
أصبح تناسق الألوان من الخصائص المهمة التي يجب مراعاتها في إنتاج القوالب بالحقن. ومع ذلك، فإن مشاكل تفاوت الألوان أو اختلاف الألوان لا تزال تزعج الكثيرين مصانع القولبة بالحقن. هذا الشائع عيب القولبة بالحقن يمكن أن يكون سببها مجموعة متنوعة من الأسباب.
ستعرض هذه المقالة بشكل شامل أسباب اختلافات الألوان والحلول. إذا كنت مهتمًا بعيوب القولبة بالحقن الأخرى، يُرجى النقر على الرابط أدناه لمعرفة المزيد.
| فهم عيوب حقن القوالب بالحقن المختلفة | ||||
|---|---|---|---|---|
| فلاش | لقطة قصيرة | علامة الحوض | الالتواء/التشويه | علامة الحرق |
| علامة سبلاي مارك/البقعة الفضية | بقعة داكنة/بقعة سوداء/بقعة سوداء | علامة التدفق | فقاعة | خط اللحام |
| اختلاف اللون/لون غير متساوٍ | علامة دبوس القاذف | |||
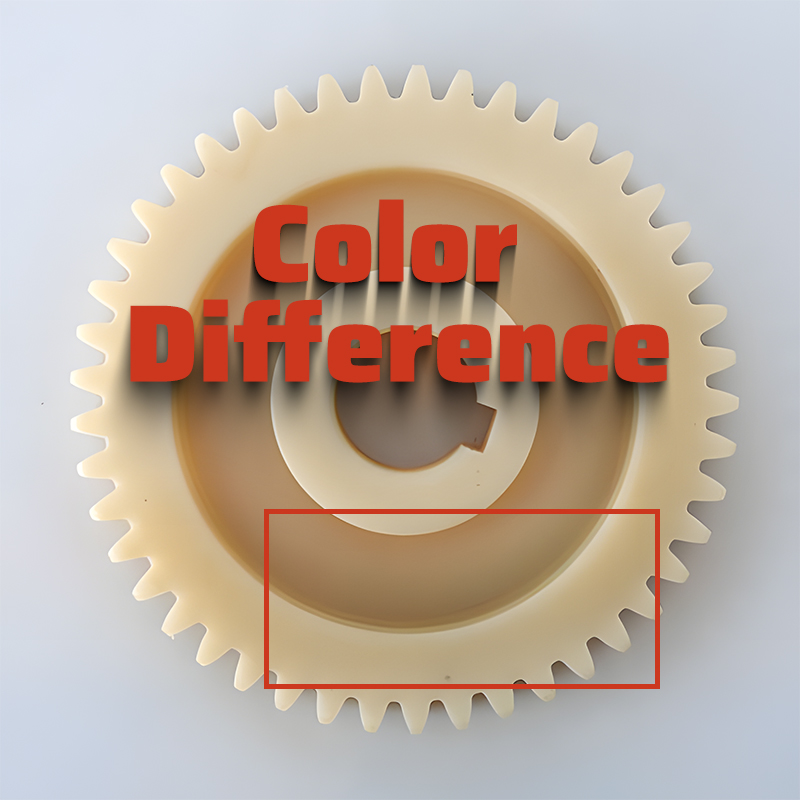
ما هو اللون غير المتساوي أو اختلاف اللون في قولبة الحقن؟
يشير اللون غير المتكافئ إلى التفاوت في لون سطح الأجزاء المصبوبة بالحقن، والذي يتميز بتفاوتات في العمق والتدرج، بما في ذلك الألوان المختلطة وتغير اللون. وهذا أمر شائع عيب في القولبة بالحقن يمكن أن يؤدي إلى معدلات خردة كبيرة لدفعات الأجزاء المصبوبة بسبب الاختلافات في اللون بين المكونات.
الكشف عن اختلاف اللون والحكم عليه في قولبة الحقن
الفحص البصري:
1. لتحديد اختلاف لون المنتج، يجب ألا يكون المفتش مصابًا بضعف البصر (مثل عمى الألوان أو ضعف الألوان). وبخلاف ذلك، يجب استخدام مقياس الألوان لتحديد مقبولية اختلاف اللون.
