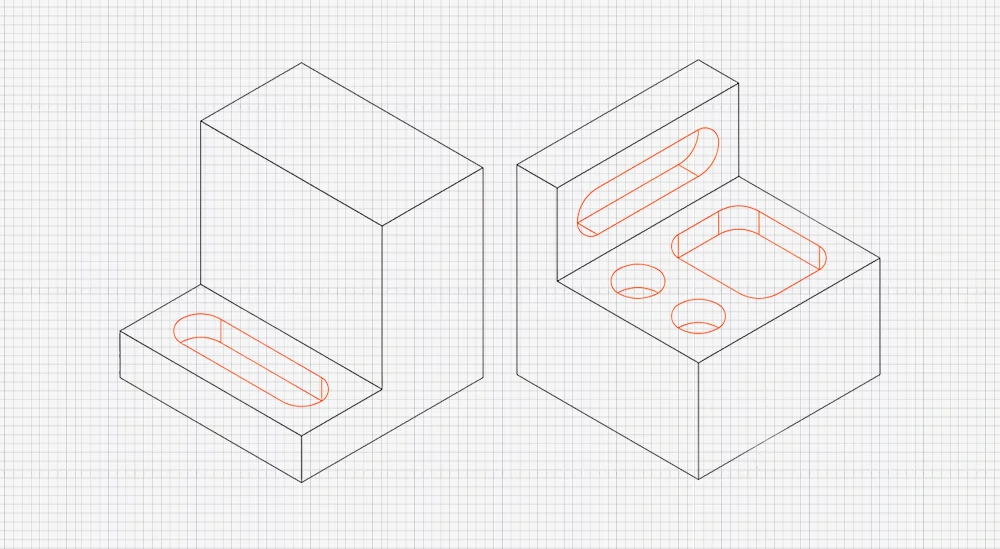
CNC加工コスト削減設計のヒント #2 - スロットの深さを減らす
加工スロットは、大量の材料を除去しなければならず、加工時間が長くなるため、部品コストに大きく影響する。
CNC工具の深さには限界がある。溝の深さが工具径の2~3倍であれば、加工は最もうまくいきます。例えば、直径12mmのエンドミルは、25mmまでの溝深さを安全に加工することができます。
工具径の4倍までの深いスロットの加工が可能だが、特に多軸CNCマシンを使用する場合、コストが増加する。
コスト削減のためだ:
- スロットの深さは長さの4倍を超えてはならない。
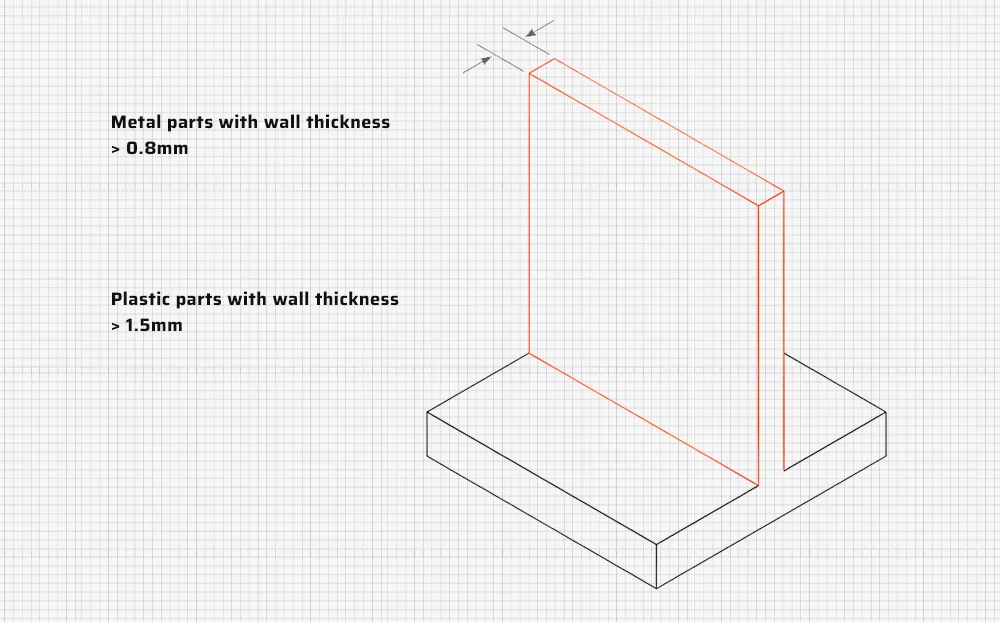
CNC加工コスト削減設計のヒント #3 - 薄壁を避ける
必要な場合を除き、薄肉設計は避ける。強度が不足し、機械加工にコストがかかるからだ。
肉厚が薄いと、加工中に変形や亀裂が生じやすい。これを防ぐには、より複雑な加工経路が必要となり、加工時間が長くなる。また、薄肉は振動しやすいため、高精度加工が大きな課題となります。
コスト削減のためだ:
- 金属部品の場合、肉厚は少なくとも0.8mm、厚ければ厚いほどよい。
- プラスチック部品の場合、肉厚は少なくとも1.5mm、厚ければ厚いほどよい。
- 金属部品は0.5mmまで、プラスチック部品は1mmまで薄くできるが、これは推奨されない。
部品端の穴(貫通穴やネジ穴を含む)やスロットを設計する場合、薄肉になることが多いので、上記の設計ガイドラインに従ってください。
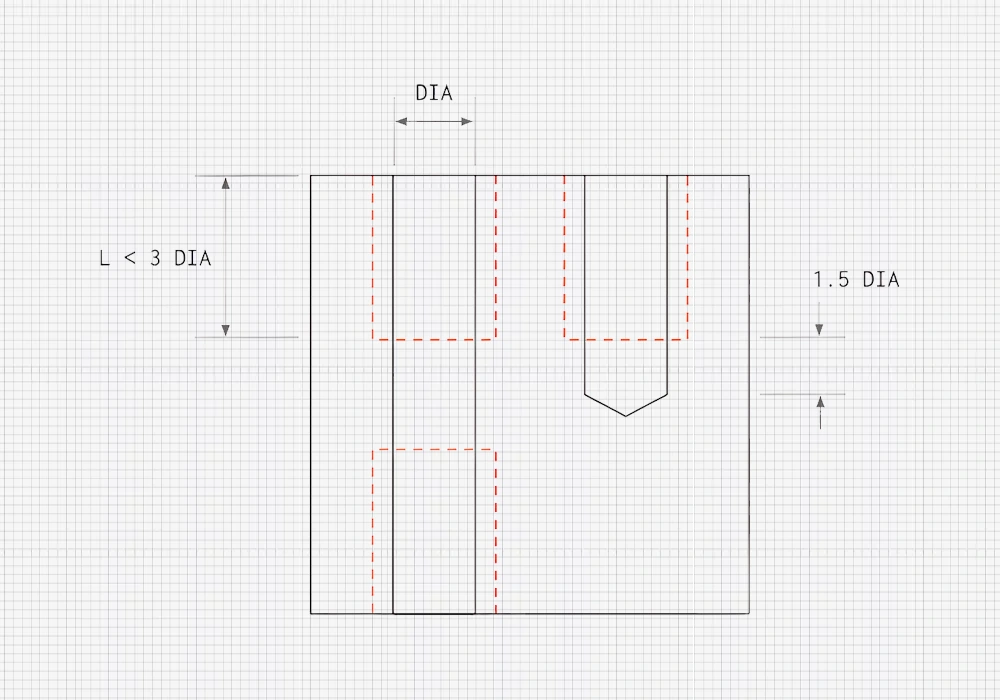
CNC加工コスト削減設計のヒント #4 - ネジの深さを減らす
不必要なねじの深さは、特別な工具を必要とするため、CNC加工のコストを増加させる。
覚えておいてほしいのは、ねじの深さが長くても(穴の直径の3倍を超えても)接合強度は上がらないということだ。
コスト削減のためだ:
- ねじの深さは、穴の直径の3倍を超えてはならない。
- ブラインド・ホールの場合、穴径の1/2以上の長さを底に残す。
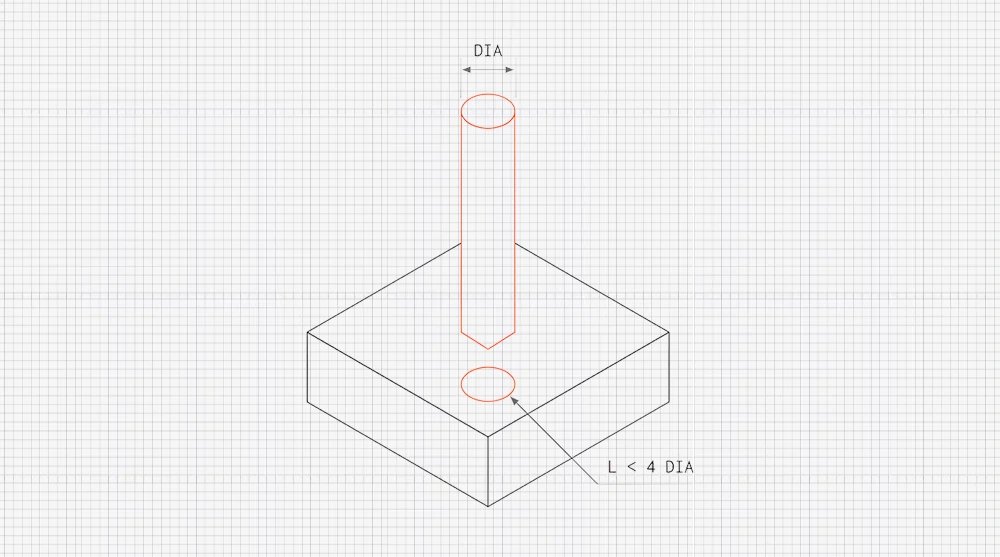
CNC加工コスト削減設計のヒント #5 - 標準サイズの穴を設計する
標準的なドリルを使用すれば、穴を素早く正確に加工できる。標準以外の穴加工にはエンドミルが必要となり、コストが増加する。
