

Die Wanddicke eines Kunststoffprodukts ist ein kritisches Strukturmerkmal, das bei der Konstruktion von Kunststoffproduktstrukturen häufig diskutiert und berücksichtigt wird. Sie stellt den Dickenwert zwischen den Außen- und Innenwänden eines Kunststoffteils dar. Die Wanddicke ist der grundlegende Parameter, der die Gesamtdicke des Produkts bestimmt, und wird häufig während des Konstruktionsprozesses festgelegt.
Das Verständnis der Bedeutung von Wanddickenmerkmalen ist von entscheidender Bedeutung für die strukturelle Gestaltung von Kunststoffprodukten während des Werkzeugentwurfs und des Spritzgießprozesses, da sie eine wichtige Rolle bei der Herstellung von Kunststoffartikeln im weit verbreiteten Spritzgießverfahren spielen.
Die Außenwand des Schalenteils fungiert als Außenhaut, während die Innenwand das strukturelle Skelett darstellt. Wir können die Außenwand mit einer Oberflächenbehandlung versehen, um verschiedene optische Effekte zu erzielen. Andere Strukturen innerhalb des Teils, wie Sehnen, Schrauben und Schnallen, werden verbunden, um Festigkeit zu erzeugen, und können während des Spritzgießens gefüllt werden. Ohne besondere Anforderungen wie Wärmeableitung oder Montage sind die Innen- und Außenwände in der Regel als Einheit konzipiert, um ausreichende Festigkeit zu gewährleisten und die inneren Teile zu schützen.
Für die Innenteile, die oft als Lager oder Verbindungsbügel dienen, gibt es weniger strenge Anforderungen an die Innen- und Außenwände. Je nach der spezifischen Situation der Innen- oder Außenwand können wir Strukturen wie Verstärkungen, Schrauben oder Schnallen schaffen. Um jedoch die Produktion und Fertigung zu erleichtern, wird die Außenwand im Allgemeinen so einfach wie möglich gestaltet. Falls erforderlich, können wir uns an die Entformungsschräge der Kavität und des Kerns oder Konstruktionen wie Auswerferstifte in der Kavität oder Knickstellen im Kern einsetzen.
Sowohl bei Schalenteilen als auch bei Innenteilen spielt die Wandstärke eine entscheidende Rolle, um eine Ausstoßfläche für die Auswerferstifte zu schaffen, die ein reibungsloses Ausstoßen des Teils aus der Form gewährleistet.
Konstruktionsprinzipien für die Wandstärke von Kunststofferzeugnissen
Bei der strukturellen Auslegung von Kunststoffteilen ist die Wandstärke ein kritischer Parameter, der als Grundlage für die Konstruktion dient. Andere Strukturen werden auf der Grundlage der gewählten Wanddicke erstellt. Die Wanddicke hat einen erheblichen Einfluss auf die mechanischen Eigenschaften, die Formbarkeit, das Aussehen und die Kosten der Kunststoffteile. Daher sollte die Wanddicke sorgfältig überlegt und in Übereinstimmung mit diesen Faktoren entworfen werden.
Was die Bedeutung der Wanddicke betrifft, so wird erwähnt, dass sie einen bestimmten Wert haben sollte. Gibt es nur einen Wert, deutet dies auf eine einheitliche Wanddicke im gesamten Teil hin. Gibt es jedoch mehrere Werte, deutet dies darauf hin, dass die Wanddicke nicht einheitlich ist und verschiedene Abschnitte des Teils unterschiedliche Dicken aufweisen. Wir sollten uns bemühen, die Grundsätze der Wanddickenkonstruktion zu verstehen, um die optimale Leistung und Funktionalität des Kunststoffteils zu gewährleisten.
Basierend auf dem Prinzip der mechanischen Leistung
Wie bereits in Bezug auf die Wandstärke erwähnt, ist es entscheidend, dass sowohl die Außen- als auch die Innenteile eine ausreichende Festigkeit aufweisen. Die Fähigkeit, der Entformungskraft während des Gießens standzuhalten, ist ein entscheidender Faktor, der berücksichtigt werden muss. Zu dünne Teile neigen dazu, sich beim Auswerfen zu verformen. Im Allgemeinen erhöht eine größere Wanddicke die Festigkeit des Teils (mit einer Festigkeitssteigerung von etwa 33% für jede 10% größere Wanddicke). Das Überschreiten eines bestimmten Wanddickenbereichs kann jedoch zu Qualitätsproblemen führen wie Einfallstellen und Porosität, wodurch sich die Festigkeit des Teils verringert und sein Gewicht erhöht.
