

導入にあたって ドラフト角度射出成形された部品を金型から取り外すには、抜き勾配を設計しなければならないことを述べた。しかし、その前提として、まずパーティングラインを決めなければならない。スイカを半分に切らないと中の果肉が食べられないのと似ている。
製品設計では細部が成否を左右するが、パーティングラインの設計は重要な細部のひとつである。
注意深く設計されたパーティングラインは、製品の美的価値を高めるだけでなく、製品の寿命や生産コストをある程度左右する。

別れのセリフの意味
パーティングとは、成形品の金型コアをいくつかのモジュールに分割することを指す。これらのモジュール間の接触面はパーティングラインと呼ばれ、パーティング面とも呼ばれる。狭義には、キャビティとコア、あるいは前金型と後金型を分ける、プラスチック部品の最大の輪郭におけるパーティングラインを指す。広義には、パーティングラインには、プラスチック部品の局所的なパーティングライン(穴のパーティングラインなど)や、成形に関わるすべてのモジュールのパーティングライン(スライダーなど)も含まれます、 アングルドリフター, インサートエジェクターピンなど)。
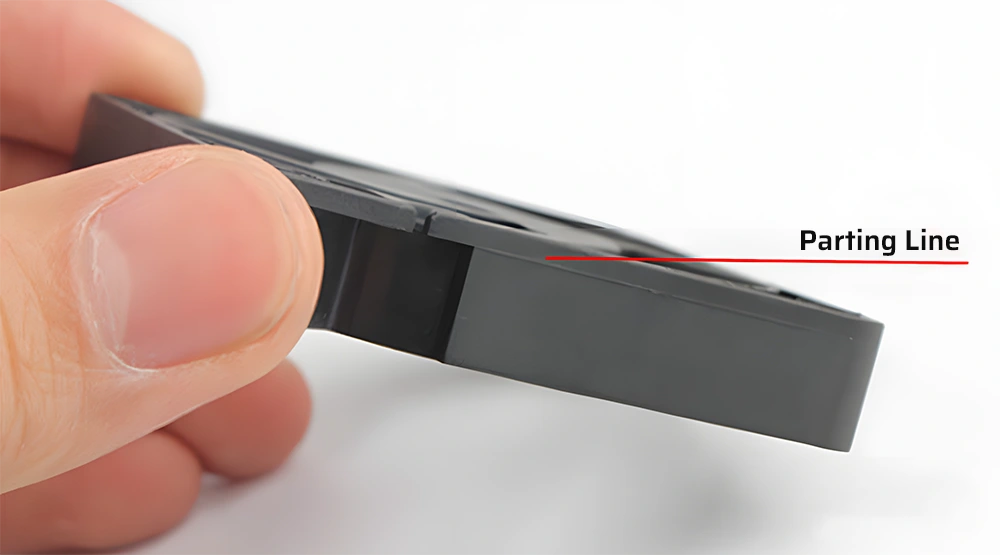
