
Las quemaduras no son defecto en el moldeo por inyección. Como resultado, muchos profesionales de la industria del molde y del moldeo por inyección no están muy familiarizados con ella. Aunque las marcas de quemaduras no están relacionadas con la estructura del producto, FirstMold sigue pidiendo a los diseñadores de productos, diseñadores estructurales y diseñadores mecánicos que adquieran cierta comprensión al respecto.
Si está interesado en otros defectos de moldeo por inyección, no dude en hacer clic en los enlaces de la tabla siguiente para obtener más información.
| Comprender los diferentes defectos del moldeo por inyección | ||||
|---|---|---|---|---|
| Flash | Tiro corto | Marca del fregadero | Deformación | Marca de quemadura |
| Splay Mark/Silver Streak | Mancha oscura/mancha negra | Marca de flujo | Burbuja | Línea de soldadura |
| Diferencia de color/Color desigual | Marca del pasador eyector | |||
¿Qué son las quemaduras en el moldeo por inyección?
Las marcas de quemado se refieren a las marcas oscuras o negras que se forman al final del recorrido del flujo o en las zonas de gas atrapado durante el proceso de moldeo por inyección debido a una mala ventilación del molde o a una inyección demasiado rápida, en la que el aire del interior del molde no tiene tiempo de escapar y se calienta repentinamente a alta presión (en casos extremos, las temperaturas pueden alcanzar los 3000 grados). El aire comprimido sobrecalentado calcina la masa fundida.

¿Afectan las quemaduras al producto?
Las marcas de quemaduras en las piezas moldeadas por inyección pueden afectar al aspecto y la calidad del producto. Las zonas afectadas pueden mostrar diferentes colores y texturas, como volverse negras, amarillas o ásperas, lo que puede reducir el atractivo estético del producto; como se muestra en la imagen siguiente, el aspecto se ve afectado significativamente después de que se produzcan marcas de quemaduras;
Las marcas de quemaduras en las piezas moldeadas por inyección también pueden afectar al rendimiento y la fiabilidad del producto. Las zonas afectadas pueden alterar las propiedades físicas y químicas de las piezas moldeadas por inyección, como reducir su solidez, resistencia al calor o resistencia a la corrosión, lo que puede afectar a la usabilidad del producto;
Las marcas de quemaduras en las piezas moldeadas por inyección también pueden afectar a la eficacia de la producción y al control de costes; los problemas de marcas de quemaduras pueden llevar a desechar o reelaborar las piezas moldeadas por inyección, lo que aumenta los costes de producción.
Causas de las quemaduras
1. Factores relacionados con el equipamiento
a) Por mal funcionamiento o daños en los termopares, sistemas de control de temperatura y sistemas de calefacción, que provoquen un sobrecalentamiento localizado del cañón,
b) Daños en el tornillo, la lanzadera de desvío y el anillo de retención, que provoquen la retención de material.
c) Mal ajuste entre la boquilla y el casquillo del canal principal del molde, provocando un cizallamiento anormal.
d) Huecos entre el tornillo y la barrica, aflojamiento de las conexiones roscadas dentro de la barrica, causando retención de fusión y descomposición por calentamiento prolongado.
e) Objetos metálicos extraños atascados en las ranuras de los tornillos o en la parte delantera del cañón, que provocan una expulsión anormal del material y su descomposición.
2. Factores relacionados con el moho
a) Mala ventilación del molde, el plástico se comprime adiabáticamente y se quema debido a las intensas reacciones con el oxígeno a alta temperatura y presión.
b) Al diseñar el molde, el diseño y la ubicación de la compuerta deben tener en cuenta el estado de flujo de la masa fundida y el rendimiento de la ventilación del molde.
c) Una ventilación insuficiente del molde o un posicionamiento incorrecto, así como velocidades de llenado demasiado rápidas, hacen que el aire comprimido adiabáticamente en el interior del molde produzca gases a alta temperatura, lo que provoca la descomposición y carbonización de la resina.
d) Orificios de ventilación del molde obstruidos por agentes desmoldeantes e impurezas en la superficie del molde, lo que provoca una ventilación deficiente.
