
Mencionámos a "base de molde" no artigo sobre "injeçãocomponentes do molde de injeção", que representa uma componente importante do molde de injeção. Hoje, vamos fazer uma pesquisa sobre alguns materiais para os porta-moldes e fornecer detalhes sobre o seu processo e seleção.
O conteúdo abordado neste artigo não é algo que os designers de produtos tenham de dominar, mas destina-se antes a quem trabalha no sector da fabrico de moldes e indústrias de moldagem por injeção. Avalie por si próprio com base nas suas necessidades de aprendizagem.
O que é exatamente um fundo de molde?
A base do molde é uma parte crucial do molde, muitas vezes feita de metal e serve para suportar e fixar vários componentes do molde.
A função da base do molde é montar e posicionar todas as partes do molde de acordo com os requisitos do projeto, garantindo a estabilidade e a precisão do molde durante o processamento ou utilização.
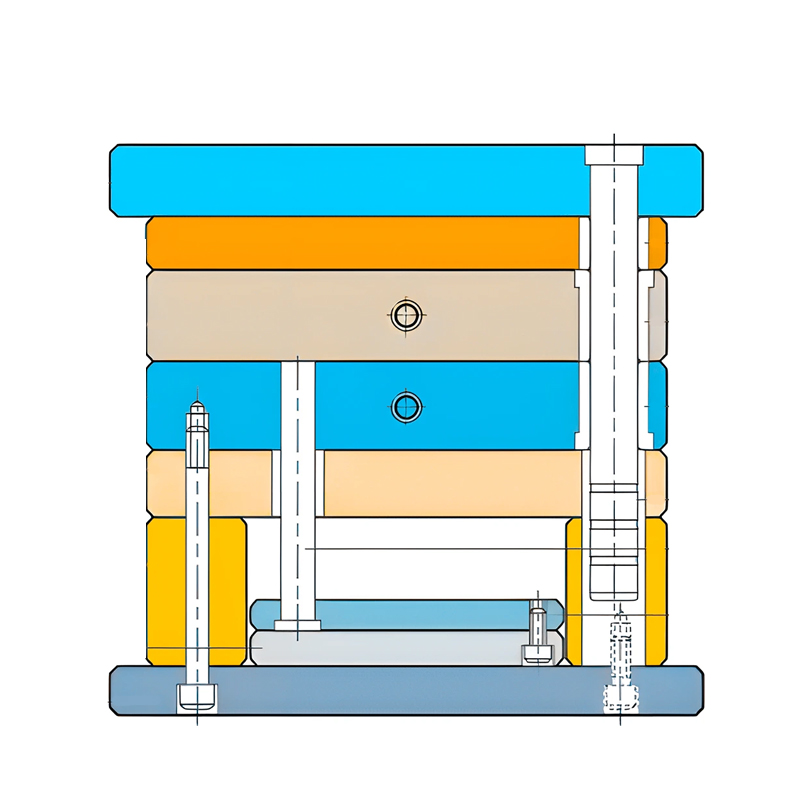
Inclui principalmente partes como o placa de fixação superior / placa de fixação posteriorPlaca A/placa B, bloco espaçador, etc. Estes componentes asseguram coletivamente a estabilidade e a fiabilidade do molde. Alguns porta-moldes também incluem sistemas de ejeção, sistemas de orientação, sistemas de pré-ajuste, etc., para satisfazer diferentes necessidades de processamento do molde.
Embora a base do molde seja uma parte fundamental da estrutura do molde, é indispensável. Não só assegura a precisão de processamento do molde, como também é fundamental para o funcionamento normal do molde.
Composição de um fundo de molde
A composição de um porta-molde é crucial devido às diferenças significativas no processamento entre os porta-moldes e os próprios moldes. Fabricantes de moldes muitas vezes optam por encomendar porta-moldes a produtores especializados, tirando partido dos pontos fortes de produção de ambas as partes para melhorar a qualidade e a eficiência globais da produção.