パーティングラインがプラスチック部品の表面と交差する境界をパーティングライン(PL)と呼ぶ。成形モジュール間を完全に隙間なく接触させることは不可能であるため、この隙間は成形後のプラスチック部品に転写され、フラッシュのような残留痕を形成する。線のように見えるので、パーティングラインと呼ばれ、モールドラインとも呼ばれる。
パーティングラインの厚みはプラスチック部品の外観と機能に影響するので、構造設計の際には特に注意すること。
パーティングラインの種類
一般に、プラスチック部品の最も大きな輪郭にあるパーティングラインを主パーティングラインと呼び、それ以外は補助パーティングラインと呼ぶ。
垂直パーティングライン
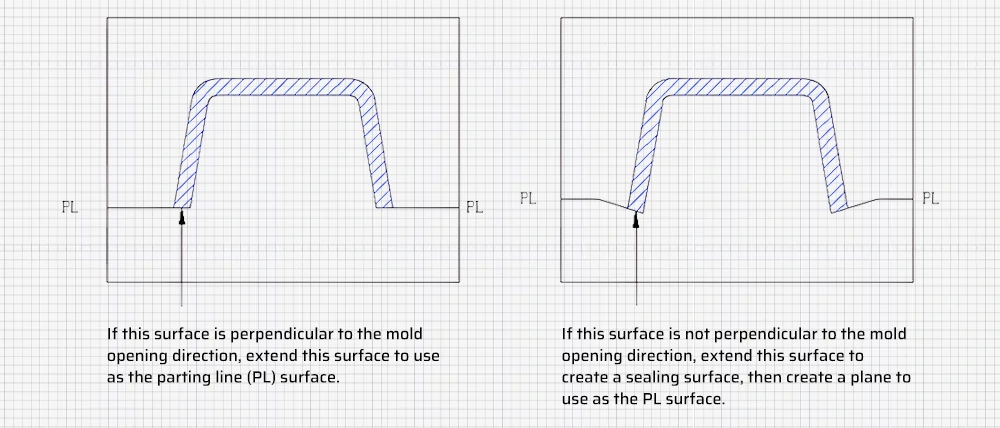
これは一般的で単純なタイプで、型開き方向に垂直な平面である。
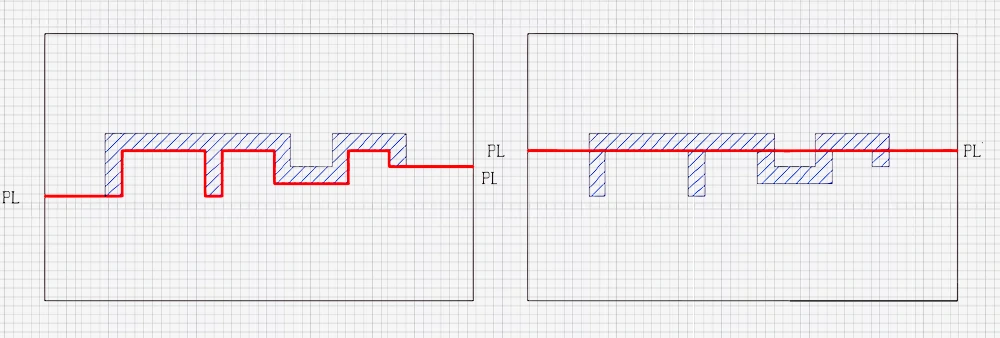
段差のあるパーティングライン:
一部のプラスチック部品の特殊な状況に応じて、パーティングラインを段差形状にします。
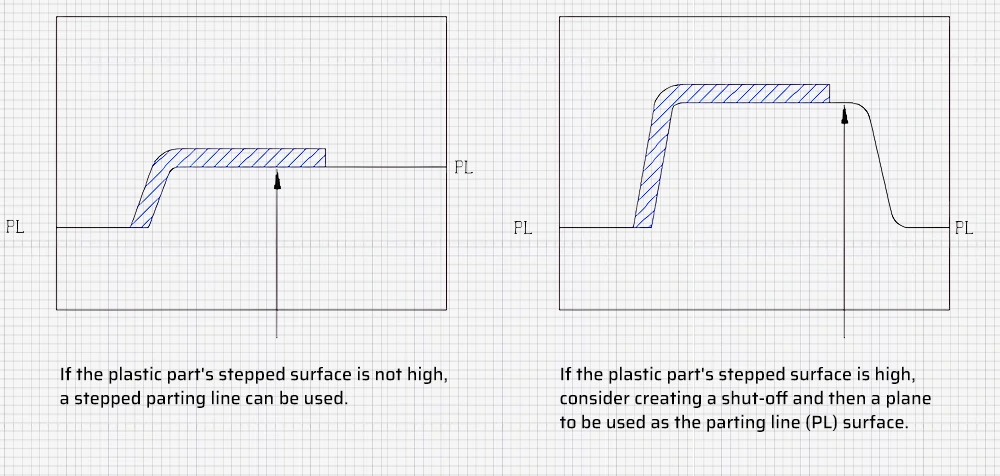
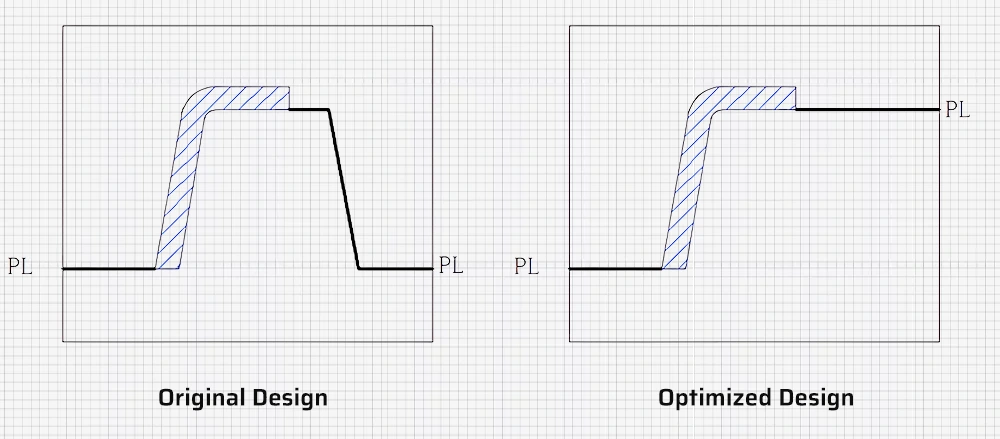