3. Factores relacionados con el proceso de moldeo
a) Fractura por fusión que provoca quemaduras
La fractura de la masa fundida puede producirse cuando la masa fundida se inyecta en una cavidad grande a altas velocidades y presiones, provocando que la superficie experimente fracturas transversales y formando ampollas, especialmente cuando se inyecta una pequeña cantidad de masa fundida en una cavidad grande.
El fenómeno se debe a la deformación elástica del polímero fundido. A medida que la masa fundida fluye dentro del barril, la parte cercana a la pared del barril, que se enfrenta a una mayor fricción y a velocidades de flujo más lentas, está sometida a una tensión significativa. En el momento de la expulsión, esta tensión se disipa, pero la masa fundida central sigue fluyendo a gran velocidad, arrastrando a la masa fundida periférica, que se mueve más lentamente. Esto da lugar a un rápido reajuste de las velocidades de flujo y a importantes fluctuaciones de tensión en toda la masa fundida. Si la tensión supera la capacidad de resistencia de la masa fundida, se produce la fractura de ésta.
b) Impacto de la velocidad de inyección
Cuando la masa fundida se inyecta en la cavidad a una velocidad lenta, el estado de flujo de la masa fundida es laminar; cuando el velocidad de inyección aumenta hasta cierto nivel, el estado del flujo se vuelve gradualmente turbulento. Generalmente, las piezas de plástico formadas en condiciones de flujo laminar tienen una superficie más lisa y brillante, mientras que en condiciones turbulentas, no sólo es más probable que se produzcan ampollas en la superficie, sino que también es más probable que se formen bolsas de gas en el interior de las piezas de plástico. Por lo tanto, la velocidad de inyección no debe ser demasiado alta y la masa fundida debe controlarse para llenar el molde en condiciones de flujo laminar.
c) Una temperatura demasiado elevada de la masa fundida, que puede provocar la descomposición y carbonización de la misma, dando lugar a ampollas en la superficie de las piezas de plástico.
d) Descomposición del material causada por tiempos de permanencia excesivamente largos en el barril durante ciclos prolongados.
4. Impacto de las materias primas
a) Alto contenido de humedad y sustancias volátiles en las materias primas.
b) Alto índice de fusión, buena fluidez de la masa fundida, lo que dificulta la expulsión de gases.
c) Aditivos plásticos, colorantes que contengan sustancias volátiles y humedad, no resistentes a altas temperaturas que provoquen su descomposición.
Medidas de mejora para las marcas de quemaduras
1. Las quemaduras se producen durante las inyecciones en vacío
a) Compruebe si la boquilla está obstruida.
b) Compruebe si hay daños en el tornillo, el anillo de retención, el cañón, etc.
c) Compruebe si hay anomalías en el sistema de calentamiento, las líneas de sensores de temperatura, los termopares, los anillos de calentamiento y los ajustes de temperatura de plastificación.
d) Comprobar si el polvo de color de la materia prima, el masterbatch, etc., contienen sustancias fácilmente descomponibles, y considerar la sustitución de materiales diferentes para eliminar el problema.
e) Comprobar si la contrapresión es demasiado alta, la velocidad de giro de almacenamiento es demasiado alta o el tiempo de preplastificación es demasiado largo, provocando la descomposición y carbonización de la materia prima.
2. Marcas de quemaduras en el molde
a) Para moldes de canal caliente, Compruebe si hay anomalías en el canal caliente y en el control de temperatura.
b) En los moldes de canal frío, compruebe que el canal y la compuerta no estén dañados, etc.
3. Marcas de quemaduras en el producto
a) Si se producen quemaduras en los bordes del producto, considere la posibilidad de aumentar la ventilación y reducir la velocidad de inyección.
b) Si se producen marcas de quemaduras en el centro del producto, considere la posibilidad de cambiar el inserto de escape o añadir un pasador eyector de escape, y utilice la inyección segmentada en el proceso, reduciendo la velocidad de inyección en el lugar de la marca de quemadura.
c) Si se producen quemaduras en la cola del producto, recomendamos limpiar las ranuras de ventilación del molde y reducir la fuerza de sujeción.
