
Abbiamo menzionato la "base di stampo" nell'articolo su "ingiunzionecomponenti dello stampo", che rappresenta una componente importante del stampo a iniezione. Oggi faremo una ricerca su alcuni materiali per le unità di base degli stampi e forniremo dettagli sul loro processo e sulla loro selezione.
I contenuti discussi in questo articolo non sono qualcosa che i progettisti di prodotto devono padroneggiare, ma sono piuttosto rivolti a coloro che lavorano nel settore della produzione. creazione di stampi e dello stampaggio a iniezione. Valutate voi stessi in base alle vostre esigenze di apprendimento.
Che cos'è esattamente una base di muffa?
La base dello stampo è una parte fondamentale dello stampo, spesso realizzata in metallo e serve a sostenere e fissare i vari componenti dello stampo.
La funzione della base dello stampo è quella di assemblare e posizionare tutte le parti dello stampo secondo i requisiti di progetto, garantendo la stabilità e la precisione dello stampo durante la lavorazione o l'utilizzo.
Comprende principalmente parti come il piastra di fissaggio superiore / piastra di fissaggio posteriore, piastra A/piastra B e blocco distanziatore, ecc. L'insieme di questi componenti garantisce la stabilità e l'affidabilità dello stampo. Alcune basi per stampi includono anche sistemi di espulsione, sistemi di guida, sistemi di pre-reset e così via, per soddisfare le diverse esigenze di lavorazione degli stampi.
La base dello stampo, pur essendo una parte fondamentale della struttura dello stampo, è indispensabile. Non solo garantisce la precisione di lavorazione dello stampo, ma è anche la chiave per il normale funzionamento dello stampo.
Composizione di una base per stampi
La composizione di una base per stampi è fondamentale a causa delle notevoli differenze di lavorazione tra le basi per stampi e gli stampi stessi. Produttori di stampi spesso scelgono di ordinare le basi degli stampi a produttori specializzati, sfruttando i punti di forza produttivi di entrambe le parti per migliorare la qualità e l'efficienza della produzione complessiva.
Nel corso degli anni, il settore della produzione di basi per stampi è maturato in modo significativo. I produttori di stampi hanno ora la possibilità di acquistare basi per stampi personalizzate, adattate a requisiti specifici dello stampo, oppure di scegliere tra una varietà di prodotti standardizzati. Le basi per stampi standard offrono diversità di design, tempi di consegna più brevi e sono pronte per l'uso immediato, garantendo ai produttori di stampi una maggiore flessibilità. Di conseguenza, l'uso di basi per stampi standard sta diventando sempre più popolare.
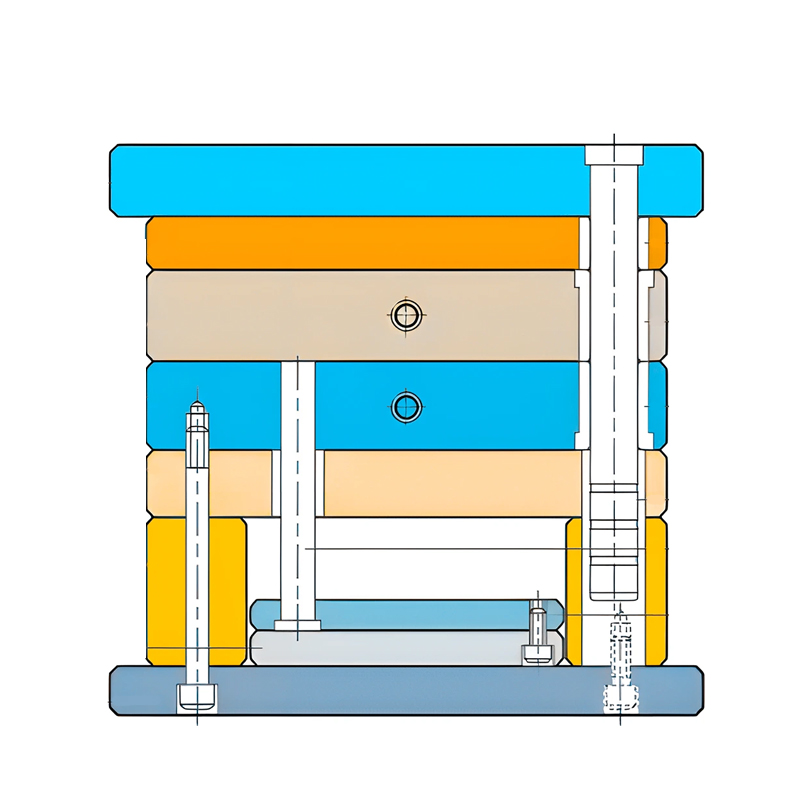
In termini semplici, la base dello stampo comprende un sistema di pre-stampaggio, un sistema di guida e un sistema di espulsione.
