
La consistencia del color se ha convertido en una característica importante a tener en cuenta en la producción de moldeo por inyección. Sin embargo, los problemas de color desigual o diferencia de color siguen preocupando a muchos fábricas de moldeo por inyección. Este común defecto de moldeo por inyección puede deberse a diversas razones.
Este artículo le presentará de forma exhaustiva las causas de las diferencias de color y las soluciones. Si está interesado en otros defectos del moldeo por inyección, haga clic en el siguiente enlace para obtener más información.
| Comprender los diferentes defectos del moldeo por inyección | ||||
|---|---|---|---|---|
| Flash | Tiro corto | Marca del fregadero | Deformación | Marca de quemadura |
| Splay Mark/Silver Streak | Mancha oscura/mancha negra | Marca de flujo | Burbuja | Línea de soldadura |
| Diferencia de color/Color desigual | Marca del pasador eyector | |||
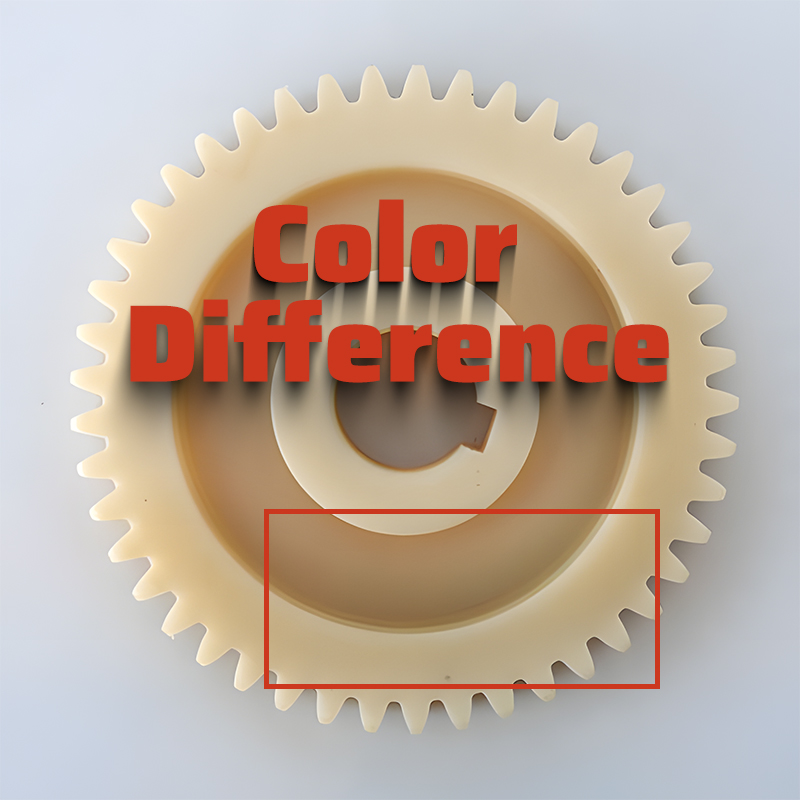
¿Qué es el color desigual o la diferencia de color en el moldeo por inyección?
El color desigual se refiere a la irregularidad en el color de la superficie de las piezas moldeadas por inyección, caracterizada por variaciones en la profundidad y el tono, incluidos los colores mezclados, y la decoloración. Este común defecto en el moldeo por inyección puede dar lugar a importantes tasas de desechos en lotes de piezas moldeadas debido a las diferencias de color entre los componentes.
Detección y juicio de la diferencia de color en el moldeo por inyección
Inspección visual:
1. Para la determinación de la variación del color del producto, el inspector no debe tener problemas de visión (como daltonismo o debilidad cromática). En caso contrario, deberá utilizarse un colorímetro para determinar la aceptabilidad de la diferencia de color.
2. Generalmente, las diferencias de color dentro de 0,50 (respecto al tablero de colores) son difíciles de detectar por el ojo humano. Sin embargo, cuando la diferencia de color entre dos piezas se desvía de la tabla de colores en 0,5, una es amarillenta y la otra blanquecina. La diferencia de color se hace perceptible, especialmente cuando se producen piezas coincidentes en las que el control es crucial.
3. El color desigual medido por colorímetros puede diferir significativamente de lo que percibe el ojo humano. Las diferencias de color medidas por la máquina pueden superar los niveles visualmente aceptables. En estos casos, el principio general de control consiste en comparar con una muestra. Si la diferencia de color no es perceptible y las piezas pueden igualarse, proceda con la producción. Si la igualación no es factible o la diferencia de color supera los estándares y es visiblemente perceptible, las piezas se consideran no conformes. En caso contrario, se recomiendan acciones correctivas.
