

Ich habe bereits das Gießsystem und die Anordnung der Kavitäten von Spritzgießwerkzeugen besprochen. Der Anguss ist eine der drei wichtigsten Strukturen des Werkzeugs, Läuferund Tor. Ich werde in drei separaten Artikeln auf jeden einzelnen eingehen. Das Wissen über Angüsse ist relativ begrenzt; dieser Artikel wird die Konstruktionsprinzipien von Angüssen hervorheben.
Das Verständnis des Angusses ist besonders wichtig für Formenbauer und Fachleuten für Formgebung und Spritzguss. Produktdesigner benötigen nur ein grundlegendes Verständnis.
Was ist ein Anguss?
Zum besseren Verständnis dieses Konzepts sei noch einmal das Gießsystem von Formen genannt: Es ist der Fließkanal, durch den der von der Düse der Spritzgießmaschine eingespritzte Kunststoff in die Kavität gelangt. Er besteht aus dem Anguss, den Angüssen, den Anschnitten und den kalten Vertiefungen. Seine Hauptaufgabe besteht darin, eine gleichmäßige und geordnete Füllung der Kavität mit geschmolzenem Kunststoff zu gewährleisten und den Einspritzdruck während der Füllung und Erstarrung effektiv zu übertragen, um gut strukturierte Kunststoffteile zu erhalten.

Der Anguss markiert den ersten Teil des Eintritts des Kunststoffs in das gesamte Gießsystem. Er erstreckt sich von der Kontaktstelle mit der Düse der Form bis zu den Angüssen. In diesen Abschnitt fließt der geschmolzene Kunststoff nach dem Eintritt in die Form zuerst.
Konstruktionsprinzipien des Angusses
Verschiedene Ausführungen von Angüssen
Angüsse gibt es in verschiedenen Ausführungen, darunter vertikale, einfach gekippte und doppelt gekippte Typen.
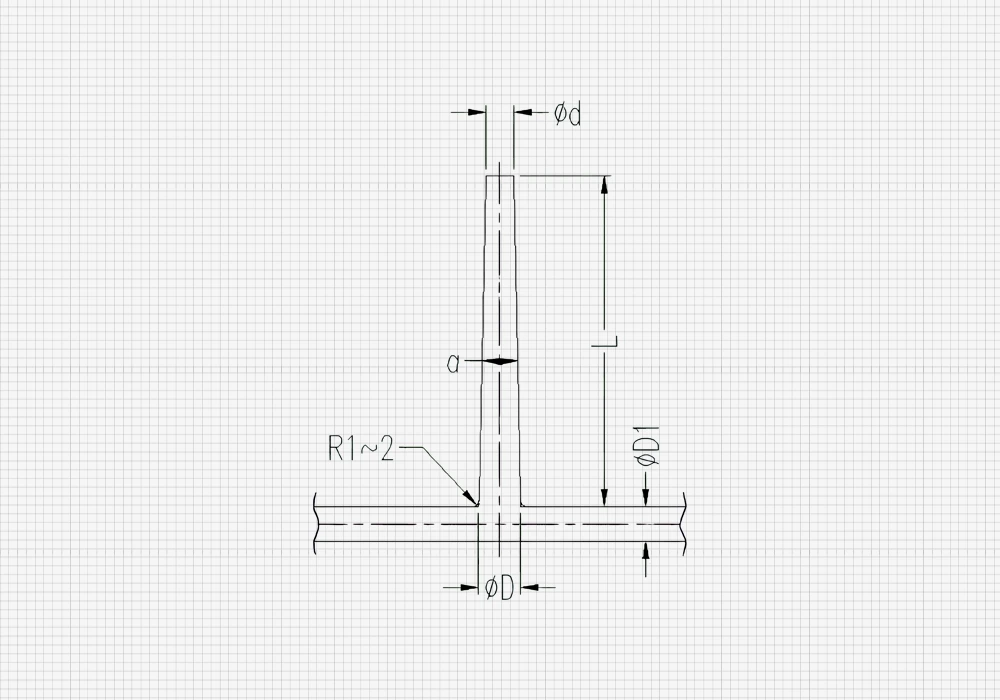
Gestaltung der vertikalen Angüsse:
- Der Durchmesser am kleineren Ende (d) ist die Größe, in der Regel 0,25 mm größer als der Durchmesser der Düse.
