
La cohérence des couleurs est devenue une caractéristique importante à prendre en compte dans la production de moulage par injection. Cependant, les problèmes de couleurs inégales ou de différences de couleurs continuent de poser des problèmes à de nombreuses entreprises de moulage par injection. usines de moulage par injection. Ce point commun défaut de moulage par injection peut avoir diverses causes.
Cet article présente de manière exhaustive les causes des différences de couleur et les solutions. Si vous êtes intéressé par d'autres défauts de moulage par injection, veuillez cliquer sur le lien ci-dessous pour en savoir plus.
| Comprendre les différents défauts du moulage par injection | ||||
|---|---|---|---|---|
| Flash | Coup court | Marque d'évier | Distorsion/Déformation | Marque de brûlure |
| Marque d'évasement / Trait d'argent | Tache foncée/Moucheture noire | Marque de débit | Bulle | Ligne de soudure |
| Différence de couleur/couleur inégale | Marque de la goupille d'éjection | |||
Qu'est-ce qu'une couleur inégale ou une différence de couleur dans le moulage par injection ?
La couleur inégale fait référence à l'irrégularité de la couleur de la surface des pièces moulées par injection, caractérisée par des variations de profondeur et de teinte, y compris des couleurs mélangées, et une décoloration. Ce phénomène courant défaut dans le moulage par injection peut entraîner des taux de rebut importants pour les lots de pièces moulées en raison des différences de couleur entre les composants.
Détection et jugement de la différence de couleur dans le moulage par injection
Contrôle visuel :
1. Pour déterminer la variation de couleur d'un produit, l'inspecteur ne doit pas souffrir de troubles de la vision (tels que le daltonisme ou la faiblesse des couleurs). Dans le cas contraire, un colorimètre doit être utilisé pour déterminer l'acceptabilité de la différence de couleur.
2. En règle générale, les différences de couleur inférieures à 0,50 (par rapport au nuancier) sont difficiles à détecter par l'œil humain. Cependant, lorsque la différence de couleur entre deux pièces s'écarte de 0,5 du nuancier, l'une étant jaunâtre et l'autre blanchâtre, la différence de couleur devient perceptible, en particulier lors de la production de pièces assorties où le contrôle est crucial. La différence de couleur devient perceptible, en particulier lors de la production de pièces assorties où le contrôle est crucial.
3. Les couleurs inégales mesurées par les colorimètres peuvent être très différentes de ce que l'œil humain perçoit. Les différences de couleur mesurées par la machine peuvent dépasser les niveaux visuellement acceptables. Dans ce cas, le principe général de contrôle consiste à comparer avec un échantillon. Si la différence de couleur n'est pas perceptible et que les pièces peuvent être appariées, il convient de poursuivre la production. Si la comparaison n'est pas possible ou si la différence de couleur dépasse les normes et est visiblement perceptible, les pièces sont considérées comme non conformes. Dans le cas contraire, des actions correctives sont recommandées.
4. L'éclairage ou le milieu ambiant affecte grandement l'observation des couleurs. Il est généralement déconseillé d'évaluer les différences de couleur sur la machine de production. En effet, l'éclairage de la machine a un impact important sur l'observation des couleurs.
Inspection du colorimètre :
Un colorimètre peut être utilisé pour contrôler strictement la qualité de l'apparence des produits. La détermination par un colorimètre se concentre principalement sur la valeur △E correspondant à la gamme de différence de couleur :
| △E représente la différence de couleur totale | |
|---|---|
| △E Gamme | Différence de couleur (tolérance) |
| △E*0~0.25 | Très faible ou nul ; Correspondance idéale |
| △E*0.25~0.5 | Mineure ; correspondance acceptable |
| △E*0.5~1.0 | Mineure à modérée ; acceptable dans certaines applications |
| △E*1.0~2.0 | Modérée ; acceptable pour des applications spécifiques |
| △E*2.0~4.0 | Significatif ; acceptable dans des applications spécifiques |
| Supérieure à △E*4.0 | Très grand ; inacceptable dans la plupart des applications |
Quelle est la gamme standard internationale pour les différences de couleur ?