In genere, la base dello stampo è dotata di una piastra di bloccaggio superiore, una piastra A, una piastra B, una piastra C (blocco distanziatore), una piastra di bloccaggio posteriore, una piastra per il perno di espulsione e una piastra di ritegno dell'espulsore (la piastra per il perno di espulsione e la piastra di ritegno dell'espulsore sono spesso classificate come sistemi di espulsione), insieme a perni di guida (spesso classificati come sistemi di guida), perni di ritorno e altri componenti.
Piastra di fissaggio superiore:
Supporta e fissa la base dello stampo e il sistema di alimentazione.
Un piatto:
Corregge il nucleo dello stampo o è realizzato con materiale di alta qualità per formare direttamente il pezzo.
Piastra di spogliazione:
Utilizzato per i prodotti che non sono adatti all'espulsione con perni di espulsione o perni di espulsione piatti. L'espulsione della piastra di spellatura viene utilizzata per i pezzi trasparenti e di aspetto.
Piastra B:
Fissa il nucleo dello stampo e può anche estendere la guida.
Piastra di supporto (non presente in tutte le basi dello stampo):
Se lo stampo inferiore deve sopportare una pressione significativa e il suo spessore potrebbe non essere sufficiente, si utilizza una piastra di supporto per aumentare la resistenza dello stampo.
Piastra C (blocco distanziatore):
Supporta la base dello stampo ed è correlato all'espulsione del prodotto. L'altezza del blocco distanziatore si riferisce all'altezza del prodotto.
Piastra di fissaggio posteriore:
Utilizzato per montare lo stampo sul macchina per lo stampaggio a iniezione.
Piastra del perno di espulsione:
Blocca i perni di espulsione.
Piastra di ritegno dell'espulsore:
Controlla il movimento dei perni di espulsione.
Perno di ritorno:
Quando la cavità dello stampo e il nucleo dello stampo si chiudono, i perni di espulsione si ritraggono. Se i perni di espulsione non si ritraggono, potrebbero entrare in collisione con il prodotto/la cavità dello stampo, causando danni.

Materiali di base per stampi comunemente utilizzati
Acciaio:
L'acciaio è uno dei materiali più comunemente utilizzati materiali per la realizzazione di stampitra cui tipi come l'acciaio 45#, l'acciaio 55#, l'acciaio 65# e il 50Mn. Offre elevata forza, tenacità e resistenza all'usura, in grado di sopportare carichi e impatti significativi. È adatto per grandi dimensioni e ad alta precisione. lavorazione degli stampi per iniezione di plastica. Tuttavia, l'acciaio ha anche i suoi svantaggi, come il peso relativo e la tendenza alla ruggine.
Lega di alluminio:
La lega di alluminio è nota per la sua leggerezza, l'elevata forza e la resistenza alla corrosione, che la rendono adatta alla produzione di stampi di piccola e media precisione. Le leghe di alluminio comunemente utilizzate sono la lega alluminio-silicio, la lega alluminio-magnesio e la lega alluminio-manganese. Grazie alla sua bassa densità e alla buona conducibilità termica ed elettrica, la lega di alluminio è ideale per le situazioni in cui si desidera ridurre il peso dello stampo e migliorare l'efficienza produttiva.
La scelta del materiale per la base dello stampo deve tenere conto delle dimensioni, della precisione e dei requisiti di carico dello stampo stesso. I materiali in acciaio dovrebbero essere utilizzati per applicazioni in cui la resistenza e la stabilità della base dello stampo sono fondamentali. Per le applicazioni che richiedono una riduzione del peso dello stampo e requisiti elevati di conducibilità termica, come gli stampi di precisione di piccole dimensioni, è possibile scegliere leghe di alluminio o materiali plastici per la base dello stampo.
Produzione di basi per stampi standard
Nella nostra precedente trattazione, abbiamo detto che la maggior parte dei produttori di stampi concentra i propri sforzi sulla progettazione e sulla lavorazione delle cavità e delle anime degli stampi, spesso esternalizzando le basi degli stampi standard per migliorare l'efficienza della produzione in fabbrica. I fornitori di stampi eseguono lavorazioni di precisione su misura delle basi degli stampi solo in circostanze particolari.
