
火傷の跡は一般的ではない。 射出成形の欠陥.そのため、多くの金型・射出成形業界の実務者はあまり馴染みがない。バーンマークは製品の構造とは関係ありませんが、FirstMoldは製品設計者、構造設計者、機械設計者にある程度の理解を求めています。
その他の射出成形の欠陥にご興味のある方は、下の表のリンクをクリックして詳細をご覧ください。
| 射出成形のさまざまな欠陥を理解する | ||||
|---|---|---|---|---|
| フラッシュ | ショートショット | シンクマーク | 反り/変形 | バーンマーク |
| スプレイマーク/シルバーストリーク | ダークスポット/ブラックスペック | フローマーク | バブル | 溶接ライン |
| 色差・色ムラ | エジェクターピンマーク | |||
射出成形におけるバーンマークとは何ですか?
バーンマークとは、射出成形工程で、金型の通気不良や射出速度が速すぎるために、金型内の空気が逃げる時間がなく、高圧下で突然加熱され(極端な場合、温度は3000度にも達する)、流路の末端や閉じ込められたガス部分に形成される黒ずんだ跡のことである。過熱した圧縮空気は溶融物を焦がす。

焦げ跡は製品に影響しますか?
射出成形部品に焼け跡がつくと、製品の外観や品質に影響を与えることがあります。焦げが発生した部分は、黒くなったり、黄色くなったり、ザラザラになったりと、色や質感が変化し、製品の美観を損ないます;
射出成形部品の焼け跡は、製品の性能や信頼性にも影響を与える可能性があります。焼け跡があると、射出成形部品の強度、耐熱性、耐食性が低下するなど、物理的・化学的性質が変化し、製品の使用性に影響を及ぼす可能性があります;
射出成形部品に焼き跡がつくと、生産効率やコスト管理にも影響する。焼き跡の問題は、射出成形部品の廃棄や再加工につながり、生産コストを増加させる可能性がある。
火傷跡の原因
1.設備関連要因
a) 熱電対、温度制御システム、加熱システムの故障または損傷により、バレルの局所的な過熱が発生した場合、
b) スクリュー、ディバーターシャトル、チェックリングの損傷。
c)ノズルと金型のメインランナーブッシュの嵌合不良による異常剪断。
d) スクリューとバレルの間に隙間ができ、バレル内のねじ接続が緩み、長時間の加熱による溶融物の滞留や分解を引き起こす。
e) ネジ溝やバレル前部に金属異物が詰まり、異常な材料排出や材料分解を引き起こす。
2.カビ関連要因
a) 金型の通気不良、プラスチックの断熱圧縮、高温高圧下での酸素との激しい反応による燃焼。
b) ゲートの設計と位置は、鋳型を設計する際に、溶融物の流動状態と鋳型の通気性能を十分に考慮すべきである。
c) 金型のベントが不十分であったり、位置が不適切であったり、充填速度が速すぎたりすると、金型内で断熱的に圧縮された空気が高温のガスを発生させ、樹脂の分解や炭化を引き起こす。
d) 離型剤や金型表面の不純物によって金型ベントホールがふさがれ、ベント不良を起こす。
3.成形プロセス関連要因
a) 焼け跡につながる溶融破壊
溶融破壊は、溶融物が大きなキャビティに高速・高圧で注入されると発生することがあり、特に少量の溶融物が大きなキャビティに注入されると、表面に横方向の破壊が発生し、ブリスターが形成される。
この現象は、ポリマーメルトの弾性変形から生じる。溶融物がバレル内を流れる際、摩擦が大きく流速の遅いバレル壁面近くの部分は大きな応力を受ける。排出時にはこの応力は消滅するが、中心部の溶融物は高速で流動し続け、より低速で流動する周辺部の溶融物に引っ張られる。この結果、流速が急速に再調整され、融液全体に大きな応力変動が生じる。応力がメルトの耐力を超えると、メルトの破壊が起こる。
b) 射出速度の影響
溶融物が低速でキャビティに注入される場合、溶融物の流動状態は層流である。 射出速度 があるレベルまで増加すると、流動状態は徐々に乱流になる。一般に、層流条件下で成形されたプラスチック部品は、表面が滑らかで明るいのに対し、乱流条件下では、表面にブリスターが発生しやすいだけでなく、プラスチック部品の内部にガスポケットが形成されやすくなる。したがって、射出速度は速くしすぎず、層流条件で金型に溶融物が充填されるように制御する必要がある。
c) 溶融物の温度が高すぎると、溶融物が分解して炭化し、プラスチック部品の表面にブリスターが発生することがある。
d) 長時間のサイクル中にバレル内での滞在時間が過度に長くなることによる材料の分解。
4.原材料の影響
a) 原料中の水分や揮発性物質の含有量が多い。
b) メルトインデックスが高く、メルトの流動性が良いため、ガスが排出されにくい。
c) プラスチック添加剤、揮発性物質を含む着色剤、湿気、分解を引き起こす高温に耐性のないもの。
火傷跡の改善策
1.空注入時に火傷の跡が残る
a) ノズルが詰まっていないか確認する。
b) スクリュー、チェックリング、バレルなどに損傷がないか確認する。
c) 加熱システム、温度センサーライン、熱電対、加熱リング、可塑化温度設定に異常がないかチェックする。
d) 原料のカラーパウダー、マスターバッチなどに分解しやすい物質が含まれていないかチェックし、問題を解消するために別の材料に置き換えることを検討する。
e) 背圧が高すぎたり、貯蔵回転数が高すぎたり、予備可塑化時間が長すぎたりして、原料の分解や炭化を引き起こしていないかチェックする。
2.金型の焼け跡
a) ホットランナー金型, ホットランナーに異常がないか、ホットランナー本体と温度制御に異常がないか点検してください。.