4. La iluminación o el entorno afectan en gran medida a la observación del color. Por lo general, no es aconsejable juzgar las diferencias de color en la máquina de producción. Esto se debe al importante impacto de la iluminación de la máquina.
Inspección colorimétrica:
Para controlar estrictamente la calidad del aspecto de los productos, se puede utilizar un colorímetro. La determinación mediante un colorímetro se centra principalmente en el valor △E correspondiente a la gama de diferencia de color:
| △E representa la diferencia total de color | |
|---|---|
| △E Gama | Diferencia de color (tolerancia) |
| △E*0~0.25 | Muy pequeño o ninguno; Coincidencia ideal |
| △E*0.25~0.5 | Menor; coincidencia aceptable |
| △E*0.5~1.0 | De menor a moderado; aceptable en algunas aplicaciones |
| △E*1.0~2.0 | Moderado; Aceptable en aplicaciones específicas |
| △E*2.0~4.0 | Significativo; Aceptable en aplicaciones específicas |
| Por encima de △E*4,0 | Muy grande; Inaceptable en la mayoría de las aplicaciones |
¿Cuál es la gama estándar internacional para las diferencias de color?
Las diferencias de color incluyen variaciones en el brillo y el tono. Los métodos tradicionales de evaluación de las diferencias de color se basan en la observación visual directa. El mal resultado es que puede variar debido a las condiciones de observación y a las capacidades humanas de percepción del color. Para facilitar la medición de las diferencias de color, los sistemas basados en la Comisión Internacional de Iluminación (CIE) Se han desarrollado y perfeccionado los estándares, las fuentes de luz estándar y el sistema de excitación tricromática espectral. Este método cuantifica la discriminación visual del color utilizando los valores triestímulos XYZ. Los usuarios pueden medir la diferencia de color entre un patrón y una muestra utilizando un colorímetro, que muestra:
△E diferencia total de color △E = [(△L)^2 + (△a)^2 + (△b)^2]^(1/2)
△L = L_muestra - L_estándar (diferencia de luminosidad)
△a = a_muestra - a_estándar (diferencia rojo/verde)
△b = b_muestra - b_estándar (diferencia amarillo/azul)
△L+ indica un desplazamiento hacia el blanco, △y L- indica un desplazamiento hacia el negro
△a+ indica un desplazamiento hacia el rojo, △a- indica un desplazamiento hacia el verde
△b+ indica un desplazamiento hacia el amarillo, △b- indica un desplazamiento hacia el azul
Las distintas industrias tienen requisitos diferentes para los rangos aceptables de variación del color. Sin embargo, actualmente no existe una norma internacional para los rangos de diferencia de color. Éstas suelen negociarse entre fabricantes y clientes.
Rangos normales de tolerancia a la variación del color:
| △E Gama | Diferencia de color Descripción |
|---|---|
| 0 - 0.25△E | Muy pequeña o ninguna, la pareja ideal |
| 0.25 - 0.5△E | Coincidencia menor, aceptable |
| 0.5 - 1.0△E | De menor a moderado, aceptable en algunas aplicaciones |
| 1.0 - 2.0△E | Moderado, aceptable en aplicaciones específicas |
| 2.0 - 4.0△E | Significativo, aceptable en aplicaciones específicas |
| Por encima de 4.0△E | Muy grande, inaceptable en la mayoría de las aplicaciones |
Causas del color desigual/diferencia de color en las piezas moldeadas
1. Factor material
(1) Un alto contenido de volátiles en las materias primas, la contaminación con materiales extraños o un secado deficiente pueden afectar al rendimiento del procesado de los materiales.
(2) La distribución desigual de los rellenos de fibra en los materiales moldeados puede provocar la exposición de la fibra en la superficie. Esto afecta al aspecto de las piezas moldeadas.
(3) Las malas propiedades de cristalización de la resina pueden afectar a la transparencia de las piezas moldeadas, lo que provoca una coloración desigual de la superficie.
(4) Los materiales de poliestireno de alto impacto y ABS pueden desarrollar decoloración por tensión debido a tensiones internas después del moldeado.
(5) Compruebe la estabilidad térmica de las resinas de las materias primas; en el caso de materiales con poca estabilidad térmica, considere su sustitución.
(6) Reforzar la inspección de las materias primas a su recepción para garantizar que cumplen los requisitos de rendimiento.
2. Control de calidad de los colorantes (polvos de color, masterbatches) Factores
(1) El rendimiento de los colorantes afecta directamente a la calidad del color de las piezas moldeadas. Si la dispersabilidad, la estabilidad térmica y la morfología de las partículas del colorante no cumplen los requisitos del proceso, es imposible producir piezas con un buen color.