また、穴の深さは直径の4倍を超えてはならない。深い穴(直径の10倍まで)を加工することは可能だが、加工が難しくなるためコストが大幅に上昇する。
CNC加工コスト削減設計のヒント#6 - 精密公差の要求を避ける
精密公差は、複雑な加工工程、加工時間の増加、検査の増加によりコストを増加させる。
部品の寸法公差の定義は慎重に行うべきである。任意の寸法に公差を指定することは避け、必要な場合にのみ公差を指定し、精密公差は最後の手段として使用する。
部品図に公差が定義されていない場合、部品は標準公差(±0.2mmまたはそれ以下)で機械加工されます。これは多くの場合、重要でない寸法には十分であり、機械加工コストを大幅に削減します。
内部形状は、精密な公差を維持するのが難しい。例えば、交差する穴やスロットを加工する場合、小さな 欠陥 ような バリ 変形によりエッジで発生しやすい。
これらの特徴には検査とバリ取りが必要だが、これは手作業でしかできない。手作業はコストと時間がかかり、コストを増加させる。
コスト削減のためだ:
- 精密公差を指定するのは、最後の手段としてのみである。
- すべての寸法は、同じデータムから参照されるべきである。
- 覚えておいてほしいのは、公差の小数点以下が重要だということだ。これは、精度レベルと必要な測定ツールを定義します。例えば、小数点以下2桁はノギスで、3桁はマイクロメーターやCMMで測定できます。コスト削減のためには、不必要な小数点以下は避けることです。
- 寸法チェーンの短縮や位置決めフィーチャの使用など、精密公差を避けるために製品設計を最適化する。

CNC加工コスト削減設計のヒント #7 - クランプ時間の短縮
クランプ時間を最小限にし、理想的にはクランプは1回のみとする。
例えば、両面にブラインドホールがある部品は、片面を加工した後にもう片面を加工するため、回転と再クランプという2回のクランプ作業が必要になる。
通常、クランプは手作業で行われるため、パーツの回転や再配置は加工コストを増加させる。複雑な部品構造の場合 特注クランプ治具s が必要となり、さらにコストが増加する可能性がある。非常に複雑な部品構造の場合、多軸CNCマシンが必要になり、時間単価が高くなるため、さらにコストが上がる可能性がある。
複雑な部品を複数の部品に分割してCNC加工し、それらを次のような方法で固定することを検討する。 糸 または溶接。
コスト削減のためだ:
- 1回のクランプで済む部品を設計する。
- 不可能な場合は、複雑なパーツを複数のパーツに分割し、後から固定する。
CNC加工コスト削減設計のヒント #8 - 高アスペクト比の小形フィーチャーを避ける