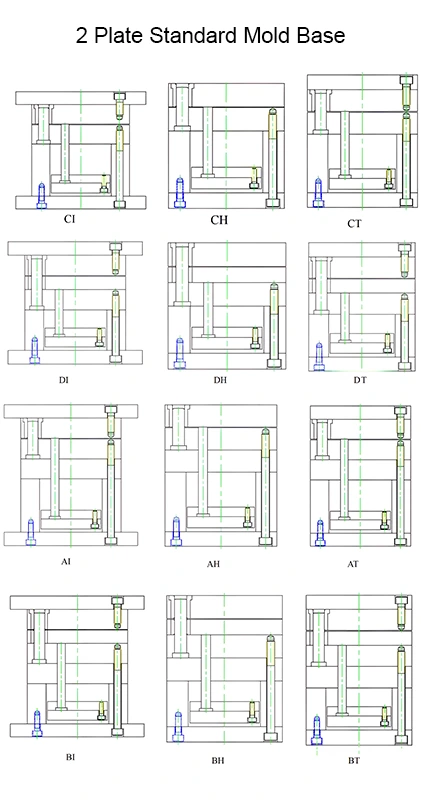
Ao longo dos anos, a indústria de fabrico de porta-moldes amadureceu significativamente. Os fabricantes de moldes têm agora a opção de comprar porta-moldes personalizados, adaptados a requisitos específicos do molde, ou escolher entre uma variedade de produtos de porta-moldes padronizados. Os porta-moldes padrão oferecem diversidade no design, prazos de entrega mais curtos e estão prontos para uso imediato, proporcionando maior flexibilidade aos fabricantes de moldes. Como resultado, a utilização de porta-moldes padrão está a tornar-se cada vez mais popular.
Em termos simples, um porta-molde inclui um sistema de pré-moldagem, um sistema de guia e um sistema de ejeção.
Normalmente, uma base de molde está equipada com uma placa de fixação superior, placa A, placa B, placa C (bloco espaçador), placa de fixação traseira, placa de pinos ejectores e placa de retenção do ejetor (a placa de pinos ejectores e a placa de retenção do ejetor são frequentemente classificadas como sistemas de ejectores), juntamente com pinos de guia (frequentemente classificados como sistema de guia), pinos de retorno e outros componentes.
Placa de fixação superior:
Suporta e fixa a base do molde e o sistema de alimentação.
Um prato:
Corrige o núcleo do molde ou é feito de material de alta qualidade para formar diretamente a peça.
Placa de decapagem:
Utilizado para produtos que não são adequados para ejeção com pinos ejectores ou pinos ejectores planos. A ejeção da placa de stripper é utilizada para peças transparentes e de aspeto.
Placa B:
Fixa o núcleo do molde e pode também prolongar o corredor.
Placa de suporte (não presente em todos os porta-moldes):
Se o molde inferior tiver de suportar uma pressão significativa e a sua espessura não for suficiente, é utilizada uma placa de suporte para aumentar a resistência do molde.
Placa C (bloco distanciador):
Suporta a base do molde e está relacionado com a ejeção do produto. A altura do bloco espaçador está relacionada com a altura do produto.
Placa de fixação traseira:
Utilizado para montar o molde no máquina de moldagem por injeção.
Placa do pino ejetor:
Fixa os pinos ejectores.
Placa de retenção do ejetor:
Controla o movimento dos pinos ejectores.
Pino de retorno:
Quando a cavidade do molde e o núcleo do molde fecham, os pinos ejectores retraem-se. Se os pinos ejectores não se retraírem, podem colidir com o produto/cavidade do molde, causando danos.

Materiais de base de molde comummente utilizados
Aço:
O aço é um dos materiais mais utilizados materiais para fabrico de moldesincluindo tipos como o aço 45#, o aço 55#, o aço 65# e o 50Mn. Oferece elevada força, tenacidade e resistência ao desgaste, capaz de suportar cargas e impactos significativos. É adequado para peças de grande dimensão e de alta precisão processamento de moldes de injeção de plástico. No entanto, o aço também tem os seus inconvenientes, como o facto de ser relativamente pesado e propenso à ferrugem.