b) コールドランナー金型の場合、ランナーとゲートに損傷等がないか確認する。
3.製品の焦げ跡
a) 製品の端に焼け跡が発生した場合は、ベントを増やし、射出速度を下げることを検討する。
b)製品の中央部に焼け跡が発生する場合は、排気インサートを変更するか、排気エジェクターピンを追加することを検討し、工程で分割射出を使用し、焼け跡の位置で射出速度を低下させる。
c) 製品のテールエンドに焼き跡が発生する場合は、金型のベント溝を清掃し、クランプ力を弱めることをお勧めします。
火傷痕のケース分析

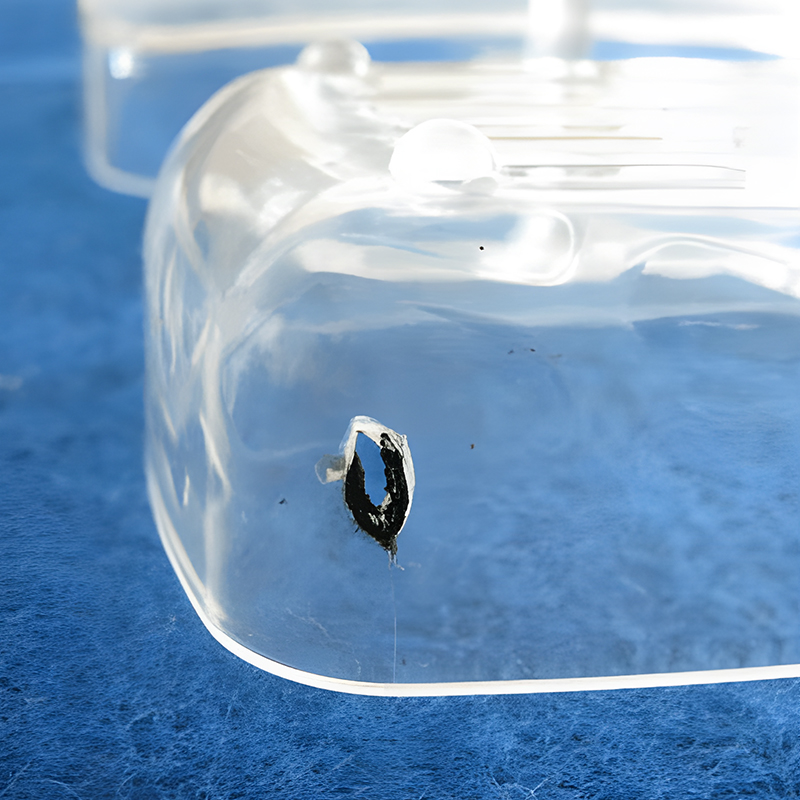
製品紹介
上の画像は、製品の焼け跡のケース。右の画像は左の画像のアップ。
製品の材質はPBTで、肉厚で表面が二次外観のコネクター製品の一種です。顧客からの高品質要求のため、製品の目立つ表面欠陥は許容されません。
成形条件は以下の通り。
a.金型成形温度:60~80℃。
b.材料温度:240~260
c.射出速度は3段階:第1段階180mm/秒、第2段階135mm/秒、第3段階40mm/秒。
d.注入時間:1.5~3s。
e.射出圧力:1300~1500kgf/cm²。
製品の問題
商品画像には、赤丸の内側にわずかな焦げ跡があるが、お客様はこれを認めない。
理由と戦略
(1) 原因分析
最初のうちは モールドトライアルフローテンプレートの分析を行った結果、製品端の融着線に焼け跡が発生したのは、主に金型キャビティ内のマーク位置からガスが抜けず、ガスが閉じ込められたために焼け跡が発生したことが判明した。
(2) ソリューション戦略
製品や金型の構造はすでに顧客によって確認されており、変更することはできないため、金型のベントや射出成形の工程を調整することでしか対処できない。
金型流路、金型パーティング面、エジェクターピンのベントスロットを可能な限り拡大し、端部のベント量を減らして焼け跡のひどさを緩和する。
射出成形工程を多段射出に調整する。製品の厚みがあるので、射出の最後の2段階では低速、あるいはさらに低速で射出し、焼け跡のひどさを軽減する。
最後の言葉
毎日熱心に仕事をしているFirstMoldのイ・ヨンです。本やマニュアル、工房での実務経験をもとに、多くの実務経験をまとめましたので、参考にしてください。射出成形、金型、製品構造設計、金型設計を勉強する人にとって、失敗を恐れず、本を読み、練習し、もっと挑戦することが大切です。私の経験が皆様のお役に立てれば幸いです。











