
Wspomnieliśmy o "bazie formy" w artykule o "injecKomponenty formy wtryskowej", który stanowi główny składnik forma wtryskowa. Dzisiaj przeprowadzimy badania nad niektórymi materiałami na podstawy form i przedstawimy szczegóły dotyczące ich procesu i wyboru.
Treści omówione w tym artykule nie są czymś, co projektanci produktów muszą opanować, ale są raczej skierowane do osób pracujących w branży. tworzenie form i formowania wtryskowego. Oceń sam na podstawie swoich potrzeb edukacyjnych.
Czym dokładnie jest podstawa formy?
Podstawa formy jest kluczową częścią formy, często wykonaną z metalu i służy do podparcia i zabezpieczenia różnych elementów formy.
Funkcją podstawy formy jest montaż i pozycjonowanie wszystkich części formy zgodnie z wymaganiami projektowymi, zapewniając stabilność i precyzję formy podczas przetwarzania lub użytkowania.
Obejmuje on głównie takie części jak górna płytka zaciskowa / tylna płytka zaciskowa, płyta A / płyta B i blok dystansowy itp. Komponenty te wspólnie zapewniają stabilność i niezawodność formy. Niektóre podstawy form zawierają również systemy wyrzucania, systemy prowadzenia, systemy wstępnego resetowania itp. w celu spełnienia różnych potrzeb związanych z przetwarzaniem form.
Chociaż podstawa formy jest podstawową częścią struktury formy, jest niezbędna. Nie tylko zapewnia precyzję przetwarzania formy, ale jest również kluczem do normalnego działania formy.
Skład podstawy formy
Skład podstawy formy ma kluczowe znaczenie ze względu na znaczne różnice w przetwarzaniu między podstawami form a samymi formami. Producenci form często decydują się na zamawianie podstaw form od wyspecjalizowanych producentów, wykorzystując mocne strony produkcyjne obu stron w celu poprawy ogólnej jakości i wydajności produkcji.
Na przestrzeni lat branża produkcji podstaw form znacznie się rozwinęła. Producenci form mają teraz możliwość zakupu niestandardowych podstaw form dostosowanych do konkretnych wymagań formy lub wyboru spośród wielu standardowych produktów. Standardowe podstawy form oferują różnorodność w projektowaniu, krótszy czas dostawy i są gotowe do natychmiastowego użycia, zapewniając producentom form większą elastyczność. W rezultacie stosowanie standardowych podstaw form staje się coraz bardziej popularne.
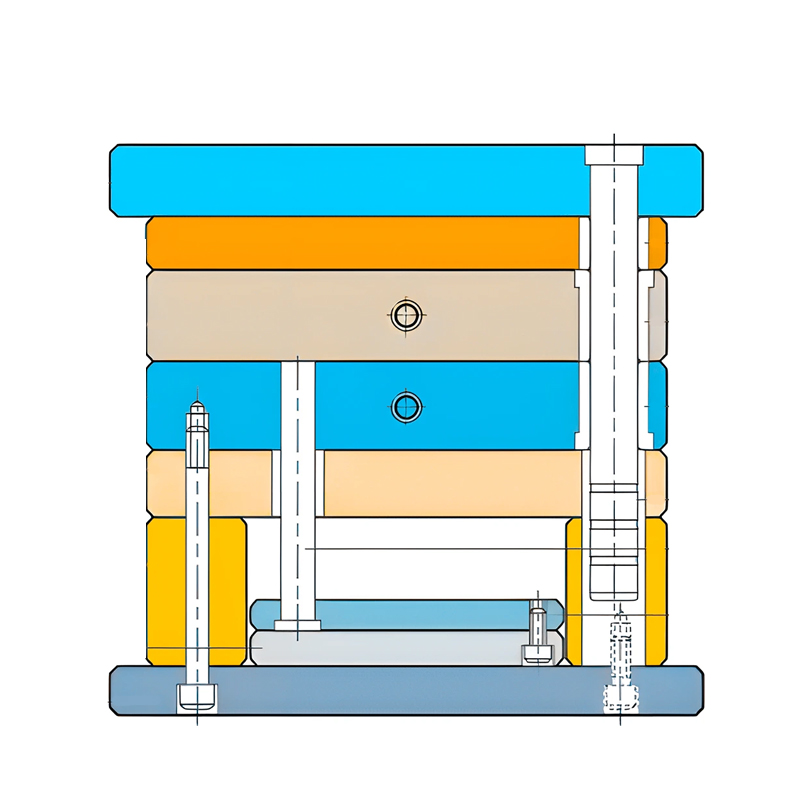
Mówiąc prościej, podstawa formy obejmuje system formowania wstępnego, system prowadzenia i system wyrzucania.
