
Brandwonden komen niet vaak voor defect bij spuitgieten. Daardoor zijn veel mensen uit de matrijzen- en spuitgietindustrie er niet erg vertrouwd mee. Hoewel brandmerken geen verband houden met de structuur van het product, roept FirstMold productontwerpers, structurele ontwerpers en mechanische ontwerpers toch op om er enig inzicht in te krijgen.
Als je geïnteresseerd bent in andere spuitgietdefecten, klik dan gerust op de links in de onderstaande tabel om meer te lezen.
| Defecten bij het spuitgieten begrijpen | ||||
|---|---|---|---|---|
| Flash | Kort schot | Gootsteen | Vervorming | Brandmerk |
| Spelmerk/Zilveren streep | Donkere vlek/Zwarte vlek | Vloeimarkering | Bubbel | Laslijn |
| Kleurverschil/ongelijke kleur | Markering uitwerppin | |||
Wat zijn brandvlekken bij spuitgieten?
Brandvlekken zijn donkere of zwarte vlekken die ontstaan aan het einde van het stromingstraject of in gebieden met ingesloten gas tijdens het spuitgietproces als gevolg van slechte ontluchting van de matrijs of te snel inspuiten, waarbij de lucht in de matrijs geen tijd heeft om te ontsnappen en plotseling onder hoge druk opwarmt (in extreme gevallen kunnen de temperaturen oplopen tot 3000 graden). De oververhitte perslucht verschroeit de smelt.

Hebben brandvlekken invloed op het product?
Brandvlekken op spuitgegoten onderdelen kunnen het uiterlijk en de kwaliteit van het product aantasten. De aangetaste gebieden kunnen verschillende kleuren en texturen vertonen, zoals zwart, geel of ruw worden, wat de esthetische aantrekkingskracht van het product kan verminderen; zoals te zien is in de afbeelding hieronder, is het uiterlijk aanzienlijk aangetast na het ontstaan van brandvlekken;
Brandplekken op spuitgegoten onderdelen kunnen ook de prestaties en betrouwbaarheid van het product beïnvloeden. De aangetaste gebieden kunnen de fysische en chemische eigenschappen van de spuitgegoten onderdelen veranderen, zoals het verminderen van hun sterkte, hittebestendigheid of corrosiebestendigheid, wat de bruikbaarheid van het product kan beïnvloeden;
Brandvlekken op spuitgegoten onderdelen kunnen ook van invloed zijn op de productie-efficiëntie en kostenbeheersing; brandvlekken kunnen ertoe leiden dat spuitgegoten onderdelen moeten worden afgedankt of nabewerkt, waardoor de productiekosten toenemen.
Oorzaken van brandwonden
1. Apparatuurgerelateerde factoren
a) Als gevolg van defecten of schade aan thermokoppels, temperatuurregelsystemen en verwarmingssystemen, waardoor de loop plaatselijk oververhit raakt,
b) Schade aan de schroef, omkeerschakeling en keerring, waardoor materiaal achterblijft.
c) Slechte passing tussen het mondstuk en de hoofdbus van de matrijs, waardoor abnormaal afschuiven optreedt.
d) Openingen tussen de schroef en het vat, losraken van schroefdraadverbindingen in het vat, waardoor smelt achterblijft en ontleding optreedt door langdurige verhitting.
e) Metalen vreemde voorwerpen die vastzitten in de schroefgroeven of aan de voorkant van de loop, waardoor abnormaal materiaal wordt uitgeworpen en materiaal wordt afgebroken.
2. Schimmelgerelateerde factoren
a) Slechte ontluchting van de mal, plastic dat adiabatisch wordt samengedrukt en verbranding door intense reacties met zuurstof onder hoge temperatuur en druk.
b) Bij het ontwerp en de locatie van de poorten moet volledig rekening worden gehouden met de toestand van de smeltstroom en de ontluchtingsprestaties van de matrijs.
c) Onvoldoende ontluchting van de mal of onjuiste plaatsing, evenals te hoge vulsnelheden, zorgen ervoor dat adiabatisch samengeperste lucht in de mal gassen van hoge temperatuur produceert, wat leidt tot ontleding van hars en verkoling.
d) Ontluchtingsgaten in de mal zijn geblokkeerd door lossingsmiddelen en onzuiverheden op het oppervlak van de mal, waardoor de ontluchting slecht is.
