

Wir haben bereits die folgenden Themen behandelt Anguss und Läufer Heute werden wir uns darauf konzentrieren, die Bedeutung des Anschnitts zu verstehen - des entscheidenden Übergangs, an dem die Kunststoffschmelze in die Formhohlraum. Das Gatter ist eine der anspruchsvollsten und komplexesten Strukturen im gesamten Fütterungssystem. Ich hoffe, dass dieser Artikel hilfreich ist.
Um das Tor besser zu verstehen, wollen wir das in den vorangegangenen Artikeln behandelte Wissen wiederholen.
Das Fördersystem bezieht sich auf die Kanäle, durch die der geschmolzene Kunststoff von der Düse der Spritzgießmaschine in den Formhohlraum gelangt. Die aufeinander folgenden Strukturen, durch die der geschmolzene Kunststoff fließt, sind Anguss, Angusskanal, Unterangusskanal und Anschnitt. Es liegt auf der Hand, dass der Anschnitt der letzte Kontrollpunkt ist, bevor der flüssige Kunststoff in den Formhohlraum gelangt.

Da er die Verbindung zwischen dem Hohlraum und dem Fütterungssystem herstellt, ist die Wahl des Ortes, an dem sich der Anschnitt befindet, besonders wichtig. Manche sagen sogar, dass der Erfolg von Formgestaltung steht in direktem Zusammenhang mit der Wahl des Standortes des Gatters.
Arten von Spritzgießverschlüssen
Es gibt zwei Arten von Anschnitten: restriktive Anschnitte und nicht restriktive Anschnitte. Bei restriktiven Anschnitten handelt es sich in der Regel um Angusskanäle, die eine schmale Öffnung haben, die den Fluss des geschmolzenen Materials einschränkt. Nicht restriktive Anschnitte hingegen umfassen ein breiteres Spektrum an Anschnittarten mit mehr Gestaltungsmöglichkeiten.

Direkter Anschnitt/Eingussöffnung
Der direkte Anschnitt, auch Angussanschnitt genannt, wird in der Regel in der Mitte der Kunststoffteile in einem Einzelkavitätenwerkzeug positioniert, so dass die Kunststoffschmelze direkt in die Kavität fließen kann.
| Typ | Direktanschnitt / Angussanschnitt |
| Vorteile | - Kurzer Prozess mit hoher Vorschubgeschwindigkeit und guter Formwirkung. - Geringerer Druck- und Wärmeverlust aufgrund einer größeren Querschnittsfläche. - Einfache Formstruktur mit niedrigen Herstellungskosten. |
| Benachteiligungen | - Schwierige Anschnittentfernung mit sichtbaren Anschnittspuren, die die Ästhetik des Produkts beeinträchtigen. - Mehr Wärmekonzentration und innere Spannungen, die zu Einfallstelle Mängel. - Neigt zur Durchbiegung bei flachen und dünnwandigen Kunststoffteilen, insbesondere bei kristallinen Kunststoffen. |
| Anmeldung | - Geeignet für große und dickwandige Kunststoffteile (z. B. Töpfe, TV-Gehäuse). - Ideal zum Formen von Kunststoffen mit hoher Viskosität und schlechter Fließfähigkeit, wie PC, PSF |

Randtor
Der Kantenanschnitt, auch als Seitenanschnitt oder rechteckiger Anschnitt bezeichnet, wird häufig beim Spritzgießen verwendet. Der Name kommt daher, dass der Anschnitt in der Regel so bearbeitet wird, dass er ein Rechteck bildet. Der Anschnitt befindet sich normalerweise auf der Trennfläche und wird von außerhalb der Kavität zugeführt. Aufgrund seiner geringen Größe ist der Einfluss der Querschnittsform auf Druck und Wärmeverlust minimal. Die Länge des rechteckigen Anschnitts liegt in der Regel zwischen 0,5 mm und 3 mm, die Breite zwischen 1,5 mm und 5 mm und die Anschnitttiefe zwischen 0,5 mm und 2 mm.