Dies führt zu längeren Spritzgießzyklen und höheren Materialkosten. Sich bei der Verstärkung von Kunststoffteilen allein auf eine erhöhte Wandstärke zu verlassen, ist nicht die optimale Lösung. Stattdessen ist es ratsam, geometrische Merkmale wie Rippen, Kurven, gewellte Oberflächen und Verstärkungen einzusetzen, um die Steifigkeit zu erhöhen.
In Situationen, in denen Platz und andere Faktoren keine alternativen Ansätze zulassen, wird die Festigkeit des Teils hauptsächlich durch die geeignete Wandstärke erreicht. Wenn in solchen Fällen die Festigkeit eine entscheidende Rolle spielt, empfiehlt es sich, die geeignete Wanddicke durch mechanische Simulation zu ermitteln und dabei die grundlegenden Prinzipien der Umformbarkeit zu beachten.
Basierend auf dem Prinzip der Spritzgießbarkeit
Die Wanddicke ist die Dicke des Hohlraums, der durch den Kern und die Kavität gebildet wird. Die Wanddicke entsteht, wenn das geschmolzene Harz den Hohlraum füllt und abkühlt, um das Teil zu formen.
1) Wie fließt das geschmolzene Harz während des Injektionsfüllverfahrens?
Beim Spritzgießen können wir die Strömung des Kunststoffs im Formhohlraum oft als laminare Strömung bezeichnen. Unter laminarer Strömung versteht man die gleichmäßige, geordnete Bewegung von nebeneinander liegenden Flüssigkeitsschichten mit minimaler Vermischung oder Turbulenz. Nach den Grundsätzen der Strömungsmechanik tritt eine laminare Strömung auf, wenn die Flüssigkeitsschichten unter dem Einfluss einer Scherspannung relativ zueinander gleiten. Scherspannung ist die Kraft, die das Material dazu bringt, sich zu verformen und entlang einer Ebene zu gleiten, die parallel zur einwirkenden Kraft verläuft, was auch als tangentiale Spannung bezeichnet wird. Es ist wichtig zu wissen, dass die laminare Strömung zwar eine gängige Näherung ist, dass aber in bestimmten Fällen, z. B. bei hohen Strömungsgeschwindigkeiten oder komplexen Geometrien, das Strömungsverhalten von der laminaren Strömung abweichen und turbulente Merkmale aufweisen kann.

Wenn beim Spritzgießen das geschmolzene Harz in den Formhohlraum fließt, kommt es mit den Wänden des Angusskanals oder des Formhohlraums in Kontakt. Die Schicht des geschmolzenen Harzes, die an die Wand des Angusskanals oder des Formhohlraums angrenzt, kühlt ab und beginnt zu erstarren. Diese Erstarrung erzeugt einen Reibungswiderstand gegenüber der angrenzenden flüssigen Harzschicht. Folglich weist die mittlere Schicht des geschmolzenen Harzes, die am weitesten von den erstarrenden Wänden entfernt ist, im Allgemeinen die höchste Geschwindigkeit auf. Die Geschwindigkeit der Schichten in der Nähe der Angusswand oder der Wand des Formhohlraums nimmt aufgrund des Reibungswiderstands und des Erstarrungsprozesses allmählich ab. Diese Geschwindigkeitsverteilung entlang der Fließfront wird häufig beim Spritzgießen beobachtet und trägt zum allgemeinen Fließverhalten des geschmolzenen Harzes während der Füllphase bei.