Liga de alumínio:
A liga de alumínio é conhecida pela sua leveza, elevada resistência e resistência à corrosão, tornando-a adequada para o fabrico de moldes de pequena e média precisão. As ligas de alumínio mais comuns utilizadas incluem a liga de alumínio-silício, a liga de alumínio-magnésio e a liga de alumínio-manganês. Com a sua baixa densidade e boa condutividade térmica e eléctrica, a liga de alumínio é ideal para situações em que se pretende reduzir o peso do molde e melhorar a eficiência da produção.
A seleção do material para um porta-molde deve ter em conta o tamanho do molde, a precisão e os requisitos de carga de forma abrangente. Os materiais de aço devem ser usados para aplicações em que a resistência e a estabilidade do porta-molde são críticas. Para aplicações que exijam uma redução do peso do molde e que tenham requisitos de condutividade térmica elevados, tais como moldes de pequena precisão, podem ser escolhidas ligas de alumínio ou materiais plásticos para o fundo do molde.
Fabrico de bases de moldes standard
Na nossa discussão anterior, mencionámos que a maioria dos fabricantes de moldes concentra os seus esforços na conceção e processamento das cavidades e dos núcleos do molde, subcontratando frequentemente os porta-moldes padrão para aumentar a eficiência do fabrico na fábrica. A maquinação de precisão personalizada dos porta-moldes só é efectuada em circunstâncias especiais pelos fornecedores de moldes.
Vamos concentrar-nos no processamento de porta-moldes padrão.
Principais etapas de processamento para bases de moldes padrão
1. Processamento da superfície inferior para garantir a precisão dimensional.
2. Alinhamento do plano de referência da peça, controlo das tolerâncias de superfície 2D e 3D.
3. Maquinação grosseira de superfícies 2D e 3D, incluindo planos de não instalação e de não funcionamento (por exemplo, superfícies da plataforma de segurança, superfícies de instalação de amortecedores e plano de referência lateral).
4. Antes da maquinagem de semi-acabamento, garantir a precisão do plano de referência lateral.
5. Maquinação semi-acabada de superfícies 2D e 3D, maquinação de precisão de várias superfícies de instalação e de trabalho (incluindo a instalação de batentes e superfícies de contacto, instalação de pastilhas e superfícies traseiras, instalação de molas e superfícies de contacto, várias superfícies de trabalho de batentes de curso, etc.). Maquinação semi-acabada de superfícies de guia e de furos. Deixar margem para a maquinação de precisão dos furos de referência do processo e das superfícies de referência de altura, e registar os dados.
6. Inspeção e revisão da precisão da maquinagem.
7. Operações de montagem do instalador.
8. Verificar as tolerâncias de inserção antes de terminar a maquinagem e alinhar as bases dos furos de referência do processo.
9. Maquinação de acabamento de superfícies 2D e 3D e de posições de furos, maquinação de precisão de furos de referência do processo e de referências de altura, e maquinação de acabamento de superfícies de guia e de furos.
10. Inspeção e revisão da precisão da maquinagem.
Principais características do processamento de porta-moldes
1. Requisitos de elevada precisão:
Um molde é tipicamente constituído por uma cavidade, um núcleo e um fundo, sendo que alguns são módulos de montagem de várias peças. Assim, a combinação de cavidade e núcleo, inserções e cavidades, e a montagem de módulos requerem uma elevada precisão. Os moldes de precisão atingem frequentemente uma exatidão dimensional ao nível M.
2. Superfícies complexas:
Alguns produtos, como coberturas de automóveis, peças de aviões, brinquedos e electrodomésticos, têm superfícies compostas por várias curvas, tornando as superfícies das cavidades dos moldes complexas. Algumas curvas requerem métodos matemáticos para o seu processamento.
3. Lote pequeno:
Os moldes não são produzidos em grandes lotes; frequentemente, é produzida apenas uma peça.
4. Numerosas etapas de processamento:
O processamento de moldes envolve normalmente a fresagem, a perfuração, a perfuração, o alargamento e a roscagem.
5. Produção repetitiva:
Os moldes têm um tempo de vida útil. Quando um molde excede a sua vida útil, tem de ser substituído, pelo que a produção de moldes é frequentemente repetitiva.