CNC加工では、アスペクト比の高い小さなフィーチャーは振動しやすく、精密加工を困難にする。
これを避けるために、このような小さな機能は、厚い壁に接続するか、補強リブで支える必要がある。
コスト削減のためだ:
- アスペクト比が4を超えるようなデザインは避けてください。
- 小さなフィーチャーを厚い壁に接続したり、補強リブを追加してサポートする。

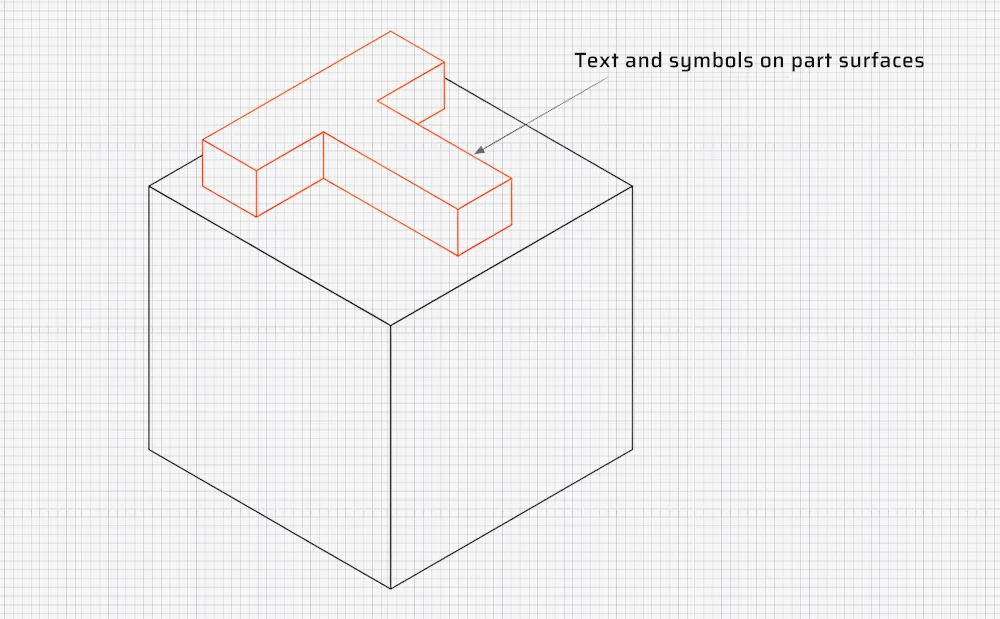
CNC加工コスト削減設計のヒント#9 - 部品表面から文字と記号を取り除く
部品表面の文字や記号は、加工工程を増やし、加工時間を増やすため、CNCのコストを大幅に増加させます。
シルクスクリーンや塗装のような表面処理技術は、CNC部品に文字や記号を低コストで追加できる。
コスト削減のためだ:
- 部品表面からすべてのテキストと記号を削除します。
- 文字や記号が必要な場合は、盛り上がりよりも凹みを選ぶ。
CNC加工コスト削減設計のヒント #10 - 素材の被削性を考慮する
材料の加工性とは、材料の加工のしやすさを指す。
加工性が向上することで、CNCマシンの部品加工が容易になり、コストが削減される。
材料の加工性は物理的特性に依存する。一般的に、延性の高い柔らかい材料の方が加工しやすい。
例えば、黄銅C360は被削性が最も高く、高速加工が可能です。アルミニウム合金(Al6061、7075)も加工しやすい。
スチールは機械加工性が悪い。アルミニウム合金に比べ、鋼は2倍以上の加工時間を要する。鋼によって被削性は異なる。ステンレス鋼304の被削性指数は45%であるが、ステンレス鋼303の被削性指数は78%であり、後者の方が加工しやすい。
プラスチックの加工性は、剛性と熱特性に依存する。CNC加工では、プラスチックは高温で容易に溶けて変形する。
POMはCNC加工が最も容易なプラスチックであり、次いでABSである。PEEKとナイロンは加工が難しいエンジニアリング・プラスチックである。
コスト削減のためだ:
- 可能な限り加工性の良い材料を選ぶ。
CNC加工コスト削減設計のヒント #11 - 原材料のブランク価格を考慮する
原材料のブランク価格も、CNCのコストを左右するもう一つの重要な要素である。
下の表は、一般的な金属とプラスチックの原材料ブランク(サイズ:150 x 150 x 25 mm)の価格を示しています。
| 素材 | 空欄価格(比較用) |
|---|---|
| アルミニウム6061 | $25 USD |
| アルミニウム 7075 | $80 USD |