Concentriamoci sulla lavorazione delle basi per stampi standard.
Principali fasi di lavorazione delle basi per stampi standard
1. Lavorazione della superficie inferiore per garantire la precisione dimensionale.
2. Allineamento del piano di riferimento del pezzo, controllo delle tolleranze di superficie 2D e 3D.
3. Lavorazione grossolana di superfici 2D e 3D, compresi i piani non installati e non funzionanti (ad esempio, superfici della piattaforma di sicurezza, superfici di installazione del tampone e piano di riferimento laterale).
4. Prima della lavorazione di semifinitura, verificare la precisione del piano di riferimento laterale.
5. Lavorazione semilavorata di superfici 2D e 3D, lavorazione di precisione di varie superfici di montaggio e di lavoro (comprese le superfici di montaggio e di contatto degli arresti, le superfici di montaggio e di retro degli inserti, le superfici di montaggio e di contatto delle molle, le superfici di lavoro di vari arresti di corsa, ecc.) Lavorazione semilavorata di superfici di guida e fori. Lasciare spazio per la lavorazione di precisione dei fori di riferimento del processo e delle superfici di riferimento dell'altezza e registrare i dati.
6. Ispezione e revisione dell'accuratezza della lavorazione.
7. Operazioni di assemblaggio del montatore.
8. Controllare le tolleranze degli inserti prima di terminare la lavorazione e allineare le basi dei fori di riferimento del processo.
9. Lavorazione di finitura di superfici e posizioni di fori 2D e 3D, lavorazione di precisione di fori di riferimento del processo e riferimenti di altezza e lavorazione di finitura di superfici e fori di guida.
10. Ispezione e revisione dell'accuratezza della lavorazione.
Caratteristiche principali della lavorazione della base dello stampo
1. Requisiti di alta precisione:
Uno stampo è tipicamente costituito da una cavità, un'anima e una base, e in alcuni casi si tratta di moduli di assemblaggio a più pezzi. Pertanto, la combinazione di cavità e anima, inserti e cavità, e l'assemblaggio dei moduli richiedono un'elevata precisione. Gli stampi di precisione spesso raggiungono un'accuratezza dimensionale di livello M.
2. Superfici complesse:
Alcuni prodotti, come le coperture per auto, le parti di aerei, i giocattoli e gli elettrodomestici, hanno superfici composte da più curve, che rendono complesse le superfici delle cavità degli stampi. Alcune curve richiedono metodi matematici per la loro elaborazione.
3. Piccolo lotto:
Gli stampi non vengono prodotti in grandi lotti; spesso viene prodotto un solo pezzo.
4. Numerose fasi di lavorazione:
La lavorazione degli stampi comporta tipicamente fresatura, alesatura, foratura, alesatura e filettatura.
5. Produzione ripetitiva:
Gli stampi hanno una durata di vita. Quando uno stampo supera la sua durata di vita, deve essere sostituito, quindi la produzione di stampi è spesso ripetitiva.
Ottimi materiali per stampi, elevata durezza:
I materiali principali per gli stampi sono solitamente acciai legati di alta qualità, in particolare per gli stampi ad alta durata, che hanno requisiti rigorosi dalla forgiatura dello spezzone, alla lavorazione e al trattamento termico. Pertanto, la formulazione delle tecniche di lavorazione non può essere trascurata e la deformazione da trattamento termico è un problema serio nella lavorazione.
Fattori dell'apparecchiatura che influenzano la lavorazione della base dello stampo
Date le numerose caratteristiche sopra menzionate, la scelta della macchina utensile deve soddisfare il più possibile i requisiti di lavorazione, come ad esempio macchina CNC forte funzioni, elevata precisione della macchina, buona rigidità, buona stabilità termica e capacità di modellazione dei profili.
1. Fondazione e sostegno:
Le piastre di fissaggio dello stampo fungono da base per l'installazione dello stampo, offrendo supporto, protezione e collegando i componenti critici (anime dello stampo).