(2) Algunos colorantes en forma de escamas pueden formar disposiciones direccionales cuando se mezclan en la masa fundida durante el moldeo, provocando una coloración desigual en la superficie de las piezas moldeadas.
(3) Cuando los colorantes se mezclan en seco con las materias primas y se adhieren a la superficie de las partículas de material, es posible que no se dispersen bien tras entrar en el barril, lo que provoca una coloración desigual.
(4) Si los colorantes o aditivos tienen poca estabilidad térmica, pueden descomponerse fácilmente cuando se calientan en el barril, provocando la decoloración de las piezas moldeadas.
(5) Los colorantes pueden transportarse fácilmente por el aire y depositarse en la tolva y otras partes de la máquina de moldeo por inyección, contaminando la máquina y el molde y provocando una coloración desigual en la superficie de las piezas moldeadas. Si el equipo de moldeo por inyección y los moldes están contaminados por colorantes, es necesario limpiar a fondo la tolva, el barril y la cavidad del molde.
(6) Al seleccionar los colorantes, deben examinarse en función de las condiciones del proceso y los requisitos de color de las piezas moldeadas, especialmente indicadores importantes como la resistencia al calor y la dispersabilidad, que deben cumplir los requisitos del proceso.
(7) La mayoría de las fábricas de moldeo por inyección no producen masterbatches de plástico o masterbatches de color por sí mismas; debe reforzarse el control de los masterbatches de plástico o masterbatches de color en la gestión de la producción y la inspección de las materias primas.
(8) Antes de que los masterbatches entren en la fábrica y antes de la producción por lotes, deben realizarse pruebas de colores directos, comparándolos tanto con la tabla de colores proporcionada por el cliente como con los masterbatches utilizados en lotes anteriores y actuales.
Utilice máquinas de masterbatch para añadir masterbatches de color
Muchas empresas utilizan ahora máquinas de masterbatch de color para añadir masterbatches de color, lo que ha ayudado enormemente a controlar las diferencias de color. Al utilizar una máquina de masterbatch de color, es importante tener en cuenta lo siguiente:
a) Determine la cantidad de masterbatch que debe añadirse mediante experimentos y, a continuación, ajuste la velocidad del tornillo de la máquina de masterbatch de color para que coincida con el tiempo de plastificación, asegurándose de que la adición del masterbatch se completa al final del tiempo de plastificación.
b) Cuando utilice una máquina de masterbatch de color, tenga en cuenta que la salida de la máquina es pequeña y puede volverse imprecisa en la dosificación de partículas de material tras un periodo de uso, o incluso provocar paradas de producción. Por lo tanto, debemos limpiar el tornillo de la máquina de masterbatch de color con regularidad.
3. Factores de equipamiento
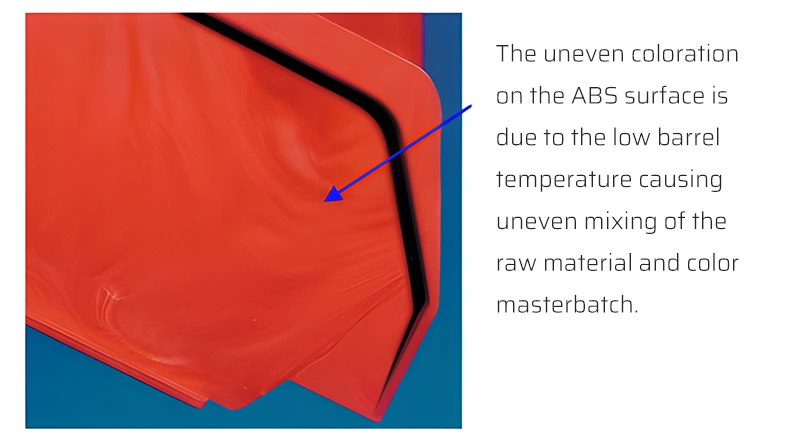
(1) Durante la producción, pueden producirse variaciones de color debido a daños en un anillo de calentamiento o a la pérdida de control en la sección de control del calentamiento, lo que provoca graves fluctuaciones de temperatura en el barril y da lugar a diferencias de color debidas a una plastificación deficiente o a la descomposición del material. Los métodos para determinar las diferencias de color causadas por estos factores suelen implicar una plastificación desigual cuando un anillo de calentamiento está dañado y descolorido, y una decoloración severa o incluso carbonización cuando la sección de control del calentamiento está fuera de control. La inspección regular de la sección de calentamiento es esencial durante la producción. Mientras tanto, debemos llevar a cabo oportunamente la sustitución y reparación si se producen daños o pérdida de control para reducir este tipo de problemas de variación de color.
(2) Si hay material fundido carbonizado acumulado en el cañón o la boquilla, el cañón y la boquilla deben limpiarse a fondo.
