
We noemden de "schimmelbasis" in het artikel over "injection matrijsonderdelen", die een belangrijk onderdeel vormt van de spuitgietvorm. Vandaag zullen we wat onderzoek doen naar enkele materialen voor basiseenheden van matrijzen en details geven over hun proces en selectie.
De inhoud die in dit artikel wordt besproken, is niet iets dat productontwerpers moeten beheersen, maar is eerder bedoeld voor mensen die werken in de voor het maken van mallen en spuitgietindustrie. Oordeel zelf op basis van je leerbehoeften.
Wat is een schimmelbasis precies?
De malbasis is een cruciaal onderdeel van de mal, vaak gemaakt van metaal en dient om verschillende onderdelen van de mal te ondersteunen en vast te zetten.
De functie van de malbasis is om alle onderdelen van de mal te assembleren en te positioneren volgens de ontwerpvereisten, zodat de stabiliteit en precisie van de mal tijdens de verwerking of het gebruik worden gegarandeerd.
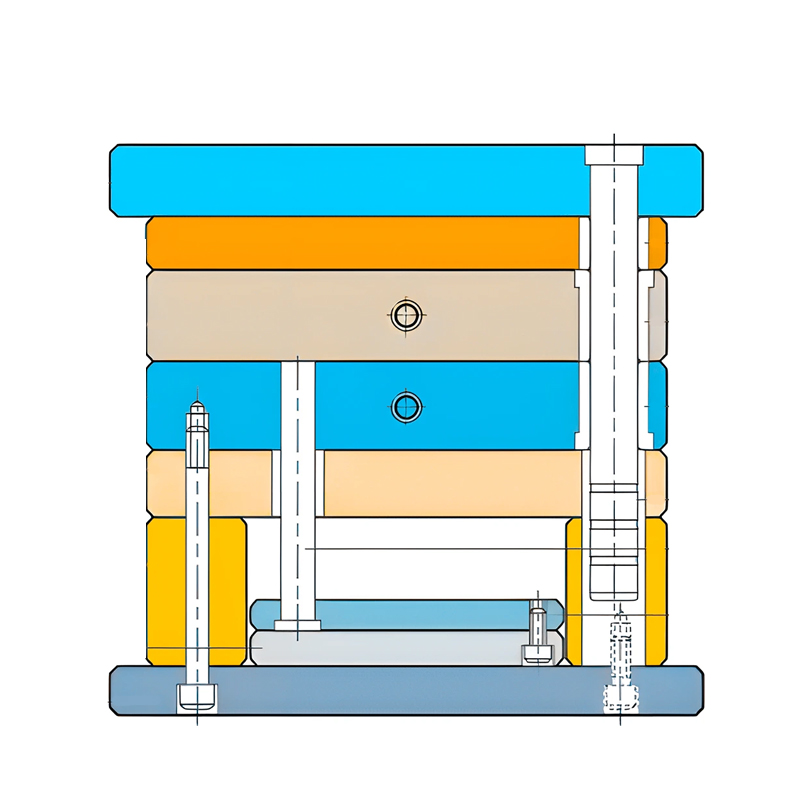
Het bevat voornamelijk onderdelen zoals de Bovenste klemplaat / achterste klemplaatA-plaat/B-plaat en afstandsblok, enz. Deze onderdelen zorgen samen voor de stabiliteit en betrouwbaarheid van de mal. Sommige matrijsonderstellen bevatten ook uitwerpsystemen, geleidingssystemen, pre-reset systemen, enz. om te voldoen aan verschillende verwerkingsbehoeften van matrijzen.
Hoewel de malbasis een fundamenteel onderdeel van de matrijsstructuur is, is hij onmisbaar. Het zorgt niet alleen voor de verwerkingsprecisie van de mal, maar is ook essentieel voor de normale werking van de mal.
Samenstelling van een malbasis
De samenstelling van een malbasis is cruciaal vanwege de aanzienlijke verschillen in verwerking tussen malbases en de mallen zelf. Mallenfabrikanten kiezen er vaak voor om matrijsbases te bestellen bij gespecialiseerde producenten, waarbij de productiekracht van beide partijen wordt benut om de algehele productiekwaliteit en efficiëntie te verbeteren.
In de loop der jaren is de industrie voor de productie van matrijsbodems aanzienlijk volwassener geworden. Matrijsmakers hebben nu de optie om op maat gemaakte matrijsbodems aan te schaffen voor specifieke matrijsvereisten of om te kiezen uit een verscheidenheid aan gestandaardiseerde matrijsbodems. Standaard matrijsbases bieden diversiteit in ontwerp, kortere levertijden en zijn klaar voor onmiddellijk gebruik, waardoor matrijsmakers een grotere flexibiliteit hebben. Als gevolg daarvan wordt het gebruik van standaard matrijsbodems steeds populairder.
