

以前、我々は以下のトピックを取り上げた。 スプルー そして ランナー 本日の焦点は、プラスチック溶融液が 金型キャビティ.ゲートは給餌システム全体の中でも、より困難で複雑な構造のひとつである。
ゲートの理解を深めるために、以前の記事で扱った知識を復習しておこう。
供給システムとは、射出成形機のノズルから金型キャビティに溶融プラスチックが通過する経路を指す。スプルー、ランナー、サブランナー、ゲートが溶融プラスチックが通過する一連の構造である。ゲートは、液体プラスチックが金型キャビティに入る前の最終チェックポイントであることがわかる。

空洞と給餌システムをつなぐ役割を果たすため、ゲートの位置の選択は非常に重要である。そのため、ゲートの位置の選択は非常に重要である。 金型設計 は、ゲートの位置の選択に直接関係している。.
射出成形ゲートの種類
ゲートは一般に、制限ゲートと非制限ゲートの2種類に分類される。制限ゲートとは、一般的にスプルーゲートを指し、溶融材料の流れを制限する狭い開口部を持つ。一方、非制限型ゲートは、より幅広い種類のゲートを含み、設計オプションも豊富です。

ダイレクトゲート/スプルーゲート
ダイレクトゲートはスプルーゲートとも呼ばれ、通常、単一キャビティ金型のプラスチック部品の中心に配置され、プラスチック溶融物がキャビティに直接流れ込むようにする。
| タイプ | ダイレクトゲート/スプルーゲート |
| メリット | - 供給速度が速く、成形効果が高い。 - 断面積が大きいため、圧力損失と熱損失が小さい。 - シンプルな金型構造で製造コストが低い。 |
| デメリット | - ゲートの取り外しが困難で、ゲートの跡が目立ち、製品の美観に影響を与える。 - 熱が集中し、内部ストレスが高まる。 シンクマーク 欠陥がある。 - 平らで薄肉のプラスチック部品、特に結晶性プラスチックではたわみやすい。 |
| 申し込み | - 大型で肉厚のプラスチック部品(ポット、テレビのハウジングなど)に適している。 - PC、PSFなどの高粘度で流動性の悪いプラスチックの成形に最適。 |

エッジゲート
エッジ・ゲートは、サイド・ゲートやレクタンギュラー・ゲートとも呼ばれ、射出成形でよく使用される。通常、長方形に成形するための加工が施されるため、この名前が付けられました。ゲートは通常、パーティング面に位置し、キャビティの外側から供給されます。サイズが小さいため、断面形状が圧力や熱損失に与える影響は最小限です。長方形のゲートの長さは通常0.5mmから3mm、幅は1.5mmから5mm、ゲートの深さは0.5mmから2mmです。
| ゲートタイプ | エッジゲート |
| メリット | 1.断面形状がシンプルで加工が容易。 2.柔軟なゲート位置の選択。 3.最小限の痕跡で簡単にゲートを取り外すことができます。 4.金型の充填条件を変更する能力。 5.マルチキャビティ金型に適しており、生産性が高い。 |
| デメリット | 1.シェル型部品の排気が困難。 2.フィードトレースが許されない部分には適さない。 3.射出時の圧力損失が大きい。 |
| アプリケーション | 1.特に2プレート・マルチキャビティ金型に広く使用されている。 2.中小のプラスチック部品に適しています。 |

オーバーラップ・ゲート
オーバーラップ・ゲートは、長方形ゲートに似ているが、パーティング面に直接加工される。長方形ゲートのバリエーションである。しかし、オーバーラップ・ゲートはヒケが発生しやすく、除去が難しい場合がある。オーバーラップ・ゲートが残すゲート跡は、他のタイプのゲートと比較して目立つことが多い。
ファンゲート
ファンゲートは、扇形に似た徐々に拡大するゲートである。サイドゲートのバリエーションから派生したもので、ゲートは供給方向に広がり、薄くなり、溶融物は段差のあるゲートを通ってキャビティに入る。ゲートの深さは製品の厚さに依存し、通常0.25mmから1.5mmである。ゲート幅は一般的にゲートにおけるキャビティ幅の1/4であり、最小幅は8mmである。
| ファンゲートの利点 | ファンゲートのデメリット | ファンゲートの用途 |
| - 横方向への均一な溶融分布 | - 難しいゲートの取り外し | - 長くて平らで薄い製品 |
| - フローパターンとオリエンテーション効果の低減 | - 製品側面にある剪断痕 | - カバープレート、定規、トレイ、皿など |
| - 空気排除の改善 | - 流動性の悪いプラスチック(PC、PSFなど) |

