
颜色一致性已成为注塑成型生产中需要考虑的一个重要特性。然而,颜色不均或色差问题仍然困扰着许多 注塑工厂. .这种常见的 注塑缺陷 原因有很多。.
本文将全面介绍造成色差的原因和解决方案。如果您对其他注塑缺陷感兴趣,请点击下面的链接了解更多信息。.
什么是注塑成型中的颜色不均或色差?
颜色不均匀是指注塑件表面颜色不均匀,其特征是深浅和色调的变化,包括混合色和褪色。这种常见的 注塑缺陷 由于部件之间的颜色差异,会导致成批成型部件的废品率大大提高。.
注塑成型中色差的检测和判断
目视检查:
1.在确定产品色差时,检查员必须没有视力障碍(如色盲或色弱)。否则,必须使用色差计来确定色差的可接受性。.
2.一般来说,0.50(相对于色板)以内的色差很难被人眼察觉。然而,当两个零件的色差偏离色板 0.5 时,一个偏黄,另一个偏白。色差就会变得很明显,尤其是在生产匹配部件时,控制至关重要。.
3.色差计测量出的不均匀颜色可能与人眼感知的颜色相差很大。机器测量的色差可能超过视觉可接受的水平。在这种情况下,一般的控制原则是与样品进行比较。如果色差不明显,且部件可以匹配,则继续生产。如果匹配不可行或色差超过标准且明显可见,则零件被视为不合格。或者,建议采取纠正措施。.
4.光线或周围环境对颜色观察有很大影响。一般不建议在生产机器前判断色差。这是因为机器的照明影响很大。.
色度计检查:
为了严格控制产品的外观质量,可以使用色差计。色差计的测定主要针对色差范围对应的△E 值:
| △E表示总色差 | |
|---|---|
| △E范围 | 色差(公差) |
| △E*0~0.25 | 非常小或没有;理想匹配 |
| △E*0.25~0.5 | 轻微;可接受匹配 |
| △E*0.5~1.0 | 轻度至中度;在某些应用中可以接受 |
| △E*1.0~2.0 | 中等;在特定应用中可以接受 |
| △E*2.0~4.0 | 重要;在特定应用中可以接受 |
| 高于 △E*4.0 | 非常大;在大多数应用中无法接受 |
色差的国际标准范围是多少?
色差包括亮度和色调的变化。传统的色差评估方法依赖于直接的视觉观察。这种方法的缺点是会因观察条件和人类的色彩感知能力而产生差异。为了便于测量色差,基于 "色差 "的系统被广泛使用。 国际照明委员会(CIE) 我们已经开发并完善了标准、标准光源和光谱三基色激发系统。该方法使用三基色值 XYZ 量化视觉色彩分辨能力。用户可以使用色差计测量标准和样品之间的色差,色差计会显示:
总色差 △E = [(△L)^2 + (△a)^2 + (△b)^2]^(1/2)
△L = L_sample - L_standard(亮度差异)
△a = a_sample - a_standard(红/绿差异)
△b = b_sample - b_standard(黄/蓝差异)
△L+表示向白色移动,△和 L- 表示向黑色移动
△a+表示向红色移动,△a-表示向绿色移动
△b+表示向黄色移动,△b-表示向蓝色移动
不同行业对可接受的色差范围有不同的要求。不过,目前还没有关于色差范围的国际标准。这些范围通常由制造商和客户协商确定。.
正常色差公差范围:
| △E范围 | 色差描述 |
|---|---|
| 0 - 0.25△E | 非常小或没有,理想匹配 |
| 0.25 - 0.5△E | 轻微,可接受的匹配 |
| 0.5 - 1.0△E | 轻度至中度,在某些应用中可以接受 |
| 1.0 - 2.0△E | 中等,在特定应用中可接受 |
| 2.0 - 4.0△E | 重要,在特定应用中可接受 |
| 高于 4.0△E | 非常大,大多数应用无法接受 |
注塑件颜色不均/色差的原因
1.材料因素
(1) 原料挥发物含量高、异物污染或干燥不良都会影响材料的加工性能。.
(2) 纤维填料在模塑材料中的不均匀分布会导致纤维暴露在表面。这会影响成型部件的外观。.
(3) 树脂结晶性能差会影响成型部件的透明度,导致表面着色不均匀。.
(4) 高抗冲聚苯乙烯和 ABS 材料在成型后可能会因内应力而产生应力变色。.
(5) 测试原材料树脂的热稳定性;对于热稳定性差的材料,应考虑更换。.
(6) 加强原材料入库检验,确保符合性能要求。.
2.着色剂(色粉、色母粒)的质量控制 因素
(1) 着色剂的性能直接影响成型件的色彩质量。如果着色剂的分散性、热稳定性和颗粒形态不符合工艺要求,就不可能生产出色泽良好的零件。.
(2) 一些片状着色剂在成型过程中混入熔体后会形成定向排列,导致成型部件表面着色不均。.
(3) 当着色剂与原料干混并附着在原料颗粒表面时,它们进入料筒后可能无法很好地分散,从而导致着色不均匀。.
(4) 如果着色剂或添加剂的热稳定性较差,在料筒中加热时很容易分解,导致成型件褪色。.
(5) 着色剂很容易在空气中飘散并沉淀在料斗和注塑机的其他部件中,污染注塑机和模具,并导致注塑件表面着色不均。如果注塑设备和模具被着色剂污染,则需要彻底清洁料斗、料筒和模腔。.
(6) 选择着色剂时,应根据工艺条件和成型件的颜色要求进行筛选,尤其是耐热性和分散性等重要指标,必须满足工艺要求。.
(7) 大多数注塑厂本身不生产塑料母粒或色母粒,应加强生产管理和原材料检验中对 塑料母粒或色母粒的控制。.