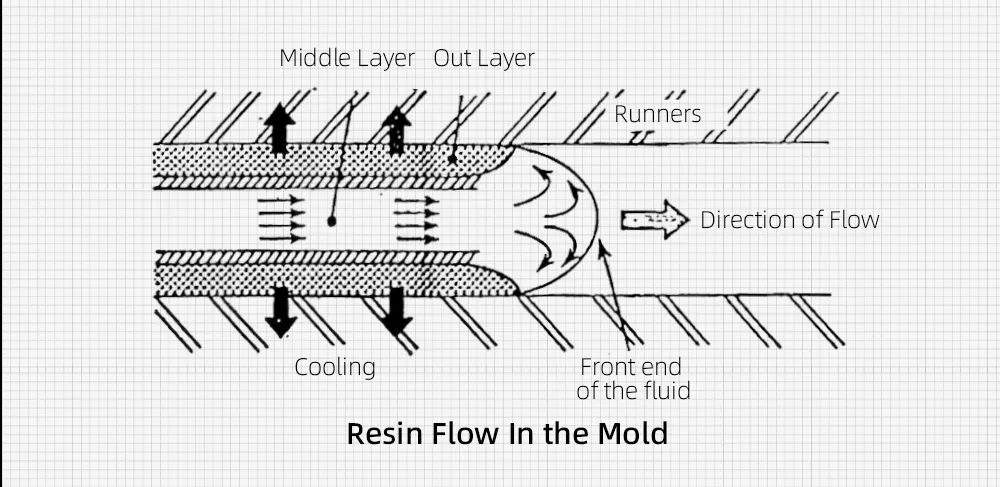
Wie in der Abbildung dargestellt, ist die mittlere Schicht die Fließschicht, während die äußere Schicht die Aushärtungsschicht ist. Die Aushärtungsschicht wird allmählich dicker, wenn das geschmolzene Harz abkühlt und mit der Zeit erstarrt. Durch diese Verdickung der Härtungsschicht verringert sich die für die Fließschicht verfügbare Querschnittsfläche, so dass es schwieriger wird, den Formhohlraum zu füllen.
Um dies wirksam auszugleichen, müssen wir den Injektionsdruck erhöhen, um das geschmolzene Harz in den Formhohlraum zu drücken und den Füllvorgang abzuschließen.
Daher hat die Wandstärke von Spritzgussteilen einen erheblichen Einfluss auf die Fließ- und Füllphasen des Injektionsprozesses. Es ist von entscheidender Bedeutung, dass die Wanddicke nicht zu gering ist, da dies das Fließen und Füllen des geschmolzenen Harzes behindern kann. Daher ist eine angemessene Wanddicke für den Erfolg des Spritzgießens und die ordnungsgemäße Formgebung der Teile unerlässlich.
(2) Die Viskosität der Kunststoffschmelze hat ebenfalls einen erheblichen Einfluss auf die Fließfähigkeit.
Wenn äußere Kräfte, wie z. B. Scherspannungen, auf eine Flüssigkeit einwirken, kommt es zu einer Relativbewegung zwischen den Flüssigkeitsschichten, was zur Entwicklung einer inneren Reibung führt, die als Viskosität bezeichnet wird.
Parameter wie die dynamische Viskosität oder der Viskositätskoeffizient können die Viskosität quantifizieren, indem sie die auf die Flüssigkeit ausgeübte Scherspannung und die daraus resultierende Scherrate berücksichtigen.
Die Schmelzviskosität ist ein entscheidendes Merkmal, das das Fließverhalten von geschmolzenem Kunststoff widerspiegelt. Sie misst den Fließwiderstand, den die Schmelze aufweist. Eine höhere Viskosität entspricht einem höheren Widerstand, der das Fließen erschwert. Die Viskosität der Schmelze hängt nicht nur von der Molekularstruktur des Kunststoffs ab, sondern auch von Faktoren wie Temperatur, Druck, Schergeschwindigkeit und dem Vorhandensein von Zusatzstoffen. Diese Faktoren können die Fließeigenschaften des geschmolzenen Kunststoffs beim Spritzgießen beeinflussen.
In der Praxis wird der Schmelzindex üblicherweise verwendet, um die Fließfähigkeit von Kunststoffen während der Verarbeitung zu charakterisieren. Ein höherer Schmelzindexwert deutet auf eine bessere Fließfähigkeit des Kunststoffs hin, so dass er leichter fließen und den Formhohlraum füllen kann. Umgekehrt deutet ein niedrigerer Schmelzindexwert auf eine geringere Fließfähigkeit hin, wodurch das Fließen erschwert wird.
Auf der Grundlage der Anforderungen an die Formgestaltung können wir die Fließfähigkeit der üblicherweise verwendeten Kunststoffe in drei allgemeine Gruppen einteilen:
Gute Fließfähigkeit: Kunststoffe wie PA (Nylon), PE (Polyethylen), PS (Polystyrol), PP (Polypropylen), CA (Celluloseacetat) und Poly(4)-methylpenten weisen eine gute Fließfähigkeit während des Spritzgießprozesses auf.
Mittlere Fließfähigkeit: Polystyrolharze (wie ABS und AS), PMMA (Polymethylmethacrylat), POM (Polyoxymethylen oder Acetal) und PPO (Polyphenylenoxid) besitzen eine mittlere Fließfähigkeit.