2. بشكل عام، يصعب على العين البشرية اكتشاف الاختلافات اللونية في حدود 0.50 (بالنسبة إلى لوحة الألوان). ومع ذلك، عندما ينحرف اختلاف اللون بين جزأين عن لوحة الألوان بمقدار 0.5، بحيث يكون أحدهما مائلًا للصفرة والآخر مائلًا للبياض. يصبح اختلاف اللون ملحوظًا، خاصةً عند إنتاج أجزاء متطابقة حيث يكون التحكم أمرًا بالغ الأهمية.
3. قد تختلف الألوان المتفاوتة التي تقاس بمقاييس الألوان اختلافاً كبيراً عما تدركه العين البشرية. قد تتجاوز اختلافات الألوان المقيسة بالآلة المستويات المقبولة بصريًا. في مثل هذه الحالات، يتضمن مبدأ التحكم العام المقارنة مع عينة. إذا كان اختلاف اللون غير ملحوظ ويمكن مطابقة الأجزاء، فيمكن عندئذٍ متابعة الإنتاج. إذا كانت المطابقة غير ممكنة أو كان اختلاف اللون يتجاوز المعايير ويمكن ملاحظته بشكل واضح، تعتبر الأجزاء غير مطابقة. وبدلاً من ذلك، يوصى باتخاذ إجراءات تصحيحية.
4. تؤثر الإضاءة أو البيئة المحيطة بشكل كبير على ملاحظة الألوان. لا يُنصح عمومًا بالحكم على اختلافات الألوان في ماكينة الإنتاج. ويرجع ذلك إلى التأثير الكبير لإضاءة الماكينة.
فحص مقياس الألوان:
للتحكم الصارم في جودة مظهر المنتجات، يمكن استخدام مقياس الألوان. يركز التحديد بواسطة مقياس الألوان بشكل أساسي على قيمة △E المقابلة لنطاق اختلاف اللون:
| △E يمثل فرق اللون الكلي | |
|---|---|
| 𥬾 النطاق | اختلاف اللون (التسامح) |
| △E*0~0.25 | صغير جداً أو لا شيء؛ تطابق مثالي |
| △E*0.25~0.5 | طفيفة؛ تطابق مقبول |
| △E*0.5~1.0 | طفيفة إلى متوسطة؛ مقبولة في بعض التطبيقات |
| △E*1.0~2.0 | معتدل؛ مقبول في تطبيقات محددة |
| △E*2.0~4.0 | كبيرة؛ مقبولة في تطبيقات محددة |
| أعلى من △E*4.0 | كبير جداً؛ غير مقبول في معظم التطبيقات |
ما هو النطاق القياسي الدولي لاختلافات الألوان؟
تشمل الاختلافات اللونية الاختلافات في السطوع والتدرج اللوني. تعتمد الطرق التقليدية لتقييم اختلافات الألوان على الملاحظة البصرية المباشرة. والنتيجة السيئة هي أنها يمكن أن تختلف بسبب ظروف الملاحظة وقدرات الإنسان على إدراك الألوان. لتسهيل قياس الاختلافات اللونية، تعتمد الأنظمة القائمة على اللجنة الدولية للإضاءة (CIE) تم تطوير وتنقيح المعايير ومصادر الضوء القياسية ونظام الإثارة الطيفية ثلاثية الألوان. تقيس هذه الطريقة التمييز البصري للألوان باستخدام قيم ثلاثية الألوان XYZ. يمكن للمستخدمين قياس الفرق اللوني بين المعيار والعينة باستخدام مقياس الألوان، والذي يعرض
△E فرق اللون الكلي △E = [(△L)^2 + (△A)^2 + (△B)^2 + (△b)^2]^(1/2)
△L = L_عينة - L_معيار (فرق السطوع)
△أ = a_عينة - a_معيار (فرق أحمر/أخضر)
△b = b_sample - b_standard (الفرق الأصفر/الأزرق)
△ L+ يشير إلى انزياح نحو اللون الأبيض، △و L- يشير إلى انزياح نحو اللون الأسود
△أ+ يشير إلى انزياح نحو اللون الأحمر، △أ- يشير إلى انزياح نحو اللون الأخضر
△b+ يشير إلى تحول نحو الأصفر، △b- يشير إلى تحول نحو الأزرق
تختلف متطلبات الصناعات المختلفة لنطاقات اختلاف الألوان المقبولة. ومع ذلك، لا يوجد حاليًا معيار دولي لنطاقات اختلاف الألوان. وعادةً ما يتم التفاوض بشأنها بين الشركات المصنعة والعملاء.