| Tor-Typ | Randtor |
| Vorteile | 1. Einfache Querschnittsform und leichte Verarbeitung. 2. Flexible Auswahl der Torposition. 3. Einfaches Entfernen des Tores mit minimalen Spuren. 4. Fähigkeit, die Bedingungen für die Formfüllung zu ändern. 5. Geeignet für Multi-Kavitäten-Formen und hohe Produktivität. |
| Benachteiligungen | 1. Schwierigkeiten bei der Entlüftung von schalenförmigen Teilen. 2. Nicht geeignet für Teile, bei denen Vorschubspuren nicht zulässig sind. 3. Größerer Druckverlust bei der Injektion. |
| Anwendungen | 1. Weit verbreitet, insbesondere in Zweiplatten-Mehrfachwerkzeugen 2. Geeignet für kleine und mittelgroße Kunststoffteile. |

Überlappendes Tor
Ein Überlappungsanschnitt, der den rechteckigen Anschnitten ähnlich ist, wird direkt auf der Trennfläche bearbeitet. Er ist eine Variante der rechteckigen Anschnitte. Allerdings neigen Überlappungsanschnitte eher dazu, Einfallstellen zu erzeugen, und es kann schwierig sein, sie zu entfernen. Die von Überlappungsanschnitten hinterlassenen Anschnittmarken sind im Vergleich zu anderen Anschnittarten oft deutlicher zu erkennen.
Lüftertor
Ein Fächeranschnitt ist ein sich allmählich erweiternder Anschnitt, der einem Faltfächer ähnelt. Abgeleitet von der Variante des Seitenangusses erweitert sich der Anschnitt und wird in Einzugsrichtung dünner, so dass die Schmelze durch einen gestuften Anschnitt in die Kavität eintreten kann. Die Anschnitttiefe hängt von der Produktdicke ab, typischerweise 0,25 mm bis 1,5 mm. Die Anschnittbreite beträgt im Allgemeinen 1/4 der Kavitätenbreite am Anschnitt, mit einer Mindestbreite von 8 mm.
| Vorteile von Fan Gate | Nachteile von Fan Gate | Anwendung von Fan Gate |
| - Gleichmäßige Schmelzeverteilung in seitlicher Richtung | - Schwierige Torentfernung | - Lange, flache und dünne Produkte |
| - Reduzierte Strömungsmuster und Orientierungseffekte | - Scherspuren an der Seite des Produkts | - Abdeckplatten, Lineale, Tabletts, Teller, usw. |
| - Verbesserter Luftabschluss | - Kunststoffe mit schlechter Fließfähigkeit (z. B. PC, PSF) |

Membransperre
Membranverschlüsse werden in der Regel für zylindrische Teile mit großen Bohrungen oder großen rechteckigen Bohrungen verwendet. Das Material wird vom Rand der Bohrung aus in den Hohlraum eingespritzt, wodurch die Kraft gleichmäßig auf den Kern verteilt, Schweißnähte vermieden und ein gleichmäßiger Ausstoß erleichtert wird. Membrananschnitte hinterlassen jedoch deutliche Anschnittspuren an der Innenkante des Teils.