Eenvoudig gezegd bestaat een malbasis uit een voorgietsysteem, een geleidingssysteem en een uitwerpsysteem.
Gewoonlijk is een malbasis uitgerust met een bovenste klemplaat, A-plaat, B-plaat, C-plaat (afstandsblok), achterste klemplaat, uitwerpplaat en uitwerphouderplaat (de uitwerpplaat en uitwerphouderplaat worden vaak geclassificeerd als uitwerpsystemen), samen met geleidepennen (vaak geclassificeerd als geleidingssysteem), retourpennen en andere onderdelen.
Bovenste klemplaat:
Ondersteunt en beveiligt de malbasis en het toevoersysteem.
Een bord:
Herstelt de matrijskern of is gemaakt van hoogwaardig materiaal om het onderdeel direct te vormen.
Stripplaat:
Gebruikt voor producten die niet geschikt zijn voor uitwerpen met uitwerppennen of platte uitwerppennen. Stripplaatuitwerping wordt gebruikt voor transparante en uiterlijke onderdelen.
B-plaat:
Zet de gietkern vast en kan ook de loopwagen verlengen.
Steunplaat (niet aanwezig in elke malbasis):
Als de onderste mal aanzienlijke druk moet weerstaan en de dikte mogelijk niet voldoende is, wordt een steunplaat gebruikt om de mal sterker te maken.
C-plaat (afstandsblok):
Ondersteunt de malbasis en heeft te maken met het uitwerpen van het product. De hoogte van het afstandsblokje heeft te maken met de hoogte van het product.
Achterste klemplaat:
Gebruikt om de mal op de spuitgietmachine.
Uitwerperpenplaat:
Zet de uitwerppennen vast.
Borgplaat van de uitwerper:
Regelt de beweging van de uitwerppinnen.
Retourpen:
Als de vormholte en de vormkern sluiten, worden de uitwerppennen ingetrokken. Als de uitwerppennen niet intrekken, kunnen ze tegen het product/de vormholte botsen en schade veroorzaken.

Veelgebruikte basismaterialen voor matrijzen
Staal:
Staal is een van de meest gebruikte materialen voor het maken van mallenwaaronder types als 45# staal, 55# staal, 65# staal en 50Mn. Het biedt een hoge sterkte, taaiheid en slijtvastheid en is bestand tegen grote belastingen en schokken. Het is geschikt voor grote, hoge-precisie verwerking van kunststof spuitgietmatrijzen. Staal heeft echter ook nadelen, zoals dat het relatief zwaar is en gevoelig voor roest.
Aluminiumlegering:
Aluminiumlegeringen staan bekend om hun lichte gewicht, hoge sterkte en corrosiebestendigheid, waardoor ze geschikt zijn voor de productie van kleine tot middelgrote precisiematrijzen. Veel gebruikte aluminiumlegeringen zijn aluminium-siliciumlegering, aluminium-magnesiumlegering en aluminium-mangaanlegering. Met zijn lage dichtheid en goede thermische en elektrische geleidbaarheid is een aluminiumlegering ideaal voor situaties waarin het gewicht van de matrijs moet worden verlaagd en de productie-efficiëntie moet worden verbeterd.
Bij de keuze van het materiaal voor de basis van een mal moet uitgebreid rekening worden gehouden met de grootte, precisie en belastingseisen van de mal. Stalen materialen moeten worden gebruikt voor toepassingen waarbij de sterkte en stabiliteit van de malbasis cruciaal zijn. Voor toepassingen die een lager gewicht van de matrijs vereisen en hoge eisen stellen aan de warmtegeleiding, zoals kleine precisiematrijzen, kunnen aluminiumlegeringen of kunststofmaterialen worden gekozen voor de basis van de matrijs.
Productie van de standaard malbases
In onze vorige bespreking vermeldden we dat de meeste matrijsfabrikanten hun inspanningen richten op het ontwerp en de verwerking van matrijsholten en -kernen, waarbij ze vaak standaard matrijsbases uitbesteden om de productie-efficiëntie in de fabriek te verhogen. Aangepaste precisiebewerking van matrijsbases wordt alleen onder speciale omstandigheden uitgevoerd door matrijsleveranciers.
Laten we ons richten op de verwerking van standaard schimmelbodems.