Zazwyczaj podstawa formy jest wyposażona w górną płytę zaciskową, płytę A, płytę B, płytę C (blok dystansowy), tylną płytę zaciskową, płytę sworznia wypychacza i płytę ustalającą wypychacza (płyta sworznia wypychacza i płyta ustalająca wypychacza są często klasyfikowane jako systemy wypychaczy), wraz z kołkami prowadzącymi (często klasyfikowanymi jako system prowadzący), kołkami powrotnymi i innymi komponentami.
Górna płyta zaciskowa:
Wspiera i zabezpiecza podstawę formy i system podawania.
Płyta:
Naprawia rdzeń formy lub jest wykonany z wysokiej jakości materiału do bezpośredniego formowania części.
Płytka do zdejmowania izolacji:
Używany do produktów, które nie nadają się do wyrzucania za pomocą sworznie wyrzutnika lub płaskie trzpienie wyrzutnika. Wyrzutnik płytkowy jest używany do części przezroczystych i estetycznych.
Płyta B:
Mocuje rdzeń formy i może również przedłużyć prowadnicę.
Płyta podpierająca (nie występuje w każdej podstawie formy):
Jeśli dolna forma musi wytrzymać znaczny nacisk, a jej grubość może być niewystarczająca, stosuje się płytę nośną w celu zwiększenia wytrzymałości formy.
Płyta C (blok dystansowy):
Wspiera podstawę formy i jest związany z wyrzucaniem produktu. Wysokość bloku dystansowego odnosi się do wysokości produktu.
Tylna płyta zaciskowa:
Służy do montażu formy na wtryskarka.
Płytka sworznia wyrzutnika:
Zabezpiecza sworznie wyrzutnika.
Płytka ustalająca wyrzutnika:
Kontroluje ruch sworzni wyrzutnika.
Sworzeń zwrotny:
Gdy gniazdo formy i rdzeń formy zamykają się, sworznie wypychacza cofają się. Jeśli sworznie wypychacza nie cofną się, mogą zderzyć się z produktem/wnęką formy, powodując jej uszkodzenie.

Powszechnie stosowane materiały bazowe form
Stal:
Stal jest jednym z najczęściej używanych materiały do produkcji form, w tym typy takie jak stal 45#, stal 55#, stal 65# i stal 50Mn. Charakteryzuje się ona wysoką wytrzymałością, ciągliwością i odpornością na zużycie, dzięki czemu jest w stanie wytrzymać znaczne obciążenia i uderzenia. Nadaje się do dużych, precyzyjnych Przetwarzanie form wtryskowych z tworzyw sztucznych. Jednak stal ma również swoje wady, takie jak stosunkowo duża waga i podatność na rdzę.
Stop aluminium:
Stop aluminium jest znany ze swojej lekkości, wysokiej wytrzymałości i odporności na korozję, dzięki czemu nadaje się do produkcji form o małej i średniej precyzji. Powszechnie stosowane stopy aluminium obejmują stop aluminiowo-krzemowy, stop aluminiowo-magnezowy i stop aluminiowo-manganowy. Dzięki niskiej gęstości i dobrej przewodności cieplnej i elektrycznej, stop aluminium jest idealny w sytuacjach, w których pożądane jest zmniejszenie masy formy i poprawa wydajności produkcji.
Wybór materiału na podstawę formy powinien kompleksowo uwzględniać jej rozmiar, precyzję i wymagania dotyczące obciążenia. Materiały stalowe powinny być używane do zastosowań, w których wytrzymałość i stabilność podstawy formy są krytyczne. W przypadku zastosowań, które wymagają zmniejszenia masy formy i mają wysokie wymagania dotyczące przewodności cieplnej, takich jak małe precyzyjne formy, na podstawę formy można wybrać stopy aluminium lub tworzywa sztuczne.
Produkcja standardowych podstaw form
W naszej poprzedniej dyskusji wspomnieliśmy, że większość producentów form koncentruje swoje wysiłki na projektowaniu i przetwarzaniu gniazd form i rdzeni, często zlecając standardowe podstawy form w celu zwiększenia wydajności produkcji w fabryce. Niestandardowa precyzyjna obróbka podstaw form jest podejmowana tylko w szczególnych okolicznościach przez dostawców form.
Skupmy się na przetwarzaniu standardowych podstaw form.