(8) 在色母进厂前和批量生产前,应进行专色测试,既要与客户提供的色板进行比 较,也要与上一批和当前批次使用的色母进行比较。.
使用色母机添加色母粒
现在,许多公司使用色母机添加色母粒,这对控制色差大有帮助。在使用色母机时,需要注意以下几点:
a) 通过实验确定色母的添加量,然后根据塑化时间调整色母机的螺杆转速,确保在塑化时间结束前完成色母的添加。.
b) 使用色母机时要注意,色母机的出料口较小,使用一段时间后可能会出现出料颗粒不准确,甚至造成停产。因此,我们应定期清洁色母机的螺杆。.
3.设备因素
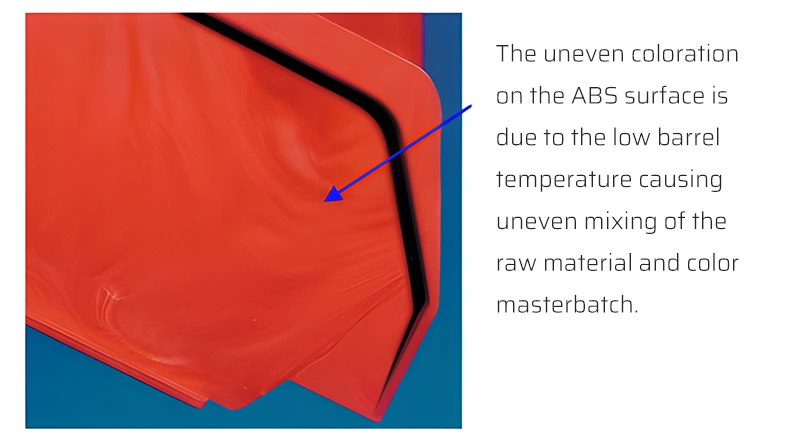
(1) 在生产过程中,由于加热环损坏或加热控制部分失控,会造成料筒内温度剧烈波动,导致塑化不良或材料分解而产生色差。确定由这些因素引起的色差的方法一般是:当加热环损坏变色时,塑化不均匀;当加热控制部分失控时,严重变色甚至烧焦。在生产过程中,定期检查加热部分是必不可少的。同时,如果发生损坏或失控,我们应及时进行更换和维修,以减少这类色差问题。.
(2) 如果筒体或喷嘴处积聚有烧焦的熔融物,则应彻底清洗筒体和喷嘴。.
4.成型工艺因素
(1) 因颜色变化以外的原因调整注塑工艺参数时,尽量不要改变塑化温度、背压、注塑 周期或色母添加量。如果需要调整,应观察工艺参数变化对着色的影响,如果发现色差,应立即恢复变化。.
(2) 避免高 注塑速度 在注塑成型过程中,为防止产生强烈的剪切效应,需要施加一定的压力和背压。这些都会导致热分解和颜色变化。.
(3) 为料筒的每个加热段,特别是喷嘴和喷嘴附近的加热段设定合理的温度。.
(4) 塑化不良,即熔体无法均匀熔化,也会导致产品着色不均。.
5.模具因素
(1) 脱模剂和针脚、针孔摩擦产生的碎屑混入熔体会导致表面变色。注塑前应保持模腔清洁。.
(2) 可通过减少锁模力、调整浇口位置以及在最后填充位置设置通风孔来解决模具通风不良的问题。.
(3) 模具温度 在冷却过程中,熔体的结晶度会受到很大影响。模具的均匀冷却至关重要,尤其是在成型聚酰胺等结晶塑料时。如果模具温度较低,则熔体结晶缓慢,表面呈透明状;如果模具温度较高,则熔体结晶迅速,表面呈半透明或乳白色。可以通过调整模具和熔体温度来控制成型部件的表面色泽。.
色彩不均的解决方案
1.原材料因素:
(1) 控制原材料,加强不同批次的检验。.
(2) 彻底干燥原料,确保每个循环的干燥参数一致。.
(3) 检查着色剂,消除原材料和着色剂的影响。.
(4) 适量使用挥发性润滑剂和脱模剂。.
(5) 在产品颜色相同的情况下,针对不同的原材料适当调整着色剂。.
(6) 针对因质地不一致而导致表面要求不同的产品,相应调整着色剂。这样可以最大限度地减少眼睛因光线条件不同而产生的视觉色差。.
2.模具因素
(1) 增加模具通风量,避免通风不良和产品烧焦。.
(2) 调整模具浇口系统。.
(3) 可轻松增加模具死角处的通风量。.
(4) 合理设计模具水道,在深腔位置设计水道。.
3.成型工艺因素
(1) 降低注塑压力和螺杆预塑化背压,防止剪切过热
(2) 了解料筒温度和着色剂用量对产品颜色变化的影响,并通过颜色测试确定变化的规律。.
(3)喷射速度过高,降低喷射速度:使用多级喷射:快-慢。.
(4) 为防止色差,应避免局部过热和分解。严格控制料筒各加热段的温度,重点是喷嘴和附近区域。.
4.注塑机因素
(1) 确保注塑车间、注塑机和模具的清洁。.
(2) 在生产过程中定期检查加热元件,及时更换或修理损坏或失控的元件,以减少色差的可能性。.
(3) 选择适当规格的注塑机,以解决材料死角等问题。.
(4) 调整适当的螺杆塑化速度。.
最后的话
在当今智能化、自动化和科技化的时代,FirstMold 呼吁所有同行和客户使用色差仪进行色差检测。建立科学的 验收标准 将在推动整个注塑模具行业的进步和改进方面发挥至关重要的作用。.