Excelentes materiais de molde, elevada dureza:
Os principais materiais para moldes são geralmente ligas de aço de alta qualidade, especialmente para moldes de alta duração, que têm requisitos rigorosos desde o forjamento em branco e o processamento até ao tratamento térmico. Por conseguinte, a formulação de técnicas de processamento não pode ser descurada, e a deformação do tratamento térmico é uma preocupação séria no processamento.
Factores de equipamento que afectam o processamento de porta-moldes
Dadas as muitas características acima mencionadas, a seleção da máquina-ferramenta deve satisfazer tanto quanto possível os requisitos de processamento, tais como máquina CNC robusta funções, elevada precisão de máquina, boa rigidez, boa estabilidade térmica e capacidades de modelação de perfis.
1. Fundação e apoio:
As placas de fixação do molde servem de base para a instalação do molde, oferecendo suporte, proteção e ligação de componentes críticos (núcleos do molde).
2. Normalização das bases de moldes
Uma vez que o porta-molde não participa na moldagem, a sua forma não se altera com o produto, mas está relacionada com o tamanho e a estrutura do produto. Isto permite a padronização dos porta-moldes, facilitando o processamento. Os fabricantes de porta-moldes podem preparar antecipadamente vários tamanhos e especificações de peças de porta-moldes (modelos, postes de guia) e montá-los de acordo com as necessidades do cliente. As normas mais conhecidas incluem DME, Futaba, HASCO, etc.
3. Seleção do equipamento de processamento correto para bases de moldes
O equipamento padrão de processamento de porta-moldes inclui principalmente fresadoras, trituradores e máquinas de perfuração, com fresagem e trituração fornecendo seis superfícies polidas de acordo com as dimensões especificadas. As máquinas de furar tratam de furos de precisão não necessários, como furos para parafusos e furos de elevação, perfuração e roscagem. Um requisito básico para um porta-moldes padrão é facilitar a abertura do molde sem problemas.
4. Precisão nos furos dos pinos-guia:
O fabrico de moldes suaves está diretamente relacionado com a precisão dos quatro orifícios dos pinos-guia, exigindo normalmente centros de maquinagem verticais CNC para perfuração rápida seguida de perfuração para obter precisão.
5. Durabilidade e segurança: Projetar peças de molde com cuidado
Várias peças no processamento de moldes devem ser suficientemente fortes e rígidas para evitar danos e deformações durante a utilização, e as peças de fixação devem incluir medidas anti-afrouxamento para evitar lesões acidentais.
6. Manutenção de um ambiente de processamento seguro
O processamento não deve resultar em sucata ou projécteis que distraiam ou firam os operadores.
7. Reduzir o ruído e garantir a segurança no manuseamento de moldes
Devem ser feitos esforços para minimizar o ruído e a vibração durante a moldagem por injeção. O projeto deve indicar o peso do molde para facilitar a instalação e a segurança. As peças com peso superior a 20 kg devem ter medidas de elevação e manuseamento para reduzir a intensidade do trabalho. A instalação ou desmontagem de peças processadas deve ser cómoda e segura para evitar lesões.
Factores que afectam a estrutura do suporte do molde
Disposição das cavidades:
Determinado pelas características geométricas, requisitos de precisão dimensional, tamanho do lote, dificuldade de fabrico e custo do porta-moldes, incluindo o número e a disposição das cavidades.
Linha de separação determinação:
O cargo deve facilitar o processamento do porta-moldes, a ventilação, a desmoldagem e as operações de moldagem, bem como a qualidade da superfície das peças de plástico.
Sistema de fecho e sistema de ventilação:
Determinação do sistema de comportas (canal principal, sub-canal e forma, posição e dimensão das comportas) e do sistema de ventilação (método de ventilação, posição e dimensão da ranhura de ventilação).
Método de ejeção:
Seleção do método de ejeção (pinos ejectores, mangas ejectoras, placas de pressão, ejeção composta) e decisão sobre os métodos de processamento de recessos laterais, métodos de extração do núcleo.
Sistema de temperatura:
Determinação do método de arrefecimento e de aquecimento, incluindo a forma, a posição das ranhuras de arrefecimento/aquecimento e os locais de instalação dos elementos de aquecimento.
Espessura da parede e dimensões:
Com base no material, cálculos de resistência ou dados empíricos do porta-molde, determinar a espessura e as dimensões exteriores das peças do porta-molde, a estrutura exterior e todas as posições dos componentes de ligação, posicionamento e orientação.