Główne etapy przetwarzania standardowych podstaw form
1. Obróbka dolnej powierzchni w celu zapewnienia dokładności wymiarowej.
2. Wyrównanie płaszczyzny odniesienia przedmiotu obrabianego, sprawdzenie naddatków powierzchni 2D i 3D.
3. Obróbka zgrubna powierzchni 2D i 3D, w tym płaszczyzn nieinstalacyjnych i niepracujących (np. powierzchni platformy bezpieczeństwa, powierzchni instalacji zderzaka i bocznej płaszczyzny odniesienia).
4. Przed rozpoczęciem obróbki półwykańczającej należy sprawdzić dokładność bocznej płaszczyzny odniesienia.
5. Obróbka półwykończeniowa powierzchni 2D i 3D, precyzyjna obróbka różnych powierzchni montażowych i roboczych (w tym montaż ograniczników i powierzchnie stykowe, montaż wkładek i powierzchnie tylne, montaż sprężyn i powierzchnie stykowe, różne powierzchnie robocze ograniczników skoku itp.) Półwykończeniowa obróbka powierzchni prowadzących i otworów. Pozostawienie naddatków na precyzyjną obróbkę otworów odniesienia procesu i powierzchni odniesienia wysokości oraz rejestrowanie danych.
6. Kontrola i przegląd dokładności obróbki.
7. Operacje montażowe montera.
8. Sprawdzić naddatki na płytki przed zakończeniem obróbki i wyrównaniem podstaw otworów bazowych procesu.
9. Obróbka wykańczająca powierzchni 2D i 3D oraz pozycji otworów, precyzyjna obróbka otworów bazowych procesu i odniesień wysokości oraz obróbka wykańczająca powierzchni prowadzących i otworów.
10. Kontrola i przegląd dokładności obróbki.
Kluczowe cechy przetwarzania podstawy formy
1. Wysokie wymagania dotyczące precyzji:
Forma zazwyczaj składa się z gniazda formy, rdzenia formy i podstawy formy, a niektóre z nich są wieloczęściowymi modułami montażowymi. Tak więc połączenie wnęki i rdzenia, wkładki i wnęki oraz montaż modułów wymagają wysokiej precyzji. Precyzyjne formy często osiągają dokładność wymiarową na poziomie M.
2. Złożone powierzchnie:
Niektóre produkty, takie jak pokrywy samochodowe, części samolotów, zabawki i sprzęt AGD, mają powierzchnie składające się z wielu krzywych, co sprawia, że powierzchnie wnęki formy są złożone. Niektóre krzywe wymagają matematycznych metod przetwarzania.
3. Mała partia:
Formy nie są produkowane w dużych partiach; często produkowana jest tylko jedna sztuka.
4. Liczne etapy przetwarzania:
Obróbka form zazwyczaj obejmuje frezowanie, wytaczanie, wiercenie, rozwiercanie i gwintowanie.
5. Produkcja powtarzalna:
Formy mają swoją żywotność. Kiedy forma przekroczy swoją żywotność, musi zostać wymieniona, więc produkcja form często jest powtarzalna.
Doskonałe materiały formierskie, wysoka twardość:
Głównymi materiałami do produkcji form są zwykle wysokiej jakości stale stopowe, zwłaszcza w przypadku form o wysokiej trwałości, które mają surowe wymagania od kucia półfabrykatów i przetwarzania po obróbkę cieplną. W związku z tym nie można pominąć formułowania technik przetwarzania, a deformacja obróbki cieplnej jest poważnym problemem w przetwarzaniu.
Czynniki sprzętowe wpływające na przetwarzanie podstawy formy
Biorąc pod uwagę wiele cech wymienionych powyżej, wybór obrabiarki musi w jak największym stopniu spełniać wymagania dotyczące przetwarzania, takie jak mocna maszyna CNC funkcje, wysoka precyzja maszynowa, dobra sztywność, dobra stabilność termiczna i możliwości modelowania profili.
1. Fundacja i wsparcie:
Płyty zaciskowe formy służą jako podstawa do instalacji formy, oferując wsparcie, ochronę i łącząc krytyczne komponenty (rdzenie formy).
2. Standaryzacja podstaw form
Ponieważ podstawa formy nie bierze udziału w formowaniu, jej kształt nie zmienia się wraz z produktem, ale jest związany z rozmiarem i strukturą produktu. Pozwala to na standaryzację podstaw form, ułatwiając przetwarzanie. Producenci podstaw form mogą z wyprzedzeniem przygotować różne rozmiary i specyfikacje części podstawy formy (szablony, słupki prowadzące) i zmontować je zgodnie z potrzebami klienta. Znane standardy obejmują DME, Futaba, HASCOitd.