| ステンレス304 | $90 USD |
| ステンレス・スチール303 | $145 USD |
| 真鍮 C360 | $145 USD |
| ABS | $17 USD |
| ナイロン6 | $30 USD |
| POM | $25 USD |
| 覗き見 | $280 USD |
アルミニウム6061は明らかにコスト効率の良い材料で、ブランク価格が安く、加工性も良いため、試作品に適している。
ステンレス鋼303と黄銅C360は加工性は良いが、ブランク価格が高く、大量生産にしか適していない。高いブランク価格は、スケールメリットによる短い加工時間でバランスをとっている。
ABS、ナイロン、POMなどのプラスチック素材は、アルミニウム6061と同じような価格です。しかし、これらは加工が難しく、CNCのコストが高くなります。PEEKは非常に高価で、必要な場合にのみ使用される。
コスト削減のためだ:
- 特に小ロットの場合は、ブランク価格の安い素材を選ぶ。
CNC加工コスト削減設計のヒント #12 - ブランクサイズの検討
ブランクサイズはCNCコストに影響する。寸法精度を確保するためには、パーツのすべての面を加工する必要があり、特に大きなロットの場合、材料費が大幅に増加します。
一般的に、ブランクサイズは部品サイズより少なくとも3mm大きくする必要があります。例えば、部品サイズが30x30x30mmの場合、ブランクサイズは35x35x35mmを選ぶことができる。部品サイズが27x27x27mmの場合、ブランクサイズは30x30x30mmを選ぶことができ、材料費を節約できる。
コスト削減のためだ:
- ブランクサイズは、部品サイズより3mm以上大きくする。
- 標準的なブランク・サイズについてサプライヤーに相談し、材料の無駄を省くためにブランク・サイズに近い部品を設計する。

CNC加工コスト削減設計のヒント #13 - 複数の表面処理を避ける
表面処理は、CNC部品の外観と過酷な環境に対する耐性を向上させるが、コストを増加させる。
CNC部品に複数の異なる表面処理が必要な場合、一部の表面をマスキングするなどの工程が追加されるため、コストはさらに上昇する。
コスト削減のためだ:
- 表面処理をキャンセルする。
- 複数の表面処理は避ける。

CNC加工コスト削減設計のヒント #14 - 大量生産
CNC加工では、パーツのバッチサイズが加工コストに影響する。バッチサイズが小さい場合、CNCの初期セットアップコストは各部品ごとに高くなる。バッチサイズが大きい場合、各部品のセットアップコストは低くなる。