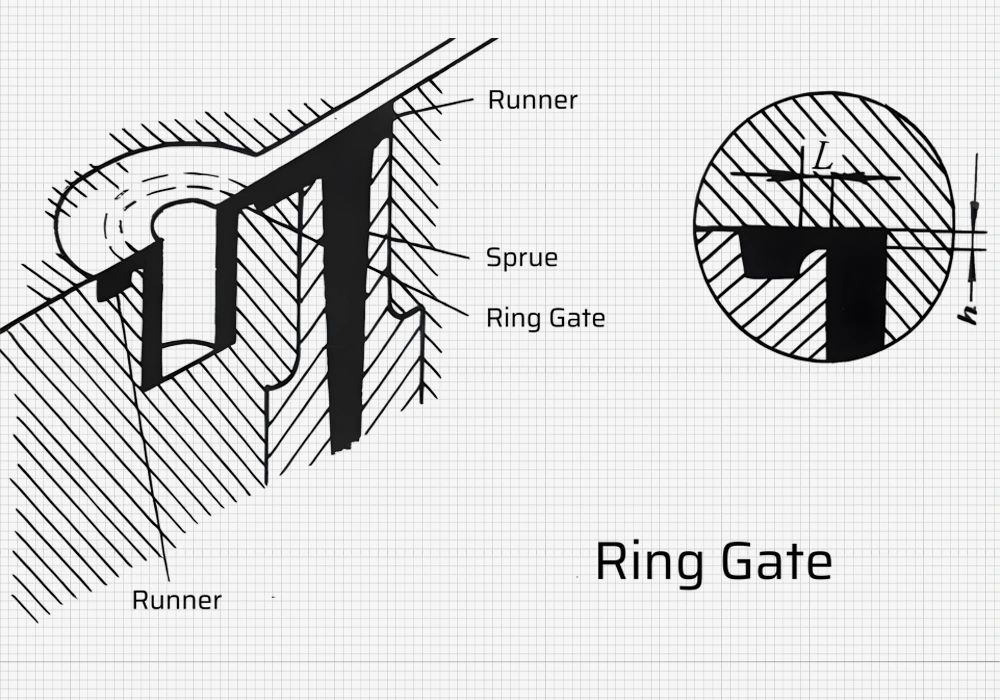
Ring-Tor
Der Ringanschnitt ist eine Abwandlung des rechteckigen Anschnitts und ist um den Hohlraum herum angeordnet und ähnelt einem scheibenförmigen Anschnitt. Er weist Ähnlichkeiten mit dem Membrananschnitt auf, befindet sich jedoch außerhalb des Hohlraums. Die Auswahl der Größe des Ringanschnitts kann ähnlich wie die Auswahl der Größe des Blendenanschnitts behandelt werden.
| Vorteile | Benachteiligungen | Anmeldung |
| - Gleichmäßige Schmelzeverteilung entlang des Umfangs | - Schwierige Torentfernung | - Kleine, mehrköpfige Formen<br>- Zylindrische Kunststoffteile mit langen Formgebungszyklen und dünnen Wänden |
| - Glatter Auspuff | - Stärker ausgeprägte Gatespuren an der Seite | |
| - Wellenfreier und fusionsfreier Fluss | - Entfernung von Torresten aus ästhetischen Gründen erforderlich | |
| - Reduzierte innere Spannungen und Verformungen |
Film-Tor
Der Filmanguss ist eine Variante des Seitenangusses. Er verwendet einen parallelen Angusskanal, der parallel zur Seite der Kavität ausgerichtet ist. Die Länge des Parallelkanals kann der Breite des Formteils entsprechen oder diese überschreiten. Die Schmelze wird gleichmäßig im Parallelkanal verteilt und gelangt mit kontrollierter und gleichmäßiger Geschwindigkeit in die Kavität. Die dünne, flache Schlitzform charakterisiert den Folienanschnitt, der typischerweise 0,25 mm bis 0,65 mm dick ist. Die Breite des Anschnittschlitzes beträgt in der Regel das 0,25- bis 1-fache der Breite der Kavität am Anschnitt, während die Länge des Schlitzes etwa 0,6 bis 0,8 mm beträgt.
| Vorteile | Benachteiligungen | Anmeldung |
| - Gleichmäßiger und gleichmäßiger Schmelzfluss - Geringere innere Belastung - Effektive Gasentfernung | - Schwierige Torentfernung - Vorhandensein von Scherspuren | - Kunststoffteile aus dünnem Blech - Großer Formteilbereich - Kontrolle der Verformung von PE und ähnlichen Kunststoffen |

Pin Point Gate/Stifttor
Der Nadelverschluss ist ein weit verbreiteter Anschnitttyp mit rundem Querschnitt und geringer Größe. Die Größe des Nadelverschlusses ist entscheidend, um eine ordnungsgemäße Öffnung der Form zu gewährleisten und Spannungen am Formteil zu vermeiden. Der Durchmesser des Anschnitts liegt in der Regel zwischen 0,6 und 2,8 mm, und die Länge beträgt zwischen 0,7 und 1,5 mm.