Schlechtes Fließverhalten: Kunststoffe wie PC (Polycarbonat), Hart-PVC (Polyvinylchlorid), PPO (Polyphenylenoxid), PSF (Polysulfon), PASF und Fluorkunststoffe weisen bei der Verarbeitung eine schlechte Fließfähigkeit auf.
Diese Kategorisierungen bieten einen allgemeinen Leitfaden für die Auswahl von Kunststoffen mit geeigneten Fließeigenschaften auf der Grundlage der Komplexität und der Anforderungen der Spritzgussteile.
| Harz | Mindestwanddicke | Empfohlene Wandstärken für kleine Kunststoffprodukte | Empfohlene Wanddicke für mittlere Kunststoffprodukte | Empfohlene Wandstärken für große Kunststoffprodukte |
|---|---|---|---|---|
| PA | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| HIPS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| PPO | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| EC | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| PSF | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
Die Wandstärke von Kunststoffteilen kann je nach den verschiedenen Materialien und der Größe des Produktformfaktors gewählt werden. Der Bereich liegt im Allgemeinen zwischen 0,6 und 6,0 mm, und die übliche Dicke liegt im Allgemeinen zwischen 1,5 und 3,0 mm. Im Folgenden sind die empfohlenen Wandstärken für verschiedene Materialien aufgeführt: (Die Wandstärke der inneren tragenden Teile kann auf der Grundlage der folgenden Tabelle erhöht werden)
3) Berechnung der Wanddicke mit Hilfe des Verhältnisses von Fließweg zu Dicke
Das Fließverhältnis (L/T) von Kunststoff bezieht sich auf das Verhältnis zwischen der Fließweglänge (L) und der Wanddicke (T). Es stellt das Verhältnis zwischen der Fließstrecke und der Wanddicke beim Kunststoffspritzgießen dar.
Ein größeres L/T-Verhältnis bedeutet, dass die Kunststoffschmelze bei einer bestimmten Wandstärke weiter in den Formhohlraum fließt. Umgekehrt ermöglicht ein größeres L/T-Verhältnis bei einem bestimmten gewünschten Fließweg eine geringere Wanddicke. Daher wirkt sich das L/T-Verhältnis von Kunststoff direkt auf die Anzahl und Verteilung der Einspritzpunkte in Kunststoffprodukten und die erreichbare Wandstärke aus.
Die Berechnung des L/T-Verhältnisses wird von verschiedenen Faktoren beeinflusst, darunter Materialtemperatur, Werkzeugtemperatur, Oberflächenbeschaffenheit und andere Bedingungen. Der angegebene Wert ist ein ungefährer Bereich und kann je nach den spezifischen Umständen variieren. Obwohl er als praktischer Referenzwert dient, können genaue Berechnungen aufgrund der Komplexität und Variabilität von Spritzgießprozessen schwierig sein. Es ist ratsam, diese Faktoren zu berücksichtigen und sich von erfahrenen Fachleuten beraten zu lassen, um die Wandstärke in bestimmten Fällen genau zu bestimmen.
| Harz | L/T-Verhältnis |
|---|---|
| LDPE | 270 |
| HDPE | 230 |
| PE | 250 |
| PP | 250 |
| PS | 210 |
| ABS | 190 |
| PC | 90 |
| PA | 170 |
| POM | 150 |
| PMMA | 130 |
| HPVC | 100 |
| SPVC | 100 |
Berechnung Start
Wenn wir zum Beispiel ein Kunststoffteil aus PC-Material mit einer Produktwandstärke von 2 mm, einem Produktfüllabstand von 200 mm, einer Angusslänge von 100 mm und einem Angussdurchmesser von 5 mm haben, können wir das L/T-Verhältnis berechnen.
L/T (gesamt) = L1/T1 (Anguss) + L2/T2 (Auslauf) + L3/T3 (Produkt) = 100/5 + 200/2 = 120.

In diesem Fall beträgt das berechnete L/T-Verhältnis 120, was über dem Referenzwert von 90 für PC-Material liegt. Dies deutet darauf hin, dass das Spritzgießverfahren möglicherweise Schwierigkeiten hat, eine ordnungsgemäße Füllung zu erreichen. Um dieses Problem zu lösen, müssen wir möglicherweise die Einspritzrate und den Druck erhöhen oder den Einsatz spezieller Hochleistungs-Spritzgießmaschinen prüfen.