Belangrijkste processtappen voor standaard malbases
1. Bewerking van de onderkant om de maatnauwkeurigheid te garanderen.
2. Uitlijnen van het werkstuknulpuntvlak, controleren op 2D- en 3D-oppervlaktetoeslagen.
3. Grove bewerking van 2D- en 3D-oppervlakken, met inbegrip van niet-geïnstalleerde en niet-werkende vlakken (bv. veiligheidsplatformoppervlakken, bufferinstallatieoppervlakken en zij-nulpuntvlak).
4. Controleer voor de halfafwerking de nauwkeurigheid van het zijdelingse nulpuntvlak.
5. Halve nabewerking van 2D- en 3D-oppervlakken, precisiebewerking van diverse installatie- en werkoppervlakken (inclusief installatie- en contactoppervlakken van aanslag, installatie- en terugslagoppervlakken van inzetstukken, installatie- en contactoppervlakken van veren, diverse werkoppervlakken van slagaanslagen, enz.) Halve nabewerking van geleidingsoppervlakken en gaten. Nauwkeurige bewerking van procesnulpunten en hoogtereferentievlakken en registratie van gegevens.
6. Inspectie en controle van bewerkingsnauwkeurigheid.
7. Montagewerkzaamheden voor monteurs.
8. Controleer de toleranties van de inzetstukken voordat u de bewerking afrondt en de basis van de procesnulpunten uitlijnt.
9. Eindbewerking van 2D en 3D oppervlakken en gatposities, precisiebewerking van procesnulpunten en hoogteverwijzingen, en eindbewerking van geleidende oppervlakken en gaten.
10. Inspectie en controle van bewerkingsnauwkeurigheid.
Belangrijkste kenmerken van verwerking van schimmelbodems
1. Hoge precisievereisten:
Een matrijs bestaat meestal uit een matrijsholte, een matrijskern en een matrijsbasis, waarbij sommige modules uit meerdere delen bestaan. De combinatie van holte en kern, inzetstukken en holtes en moduleassemblage vereisen allemaal hoge precisie. Precisiematrijzen bereiken vaak een maatnauwkeurigheid op M-niveau.
2. Complexe oppervlakken:
Sommige producten, zoals afdekkingen voor auto's, vliegtuigonderdelen, speelgoed en huishoudelijke apparaten, hebben oppervlakken die uit meerdere krommingen bestaan, waardoor de oppervlakken van matrijsholtes complex zijn. Voor de verwerking van sommige krommingen zijn wiskundige methoden nodig.
3. Kleine partij:
Mallen worden niet in grote batches geproduceerd; vaak wordt er maar één stuk van gemaakt.
4. Talrijke verwerkingsstappen:
Bij het bewerken van matrijzen gaat het meestal om frezen, boren, ruimen en draadsnijden.
5. Repetitieve productie:
Mallen hebben een levensduur. Als een mal langer meegaat, moet hij worden vervangen, dus de productie van mallen is vaak repetitief.
Uitstekende vormmaterialen, hoge hardheid:
De belangrijkste materialen voor mallen zijn meestal hoogwaardig gelegeerd staal, vooral voor high-life mallen, die strenge eisen hebben van blanco smeden en verwerking tot warmtebehandeling. Daarom kan de formulering van verwerkingstechnieken niet over het hoofd worden gezien en is vervorming door warmtebehandeling een serieuze zorg bij de verwerking.
Materiaalfactoren die de verwerking van gietvormen beïnvloeden
Gezien de vele kenmerken die hierboven genoemd zijn, moet de selectie van bewerkingsmachines zoveel mogelijk voldoen aan de verwerkingseisen, zoals sterke CNC machine functies, hoge machineprecisie, goede stijfheid, goede thermische stabiliteit en profielmodelleringsmogelijkheden.
1. Stichting en ondersteuning:
De matrijsklemplaten dienen als basis voor de installatie van de matrijs, bieden ondersteuning, bescherming en verbinden kritieke onderdelen (matrijskernen).
2. Standaardisatie van matrijsbases
Aangezien de malbasis niet deelneemt aan het vormen, verandert de vorm niet met het product, maar is deze gerelateerd aan de grootte en structuur van het product. Dit maakt standaardisatie van de malbodems mogelijk, wat de verwerking vergemakkelijkt. Fabrikanten van matrijzen kunnen verschillende maten en specificaties van onderdelen voor de matrijsbasis (sjablonen, geleidestijlen) van tevoren voorbereiden en ze samenstellen volgens de behoeften van de klant. Bekende standaarden zijn onder andere DME, Futaba, HASCOenz.