| Vorteile | Benachteiligungen | Anmeldung |
| Flexibilität des Standorts | Hoher Druckverlust, der einen höheren Einspritzdruck erfordert | Spritzgießen von Kunststoffen mit niedriger Viskosität und scherempfindlichen Kunststoffen |
| Verbesserte Fließgeschwindigkeit und Reibung | Komplexe Formstruktur, die häufig eine Drei-Platten-Form erfordert (Zwei-Platten-Formen können in folgenden Fällen verwendet werden Heißkanalformen) | Geeignet für Mehrkavitäten-Zentrifugenformen |
| Automatische Torentfernung | Die hohe Fließgeschwindigkeit am Anschnitt kann zu einer verstärkten Molekülorientierung und potenzieller Rissbildung führen. | |
| Reduzierte Eigenspannung am Anschnitt | Neigung zu Verformungen bei großen oder leicht verformbaren Kunststoffteilen | |
| Schnelleres Erstarren am Anschnitt |

U-Boot-Tor
Der Submarine Anschnitt, auch als Tunnelanschnitt bekannt, ist eine Weiterentwicklung des Pin Gate-Designs, das die Komplexität der Pin Gate-Formen berücksichtigt und gleichzeitig deren Vorteile beibehält. Er bietet Flexibilität bei der Platzierung, da er sowohl auf der beweglichen als auch auf der festen Formseite positioniert werden kann. Der Submarine Anschnitt kann diskret auf der Innenfläche oder den Seiten des Formteils sowie auf den Stegen, Säulen oder der Trennfläche platziert werden. Alternativ kann er auch bequem über die Auswerferstange des Werkzeugs angebracht werden. Üblicherweise nimmt der Submarine Anschnitt eine konische Form an und bildet einen Winkel zwischen 20° und 40° relativ zur Kavität.
Sie können die Größe des Tores auf der Grundlage der Abmessungen des Pin Gate wählen.
| Vorteile | Benachteiligungen | Anmeldung |
| - Durch die verdeckte Platzierung des Gatters bleibt das Aussehen des Produkts erhalten. | - Schwierig zu verarbeiten, da der Anschnitt untergetaucht und schräg ausgerichtet ist. | - Geeignet für Kunststoffteile mit einseitiger Zuführung. |
| - Die automatische Torentnahme ermöglicht eine Automatisierung der Produktion. | - Nicht geeignet für dünnwandige Produkte, da hoher Druckverlust und leichte Kondensation. | - Häufig in Zwei-Platten-Formen verwendet. |
| - Keine Sprühspuren oder Luftlinien auf der Produktoberfläche. | - Das Abschneiden des Anschnitts kann bei starken Kunststoffen wie PA eine Herausforderung darstellen. | |
| - Spröde Kunststoffe wie PS können brechen und das Tor blockieren. |

Registerkarte Tor
Das Tab Gate, eine Weiterentwicklung des Side Gate, dient als typisches Pralltor. Das Tor ist häufig quadratisch oder rechteckig, wobei eine rechteckige oder halbkreisförmige Form bevorzugt wird, während der Läufer vorzugsweise rund ist.