نطاقات تحمل التباين الطبيعي للألوان:
| 𥬾 النطاق | وصف اختلاف اللون |
|---|---|
| 0 - 0.25△E | صغير جداً أو لا يوجد تطابق مثالي |
| 0.25 - 0.5△E | تطابق بسيط ومقبول |
| 0.5 - 1.0△E | طفيفة إلى متوسطة، مقبولة في بعض التطبيقات |
| 1.0 - 2.0△E | معتدل، مقبول في تطبيقات محددة |
| 2.0 - 4.0△E | كبيرة ومقبولة في تطبيقات محددة |
| أعلى من 4.0△E | كبير جداً، وغير مقبول في معظم التطبيقات |
أسباب عدم تساوي اللون/اختلاف اللون في الأجزاء المصبوبة
1. العامل المادي
(1) يمكن أن يؤثر المحتوى العالي من المواد المتطايرة في المواد الخام، أو التلوث بالمواد الغريبة، أو سوء التجفيف على أداء معالجة المواد.
(2) يمكن أن يؤدي التوزيع غير المتكافئ لحشوات الألياف في المواد المقولبة إلى انكشاف الألياف على السطح. وهذا يؤثر على مظهر الأجزاء المقولبة.
(3) يمكن أن تؤثر خصائص التبلور الضعيفة للراتنج على شفافية الأجزاء المقولبة، مما يؤدي إلى تلوين السطح بشكل غير متساوٍ.
(4) قد يحدث تغير في لون البوليسترين عالي التأثير ومواد ABS بسبب الإجهادات الداخلية بعد التشكيل.
(5) اختبار الثبات الحراري لراتنجات المواد الخام؛ بالنسبة للمواد ذات الثبات الحراري الضعيف، فكر في استبدالها.
(6) تعزيز فحص المواد الخام عند استلامها لضمان استيفائها لمتطلبات الأداء.
2. عوامل مراقبة جودة الملونات (مساحيق الألوان، والماسترباتش)
(1) يؤثر أداء الملونات بشكل مباشر على جودة ألوان الأجزاء المقولبة. إذا كانت قابلية التشتت والاستقرار الحراري ومورفولوجيا الجسيمات للملون لا تفي بمتطلبات العملية، فمن المستحيل إنتاج أجزاء ذات لون جيد.
(2) يمكن لبعض الملونات في شكل رقائق أن تشكل ترتيبات اتجاهية عند خلطها في الذوبان أثناء التشكيل، مما يتسبب في تلوين غير متساوٍ على سطح الأجزاء المقولبة.
(3) عندما تكون الملونات جافة ممزوجة بالمواد الخام وتلتصق بسطح جزيئات المادة، قد لا تتشتت جيدًا بعد دخولها إلى البرميل، مما يؤدي إلى تلوين غير متساوٍ.
(4) إذا كانت الملونات أو المواد المضافة ذات ثبات حراري ضعيف، يمكن أن تتحلل بسهولة عند تسخينها في البرميل، مما يؤدي إلى تغير لون الأجزاء المقولبة.
(5) يمكن أن تتطاير الملونات بسهولة في الهواء وتستقر في القادوس وأجزاء أخرى من ماكينة القولبة بالحقن، مما يؤدي إلى تلوث الماكينة والقوالب والتسبب في تلوين غير متساوٍ على سطح الأجزاء المقولبة. إذا كانت معدات القولبة بالحقن والقوالب ملوثة بالملونات، فيجب إجراء تنظيف شامل للقادوس والبرميل وتجويف القالب.
(6) عند اختيار الملونات، يجب فرزها بناءً على ظروف العملية ومتطلبات اللون للأجزاء المقولبة، وخاصةً المؤشرات المهمة مثل مقاومة الحرارة وقابلية التشتت التي يجب أن تلبي متطلبات العملية.
(7) معظم مصانع القولبة بالحقن لا تنتج المواد البلاستيكية الرئيسية أو المواد اللونية الرئيسية بنفسها؛ وينبغي تعزيز الرقابة على المواد البلاستيكية الرئيسية أو المواد اللونية الرئيسية في إدارة الإنتاج وفحص المواد الخام.
(8) قبل دخول العينات الرئيسية إلى المصنع وقبل إنتاج الدفعات، يجب إجراء اختبار اللون الموضعي ومقارنته بلوحة الألوان المقدمة من العميل وبالعينات الرئيسية المستخدمة في الدفعات السابقة والحالية.
