
烧伤痕迹并不常见 注塑缺陷.因此,许多模具和注塑行业的从业人员对其并不十分熟悉。虽然烧痕与产品结构无关,但 FirstMold 仍呼吁产品设计师、结构设计师和机械设计师对其有一定的了解。
如果您对其他注塑缺陷感兴趣,请点击下表中的链接了解更多信息。
什么是注塑成型中的烧痕?
烧痕是指在注塑成型过程中,由于模具通风不良或注塑速度过快,模具内的空气来不及排出,在高压下突然升温(在极端情况下,温度可高达 3000 度),在流道末端或滞留气体区域形成的深色或黑色痕迹。过热的压缩空气会烧焦熔体。

烧痕会影响产品吗?
注塑件上的烧痕会影响产品的外观和质量。受影响的区域可能会呈现出不同的颜色和纹理,如变黑、变黄或变得粗糙,从而降低产品的美观度;如下图所示,出现烧痕后,产品的外观会受到很大影响;
注塑成型部件上的烧痕还可能影响产品的性能和可靠性。受影响的区域可能会改变注塑成型部件的物理和化学特性,如降低其强度、耐热性或耐腐蚀性,从而影响产品的可用性;
注塑件上的烧痕也会影响生产效率和成本控制;烧痕问题可能导致注塑件报废或返工,增加生产成本。
烧伤疤痕的原因
1.与设备有关的因素
a) 热电偶、温度控制系统和加热系统发生故障或损坏,导致料筒局部过热、
b) 螺杆、切换梭和止动环损坏,导致材料滞留。
c) 喷嘴与模具主流道衬套之间的配合不良,导致异常剪切。
d) 螺杆与机筒之间存在间隙,机筒内的螺纹连接松动,导致熔体滞留,并因长时间加热而分解。
e) 金属异物卡在螺纹槽或枪管前端,导致材料异常喷射和材料分解。
2.与霉菌有关的因素
a) 模具通风不良,塑料被绝热压缩,在高温高压下与氧气发生剧烈反应而燃烧。
b) 在设计模具时,浇口设计和位置应充分考虑熔体流动状态和模具通风性能。
c) 模具通风不足或定位不正确,以及填充速度过快,都会导致模具内的绝热压缩空气产生高温气体,从而导致树脂分解和炭化。
d) 脱模剂和模具表面的杂质堵塞了模具通风孔,导致通风不良。
3.成型工艺相关因素
a) 熔体断裂导致烧痕
当熔体以高速和高压注入大空腔时,可能会发生熔体断裂,导致表面出现横向断裂并形成水泡,尤其是当少量熔体注入大空腔时。
这种现象源于聚合物熔体的弹性变形。当熔体在机筒内流动时,靠近机筒壁的部分面临着较高的摩擦力和较慢的流速,会受到很大的应力。喷出时,应力消散,但中心熔体继续高速流动,拉动流速较慢的外围熔体。这将导致流速的快速调整和整个熔体的显著应力波动。如果应力超过熔体的承受能力,就会发生熔体断裂。
b) 注射速度的影响
当熔体以较慢的速度注入空腔时,熔体的流动状态为层流;当熔体以较高的速度注入空腔时,熔体的流动状态为层流。 注射速度 增加到一定程度后,流动状态逐渐变为紊流。一般来说,在层流条件下形成的塑件表面更光滑、更明亮,而在紊流条件下,不仅表面更容易出现水泡,塑件内部也更容易形成气穴。因此,注塑速度不宜过高,应控制熔体在层流条件下填充模具。
c) 熔体温度过高,会导致熔体分解和烧焦,从而在塑料零件表面形成水泡。
d) 在较长的循环过程中,料筒内停留时间过长导致材料分解。
4.原材料的影响
a) 原材料中水分和挥发性物质含量高。
b) 熔体指数高,熔体流动性好,不易排出气体。
c) 含挥发性物质和水分的塑料添加剂、着色剂,不耐高温导致分解。
改善烧伤痕迹的措施
1.空注射时出现烧痕
a) 检查喷嘴是否堵塞。
b) 检查螺钉、止回环、机筒等是否损坏。
c) 检查加热系统、温度传感器线路、热电偶、加热环和塑化温度设置是否异常。
d) 检查原材料色粉、色母粒等是否含有易分解物质,并考虑更换不同材料以消除 问题。
e) 检查背压是否过高、储存转数是否过高或预塑化时间是否过长,导致原料分解和碳化。
2.模具上的烧痕
a) 对于 热流道模具, 检查热流道本身和温度控制器是否异常。.