Estrutura:
Determinar a forma estrutural das principais peças de moldagem e dos componentes estruturais.
Análise e cálculo:
A análise e o cálculo cuidadosos da resistência de cada parte da base do molde são necessários para garantir as dimensões de trabalho das peças moldadas.
Alguns porta-moldes podem ser processados no prazo de 10 dias, enquanto outros podem demorar um mês, não sendo necessariamente necessário completar a quantidade inicialmente especificada a tempo. No entanto, a tendência geral na indústria de processamento de porta-moldes é para a simplificação dos processos, com muitas operações a não necessitarem de intervenção manual e a utilizarem métodos de produção de alta tecnologia. Esta abordagem poupa tempo e garante que os porta-moldes processados cumprem com maior exatidão os padrões de conceção da produção.
Quanto mais complexo for o processamento do porta-moldes, mais elevado será o preço de venda do produto produzido, uma vez que o Custo da maquinagem CNC é significativamente mais elevado do que para outros produtos.
Uma vez que os fabricantes de moldes geralmente não processam eles próprios os porta-moldes, é crucial ter uma sólida compreensão de como escolher corretamente um porta-molde. Embora existam certos padrões na indústria de porta-moldes, há muitos tipos de porta-moldes, o que torna impossível apresentá-los todos aqui. Em vez disso, podemos apenas fornecer uma breve visão geral dos métodos e passos para selecionar um porta-molde.
Métodos de seleção e etapas do fundo de molde padrão
Métodos de seleção
Testar a adaptabilidade do modelo de porta-moldes selecionado:
Para o molde escolhido, deve verificar a sua relação com a máquina de moldagem por injeção, como a altura do molde fechado, o curso do molde aberto, etc. Se não for adequado, terá de escolher novamente.
Os porta-moldes padrão existem em vários tamanhos, pelo que é importante selecionar um tamanho adequado. Se o tamanho for demasiado pequeno, o porta-molde pode não ter força ou rigidez suficientes, ou pode não haver espaço suficiente para parafusos, pinos e buchas de guia (pilares de guia). Se o tamanho for demasiado grande, poderá não só aumentar os custos como também exigir um modelo maior de máquina de moldagem por injeção.
Passos para a seleção
1. Determinar a forma de montagem do banco de moldes
Com base nos requisitos estruturais da peça de plástico, determinar a forma de montagem estrutural do molde.
2. Determinar a espessura da parede da cavidade
A espessura da parede da cavidade é calculada utilizando uma fórmula de espessura de parede ou com base na experiência. Calcular o tamanho da circunferência da placa da cavidade.
3. Tamanho da circunferência das placas
O tamanho calculado da circunferência da placa da cavidade deve estar próximo de um tamanho padrão, normalmente exigindo um ajuste significativo. Além disso, ao fazer correcções, certifique-se de que existe espaço suficiente no local da espessura da parede para instalar outras peças, tais como casquilhos de guia. Se não houver espaço suficiente, deve aumentar a dimensão da espessura da parede.
4. Determinar a espessura da placa.
Calcule a espessura da placa inferior com base na profundidade da cavidade e corrija-a de acordo com as dimensões padrão.
5. Selecionar o tamanho da base do molde
Com base no tamanho determinado da circunferência da placa da cavidade e na espessura necessária da placa, seleccione o banco de moldes.
Notas finais
Falar de bases de moldes pode parecer um pouco árido, mas para quem trabalha no fabrico de moldes ou na moldagem por injeção, é fundamental e indispensável. Tal como um arranha-céus deve partir de uma base sólida para se manter alto e forte, a construção de uma base sólida é crucial para criar uma excelente estrutura.
Sou Lee Young, um especialista sénior em moldes e moldagem por injeção da FirstMold. Convido-o a contactar-me para troca de conhecimentos sobre fabrico de moldes ou moldagem por injeção. Também estamos ansiosos por encomendas de colaboração com a nossa empresa~ De seguida, vamos aprofundar os detalhes de outros componentes dos moldes. Fique atento...