ダイヤフラムゲート
ダイヤフラムゲートは、大きなボアを持つ円筒形部品や大きな矩形ボアを持つ部品によく使用されます。材料は穴の周囲からキャビティに注入されるため、コアに均等に力が分散され、ウェルドラインを避け、スムーズな排気が可能になります。しかし、ダイアフラムゲートは、部品の内縁に目立つゲート痕を残す。
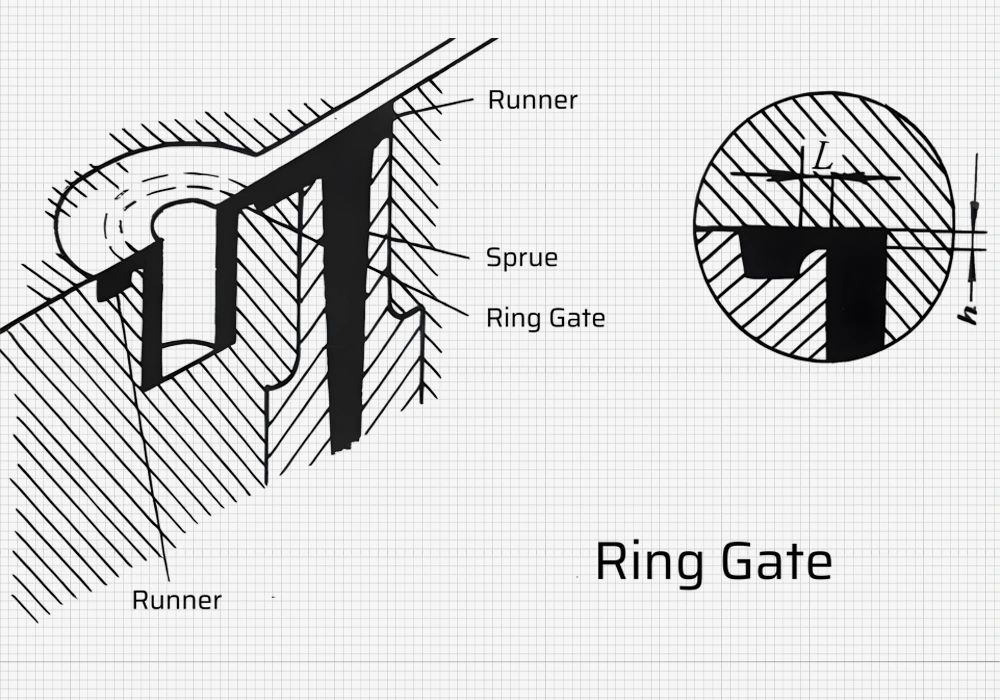
リングゲート
リングゲートは長方形ゲートのバリエーションで、キャビティの周囲に設置され、円盤状のゲートに似ている。ダイアフラムゲートと似ていますが、キャビティの外側に配置されます。リングゲートのサイズの選択は、ダイアフラムゲートのサイズの選択と同様に扱うことができる。
| メリット | デメリット | 申し込み |
| - 円周に沿って均一な溶融分布 | - 難しいゲートの取り外し | - 小型マルチキャビティ金型<br>- 成形サイクルが長く、肉厚が薄い円筒形プラスチック部品 |
| - スムーズな排気 | - サイドのゲート跡がより目立つ | |
| - リップルフリー・フュージョン・フロー | - 美観のために必要なゲートの残留物除去 | |
| - 内部応力と変形の低減 |
フィルムゲート
フィルムゲートはサイドゲートの変形である。平行ランナーと呼ばれる、キャビティの側面に平行に並んだランナーを利用します。平行ランナーの長さは、成形品の幅と同じか、それを超えることがあります。溶融物はパラレル・ランナー内で均一に分散され、制御された均一な速度でキャビティに入ります。薄い平らなスリット形状がフィルムゲートの特徴で、通常0.25mmから0.65mm厚です。ゲートスリットの幅は通常、ゲート部のキャビティ幅の0.25~1倍で、スリットの長さは約0.6~0.8mmです。
| メリット | デメリット | 申し込み |
| - 均一でスムーズなメルトフロー - 内部ストレスの軽減 - 効果的なガス除去 | - 難しいゲートの取り外し - せん断痕の有無 | - 薄板プラスチック部品 - 広い成形エリア - PEおよび類似プラスチックの変形制御 |