b) 对于冷流道模具,检查流道和浇口是否有损坏等。
3.产品上有烧伤痕迹
a) 如果产品边缘出现烧痕,应考虑增加通风量并降低喷射速度。
b) 如果烧痕出现在产品中部,可考虑更换排气插件或增加排气顶针,并在工艺中使用分段注塑,降低烧痕位置的注塑速度。
c) 如果产品尾部出现烧痕,建议清洁模具的通风槽并减少锁模力。
烧伤痕迹案例分析

产品介绍
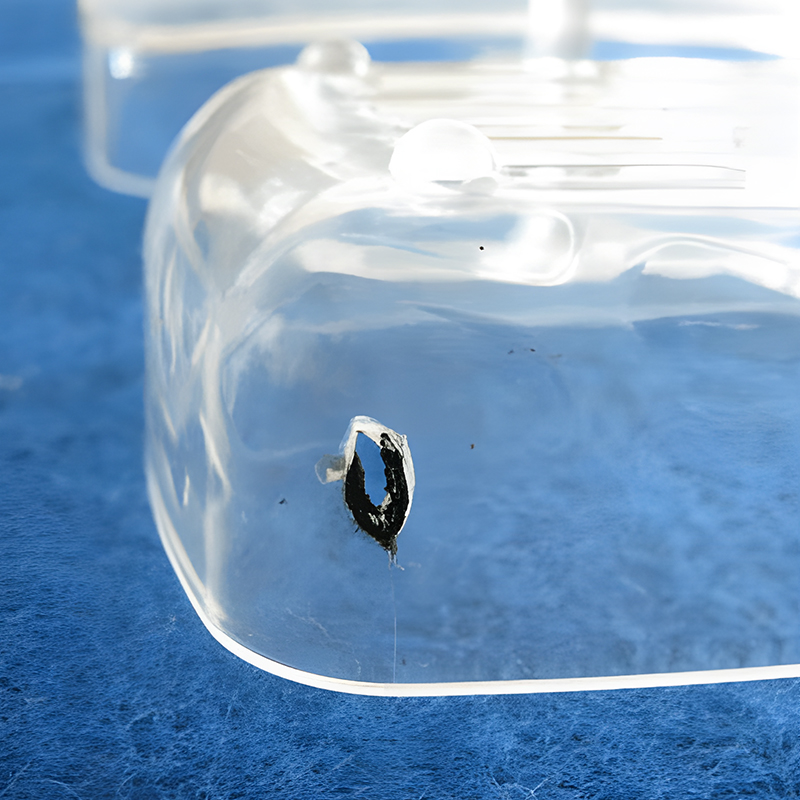
上图是一个产品烧痕案例。右图是左图的特写。
产品材料为 PBT,这是一种壁厚且表面为二次外观的连接器产品。由于客户的高质量要求,产品表面的明显缺陷是不可接受的。
成型条件如下
a.模具成型温度:60~80℃。
b.材料温度:240~260℃。
c.注塑速度分三个阶段:第一阶段 180 毫米/秒,第二阶段 135 毫米/秒,第三阶段 40 毫米/秒。
d.注射时间:1.5~3 秒。
e.喷射压力:1300~1500kgf/cm²。
产品问题
产品图片显示红色圆圈内有轻微烧焦痕迹,客户不接受。
原因与策略
(1) 原因分析
在最初的 霉菌试验对流动模板进行分析后发现,产品端部熔合线的烧痕位置主要是由于气体无法从模具型腔中的标记位置逸出,从而造成了滞留气体烧痕。
(2) 解决策略
由于产品和模具结构已由客户确认,无法更改,因此只能通过调整模具排气和注塑工艺来解决问题。
尽可能扩大模具流道、模具分模面和顶针的通风槽,减少末端通风量,以减轻烧痕的严重程度。
将注塑工艺调整为多阶段注塑。由于产品的厚度,在最后两个注塑阶段应使用低速甚至更低的速度,以减少烧痕的严重程度。
最后的话
我是来自 FirstMold 的 Lee Young,每天兢兢业业地工作。根据书籍、手册和车间实践经验,我总结了多套工作经验,方便大家参考学习。对于学习注塑成型、模具、产品结构设计和模具设计的人来说,多看书、多实践、多尝试,不怕失败是很重要的。希望我的经验能对你有所帮助。