استخدام ماكينات الماسترباتش لإضافة مواد ماستر باتش الملونة
تستخدم العديد من الشركات الآن ماكينات ماستر باتش ملونة لإضافة ماستر باتش الألوان، مما ساعد بشكل كبير في التحكم في اختلافات الألوان. عند استخدام ماكينة الماسترباتش اللونية الرئيسية، من المهم ملاحظة ما يلي:
أ) تحديد كمية المادة الرئيسية التي ستتم إضافتها من خلال التجارب، ثم ضبط سرعة اللولب لماكينة ماستر باتش الألوان لتتناسب مع وقت التلدين، مع ضمان اكتمال إضافة المادة الرئيسية بحلول نهاية وقت التلدين.
ب) عند استخدام ماكينة ماستر باتش ملونة، لاحظ أن مخرج الماكينة صغير وقد يصبح غير دقيق في توزيع جزيئات المواد بعد فترة من الاستخدام، أو حتى يتسبب في توقف الإنتاج. ولذلك، يجب علينا تنظيف برغي ماكينة ماستر باتش الألوان بانتظام.
3. عوامل المعدات
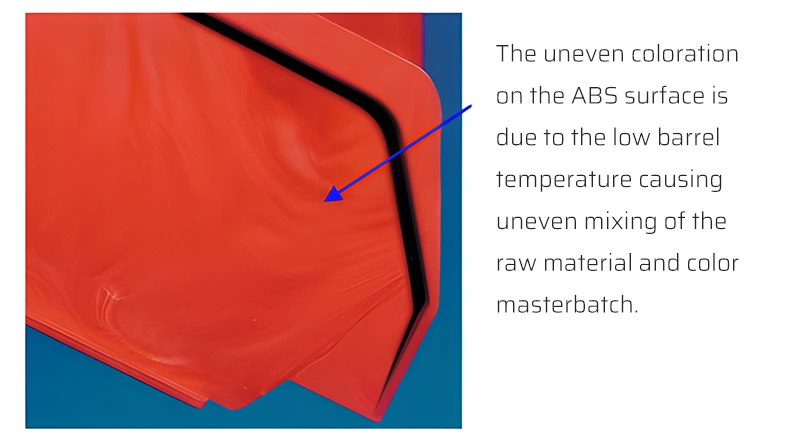
(1) أثناء الإنتاج، يمكن أن تحدث اختلافات في اللون بسبب تلف حلقة التسخين أو فقدان التحكم في قسم التحكم في التسخين، مما يتسبب في حدوث تقلبات شديدة في درجة الحرارة في البرميل وينتج عنه اختلافات في اللون بسبب ضعف التلدين أو تحلل المواد. تتضمن طرق تحديد الاختلافات اللونية الناجمة عن هذه العوامل عمومًا اللدونة غير المتساوية عند تلف حلقة التسخين وتغير لونها، وتغير اللون الشديد أو حتى التفحم عندما يكون قسم التحكم في التسخين خارج نطاق السيطرة. الفحص المنتظم لقسم التسخين ضروري أثناء الإنتاج. وفي الوقت نفسه، يجب علينا إجراء الاستبدال والإصلاح في الوقت المناسب في حالة حدوث تلف أو فقدان التحكم للحد من هذه الأنواع من مشاكل اختلاف اللون.
(2) في حالة وجود مواد منصهرة متفحمة متراكمة في البرميل أو الفوهة، يجب تنظيف البرميل والفوهة جيدًا.
4. عوامل عملية التشكيل
(1) عند ضبط معلمات عملية القولبة بالحقن لأسباب أخرى غير اختلاف اللون، حاول عدم تغيير درجة حرارة التلدين أو الضغط الخلفي أو دورة الحقن أو كمية المادة الرئيسية الملونة المضافة. إذا كانت هناك حاجة إلى إجراء تعديلات، فراقب تأثير التغييرات في معلمات العملية على التلوين، وإذا تم اكتشاف تباين في اللون، فقم بإلغاء التغييرات على الفور.
(2) تجنب ارتفاع سرعات الحقن والضغوط الخلفية في قولبة الحقن لمنع تأثيرات القص القوية. يمكن أن يتسبب ذلك في التحلل الحراري وتغير اللون.
(3) ضبط درجات حرارة معقولة لكل قسم من أقسام التسخين في البرميل، وخاصة الفوهة والقسم المجاور للفوهة.