3. Factoren met betrekking tot het gietproces
a) Smeltfractuur die leidt tot brandplekken
Smeltfractuur kan optreden wanneer de smelt met hoge snelheden en druk in een grote holte wordt geïnjecteerd, waardoor het oppervlak dwarsbreuken vertoont en blaren ontstaan, vooral wanneer een kleine hoeveelheid smelt in een grote holte wordt geïnjecteerd.
Het fenomeen ontstaat door de elastische vervorming van de polymeermelt. Als de smelt in het vat stroomt, is het gedeelte dicht bij de vatwand, dat te maken heeft met hogere wrijving en lagere stroomsnelheden, onderhevig aan aanzienlijke spanning. Bij het uitwerpen verdwijnt deze spanning, maar de centrale smelt blijft met hoge snelheid stromen en trekt de langzamer bewegende perifere smelt mee. Dit resulteert in een snelle herschikking van de stroomsnelheden en aanzienlijke spanningsschommelingen in de smelt. Als de spanning groter is dan de smelt kan verdragen, treedt smeltbreuk op.
b) Invloed van injectiesnelheid
Als de smelt met een lage snelheid in de holte wordt geïnjecteerd, is de stromingstoestand van de smelt laminair. injectiesnelheid tot een bepaald niveau stijgt, wordt de stroming geleidelijk turbulent. Over het algemeen hebben kunststofonderdelen die onder laminaire stroming worden gevormd een gladder en helderder oppervlak, terwijl onder turbulente omstandigheden niet alleen de kans op blaasjes aan het oppervlak groter is, maar ook de kans op gasvorming binnenin de kunststofonderdelen groter is. Daarom mag de injectiesnelheid niet te hoog zijn en moet de smelt worden geregeld om de matrijs te vullen onder laminaire stromingsomstandigheden.
c) Een te hoge temperatuur van de smelt, waardoor de smelt kan ontleden en verkolen, wat kan leiden tot blaren op het oppervlak van de plastic onderdelen.
d) Materiaaldecompositie veroorzaakt door te lange verblijftijden in het vat tijdens lange cycli.
4. Impact van grondstoffen
a) Hoog gehalte aan vocht en vluchtige stoffen in de grondstoffen.
b) Hoge smeltindex, goede vloeibaarheid van de smelt, waardoor het moeilijk is om gassen uit te drijven.
c) Plastic additieven, kleurstoffen met vluchtige stoffen en vocht, niet bestand tegen hoge temperaturen die ontleding veroorzaken.
Verbeteringsmaatregelen voor brandwonden
1. Brandwonden ontstaan bij lege injecties
a) Controleer of het mondstuk verstopt is.
b) Controleer of er schade is aan de schroef, keerring, loop, enz.
c) Controleer het verwarmingssysteem, de temperatuursensorleidingen, de thermokoppels, de verwarmingsringen en de instellingen van de plastificeertemperatuur op afwijkingen.
d) Controleer of de grondstof kleurpoeder, masterbatch, enz. gemakkelijk afbreekbare stoffen bevat en overweeg andere materialen te gebruiken om het probleem op te lossen.
e) Controleer of de tegendruk te hoog is, de draaisnelheid van de opslag te hoog is of de voorplastificatietijd te lang is, waardoor de grondstof ontleedt en verkoolt.
2. Brandplekken in de mal
a) Voor hot runner mallen, Controleer de warmloper zelf en de temperatuurregeling op afwijkingen.
b) Controleer voor cold runner molds de runner en gate op beschadigingen, enz.
3. Brandplekken op het product
a) Als er brandplekken ontstaan aan de randen van het product, overweeg dan om de ontluchting te vergroten en de injectiesnelheid te verlagen.
b) Als er brandplekken ontstaan in het midden van het product, overweeg dan om het uitlaatinzetstuk te vervangen of een uitlaatuitwerppen toe te voegen en gebruik gesegmenteerde injectie in het proces, waarbij de injectiesnelheid op de plaats van de brandplek wordt verlaagd.
c) Als er brandplekken ontstaan aan het uiteinde van het product, raden we aan de ontluchtingsgroeven van de mal schoon te maken en de klemkracht te verminderen.