ピン・ポイント・ゲート/ピン・ゲート
ピン・ポイント・ゲート(ピン・ゲート)は、断面形状が円形でサイズが小さく、広く使用されているタイプのゲートです。ピンゲートの大きさは、適切な型開きを確保し、成形品に応力がかからないようにするために非常に重要です。ゲートの直径は通常0.6~2.8mm、長さは0.7~1.5mmです。
| メリット | デメリット | 申し込み |
| ロケーションの柔軟性 | 圧力損失が高く、より高い噴射圧が必要 | 低粘度プラスチックおよびせん断速度に敏感なプラスチックの射出成形 |
| 流量と摩擦の改善 | 複雑な金型構造で、多くの場合、3プレート・タイプの金型を必要とする(2プレート・タイプの金型は、以下の場合に使用可能)。 ホットランナー金型) | マルチキャビティ・センターフィード金型に最適 |
| 自動ゲート取り外し | ゲートでの高流量は、分子の配向性を高め、潜在的なクラックを引き起こす可能性がある。 | |
| ゲートでの残留応力の低減 | 大型部品や変形しやすいプラスチック部品では、反り変形を起こしやすい。 | |
| ゲートでの固化のスピードアップ |

海底ゲート
トンネルゲートとしても知られるサブマリンゲートは、ピンゲートの利点を維持しながら、ピンゲート金型の複雑さに対処するピンゲートデザインの進歩です。サブマリンゲートは、金型の移動側にも固定側にも配置でき、柔軟な配置が可能です。サブマリンゲートは、成形品の内面や側面、バー、コラム、パーティング面に目立たないように配置することができます。また、金型のエジェクターロッドを使って設置することもできます。一般的に、サブマリンゲートは円錐形で、キャビティに対して20°から40°の角度を取ります。
ピンゲートの寸法に基づいてゲートサイズを選択できます。
| メリット | デメリット | 申し込み |
| - ゲートを隠すことで、製品の外観を保ちます。 | - ゲートの水没と斜め方向のため加工が難しい。 | - 片面送りのプラスチック部品に適しています。 |
| - ゲートの自動取り外しにより、生産の自動化が可能になる。 | - 圧力損失が大きく結露しやすいため、薄肉製品には適さない。 | - 2プレート金型によく使用される。 |
| - 製品表面にスプレーの跡やエアラインはありません。 | - PAのような強度のあるプラスチックでは、ゲートを切り落とすのは難しい。 | |
| - PSのような脆いプラスチックは、破損してゲートを塞ぐ可能性がある。 |