段付きパーティングラインの場合、キャビティの片側に大きな力がかかるため、キャビティの両側に射出偏心力が発生し、コアとキャビティが相対的に摺動する。摺動方向は下図のようになる。従って、まず、パーティングラインを浅い段差で選択する。
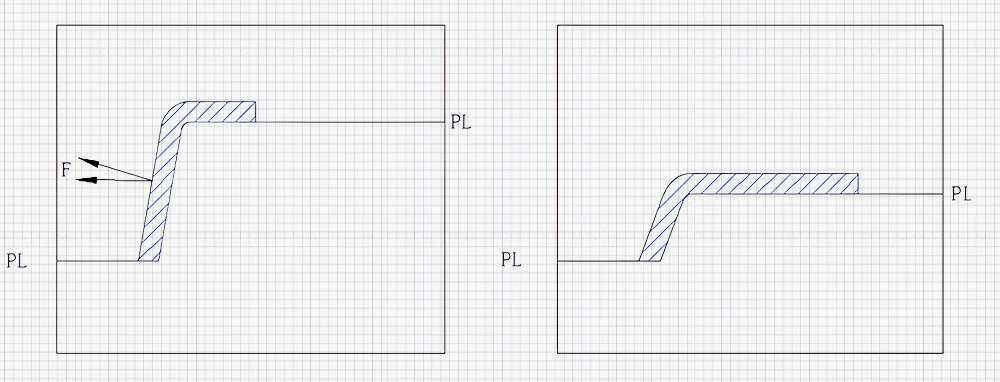
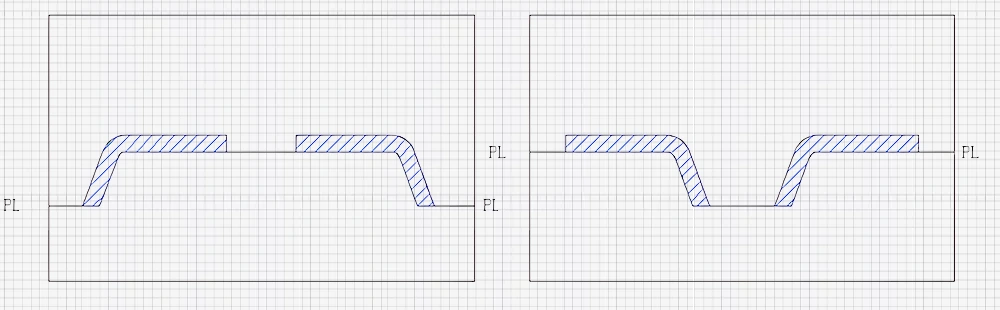
2つのキャビティを左右対称に配置することで、射出力を左右でバランスさせ、金型構造をコンパクトにする。
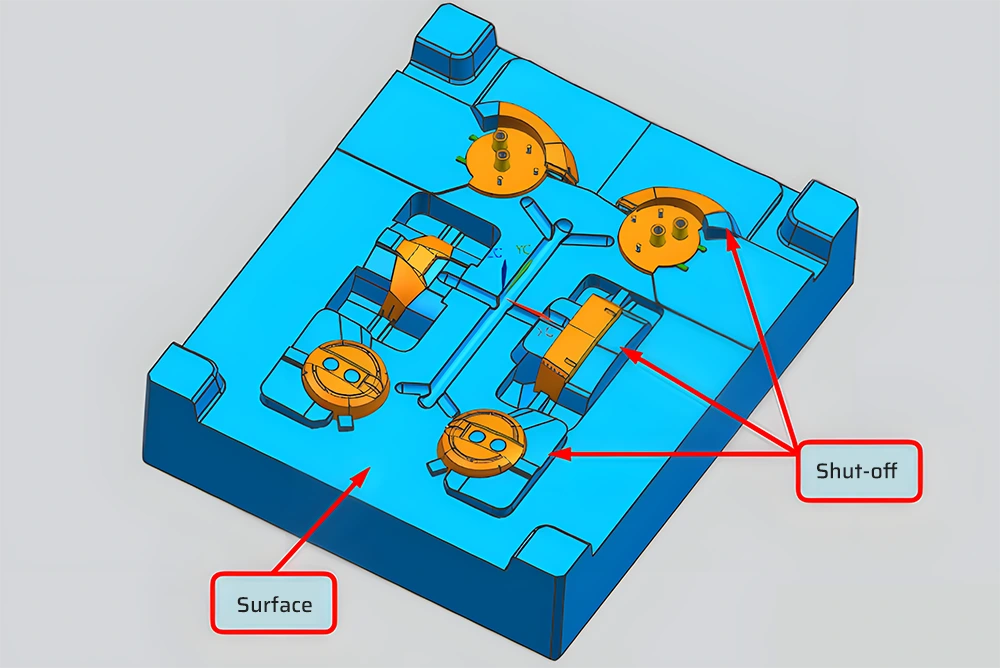
パーティングラインの段差が大きすぎる場合は、次のような設計を検討する。 シャットオフ そして局所的に段差のあるパーティングラインを作る。
部品によっては段差が多い。パーティングラインを段差形状に沿うように設計すると、複雑になる。パーティングラインを単純化するには、平面にすることを考えるが、これでは部品表面に型線ができてしまう。したがって、この方法は内部部品に使われることが多い。
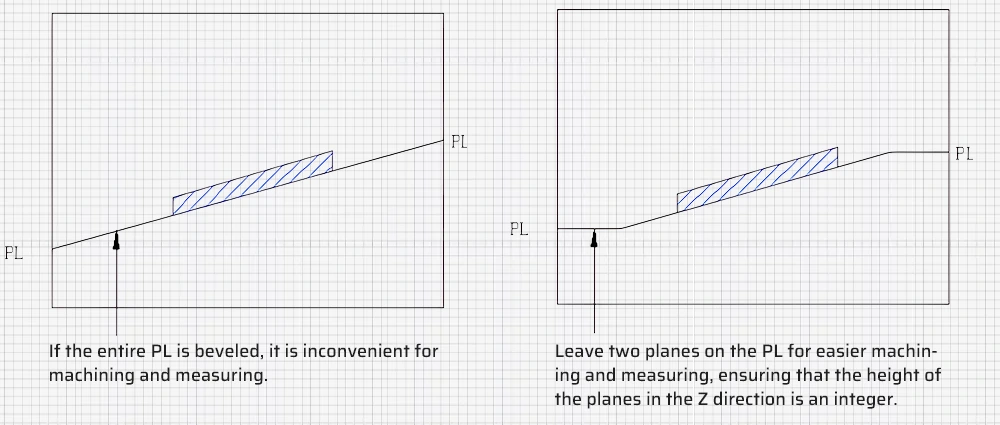
斜めのパーティングライン
成形品のパーティングラインは面取りされている。まず、金型研磨がしやすいように面取り面に沿ってシーリングを施し、次に加工や位置決めがしやすいように水平にします。