(4) يمكن أن يؤدي سوء التلدين، أي عدم قدرة الذوبان على الانصهار بشكل متساوٍ، إلى تفاوت لون المنتج.
5. عوامل العفن
(1) يمكن أن تتسبب عوامل تحرير القالب والحطام الناتج عن احتكاك الدبوس والثقب المختلط في الذوبان في تغير لون السطح. يجب أن نحافظ على تجويف القالب نظيفًا قبل القولبة بالحقن.
(2) يمكن معالجة سوء تنفيس القالب عن طريق تقليل قوة التشبيك، وإعادة وضع البوابة، ووضع فتحات تنفيس في آخر موقع تعبئة.
(3) درجة حرارة العفن له تأثير كبير على تبلور الذوبان أثناء التبريد. يعد التبريد المنتظم للقالب أمرًا ضروريًا، خاصةً عند قولبة اللدائن البلورية مثل البولي أميد. إذا كانت درجة حرارة القالب منخفضة، فإن الذوبان يتبلور ببطء، مما ينتج عنه مظهر سطح شفاف؛ وإذا كانت درجة حرارة القالب مرتفعة، فإن الذوبان يتبلور بسرعة، مما ينتج عنه مظهر شبه شفاف أو حليبي. يمكن التحكم في تلوين سطح الأجزاء المقولبة عن طريق ضبط درجة حرارة القالب ودرجة حرارة الذوبان.
حلول للألوان المتفاوتة
1. عوامل المواد الخام:
(1) مراقبة المواد الخام وتعزيز فحص الدفعات المختلفة.
(2) تجفيف المواد الخام جيدًا، مع ضمان اتساق معايير التجفيف لكل دورة.
(3) فحص الملونات للتخلص من تأثير المواد الخام والملونات.
(4) استخدام مواد التشحيم المتطايرة وعوامل تحرير القوالب بكميات مناسبة.
(5) ضبط الملونات بشكل مناسب للمواد الخام المختلفة حيث تكون ألوان المنتج واحدة.
(6) ضبط الملونات وفقًا لذلك بالنسبة للمنتجات ذات المتطلبات السطحية المتفاوتة الناجمة عن القوام غير المتناسق. وهذا يقلل من الاختلافات اللونية المرئية التي تدركها العين بسبب اختلاف ظروف الإضاءة.
2. عوامل العفن
(1) زيادة تهوية القالب لتجنب سوء التهوية واحتراق المنتج.
(2) اضبط نظام بوابات القالب.
(3) زيادة التهوية بسهولة في الزوايا الميتة في القالب.
(4) تصميم قنوات مياه القالب بشكل معقول، وتصميم قنوات المياه في مواقع التجويف العميق.
3. عوامل عملية التشكيل
(1) تقليل ضغط الحقن والضغط الخلفي قبل التلدين اللولبي لمنع ارتفاع درجة حرارة القص
(2) فهم تأثير درجة حرارة البرميل وكمية الملون على تغيرات لون المنتج، وتحديد نمط التغيرات من خلال اختبار اللون.
(3) سرعة حقن عالية جدًا، قلل من سرعة الحقن: استخدم الحقن متعدد المراحل: سريع - بطيء.
(4) لمنع تغير اللون، تجنب السخونة الزائدة والتحلل الموضعي. قم بتنظيم درجات الحرارة بدقة في كل قسم من أقسام التسخين في البرميل، مع التركيز على الفوهة والمناطق القريبة منها.
4. عوامل ماكينة القولبة بالحقن
(1) ضمان النظافة في ورشة التشكيل بالحقن وماكينة الحقن والقالب.
(2) فحص مكونات التسخين بانتظام أثناء الإنتاج واستبدال العناصر التالفة أو الخارجة عن السيطرة أو إصلاحها على الفور لتقليل احتمالية اختلاف اللون.
(3) اختيار ماكينات حقن ذات مواصفات مناسبة لمعالجة مشاكل مثل زوايا المواد الميتة.
(4) اضبط سرعة التلدين اللولبية المناسبة.
الكلمات الأخيرة
في عصر الذكاء والأتمتة والتكنولوجيا اليوم، تدعو شركة FirstMold جميع أقرانها وعملائها إلى استخدام مقاييس الألوان لفحص اختلاف الألوان. إنشاء علمية معايير القبول دورًا حاسمًا في دفع عجلة التقدم والتحسين في صناعة قوالب الحقن بأكملها.