タブ・ゲート
サイドゲートの発展形であるタブゲートは、典型的なインパクトゲートとして機能する。ゲートは正方形か長方形が多いが、長方形か半円形が好ましく、ランナーは円形が好ましい。
| メリット | デメリット |
| 1.キャビティへのスムーズで均一なメルトフロー | 1.ゲートの取り外しが困難で、かなりの痕跡が残る |
| 2.温度上昇による溶融物の流動性の向上 | 2.長く複雑な流路 |
| 3.ゲートの残留応力は成形品品質に影響しない。 | |
| 4.プラスチックの内部応力の低減 |
ゲートタイプと樹脂のマッチング
| タイプ | PVC | PE | PP | PC | 追記 | PA | POM | AS | ABS | PMMA | 高速フーリエ変換 |
| ダイレクトゲート | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| ピンゲート | √ | √ | √ | √ | √ | √ | √ | √ | |||
| 海底ゲート | √ | √ | √ | √ | |||||||
| サイドゲート | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |
| オーバーラップ ゲート | √ | √ | √ | √ | |||||||
| ファンゲート | √ | √ | √ | ||||||||
| 映画 ゲート | √ | √ | √ | ||||||||
| ダイヤフラム ゲート | √ | √ | √ | √ | √ | ||||||
| リングゲート | √ | √ |
射出成形用金型ゲート設置場所選びのヒント
金型ゲート位置の要件
ゲートの位置を選ぶときは、最終製品に見えるゲート跡や溶接線を最小限にすることを目指すべきである。
ゲートの位置は、適切な充填、包装、部品性能の確保など、製品の機能要件を考慮すべきである。
ゲートの位置は、金型の複雑さや実現可能性を考慮するなど、金型の設計や製造のしやすさを考慮に入れるべきである。
ゲートの位置を選ぶ際には、成形工程で製品がたわんだり歪んだりする可能性が最小限になるように選ぶべきである。
ゲートの位置は、成形完了後にゲートを簡単に取り外せるようにする。
ゲートの位置は、溶融フロー、圧力、冷却などの成形プロセスパラメーターを容易に制御できるようにし、一貫した高品質の部品生産を保証する必要がある。
射出成形金型 ゲート位置の選択
キャビティの隅々まで同時に充填されるように、ゲートを配置する。
プラスチック流量は、射出工程の全段階を通じて均一で安定した状態を保つ必要がある。
ゲートは製品の肉厚の厚い部分に設置し、溶融プラスチックが厚い部分から薄い部分に流れるようにして、金型への完全な充填を容易にする。
ゲートの位置は、圧力損失を減らすために、プラスチック充填工程の長さを最小限にする必要がある。
ゲートは、ガス抜きしやすいキャビティの一部に設置する。
特に狭いゲートでは、旋回流やスピンマークを避けるため、ゲートは溶融物を直接キャビティに導くべきでない。
溶接痕、気泡、窪み、不十分な注入、材料の噴霧などの潜在的な問題を考慮する。
ゲート位置は、製品表面に溶接線が見えないように選 択する。溶接線を避けることができない場合は、その影 響が最小限になるようにゲートの位置を選択する。
円形または円筒形部品の場合、ウェルド・ラインの発生を防ぐため、溶融注湯点に冷間材料ウェルを追加する必要がある。
ゲートの設計は、溶融破壊を防ぐものでなければならない。
射出力を均等にするため、製品の投影面積が大きい場合は、ゲートを片側に配置しない。
製品の外観を損なわないようにゲートを配置する。
曲げや衝撃の負荷がかかる部分にはゲートを設置しないでください。
コアが細長い射出成形用金型では、材料の流動による変形を防ぐため、ゲートはコアから離れた位置に設置する。
たわみ、変形、材料不足を防ぐため、大型または平坦なプラスチック部品に複合ゲートを使用できます。
ゲートの設計は、できれば自動的な手段によって、水の排出操作を容易にするものでなければならない。
射出成形ゲートの欠陥と解決策
射出成形ゲートの欠陥 は、ゲート設計、材料特性、工程条件、金型構成など、さまざまな要因によって発生する可能性がある。
| 欠陥 | 原因 | ソリューション |
| 門の痕跡 | ゲートのサイズが大きい、またはゲートの形状が不適切 | - ゲートサイズを小さくするか、ゲート形状を変更する。 |
| 不適切なゲートの位置 | - ゲートの位置を最適化し、マークの視認性を下げる | |
| ゲートの充填不足 | - 射出圧力、射出速度、射出温度を調整する | |
| ゲートの赤みや変色 | 熱劣化または溶融温度不足 | - 溶融温度を上げる |
| 不十分な熱伝達 | - 金型温度の調整 | |
| 材料の選択と添加剤 | - 熱安定性を向上させた材料や添加剤を使用する。 | |
| ゲートシアーまたはフローライン | 不適切なゲート設計 | - スムーズな流れを促進するためにゲート設計を最適化する。 |
| 射出速度不足 | - 射出速度を上げる | |
| 不適切な金型温度 | - 金型温度の調整 | |
| ゲートの凍結または閉塞 | ゲートのサイズが小さいか、ゲートの設計が不適切 | - ゲートサイズを大きくするか、設計を変更する |
| 不適切なプロセスパラメータ | - 射出圧力と射出温度の最適化 | |
| 材料の選択と添加剤 | - より優れた流動特性を持つ材料や添加剤を使用する。 | |
| ゲートバリ | 不適切なゲートのサイズまたは形状 | - 適切なサイズと形状のゲートを使用する |
| 不十分な冷却システムと排出システム | - 冷却システムと排出システムの最適化 | |
| カビのメンテナンスとクリーニング | - 適切な金型のメンテナンスとクリーニングの実施 |
まとめ
ゲートの種類を理解したところで、射出成形工場の金型設計者を悩ませるのがゲートの配置です。クライアントの製品構造や材質はそれぞれ異なるため、ゲート配置に決まった正解はありません。ゲート配置の選定には、金型設計者のある程度の実務経験が必要です。
通常、射出成形工場の顧客は製品のゲートマークに対して特別な要求があり、製品や部品の外観に直接影響する。FirstMoldの同業者、またはこの業界で活躍することを目指すなら、ゲート配置の選択をマスターすることは不可欠です。ご不明な点がございましたら、お気軽に下記までご連絡ください。 [email protected]喜んでお答えします。