Zur Verbesserung Formbarkeit, kann man die Produktfüllstrecke durch Änderung der Anschnittposition oder Verwendung mehrerer Anschnitte verringern. Wenn beispielsweise der Füllabstand auf 100 mm reduziert wird, liegt das neue L/T-Verhältnis bei 70 und damit unter dem Referenzwert. Dies würde den Spritzgießprozess vereinfachen.
Alternativ kann sich auch eine Anpassung der Wandstärke des Produkts auf das L/T-Verhältnis auswirken. Wenn wir die Wandstärke auf 3 mm ändern, beträgt das neue L/T-Verhältnis 87 und liegt damit näher am Referenzwert, was bedeutet, dass wir den Spritzgießprozess erfolgreich durchführen können.
Nach dem Prinzip des Scheins
Die Wandstärke beeinflusst das Aussehen der Teile, und zwar wie folgt.
(1) ungleichmäßige Wandstärke: Einfallstellen, Durchbiegung, etc.
(2) Die Wandstärke ist zu groß: Einfallstellen, Hohlräume usw.
(3) Die Wandstärke ist zu gering: Kurzaufnahme, AuswurfmarkenAblenkung, etc.
Viele Konstrukteure von Produktstrukturen entdecken Mängel jedoch erst nach dem Formtest. Zu diesem Zeitpunkt verlassen sie sich in der Regel darauf, dass der Werkzeughersteller die Probleme behebt, indem er die Einspritzparameter während des Formprozesses anpasst. Dieser Ansatz kann zwar relativ schnell und kosteneffizient sein, ist aber nur manchmal garantiert wirksam. Daher ist die Durchführung einer gründlichen DFM-Analyse (Design for Manufacturability) vor der Konstruktionsphase von entscheidender Bedeutung. Ungefähr 70% der Spritzgießfehler treten während der Konstruktions- und Werkzeugentwurfsphase auf. Durch die Durchführung einer gründlichen DFM-Analyse in einem frühen Stadium können wir potenzielle Probleme proaktiv erkennen und angehen, was zu verbesserten Fertigungsergebnissen führt und den Bedarf an Änderungen nach der Testphase minimiert.
Auf der Grundlage von Kostenprinzipien
Von den verschiedenen Phasen des Spritzgießprozesses ist die Kühlzeit in der Regel der längste und kritischste Faktor, der den gesamten Gießzyklus eines Produkts beeinflusst.
Nach dem Einspritzen des geschmolzenen Kunststoffs in den Formhohlraum muss eine angemessene Zeit für die Abkühlung und Verfestigung vorgesehen werden, bevor die Form geöffnet und das Teil ausgeworfen werden kann. Die Abkühlzeit wird von den Materialeigenschaften, der Teilegeometrie, der Wandstärke, der Formkonstruktion und der Effizienz des Kühlsystems beeinflusst.
Eine Erhöhung der Wandstärke des Teils über die notwendigen Anforderungen hinaus kann zu längeren Kühlzeiten führen. Diese verlängerte Kühlzeit kann sich erheblich auf den Formgebungszyklus auswirken, die Produktivität verringern und die Kosten pro Teil erhöhen. Die Hersteller versuchen, die Kühlzeit unter Berücksichtigung der gewünschten Teilequalität, der Zykluszeit und der Produktionseffizienz zu optimieren.
Konstrukteure und Ingenieure müssen die Funktionalität der Teile, die strukturelle Integrität und die Kühlungsanforderungen in Einklang bringen, um die Kühlzeit zu minimieren und gleichzeitig die gewünschte Qualität des Endprodukts zu gewährleisten. Diese Optimierung kann dazu beitragen, die Produktivität und Kosteneffizienz des Spritzgießprozesses zu verbessern.
Zusammenfassung
Die oben genannten Konstruktionsprinzipien für die Wanddicke von Spritzgussteilen werden unter vier Gesichtspunkten näher erläutert: mechanische Eigenschaften, Spritzgießbarkeit, Aussehen und Kosten. Zusammenfassend lässt sich sagen, dass das Ziel darin besteht, die Wanddicke so zu gestalten, dass die geforderten mechanischen Eigenschaften erfüllt werden, die Verarbeitungsleistung durch Minimierung der Dicke zu optimieren, die Gleichmäßigkeit so weit wie möglich zu gewährleisten und sanfte und allmähliche Übergänge einzubauen, wo dies erforderlich ist.