カーブしたパーティングライン
面取りしたパーティングラインと同様に、まずシーリングを作り、それを水平にする。
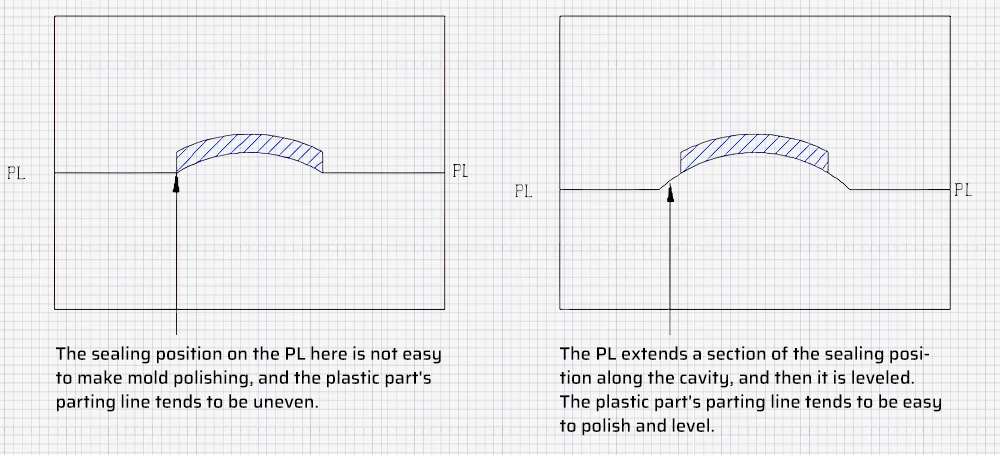
しかし、すべてのパーティングラインがカーブに沿って伸びていなければならないわけではない。例えば、下図の部品は、延長すると鋭角になる。この場合、キャビティは鋼鉄のナイフのように鋭く、パーティングラインは直接伸ばすことができる。
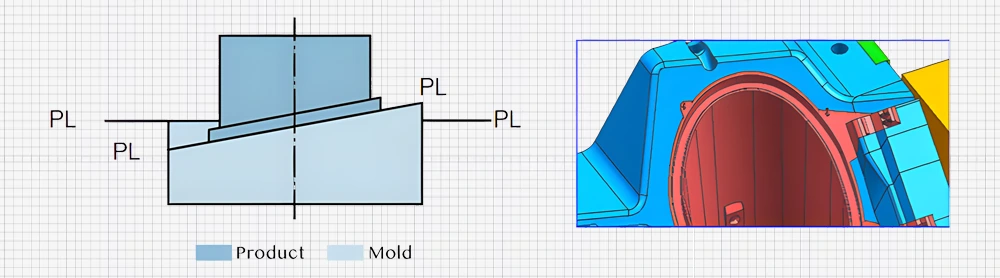
包括的なパーティングライン
このタイプは、垂直のパーティングラインと曲線のパーティングライン、または面取りされたパーティングラインと曲線のパーティングラインを組み合わせて、総合的なパーティングラインを形成する。
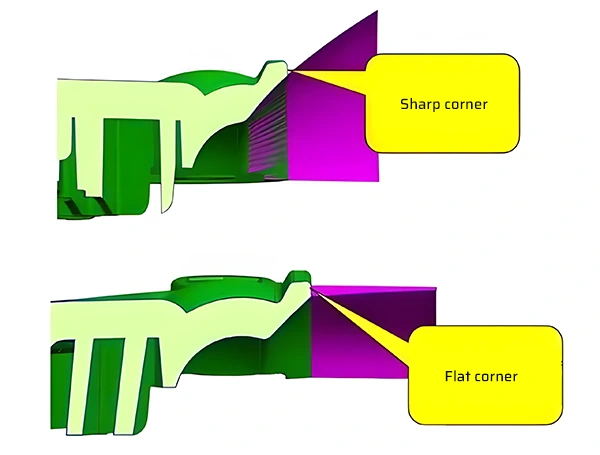
包括的なパーティングラインの場合、2つのパーティングラインの角のシール面の平滑化に特に注意を払い、鋭利な点が形成されないようにする。シール面は、金型強度を高め、プラスチック部品にバリが発生しないようなものを選ぶ。平滑にすることで、段差や鋭利な角が目立たなくなり、パーティング・ラインの加工性が向上し、直接成形できるようになる。 CNC加工 の代わりに EDM加工.