3. Wybór odpowiedniego sprzętu do przetwarzania podstaw form
Standardowy sprzęt do obróbki podstawy formy obejmuje głównie frezarki, szlifierki i wiertarki, z frezowaniem i wierceniem. szlifowanie zapewniając sześć polerowanych powierzchni o określonych wymiarach. Wiertarki obsługują precyzyjne otwory, takie jak otwory na śruby i otwory do podnoszenia, wiercenie i gwintowanie. Podstawowym wymogiem dla standardowej podstawy formy jest ułatwienie płynnego otwierania formy.
4. Precyzja w otworach na kołki prowadzące:
Płynna produkcja form jest bezpośrednio związana z precyzją czterech otworów na kołki prowadzące, co zazwyczaj wymaga pionowych centrów obróbczych CNC do szybkiego wiercenia, a następnie wytaczania w celu osiągnięcia precyzji.
5. Trwałość i bezpieczeństwo: Staranne projektowanie części form
Różne części w procesie formowania powinny być wystarczająco mocne i sztywne, aby zapobiec uszkodzeniom i odkształceniom podczas użytkowania, a części mocujące powinny zawierać środki zapobiegające poluzowaniu, aby uniknąć przypadkowych obrażeń.
6. Utrzymanie bezpiecznego środowiska przetwarzania
Obróbka nie powinna skutkować powstawaniem złomu lub pocisków rozpraszających uwagę operatorów lub powodujących ich obrażenia.
7. Redukcja hałasu i zapewnienie bezpieczeństwa podczas obsługi form wtryskowych
Należy dołożyć starań, aby zminimalizować hałas i wibracje podczas formowania wtryskowego. Projekt powinien wskazywać wagę formy dla łatwej instalacji i bezpieczeństwa. Części ważące ponad 20 kg powinny być podnoszone i przenoszone w sposób zmniejszający pracochłonność. Montaż lub demontaż przetworzonych części powinien być wygodny i bezpieczny, aby zapobiec urazom.
Czynniki wpływające na strukturę podstawy formy
Układ wnęki:
Określone przez charakterystykę geometryczną, wymagania dotyczące dokładności wymiarowej, wielkość partii, trudność produkcji i koszt podstawy formy, w tym liczbę i układ wnęk.
Linia podziału determinacja:
Stanowisko to powinno ułatwiać obróbkę podstawy formy, odpowietrzanie, rozformowywanie i operacje formowania, a także jakość powierzchni części z tworzyw sztucznych.
System wrót i system wentylacji:
Określenie systemu wlewu (prowadnica główna, prowadnica pomocnicza oraz kształt, położenie i rozmiar wlewu) i systemu odpowietrzania (metoda odpowietrzania, położenie i rozmiar szczeliny odpowietrzającej).
Metoda wyrzucania:
Wybór metody wyrzucania (sworznie wyrzucające, tuleje wyrzucające, płyty wypychające, wyrzucanie kompozytowe) i decydowanie o metodach obróbki wgłębień bocznych, metodach wyciągania rdzenia.
System temperatury:
Określenie metody chłodzenia i ogrzewania, w tym kształtu, położenia rowków chłodzących/grzewczych oraz miejsc instalacji elementów grzewczych.
Grubość ścianki i wymiary:
Na podstawie materiału, obliczeń wytrzymałości lub danych empirycznych podstawy formy, określ grubość i wymiary zewnętrzne części podstawy formy, konstrukcję zewnętrzną oraz wszystkie pozycje elementów łączących, pozycjonujących i prowadzących.
Struktura:
Określenie kształtu strukturalnego głównych części formujących i elementów konstrukcyjnych.
Analiza i obliczenia:
Dokładna analiza i obliczenie wytrzymałości każdej części podstawy formy są niezbędne do zapewnienia wymiarów roboczych formowanych części.
Niektóre podstawy form można przetworzyć w ciągu 10 dni, podczas gdy inne mogą zająć miesiąc, niekoniecznie kończąc początkowo określoną ilość na czas. Jednak ogólny trend w branży przetwarzania podstaw form zmierza w kierunku uproszczenia procesów, przy czym wiele operacji nie wymaga ręcznej interwencji, a zamiast tego wykorzystuje zaawansowane technologicznie metody produkcji. Takie podejście oszczędza czas i zapewnia, że przetworzone podstawy form dokładniej spełniają standardy projektowania produkcji.
Im bardziej złożona obróbka podstawy formy, tym wyższa cena sprzedaży wytworzonego produktu, ponieważ Koszt obróbki CNC jest znacznie wyższa niż w przypadku innych produktów.