バッチサイズが大きいほど、CNCコストは低くなる。これは、非常に小さなバッチサイズではより顕著です。わずかな数量の増加でさえ、コストを大幅に削減します。
バッチサイズを1個から5個に増やすと、部品コストを50%以上削減できる。
コスト削減のためだ:
- 大量生産はコストを下げる。複数の小口注文よりも大口注文を。

CNC加工コスト削減設計のヒント #15 - 軸対称部品の設計
軸対称部品は旋盤やフライス盤で加工でき、3軸や5軸マシニングセンタよりもはるかに低い機械時給で加工できる。
コスト削減のためだ:
- 可能な限り、軸対称の部品を設計する。
CNC加工コスト削減設計のヒント #16 - CNC加工を他の加工工程で置き換える
この記事の冒頭で述べたように、CNC加工は高価なプロセスである。
したがって、どのようにコストを削減しても、コストは高いままだ。
現代の加工技術では、CNCに固執するのではなく、CNCの代わりに他の工程を使うことを考える。前世代の製品がCNCを使っていたからといって、新世代の製品がCNCを使わなければならないということにはならない。

以下に示すように、小ロットの場合、3DプリンティングはCNC機械加工よりも安価です。大ロットの場合は、インベストメント鋳造や射出成形のような成形プロセスの方がCNC機械加工よりも安価です。
| 部品数量 | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| プラスチック | 3Dプリンティング | 3Dプリンティング(CNCを考える) | CNC(射出成形を考える) | 射出成形 |
| メタル | 3DプリンティングとCNC | CNC(3Dプリントを検討する) | CNC(インベストメント鋳造を考える) | インベストメント鋳造またはダイカスト |
多くの場合、3DプリントはCNC加工よりも優れている:
- 3Dプリンターはより複雑な形状を加工できる。
- 3Dプリントは24時間以内にサンプルを提供できる。
- 3Dプリンティングは通常、少量であれば安価である。
- 3Dプリンターは、超合金のようなCNCでは加工が難しい材料を加工できる。
コスト削減のためだ:
- CNCの代わりに他のプロセスを使用する。
注: 同じことが、射出成形、スタンピング、溶接を含む他の製造工程や締結工程にも当てはまる。 リベッティング.初期の製品設計では、より良いプロセスを見つける努力をすべきである。より良いプロセスは確かに存在するが、あなたはまだそれを知らないだけなのだ。