Les différences de couleur comprennent les variations de luminosité et de teinte. Les méthodes traditionnelles d'évaluation des différences de couleur reposent sur l'observation visuelle directe. Le mauvais résultat est qu'il peut varier en fonction des conditions d'observation et des capacités de perception des couleurs de l'homme. Pour faciliter la mesure des différences de couleur, des systèmes basés sur la technologie de l'image et du son ont été mis au point. Commission internationale de l'éclairage (CIE) des sources lumineuses standard et le système d'excitation trichromatique spectrale ont été développés et affinés. Cette méthode quantifie la discrimination visuelle des couleurs en utilisant les valeurs tristimulus XYZ. Les utilisateurs peuvent mesurer la différence de couleur entre un étalon et un échantillon à l'aide d'un colorimètre, qui affiche :
△E différence de couleur totale △E = [(△L)^2 + (△a)^2 + (△b)^2]^(1/2)
△L = L_sample - L_standard (différence de luminosité)
△a = a_sample - a_standard (différence rouge/vert)
△b = b_sample - b_standard (différence jaune/bleu)
△L+ indique un déplacement vers le blanc, △et L- indique un déplacement vers le noir
△a+ indique un déplacement vers le rouge, △a- indique un déplacement vers le vert
△b+ indique un déplacement vers le jaune, △b- indique un déplacement vers le bleu
Les exigences en matière de plages acceptables de variation des couleurs varient d'une industrie à l'autre. Toutefois, il n'existe actuellement aucune norme internationale concernant les plages de variation des couleurs. Celles-ci sont généralement négociées entre les fabricants et les clients.
Les plages de tolérance des variations normales de couleur :
| △E Gamme | Différence de couleur Description |
|---|---|
| 0 - 0.25△E | Très peu ou pas du tout, correspondance idéale |
| 0.25 - 0.5△E | Correspondance mineure et acceptable |
| 0.5 - 1.0△E | Mineure à modérée, acceptable dans certaines applications |
| 1.0 - 2.0△E | Modérée, acceptable dans des applications spécifiques |
| 2.0 - 4.0△E | Important, acceptable dans des applications spécifiques |
| Supérieur à 4.0△E | Très grande taille, inacceptable dans la plupart des applications |
Causes des couleurs inégales/différences de couleurs dans les pièces moulées
1. Facteur matériel
(1) Une teneur élevée en substances volatiles dans les matières premières, la contamination par des matières étrangères ou un mauvais séchage peuvent affecter les performances de traitement des matériaux.
(2) Une répartition inégale des fibres de remplissage dans les matériaux moulés peut entraîner une exposition des fibres à la surface. Cela affecte l'apparence des pièces moulées.
(3) Les mauvaises propriétés de cristallisation de la résine peuvent affecter la transparence des pièces moulées, entraînant une coloration inégale de la surface.
(4) Le polystyrène à fort impact et les matériaux ABS peuvent présenter une décoloration due aux contraintes internes après le moulage.
(5) Tester la stabilité thermique des résines des matières premières ; pour les matériaux présentant une mauvaise stabilité thermique, envisager de les remplacer.
(6) Renforcer l'inspection des matières premières à la réception pour s'assurer qu'elles répondent aux exigences de performance.
2. Contrôle de la qualité des colorants (poudres colorantes, mélanges-maîtres) Facteurs
(1) La performance des colorants affecte directement la qualité de la couleur des pièces moulées. Si la dispersibilité, la stabilité thermique et la morphologie des particules du colorant ne répondent pas aux exigences du processus, il est impossible de produire des pièces avec une bonne couleur.
(2) Certains colorants sous forme de flocons peuvent former des arrangements directionnels lorsqu'ils sont mélangés à la matière fondue pendant le moulage, ce qui entraîne une coloration inégale à la surface des pièces moulées.
(3) Lorsque les colorants sont mélangés à sec aux matières premières et qu'ils adhèrent à la surface des particules de matière, ils risquent de ne pas bien se disperser après avoir pénétré dans le tonneau, ce qui entraîne une coloration inégale.
(4) Si les colorants ou les additifs ont une mauvaise stabilité thermique, ils peuvent facilement se décomposer lorsqu'ils sont chauffés dans le tonneau, ce qui entraîne une décoloration des pièces moulées.
(5) Les colorants peuvent facilement être mis en suspension dans l'air et se déposer dans la trémie et d'autres parties de la machine de moulage par injection, contaminant la machine et le moule et provoquant une coloration inégale à la surface des pièces moulées. Si l'équipement de moulage par injection et les moules sont contaminés par des colorants, un nettoyage complet de la trémie, du cylindre et de la cavité du moule est nécessaire.