パーティングラインの設計原理
1.パーティングラインの選択は、脱型要件を満たすべきである:
主要なパーティングラインは、脱型方向における部品の突起の最大の輪郭にあるべきである。これにより金型構造が単純化される。そうでないと、金型構造が複雑になり、スライダーのような追加機構が必要になる。
2.パーティングラインの選択はスムーズな脱型を促進すること
射出成形機のエジェクターシステムはコア側にあるため、パーティングラインは型開き後にコア側に部品を残すのが理想的です。これは、コア側のエジェクター機構を補助するためです。キャビティ側にエジェクタ機構を設けると金型構造が複雑になります。
3.パーティングラインの選択は、寸法精度と表面品質を保証する必要があります:
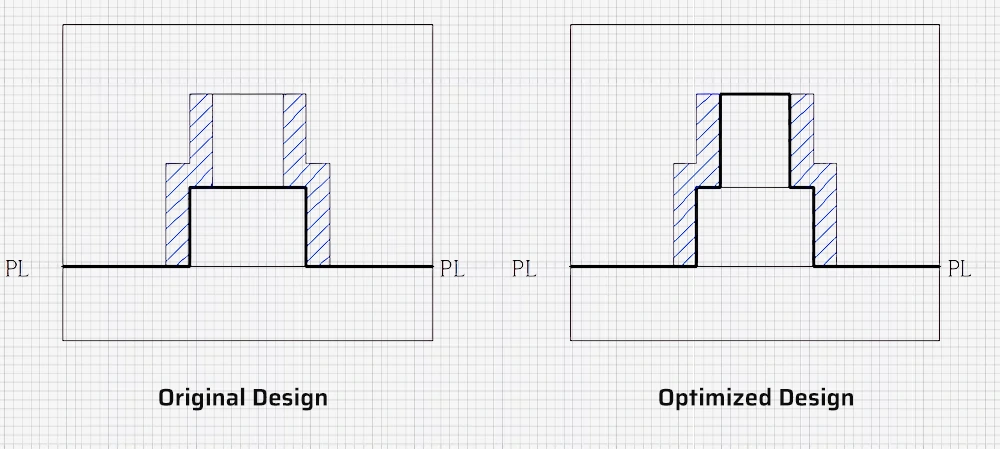
1.高い同軸度が要求される部品については、パーティングラインを選択する際に、同軸度が要求される部品を金型の同じ側に配置する。
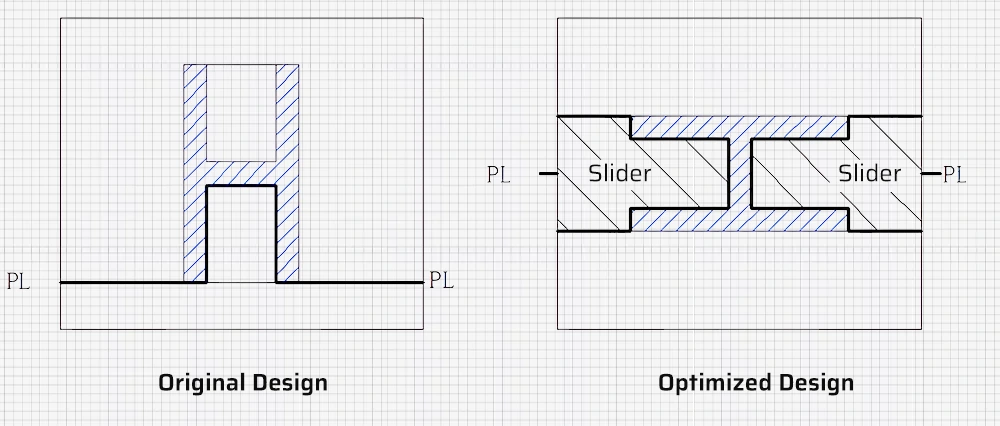
例えば、下の画像の中央にある段付き穴は、高い同軸度が要求される。元の設計では、段付き穴はコアとキャビティから2つのコアで形成される。金型組立後にこれらのコアの同軸精度を確保することは困難です。最適化された設計では、段付き穴は1つのコアで形成され、加工精度が確保されます。