| Vorteile | Benachteiligungen |
| 1. Reibungsloser und gleichmäßiger Schmelzefluss in die Kavität | 1. Schwierige Gate-Entfernung und hinterlässt eine deutliche Spur |
| 2. Verbesserte Fließfähigkeit der Schmelze durch erhöhte Temperatur | 2. Längerer und komplizierterer Fließkanal |
| 3. Eigenspannungen am Anschnitt beeinträchtigen die Qualität des Formteils nicht | |
| 4. Reduzierte innere Spannungen im Kunststoff |
Abstimmung von Anschnittart und Harz
| Typ | PVC | PE | PP | PC | PS | PA | POM | AS | ABS | PMMA | SFT |
| Direktes Tor | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| Pin-Tor | √ | √ | √ | √ | √ | √ | √ | √ | |||
| U-Boot-Tor | √ | √ | √ | √ | |||||||
| Seitentor | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |
| Überlappung Tor | √ | √ | √ | √ | |||||||
| Lüftertor | √ | √ | √ | ||||||||
| Film Tor | √ | √ | √ | ||||||||
| Diaphragma Tor | √ | √ | √ | √ | √ | ||||||
| Ring-Tor | √ | √ |
Tipps für die Wahl des Standortes von Spritzgießanschlüssen
Anforderungen an den Standort des Schimmelpilztors
Bei der Wahl der Anschnittstelle sollte darauf geachtet werden, dass möglichst wenig sichtbare Anschnittstellen und Schweißnähte am Endprodukt entstehen.
Die Position des Anschnitts sollte die funktionalen Anforderungen des Produkts berücksichtigen, wie z. B. die Gewährleistung einer ordnungsgemäßen Abfüllung, Verpackung und Leistung des Teils.
Bei der Wahl der Anschnittstelle sollten die Einfachheit der Formkonstruktion und -herstellung sowie die Komplexität und Machbarkeit der Form berücksichtigt werden.
Bei der Wahl der Anschnittstelle sollte darauf geachtet werden, dass sich das Produkt während des Formprozesses möglichst wenig durchbiegt oder verformt.
Die Position der Tore sollte so gewählt werden, dass sie nach dem Gussvorgang leicht zu entfernen sind.
Die Position des Anschnitts sollte eine einfache Steuerung der Parameter des Formgebungsprozesses wie Schmelzefluss, Druck und Kühlung ermöglichen, um eine gleichbleibende und hochwertige Teileproduktion zu gewährleisten.
Auswahl der Anschnittposition für die Spritzgussform
Positionieren Sie den Anschnitt so, dass alle Ecken des Hohlraums gleichzeitig gefüllt werden.
Die Fließgeschwindigkeit des Kunststoffs sollte in allen Phasen des Einspritzvorgangs gleichmäßig und stabil bleiben.
Der Anschnitt sollte im dicken Teil der Wandstärke des Produkts platziert werden, damit der geschmolzene Kunststoff vom dicken in den dünnen Teil fließen kann, was eine vollständige Formfüllung ermöglicht.
Die Stelle, an der der Verschluss angebracht wird, sollte die Länge des Kunststofffüllvorgangs minimieren, um den Druckverlust zu verringern.
Der Anschnitt sollte sich in einem Teil des Hohlraums befinden, der den Gasabzug erleichtert.
Der Anschnitt sollte die Schmelze nicht direkt in die Kavität leiten, um Wirbelströmungen und Schleudermarken zu vermeiden, insbesondere bei engen Anschnitten.
Achten Sie auf mögliche Probleme wie Schweißspuren, Blasen, Vertiefungen, unzureichende Einspritzung und Materialspritzer.
Wählen Sie die Anschnittstelle so, dass keine Schweißnähte auf der Oberfläche des Produkts sichtbar sind. Wenn Sie Schweißnähte nicht vermeiden können, wählen Sie die Position des Anschnitts so, dass deren Auswirkungen minimiert werden.
Bei kreisrunden oder zylindrischen Teilen sollten am Schmelzpunkt kalte Materialwannen hinzugefügt werden, um die Bildung von Bindenähten zu verhindern.
Das Design des Anschnitts sollte Schmelzbruch verhindern.
Vermeiden Sie es, den Anschnitt auf einer Seite zu platzieren, wenn das Produkt eine große Projektionsfläche hat, um eine gleichmäßige Verteilung der Einspritzkraft zu gewährleisten.
Positionieren Sie das Tor so, dass das Aussehen des Produkts nicht beeinträchtigt wird.
Bringen Sie das Tor nicht in Bereichen des Produkts an, die Biege- oder Stoßbelastungen ausgesetzt sind, da diese Bereiche in der Regel eine geringere Festigkeit aufweisen.