3. De juiste verwerkingsapparatuur voor malbases selecteren
De standaard apparatuur voor het verwerken van de malbasis bestaat voornamelijk uit freesmachines, slijpmachines en boormachines, met frees- en slijpen die zes gepolijste oppervlakken leveren met gespecificeerde afmetingen. Boormachines boren en tappen precisiegaten, zoals schroefgaten en hijsgaten. Een basisvereiste voor een standaard matrijsbasis is dat de matrijs soepel kan worden geopend.
4. Precisie in geleidepengaten:
Soepel mallen maken is direct gerelateerd aan de precisie van de vier geleidepengaten, waarvoor meestal CNC verticale bewerkingscentra nodig zijn voor snel boren, gevolgd door kotteren om de precisie te bereiken.
5. Duurzaamheid en veiligheid: Gietvormonderdelen met zorg ontwerpen
Verschillende onderdelen in de vormverwerking moeten sterk en stijf genoeg zijn om schade en vervorming tijdens het gebruik te voorkomen, en bevestigingsonderdelen moeten maatregelen tegen losraken bevatten om letsel door ongelukken te voorkomen.
6. Een veilige verwerkingsomgeving handhaven
De verwerking mag niet resulteren in schroot of uitstekende werkstukken die bedieners afleiden of verwonden.
7. Lawaai verminderen en veiligheid garanderen bij het hanteren van mallen
Er moeten inspanningen geleverd worden om lawaai en trillingen tijdens het spuitgieten tot een minimum te beperken. Het ontwerp moet het gewicht van de matrijs aangeven voor eenvoudige installatie en veiligheid. Onderdelen die meer dan 20 kg wegen, moeten worden opgetild en gehanteerd om de arbeidsintensiviteit te verminderen. Het installeren of demonteren van verwerkte onderdelen moet gemakkelijk en veilig zijn om verwondingen te voorkomen.
Factoren die de basisstructuur van de mal beïnvloeden
Holte-indeling:
Bepaald door de geometrische kenmerken, dimensionale nauwkeurigheidseisen, batchgrootte, fabricagemoeilijkheid en kosten van de matrijsbasis, inclusief het aantal en de lay-out van holtes.
Scheidingslijn vastberadenheid:
De functie moet het verwerken van de malbasis, ontluchten, ontvouwen en spuitgieten vergemakkelijken, evenals de oppervlaktekwaliteit van kunststof onderdelen.
Afsluitsysteem en ontluchtingssysteem:
Bepaling van het afsluitsysteem (hoofdloper, subloper en vorm, positie en grootte van de poort) en het ontluchtingssysteem (ontluchtingsmethode, positie en grootte van de ontluchtingssleuf).
Uitwerpmethode:
Uitwerpmethode selecteren (uitwerppennen, uitwerphulzen, duwplaten, samengestelde uitwerping) en beslissen over methoden voor verwerking van uitsparingen aan de zijkant, kerntrekmethoden.
Temperatuursysteem:
Bepaling van de koel- en verwarmingsmethode, inclusief de vorm en positie van koel-/verwarmingsgroeven en installatielocaties voor verwarmingselementen.
Wanddikte en afmetingen:
Bepaal op basis van het materiaal, sterkteberekeningen of empirische gegevens van de malbasis de dikte en buitenafmetingen van de onderdelen van de malbasis, de buitenstructuur en alle verbindings-, positionerings- en geleidingsposities van de onderdelen.
Structuur:
Bepaal de structurele vorm van de belangrijkste vormdelen en structurele onderdelen.
Analyse en berekening:
Zorgvuldige analyse en berekening van de sterkte van elk onderdeel van de malbasis zijn nodig om de werkafmetingen van de gegoten onderdelen te garanderen.
Sommige basisvormen kunnen binnen 10 dagen verwerkt worden, terwijl andere er een maand over kunnen doen en niet noodzakelijkerwijs de oorspronkelijk gespecificeerde hoeveelheid op tijd af hebben. De algemene trend in de industrie voor het verwerken van matrijzen is echter een vereenvoudiging van de processen, waarbij veel bewerkingen geen handmatige tussenkomst vereisen en in plaats daarvan hightech productiemethoden worden gebruikt. Deze aanpak bespaart tijd en zorgt ervoor dat de verwerkte matrijsbodems nauwkeuriger voldoen aan de ontwerpnormen van de productie.