同様に、外側の円に対して同軸性が要求される部品については、同軸性が要求される部品を金型の同じ側に配置する。
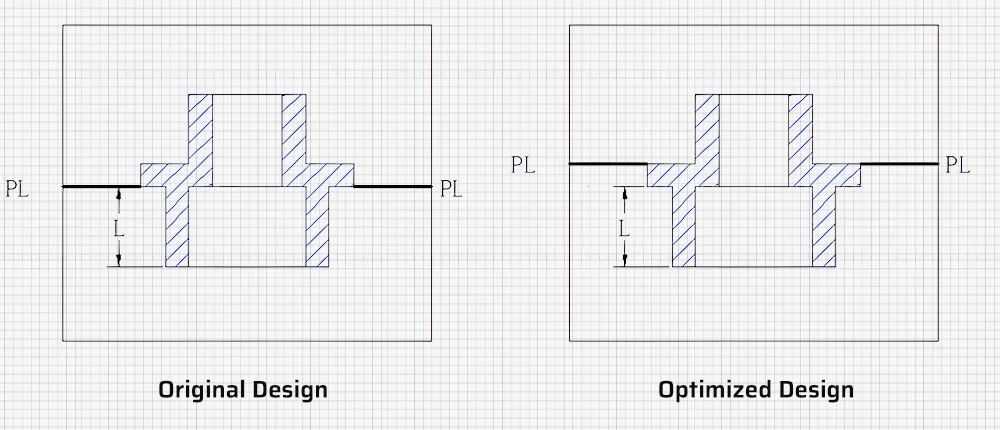
2.型閉方向のパーティングラインに関する寸法精度は、射出時にパーティングラインが膨張しやすいという影響を受ける。オリジナル設計では、サイズLの確保が難しい。最適化設計では、パーティングラインと無関係の寸法となり、精度の確保が容易となる。
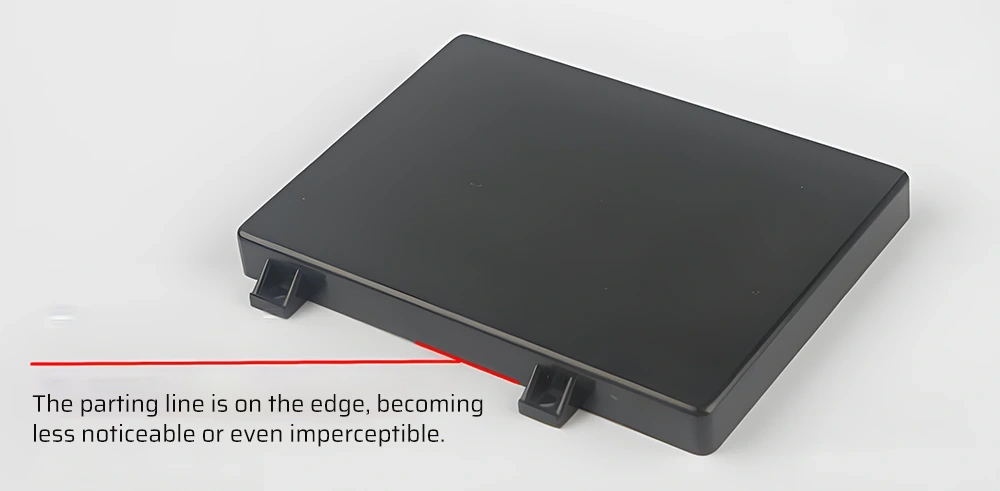
3.表面品質が要求される部品では、パーティングラインを選択する際に、パーティングラインが外観に与える影響を考慮してください。
4.パーティングラインの選択は金型加工を容易にすること
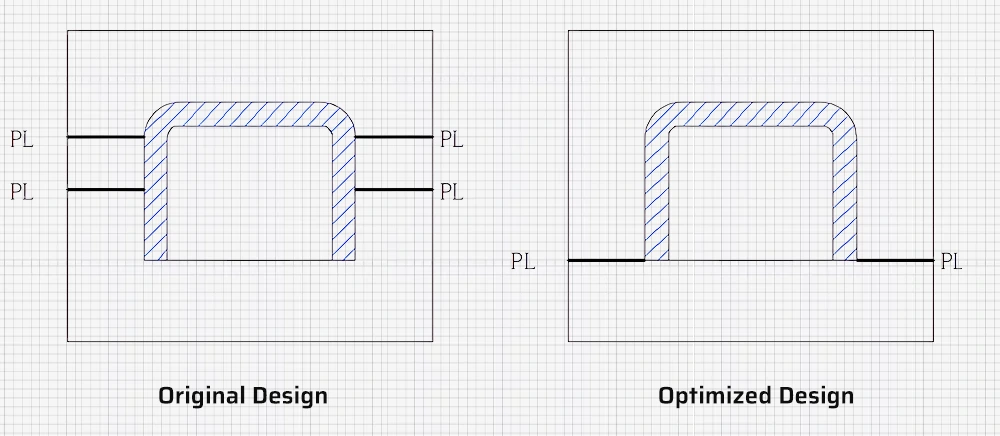
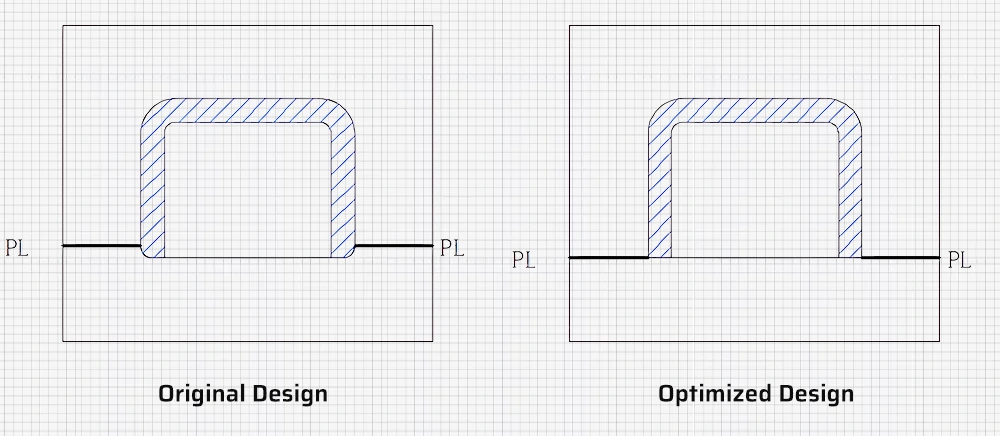
金型設計では、パーティングラインが単純であればあるほど、加工が容易になり、加工精度が保証される。オリジナル設計では、パーティングラインが小さなフィレットの位置にあり、加工やその後の金型節約が困難であった。最適化設計では、パーティングラインからフィレットを取り除いた。
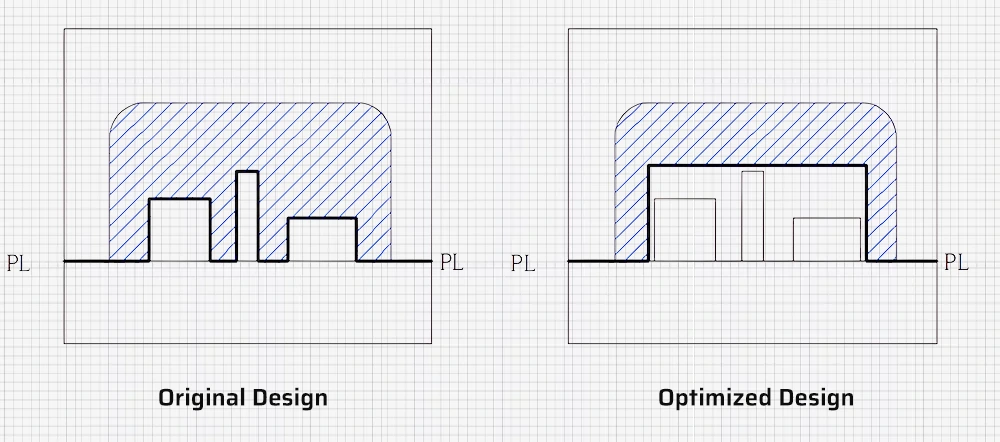