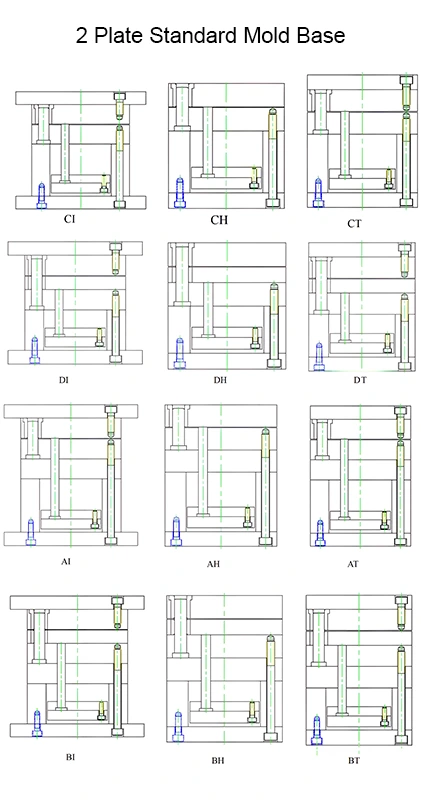
2. Standardizzazione delle basi per stampi
Poiché la base dello stampo non partecipa allo stampaggio, la sua forma non cambia con il prodotto, ma è legata alle dimensioni e alla struttura del prodotto stesso. Ciò consente la standardizzazione delle basi per stampi, facilitando la lavorazione. I produttori di basi per stampi possono preparare in anticipo varie dimensioni e specifiche delle parti della base per stampi (sagome, montanti di guida) e assemblarle in base alle esigenze dei clienti. Gli standard più noti includono DME, Futaba, HASCO, ecc.
3. Selezione della giusta attrezzatura di lavorazione per le basi per stampi
L'attrezzatura standard per la lavorazione della base dello stampo comprende principalmente fresatrici, smerigliatrici e foratrici, con fresatura e rettifica fornendo sei superfici levigate in base alle dimensioni specificate. Le foratrici gestiscono fori di precisione non richiesti, come fori per viti e fori di sollevamento, foratura e maschiatura. Un requisito fondamentale per una base di stampo standard è quello di facilitare l'apertura dello stampo senza problemi.
4. Precisione nei fori del perno di guida:
La fluidità dello stampo è direttamente correlata alla precisione dei quattro fori dei perni di guida, che in genere richiedono centri di lavoro verticali CNC per la foratura rapida seguita da un'alesatura per ottenere la precisione.
5. Durata e sicurezza: Progettare con cura le parti dello stampo
Le varie parti della lavorazione degli stampi devono essere sufficientemente robuste e rigide per evitare danni e deformazioni durante l'uso, e le parti di fissaggio devono includere misure antiallentamento per evitare lesioni accidentali.
6. Mantenere un ambiente di lavorazione sicuro
La lavorazione non deve provocare scarti o proiettili che possano distrarre o ferire gli operatori.
7. Ridurre il rumore e garantire la sicurezza nella manipolazione dello stampo
Occorre fare il possibile per ridurre al minimo il rumore e le vibrazioni durante lo stampaggio a iniezione. Il progetto deve indicare il peso dello stampo per facilitare l'installazione e la sicurezza. I pezzi di peso superiore a 20 kg devono essere dotati di misure di sollevamento e movimentazione per ridurre l'intensità della manodopera. L'installazione e lo smontaggio dei pezzi lavorati devono essere comodi e sicuri per evitare infortuni.
Fattori che influenzano la struttura della base dello stampo
Disposizione delle cavità:
Determinato dalle caratteristiche geometriche, dai requisiti di precisione dimensionale, dalle dimensioni del lotto, dalla difficoltà di produzione e dal costo della base dello stampo, compresi il numero e la disposizione delle cavità.
Linea di separazione determinazione:
La posizione deve facilitare la lavorazione della base dello stampo, lo sfiato, lo smuffolamento e le operazioni di stampaggio, nonché la qualità della superficie dei pezzi in plastica.
Sistema di chiusura e di ventilazione:
Determinazione del sistema di chiusura (canale principale, canale secondario e forma, posizione e dimensione della porta) e del sistema di sfiato (metodo di sfiato, posizione e dimensione della fessura di sfiato).
Metodo di espulsione:
Selezione del metodo di espulsione (perni di espulsione, manicotti di espulsione, piastre di spinta, espulsione composita) e decisione sui metodi di lavorazione degli incavi laterali, metodi di estrazione delle anime.
Sistema di temperatura:
Determinazione del metodo di raffreddamento e riscaldamento, compresa la forma, la posizione delle scanalature di raffreddamento/riscaldamento e le posizioni di installazione degli elementi riscaldanti.