4. Factores del proceso de moldeo
(1) Cuando ajuste los parámetros del proceso de moldeo por inyección por razones distintas a la variación del color, intente no cambiar la temperatura de plastificación, la contrapresión, el ciclo de inyección o la cantidad de masterbatch de color añadida. Si es necesario realizar ajustes, observe el impacto de los cambios en los parámetros del proceso sobre la coloración y, si se detecta una variación del color, revierta los cambios rápidamente.
(2) Evite los altos velocidades de inyección y contrapresiones en el moldeo por inyección para evitar fuertes efectos de cizallamiento. Estos pueden causar descomposición térmica y variación del color.
(3) Establezca temperaturas razonables para cada sección de calentamiento del cañón, especialmente la boquilla y la sección adyacente a la boquilla.
(4) Una plastificación deficiente, es decir, la incapacidad de la masa fundida para fundirse uniformemente, también puede causar una coloración desigual del producto.
5. Factores de moho
(1) Los agentes desmoldeantes y los restos de la fricción de alfileres y agujeros mezclados en la masa fundida pueden provocar la decoloración de la superficie. Debemos mantener limpia la cavidad del molde antes del moldeo por inyección.
(2) Una ventilación deficiente del molde puede solucionarse reduciendo la fuerza de cierre, reposicionando la compuerta y colocando orificios de ventilación en el último lugar de llenado.
(3) Temperatura del molde tiene un impacto significativo en la cristalinidad de la masa fundida durante el enfriamiento. El enfriamiento uniforme del molde es esencial, especialmente cuando se moldean plásticos cristalinos como la poliamida. Si la temperatura del molde es baja, la masa fundida cristaliza lentamente, dando lugar a un aspecto superficial transparente; si la temperatura del molde es alta, la masa fundida cristaliza rápidamente, dando lugar a un aspecto semitransparente o lechoso. La coloración de la superficie de las piezas moldeadas puede controlarse ajustando las temperaturas del molde y de la masa fundida.
Soluciones para el color desigual
1. Factores de la materia prima:
(1) Controlar las materias primas y reforzar la inspección de los diferentes lotes.
(2) Secar a fondo las materias primas, garantizando unos parámetros de secado constantes en cada ciclo.
(3) Inspeccione los colorantes para eliminar el impacto de las materias primas y los colorantes.
(4) Utilice lubricantes volátiles y agentes desmoldeantes en cantidades adecuadas.
(5) Ajuste los colorantes adecuadamente para las diferentes materias primas cuando los colores de los productos sean los mismos.
(6) Ajuste los colorantes en consecuencia para productos con requisitos de superficie variables causados por texturas inconsistentes. Esto minimiza las diferencias visuales de color percibidas por el ojo debido a las distintas condiciones de luz.
2. Factores del moho
(1) Aumente la ventilación del molde para evitar una ventilación deficiente y que el producto se queme.
(2) Ajuste el sistema de compuerta del molde.
(3) Aumente fácilmente la ventilación en los ángulos muertos del molde.
(4) Diseñe los canales de agua del molde de forma razonable, y diseñe canales de agua en ubicaciones de cavidades profundas.
3. Factores del proceso de moldeo
(1) Reduzca la presión de inyección y la contrapresión de preplastificación del tornillo para evitar el sobrecalentamiento por cizallamiento
(2) Comprender el impacto de la temperatura del barril y la cantidad de colorante en los cambios de color del producto, y determinar el patrón de cambios mediante pruebas de color.
(3) Velocidad de inyección demasiado alta, reduzca la velocidad de inyección: utilice la inyección multietapa: rápida-lenta.
(4) Para evitar la variación del color, evite el sobrecalentamiento local y la descomposición. Regule estrictamente las temperaturas en cada sección de calentamiento del barril, centrándose en la boquilla y las zonas cercanas.
4. Factores de la máquina de moldeo por inyección
(1) Garantizar la limpieza en el taller de moldeo por inyección, la máquina de inyección y el molde.
(2) Inspeccione regularmente los componentes de calefacción durante la producción y sustituya o repare rápidamente los elementos dañados o fuera de control para reducir la probabilidad de variación del color.
(3) Elija máquinas de inyección de especificaciones adecuadas para abordar cuestiones como los ángulos muertos del material.
(4) Ajuste la velocidad de plastificación del tornillo adecuada.
Palabras finales
En la era actual de la inteligencia, la automatización y la tecnología, FirstMold hace un llamamiento a todos sus colegas y clientes para que utilicen colorímetros para las inspecciones de diferencias de color. Establecer científicamente normas de aceptación desempeñará un papel crucial en el impulso del progreso y la mejora de toda la industria de moldes de inyección.