(6) Lors de la sélection des colorants, ceux-ci doivent être examinés en fonction des conditions du processus et des exigences en matière de couleur des pièces moulées, en particulier des indicateurs importants tels que la résistance à la chaleur et la dispersibilité, qui doivent répondre aux exigences du processus.
(7) La plupart des usines de moulage par injection ne produisent pas elles-mêmes de mélanges-maîtres plastiques ou de mélanges-maîtres de couleurs ; le contrôle des mélanges-maîtres plastiques ou des mélanges-maîtres de couleurs dans la gestion de la production et l'inspection des matières premières doit être renforcé.
(8) Avant que les mélanges-maîtres n'entrent dans l'usine et avant la production des lots, il convient de procéder à des essais de couleur d'accompagnement, en les comparant à la fois au nuancier fourni par le client et aux mélanges-maîtres utilisés dans les lots précédents et actuels.
Utiliser des machines à mélanges-maîtres pour ajouter des mélanges-maîtres de couleur
De nombreuses entreprises utilisent aujourd'hui des machines à mélanger les couleurs pour ajouter des mélanges maîtres, ce qui a grandement contribué à contrôler les différences de couleur. Lors de l'utilisation d'une machine de mélange de couleurs, il est important de noter ce qui suit :
a) Déterminer la quantité de mélange maître à ajouter par des expériences, puis ajuster la vitesse de la vis de la machine à mélanger les couleurs pour qu'elle corresponde au temps de plastification, en veillant à ce que l'ajout du mélange maître soit terminé à la fin du temps de plastification.
b) Lors de l'utilisation d'une machine à mélanger les couleurs, il convient de noter que la sortie de la machine est petite et qu'elle peut devenir imprécise dans la distribution des particules de matériau après une certaine période d'utilisation, ou même provoquer des arrêts de production. Il convient donc de nettoyer régulièrement la vis de la machine à mélanger les couleurs.
3. Facteurs liés à l'équipement
(1) Au cours de la production, des variations de couleur peuvent se produire en raison de l'endommagement d'un anneau chauffant ou d'une perte de contrôle dans la section de contrôle du chauffage, ce qui entraîne de fortes fluctuations de température dans la barrique et des différences de couleur dues à une mauvaise plastification ou à la décomposition de la matière. Les méthodes permettant de déterminer les différences de couleur causées par ces facteurs impliquent généralement une plastification inégale lorsqu'un anneau de chauffe est endommagé et décoloré, et une décoloration importante, voire une carbonisation, lorsque la section de contrôle de la chauffe est hors de contrôle. Il est essentiel d'inspecter régulièrement la section de chauffage pendant la production. En attendant, nous devons remplacer et réparer en temps utile tout dommage ou perte de contrôle afin de réduire ces types de problèmes de variation de couleur.
(2) Si des matières fondues carbonisées s'accumulent au niveau du canon ou de la buse, le canon et la buse doivent être soigneusement nettoyés.
4. Facteurs liés au processus de moulage
(1) Lorsque vous ajustez les paramètres du processus de moulage par injection pour des raisons autres que la variation de couleur, essayez de ne pas modifier la température de plastification, la contre-pression, le cycle d'injection ou la quantité de mélange maître coloré ajoutée. Si des ajustements sont nécessaires, observez l'impact des modifications des paramètres du processus sur la coloration et, si une variation de couleur est détectée, annulez rapidement les modifications.
(2) Éviter les taux élevés vitesses d'injection et les contre-pressions dans le moulage par injection afin d'éviter les effets de cisaillement importants. Ceux-ci peuvent entraîner une décomposition thermique et une variation de la couleur.
(3) Fixer des températures raisonnables pour chaque section chauffante du fût, en particulier la buse et la section adjacente à la buse.
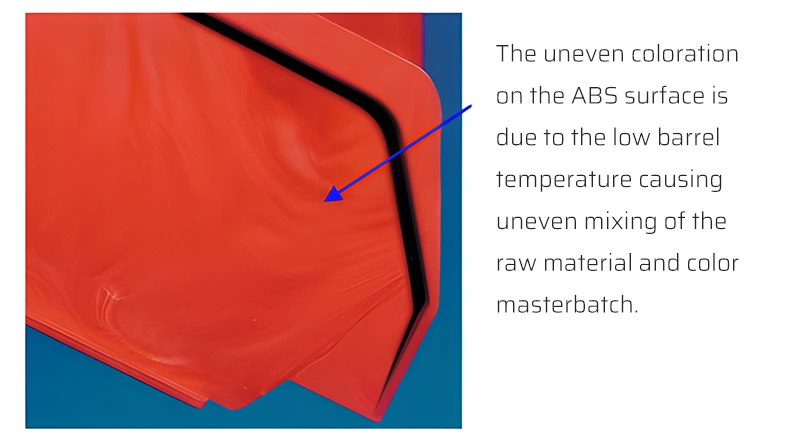
(4) Une mauvaise plastification, c'est-à-dire l'incapacité de la matière fondue à fusionner uniformément, peut également entraîner une coloration inégale du produit.