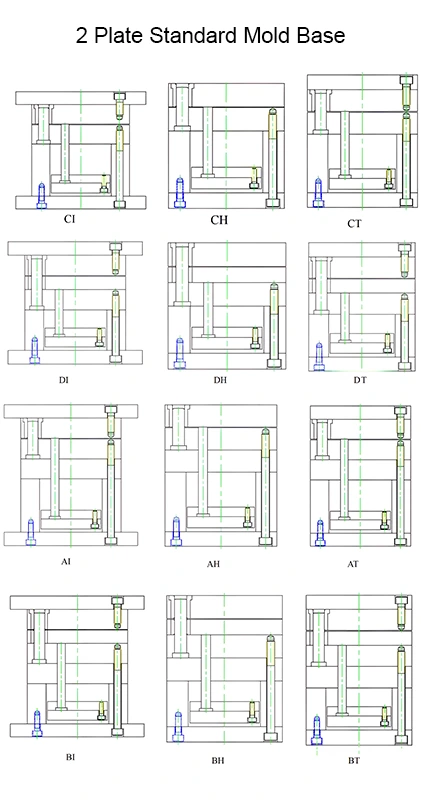
Ponieważ producenci form zazwyczaj sami nie przetwarzają podstaw form, ważne jest, aby dobrze zrozumieć, jak prawidłowo wybrać podstawę formy. Chociaż istnieją pewne standardy w branży baz form, istnieje wiele rodzajów baz form, co uniemożliwia przedstawienie ich wszystkich tutaj. Zamiast tego możemy jedynie przedstawić krótki przegląd metod i kroków wyboru podstawy formy.
Metody i etapy wyboru standardowej podstawy formy
Metody wyboru
Przetestowanie możliwości adaptacji wybranego modelu bazowego formy:
W przypadku wybranej formy należy sprawdzić jej związek z wtryskarką, np. wysokość zamkniętej formy, skok otwartej formy itp. Jeśli nie jest odpowiednia, trzeba będzie wybrać ją ponownie.
Standardowe podstawy form są dostępne w wielu rozmiarach, dlatego ważne jest, aby wybrać odpowiedni rozmiar. Jeśli rozmiar jest zbyt mały, podstawa formy może nie mieć wystarczającej wytrzymałości lub sztywności, lub może nie być wystarczająco dużo miejsca na śruby, kołki i tuleje prowadzące (słupy prowadzące). Jeśli rozmiar jest zbyt duży, może to nie tylko zwiększyć koszty, ale także wymagać większego modelu wtryskarki.
Kroki wyboru
1. Określić formę zespołu podstawy formy
W oparciu o wymagania konstrukcyjne części z tworzywa sztucznego należy określić konstrukcyjną formę montażową formy.
2. Określić grubość ścianki wnęki
Grubość ścianki wnęki jest obliczana przy użyciu wzoru na grubość ścianki lub na podstawie doświadczenia. Oblicz rozmiar obwodu płyty wnęki.
3. Rozmiar obwodu płyty
Obliczony rozmiar obwodu płyty wnęki powinien być zbliżony do rozmiaru standardowego, zwykle wymagającego znacznej korekty. Ponadto podczas wprowadzania poprawek należy upewnić się, że w miejscu grubości ścianki jest wystarczająco dużo miejsca na zainstalowanie innych części, takich jak tuleje prowadzące. Jeśli nie ma wystarczającej ilości miejsca, należy zwiększyć wymiar grubości ścianki.
4. Określić grubość płyty.
Oblicz grubość płyty dolnej na podstawie głębokości wnęki i skoryguj ją zgodnie ze standardowymi rozmiarami.
5. Wybierz rozmiar podstawy formy
W oparciu o ustalony rozmiar obwodu płyty wnęki i wymaganą grubość płyty, wybierz podstawę formy.
Przypisy końcowe
Omawianie podstaw form może wydawać się nieco suche, ale dla osób zajmujących się produkcją form lub formowaniem wtryskowym jest to zarówno fundamentalne, jak i niezbędne. Podobnie jak wieżowiec musi zaczynać się od solidnego fundamentu, aby stać wysoko i mocno, budowanie solidnej podstawy ma kluczowe znaczenie dla stworzenia doskonałej struktury.
Nazywam się Lee Young, jestem starszym ekspertem ds. form i formowania wtryskowego w FirstMold. Zapraszam do kontaktu w celu wymiany wiedzy na temat produkcji form lub formowania wtryskowego. Z niecierpliwością czekamy również na zamówienia dotyczące współpracy z naszą firmą~ Następnie zagłębimy się w szczegóły dotyczące innych elementów form. Stay tuned~