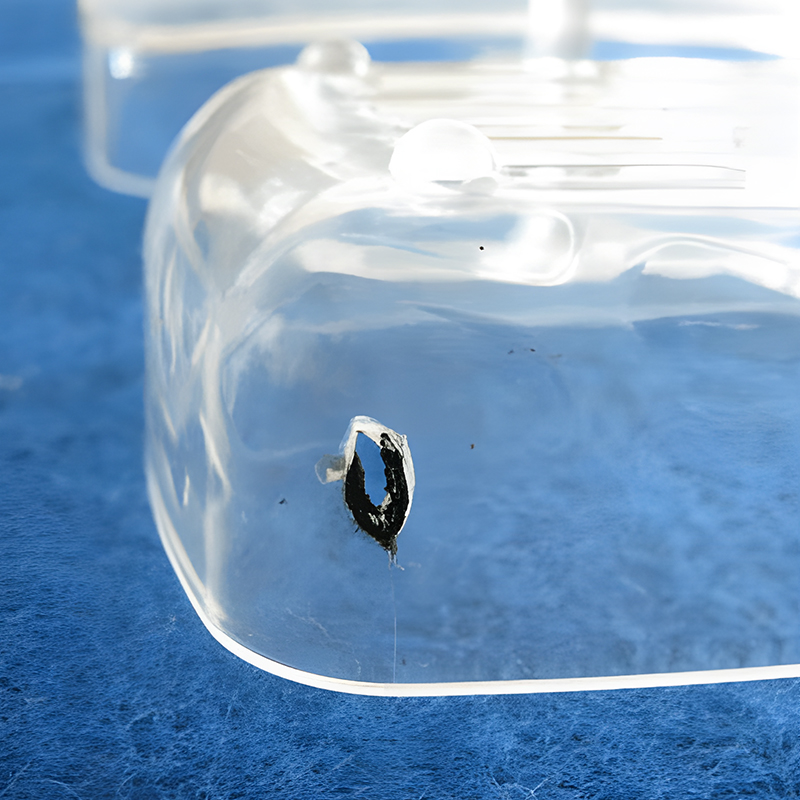
Análisis de casos de quemaduras

Presentación del producto
La imagen superior muestra un caso de marcas de quemaduras del producto. La imagen de la derecha es un primer plano de la imagen de la izquierda.
El material del producto es PBT, un tipo de producto conector con paredes gruesas y una superficie de aspecto secundario. Debido a los requisitos de alta calidad del cliente, no se aceptan defectos superficiales apreciables en el producto.
Las condiciones de moldeo son las siguientes.
a. Temperatura de moldeo del molde: 60~80℃.
b. Temperatura del material: 240~260℃.
c. Velocidad de inyección en tres etapas: primera etapa a 180mm/s, segunda etapa a 135mm/s, tercera etapa a 40mm/s.
d. Tiempo de inyección: 1,5~3s.
e. Presión de inyección: 1300~1500kgf/cm².
Problemas con los productos
La imagen del producto muestra ligeras marcas de quemaduras en el interior del círculo rojo, que el cliente no acepta.
Razones y estrategias
(1) Análisis de causas
Durante la fase inicial prueba de moho, se realizó un análisis de la plantilla de flujo, que reveló que la ubicación de las marcas de quemaduras en la línea de fusión del extremo del producto se debía principalmente a que los gases no podían escapar de la posición marcada en la cavidad del molde, lo que provocaba marcas de quemaduras por gas atrapado.
(2) Estrategias de solución
Dado que el producto y las estructuras del molde ya han sido confirmados por el cliente y no pueden modificarse, el problema sólo puede resolverse ajustando los procesos de ventilación del molde y de moldeo por inyección.
Expanda las ranuras de ventilación en la trayectoria de flujo del molde, la superficie de separación del molde y los pasadores eyectores tanto como sea posible, reduciendo la cantidad de ventilación final para aliviar la gravedad de las marcas de quemaduras.
Ajuste el proceso de moldeo por inyección a inyección multietapa. Debido al grosor del producto, utilice velocidades bajas o incluso inferiores durante las dos últimas etapas de inyección para reducir la gravedad de las marcas de quemaduras.
Palabras finales
Soy Lee Young de FirstMold, y trabajo diligentemente todos los días. Basándome en libros, manuales y experiencia práctica de taller, he resumido muchos conjuntos de experiencia laboral para facilitar la referencia y el aprendizaje. Para aquellos que están aprendiendo sobre moldeo por inyección, moldes, diseño estructural de productos y diseño de moldes, es importante leer, practicar y probar más, y no tener miedo al fracaso. Espero que mi experiencia pueda ayudarle.