同じ側に複数のシャットオフがある場合、パーティングラインの構造を単純化し、加工を容易にするために、それらを1つの大きなシャットオフにまとめることを検討する。
5.パーティングラインの選択は換気を容易にすること
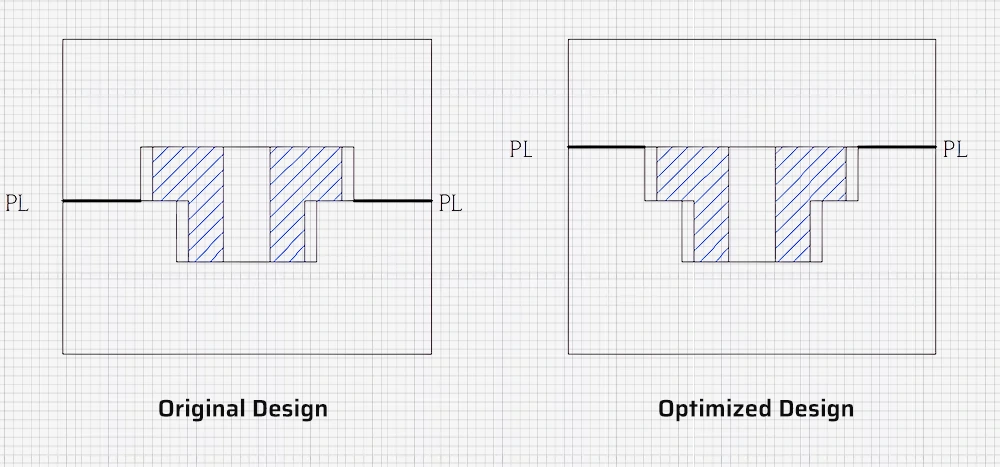
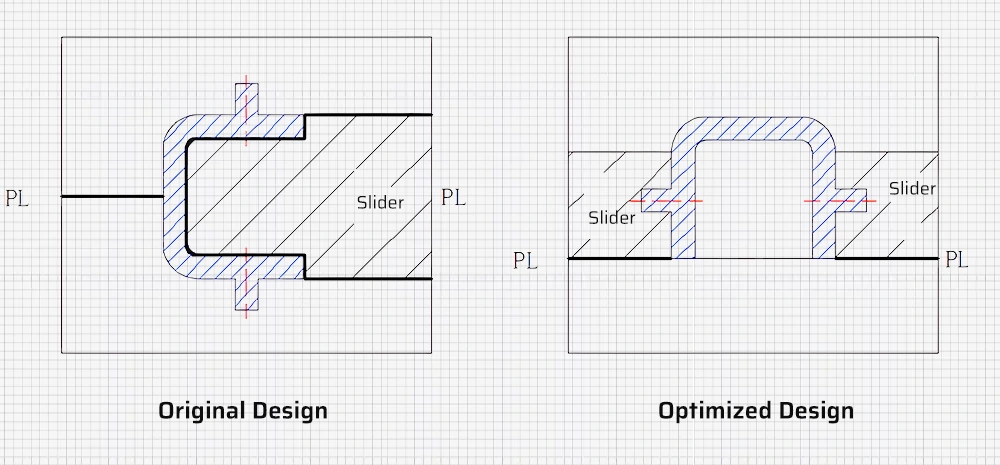
キャビティのガス抜きをよくするために、パーティングラインをできるだけプラスチック溶融物の流れ方向の端に設定する。元の設計では、プラスチック溶融物がキャビティを満たし、パーティングラインを密閉するため、キャビティ深部のガス抜きが難しくなる。最適化された溶融流末端のパーティングライン設計は、良好なベント条件を形成する。
6.パーティングラインの選択は金型サイズを考慮すべき
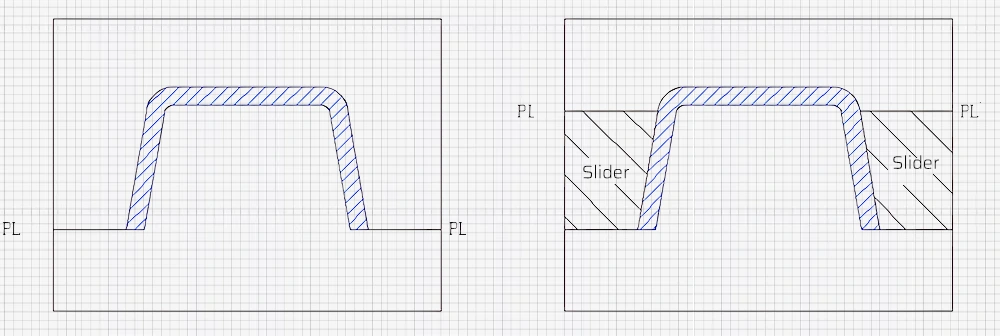
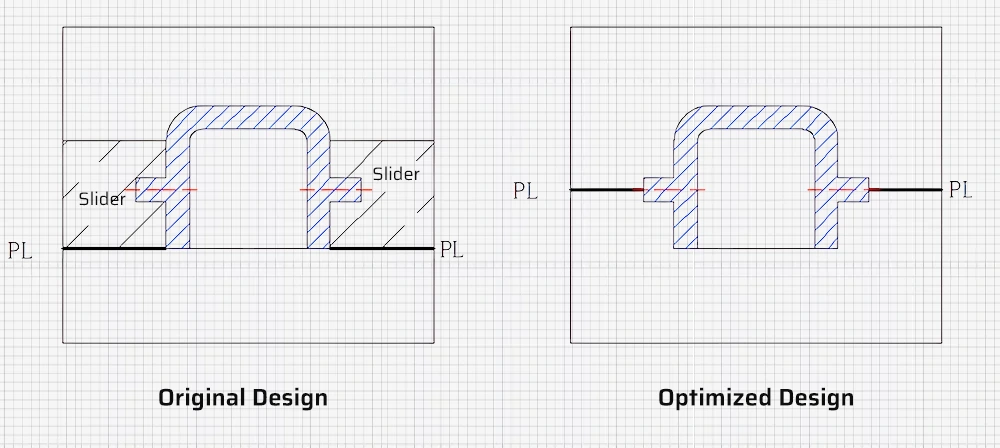
パーティングラインの選択は金型サイズに影響する。オリジナルの設計では、金型の高さが高く、キャビティとコアが深いため、加工時間が長くなり、小さな部品には大型の射出成形機が必要になる可能性があります。最適化された設計では、金型の高さが低くなり、キャビティとコアが浅くなるため、加工が容易になり、脱型が部品サイズに与える影響も小さくなります。欠点は、部品によってはスライダーが必要になり、金型の幅と長さが増えることである。
7.パーティングラインの選択は金型構造を単純化すべきである:
金型構造の簡素化、金型サイズの縮小、金型コストの低減を図るため、精度の要求が低い側面構造にはコア抜き(スライダー)機構を避ける。
コア抜き(スライダー)機構が避けられない場合は、金型サイズを小さくするために、コア抜きの最短距離を選択する。大きな中子は型締力が大きいので、必ず型開き方向に入れる。サイド機構に入れると脱型に不利です。
概要
パーティングラインの選定と設計は主に金型設計の段階で行われますが、構造エンジニアは構造設計の段階で、特にパーティングラインが容易に決定できる部品については、全体の方向性を考慮する必要があります。パーティングラインが構造に与える影響(寸法精度、嵌め合いクリアランス、外観品質など)を構造設計時に考慮すれば、構造設計後に頻繁に修正する必要がなくなります。 周波数変調 そして 金型トライアル は避けられる。
その他の要因もパーティングラインの選択に影響することがあり、それぞれのパーティングライン方式には長所と短所がある。パーティングラインは、現在の部品ニーズを満たすために、実際の部品要件に基づいて選択してください。