Bei Spritzgießwerkzeugen mit langen und dünnen Kernen sollte der Anschnitt weit vom Kern entfernt sein, um Verformungen durch den Materialfluss zu vermeiden.
Sie können Verbundanschnitte für große oder flache Kunststoffteile verwenden, um Durchbiegung, Verformung und Materialmangel zu vermeiden.
Das Tor sollte so konstruiert sein, dass der Wasserabfluss leicht zu betätigen ist, vorzugsweise durch eine automatische Vorrichtung.
Defekte und Lösungen beim Spritzgussanschnitt
Defekte in Spritzgießanschnitten kann aufgrund verschiedener Faktoren auftreten, darunter Anschnittdesign, Materialeigenschaften, Prozessbedingungen und Formkonfiguration.
| Defekt | Ursache | Lösung |
| Torspuren oder Torzeichen | Große Torgröße oder ungeeignete Torform | - Verwenden Sie eine kleinere Anschnittgröße oder ändern Sie die Anschnittform |
| Ungünstige Lage des Tores | - Optimieren Sie die Position des Gates, um die Sichtbarkeit der Markierung zu verringern. | |
| Unzureichende Torfüllung | - Einspritzdruck, -geschwindigkeit oder -temperatur einstellen | |
| Erröten oder Verfärbung der Pforte | Thermische Degradation oder unzureichende Schmelztemperatur | - Schmelztemperatur erhöhen |
| Unzureichende Wärmeübertragung | - Werkzeugtemperatur einstellen | |
| Materialauswahl und Zusatzstoffe | - Verwendung von Materialien mit verbesserter Hitzestabilität oder Zusatzstoffen | |
| Scher- oder Fließlinien | Unzureichendes Design der Gates | - Optimieren Sie das Design der Anschnitte, um einen reibungsloseren Fluss zu fördern |
| Unzureichende Einspritzgeschwindigkeit | - Einspritzgeschwindigkeit erhöhen | |
| Falsche Werkzeugtemperatur | - Werkzeugtemperatur einstellen | |
| Einfrieren oder Blockieren des Tores | Kleine Torgröße oder ungeeignete Konstruktion des Tors | - Vergrößerung des Gatters oder Änderung des Designs |
| Ungeeignete Prozessparameter | - Optimieren Sie Einspritzdruck und -temperatur | |
| Materialauswahl und Zusatzstoffe | - Verwendung von Materialien mit besseren Fließeigenschaften oder Zusatzstoffen | |
| Anschnittgrate | Ungeeignete Größe oder Form des Anschnitts | - Geeignete Torgröße und -form verwenden |
| Unzureichende Kühl- und Auswurfsysteme | - Optimierung von Kühl- und Auswurfsystemen | |
| Pflege und Reinigung von Schimmelpilzen | - Umsetzung angemessener Wartungs- und Reinigungsverfahren für Schimmelpilze |
Einpacken
Sobald Sie die Anschnittarten verstanden haben, stellt die Platzierung der Anschnitte die Werkzeugkonstrukteure in den Spritzgießbetrieben oft vor eine Herausforderung. Da die Produktstruktur und das Material jedes Kunden unterschiedlich sind, gibt es keine pauschal richtige Antwort für die Anschnittplatzierung. Die Wahl der Anschnittplatzierung erfordert ein gewisses Maß an praktischer Erfahrung für Werkzeugkonstrukteure.
In der Regel haben die Kunden von Spritzgießbetrieben spezifische Anforderungen an die Anschnittmarkierungen auf den Produkten, die sich direkt auf das Aussehen der Produkte oder Teile auswirken. Wenn Sie ein Kollege von FirstMold sind oder in dieser Branche erfolgreich sein wollen, ist die Beherrschung der Anschnittplatzierung von entscheidender Bedeutung. Wenn Sie Fragen haben, wenden Sie sich bitte an [email protected]und wir werden sie gerne für Sie beantworten.