Analyse van brandwonden

Product Introductie
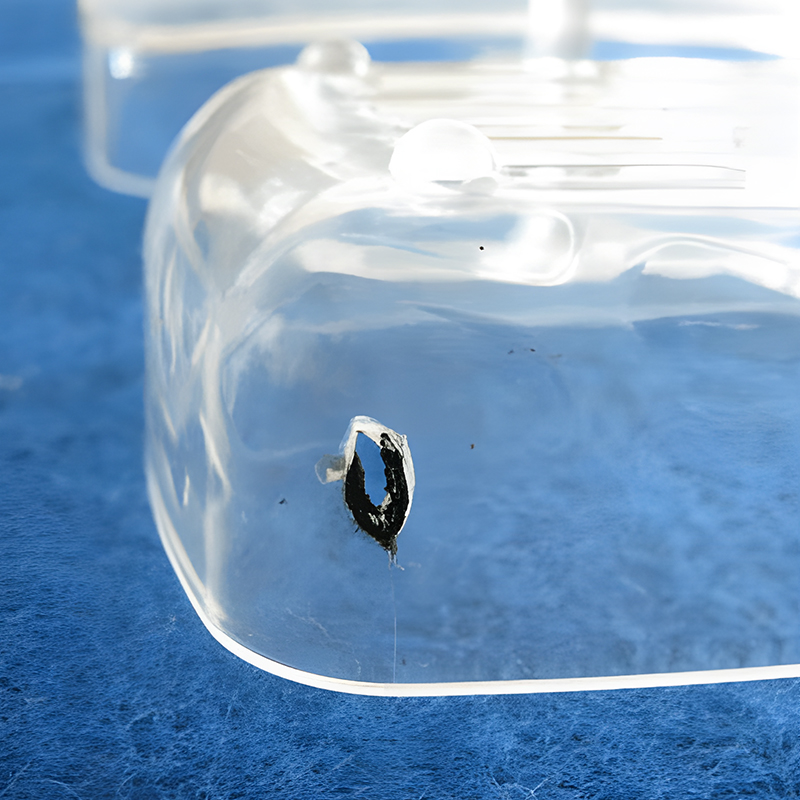
De afbeelding hierboven toont een geval van brandplekken op het product. De rechterafbeelding is een close-up van de linkerafbeelding.
Het materiaal van het product is PBT, een type verbindingsproduct met dikke wanden en een secundair uiterlijk oppervlak. Vanwege de hoge kwaliteitseisen van de klant zijn zichtbare oppervlaktedefecten op het product niet acceptabel.
De vormomstandigheden zijn als volgt.
a. Vormgiettemperatuur: 60~80℃.
b. Materiaaltemperatuur: 240~260℃.
c. Injectiesnelheid in drie fasen: eerste fase 180 mm/s, tweede fase 135 mm/s, derde fase 40 mm/s.
d. Injectietijd: 1,5~3s.
e. Injectiedruk: 1300~1500kgf/cm².
Productkwesties
Op de productafbeelding zijn lichte brandplekken te zien in de rode cirkel, die de klant niet accepteert.
Redenen en strategieën
(1) Analyse van de oorzaak
Tijdens de eerste schimmelproefwerd een analyse van de stromingssjabloon uitgevoerd, waaruit bleek dat de locatie van de brandvlekken op de eindfusielijn van het product voornamelijk te wijten was aan gassen die niet konden ontsnappen uit de gemarkeerde positie in de matrijsholte, waardoor brandvlekken van ingesloten gas ontstonden.
(2) Oplossingsstrategieën
Aangezien het product en de matrijsstructuren al zijn bevestigd door de klant en niet kunnen worden gewijzigd, kan het probleem alleen worden aangepakt door de matrijsventilatie en spuitgietprocessen aan te passen.
Breid de ontluchtingssleuven in het stromingstraject van de mal, het scheidingsvlak van de mal en de uitwerppennen zoveel mogelijk uit en verminder de hoeveelheid eindontluchting om de ernst van brandvlekken te verminderen.
Pas het spuitgietproces aan naar meertrapsinjectie. Gebruik vanwege de dikte van het product lage snelheden of zelfs lagere snelheden tijdens de laatste twee injectiefasen om de ernst van brandplekken te verminderen.
Laatste woorden
Ik ben Lee Young van FirstMold, ik werk elke dag ijverig. Gebaseerd op boeken, handleidingen en praktijkervaring in de werkplaats, heb ik veel werkervaring samengevat voor gemakkelijke referentie en om te leren. Voor degenen die leren over spuitgieten, schimmel, product structureel ontwerp en schimmelontwerp, is het belangrijk om te lezen, te oefenen en meer te proberen en niet bang te zijn om te falen. Ik hoop dat mijn ervaring je kan helpen.