5. Facteurs liés aux moisissures
(1) Les agents de démoulage et les débris provenant du frottement des épingles et des trous d'épingle mélangés à la matière fondue peuvent provoquer une décoloration de la surface. La cavité du moule doit rester propre avant le moulage par injection.
(2) Une mauvaise ventilation du moule peut être résolue en réduisant la force de serrage, en repositionnant l'opercule et en plaçant des trous de ventilation au dernier endroit de remplissage.
(3) Température du moule a un impact significatif sur la cristallinité de la matière fondue pendant le refroidissement. Un refroidissement uniforme du moule est essentiel, surtout lorsqu'il s'agit de mouler des plastiques cristallins comme le polyamide. Si la température du moule est basse, la matière fondue cristallise lentement, ce qui donne un aspect de surface transparent ; si la température du moule est élevée, la matière fondue cristallise rapidement, ce qui donne un aspect semi-transparent ou laiteux. La coloration de la surface des pièces moulées peut être contrôlée en ajustant les températures du moule et de la matière fondue.
Solutions pour une couleur inégale
1. Facteurs liés aux matières premières :
(1) Contrôler les matières premières et renforcer l'inspection des différents lots.
(2) Sécher les matières premières en profondeur, en garantissant des paramètres de séchage cohérents pour chaque cycle.
(3) Inspecter les colorants pour éliminer l'impact des matières premières et des colorants.
(4) Utiliser des lubrifiants volatils et des agents de démoulage en quantités appropriées.
(5) Ajuster les colorants de manière appropriée pour les différentes matières premières lorsque les couleurs des produits sont identiques.
(6) Ajuster les colorants en conséquence pour les produits dont les exigences de surface varient en raison de textures incohérentes. Cela permet de minimiser les différences de couleur perçues par l'œil en raison des variations de luminosité.
2. Facteurs liés aux moisissures
(1) Augmenter la ventilation des moules afin d'éviter une mauvaise ventilation et la brûlure du produit.
(2) Régler le système de fermeture du moule.
(3) Augmenter facilement la ventilation dans les angles morts du moule.
(4) Concevoir les canaux d'eau du moule de manière raisonnable, et concevoir des canaux d'eau dans les cavités profondes.
3. Facteurs liés au processus de moulage
(1) Réduire la pression d'injection et la contre-pression de pré-plastification de la vis pour éviter la surchauffe du cisaillement.
(2) Comprendre l'impact de la température du tonneau et de la quantité de colorant sur les changements de couleur du produit, et déterminer le schéma des changements par des tests de couleur.
(3) Vitesse d'injection trop élevée, réduire la vitesse d'injection : utiliser l'injection en plusieurs étapes : rapide-lente.
(4) Pour éviter les variations de couleur, il faut éviter la surchauffe et la décomposition locales. Réguler strictement les températures dans chaque section de chauffage du tonneau, en se concentrant sur la buse et les zones avoisinantes.
4. Facteurs relatifs à la machine de moulage par injection
(1) Assurer la propreté de l'atelier de moulage par injection, de la machine d'injection et du moule.
(2) Inspecter régulièrement les éléments chauffants au cours de la production et remplacer ou réparer rapidement les éléments endommagés ou hors contrôle afin de réduire la probabilité de variation de la couleur.
(3) Choisir des machines d'injection aux spécifications appropriées pour résoudre des problèmes tels que les angles morts des matériaux.
(4) Régler la vitesse de plastification de la vis.
Dernières paroles
À l'ère de l'intelligence, de l'automatisation et de la technologie, FirstMold invite tous ses pairs et ses clients à utiliser des colorimètres pour contrôler les différences de couleur. L'établissement d'une normes d'acceptation jouera un rôle crucial dans le progrès et l'amélioration de l'ensemble de l'industrie des moules à injection.