- Die Länge (L) hängt von der Struktur der Form ab und beträgt normalerweise nicht mehr als 150 mm.
- Der Kegelwinkel (a) liegt in der Regel zwischen 2° und 4°.
- D > D1 + (1~2mm)
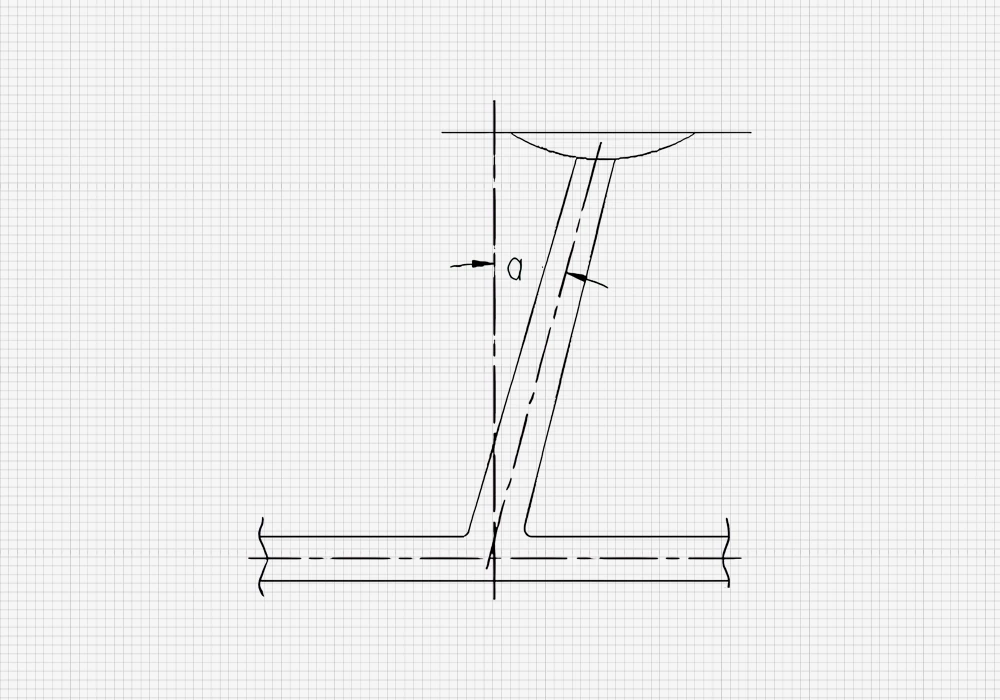
Entwurf von einseitig kippbaren Angüssen:
- Der Neigungswinkel (a) hängt von den Kunststoffeigenschaften ab; bei einigen Kunststoffen kann er bis zu 30° betragen.
- Bei anderen beträgt er in der Regel bis zu 20°, wobei er in der Regel innerhalb von 10°~20° auf der Grundlage von Konstruktionserfahrungen gesteuert wird.
- Andere Konstruktionsparameter sind ähnlich wie bei vertikalen Angüssen.
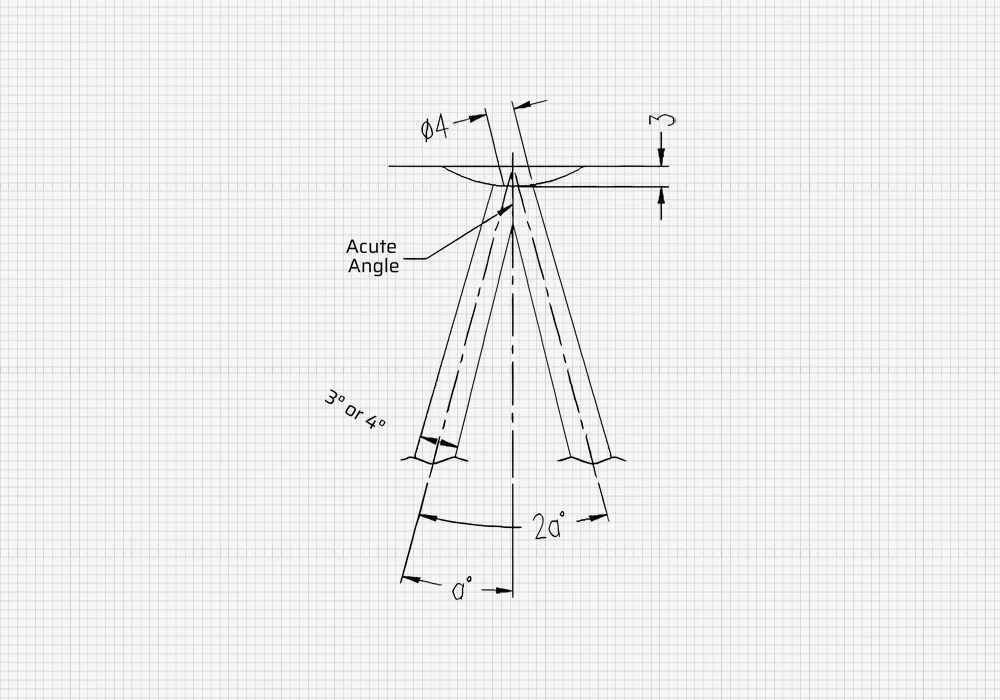
Konstruktion von Doppelkipp-Angüssen:
- Es zeichnet sich durch einen großen Fließraum für Kunststoff aus, füllt schnell große Kavitäten und vereinfacht die Werkzeugstruktur.