Spessore della parete e dimensioni:
In base al materiale, ai calcoli di resistenza o ai dati empirici della base dello stampo, determinare lo spessore e le dimensioni esterne delle parti della base dello stampo, la struttura esterna e tutte le posizioni dei componenti di collegamento, posizionamento e guida.
Struttura:
Determinare la forma strutturale delle parti principali dello stampo e dei componenti strutturali.
Analisi e calcolo:
Un'attenta analisi e il calcolo della resistenza di ogni parte della base dello stampo sono necessari per garantire le dimensioni di lavoro dei pezzi stampati.
Alcune basi per stampi possono essere lavorate in 10 giorni, mentre altre possono richiedere un mese, non necessariamente completando in tempo la quantità inizialmente specificata. Tuttavia, la tendenza generale nel settore della lavorazione delle basi per stampi è quella di semplificare i processi, con molte operazioni che non richiedono l'intervento manuale e che utilizzano invece metodi di produzione ad alta tecnologia. Questo approccio consente di risparmiare tempo e di garantire che le basi per stampi lavorate soddisfino con maggiore precisione gli standard di progettazione della produzione.
Quanto più complessa è la lavorazione della base dello stampo, tanto più alto è il prezzo di vendita del prodotto realizzato, in quanto la Costo della lavorazione CNC è significativamente più alto rispetto ad altri prodotti.
Poiché i produttori di stampi in genere non lavorano direttamente le basi per stampi, è fondamentale avere una solida conoscenza di come scegliere correttamente una base per stampi. Sebbene esistano determinati standard nel settore delle basi per stampi, esistono molti tipi di basi per stampi, per cui è impossibile presentarli tutti in questa sede. Possiamo invece fornire solo una breve panoramica dei metodi e delle fasi di selezione di una base per stampi.
Metodi e fasi di selezione della base dello stampo standard
Metodi di scelta
Verificare l'adattabilità del modello di base dello stampo selezionato:
Per lo stampo scelto, è necessario verificare il rapporto con la macchina di stampaggio a iniezione, come l'altezza dello stampo chiuso, la corsa dello stampo aperto, ecc. Se non è adatto, è necessario scegliere di nuovo.
Le basi dello stampo standard sono disponibili in diverse misure, quindi è importante scegliere la dimensione appropriata. Se la dimensione è troppo piccola, la base dello stampo potrebbe non avere una resistenza o una rigidità sufficiente, oppure potrebbe non esserci spazio sufficiente per viti, perni e boccole di guida (pilastri di guida). Se la dimensione è troppo grande, potrebbe non solo aumentare i costi, ma anche richiedere un modello più grande di macchina per lo stampaggio a iniezione.
Passi per la selezione
1. Determinare la forma del gruppo base dello stampo
In base ai requisiti strutturali della parte in plastica, determinare la forma di assemblaggio strutturale dello stampo.
2. Determinare lo spessore della parete della cavità
Lo spessore della parete della cavità viene calcolato utilizzando una formula per lo spessore della parete o basandosi sull'esperienza. Calcolare la dimensione della circonferenza della piastra della cavità.
3. Dimensione della circonferenza delle piastre
La dimensione calcolata della circonferenza della piastra cavità dovrebbe essere vicina a una dimensione standard, che di solito richiede una regolazione significativa. Inoltre, quando si effettuano le correzioni, assicurarsi che nella posizione dello spessore della parete ci sia spazio sufficiente per installare altri componenti, come le boccole di guida. Se lo spazio non è sufficiente, è necessario aumentare la dimensione dello spessore della parete.
4. Determinare lo spessore della piastra.
Calcolare lo spessore della piastra di fondo in base alla profondità della cavità e correggerlo in base alle dimensioni standard.
5. Selezionare la dimensione della base dello stampo
In base alle dimensioni della circonferenza della piastra della cavità e allo spessore della piastra richiesto, selezionare la base dello stampo.
Note finali
Parlare di basi di stampi può sembrare un po' arido, ma per chi si occupa di costruzione di stampi o di stampaggio a iniezione è fondamentale e indispensabile. Proprio come un grattacielo deve partire da solide fondamenta per ergersi alto e forte, la costruzione di una base solida è fondamentale per creare una struttura eccellente.
Sono Lee Young, un esperto senior di stampi e stampaggio a iniezione di FirstMold. Vi invito a contattarmi per uno scambio di conoscenze sulla costruzione di stampi o sullo stampaggio a iniezione. Siamo anche ansiosi di ricevere ordini di collaborazione con la nostra azienda. Restate sintonizzati~