Hoe complexer de verwerking van de malbasis, hoe hoger de verkoopprijs van het geproduceerde product, aangezien de CNC bewerkingskosten is aanzienlijk hoger dan voor andere producten.
Omdat matrijsfabrikanten matrijsbases over het algemeen niet zelf verwerken, is het cruciaal om goed te weten hoe je een matrijsbasis correct kiest. Hoewel er bepaalde normen zijn in de matrijsbasisindustrie, zijn er veel soorten matrijsbases, waardoor het onmogelijk is om ze hier allemaal te introduceren. In plaats daarvan kunnen we alleen een kort overzicht geven van de methoden en stappen voor het selecteren van een malbasis.
Selectiemethoden en -stappen van standaard gietvormbasis
Methoden voor het kiezen
Test het aanpassingsvermogen van het geselecteerde basismodel voor matrijzen:
Voor de gekozen matrijs moet je de relatie met de spuitgietmachine controleren, zoals de gesloten matrijshoogte, open matrijsslag, enz. Als de matrijs niet geschikt is, moet je opnieuw kiezen.
Standaard malvoeten zijn er in vele maten, dus het is belangrijk om de juiste maat te kiezen. Als de maat te klein is, is de basis van de matrijs misschien niet sterk of stijf genoeg, of is er niet genoeg ruimte voor schroeven, pennen en geleidebussen (geleidepijlers). Als de maat te groot is, kan dat niet alleen de kosten verhogen, maar ook een groter model spuitgietmachine vereisen.
Stappen voor selectie
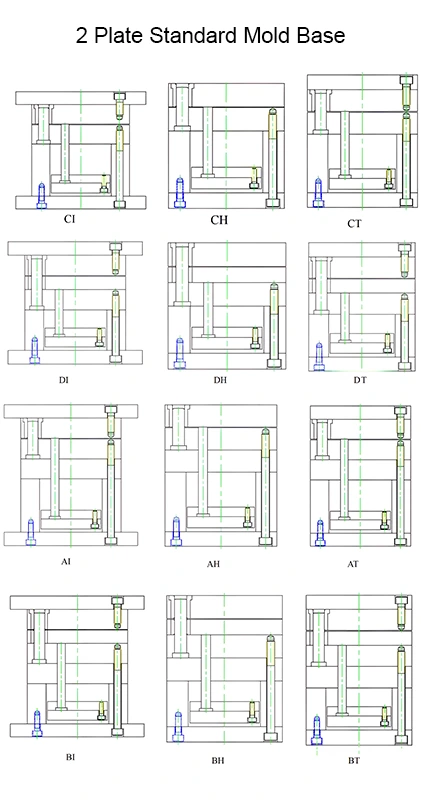
1. Bepaal de vorm van de basis van de mal
Bepaal op basis van de structurele vereisten van het kunststofdeel de structurele montagevorm van de matrijs.
2. Bepaal de dikte van de spouwmuur
De wanddikte van de spouw wordt berekend met behulp van een wanddikteformule of op basis van ervaring. Bereken de omtrekmaat van de spouwplaat.
3. Grootte van de plaatomtrek
De berekende omtrekmaat van de spouwplaat moet dicht bij een standaardmaat liggen, meestal is een aanzienlijke aanpassing nodig. Zorg er bij correcties bovendien voor dat er op de plaats van de wanddikte voldoende ruimte is om andere onderdelen te installeren, zoals geleidebussen. Als er niet genoeg ruimte is, moet je de wanddikte vergroten.
4. Bepaal de dikte van de plaat.
Bereken de dikte van de bodemplaat op basis van de spouwdiepte en corrigeer deze volgens de standaardmaten.
5. Selecteer de malbasisgrootte
Selecteer de malbasis op basis van de omtrekmaat van de holteplaat en de vereiste plaatdikte.
Eindnoten
Het lijkt misschien een beetje droog om over de basis van matrijzen te praten, maar voor wie matrijzen maakt of spuitgiet, is het zowel fundamenteel als onmisbaar. Net zoals een wolkenkrabber moet vertrekken van een stevige fundering om hoog en sterk te staan, is het bouwen van een stevige basis cruciaal voor het creëren van een uitstekende structuur.
Ik ben Lee Young, een senior matrijs- en spuitgietexpert van FirstMold. Ik verwelkom u om contact met mij op te nemen voor kennisuitwisseling over het maken van mallen of spuitgieten. We kijken ook uit naar samenwerkingsopdrachten met ons bedrijf~ Hierna gaan we dieper in op de details van andere onderdelen van matrijzen. Blijf op de hoogte~