- Scharfe Kanten an der Verbindungsstelle der beiden Angüsse erleichtern das Öffnen der Form.
- Die übrigen Konstruktionsparameter sind die gleichen wie bei einfach gekippten Angüssen.
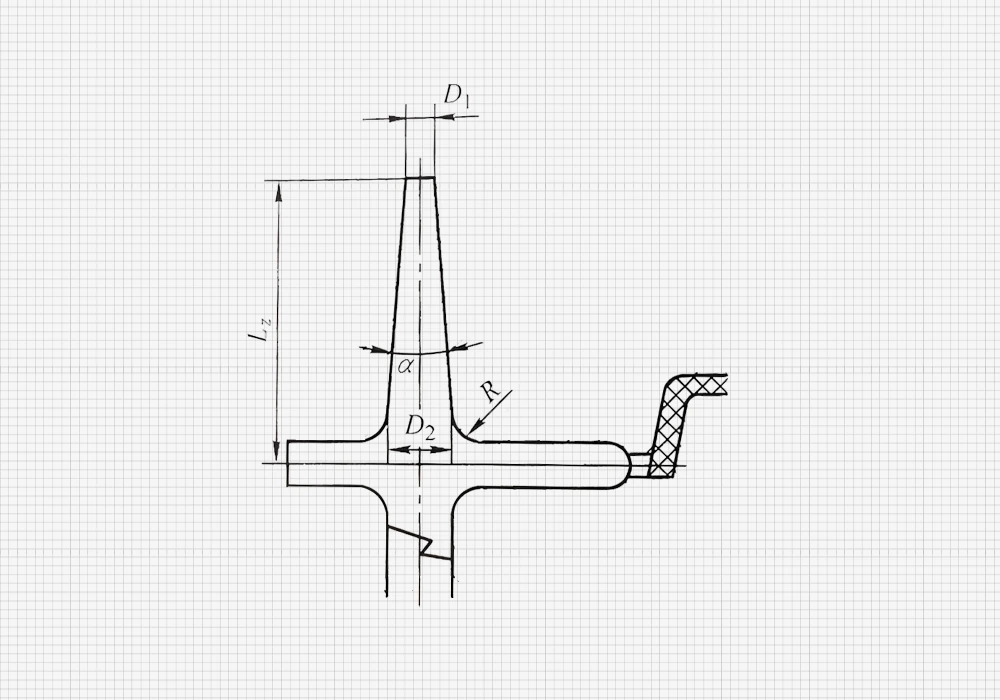
Form des Angusses
Um das Herausziehen des erstarrten Materials aus dem Anguss zu erleichtern, wird dieser in der Regel konisch mit einem Kegelwinkel α von 2° bis 4° gestaltet. Bei Kunststoffen mit schlechter Fließfähigkeit kann α 6° bis 10° betragen, wobei die Rauheit der Innenwand im Allgemeinen bei Ra 0,8 μm liegt. Der Einlaufdurchmesser liegt in der Regel zwischen 4 und 8 mm. Wenn die Schmelze gut fließt und das Produkt klein ist, bevorzugen wir einen kleineren Durchmesser; andernfalls ist es besser, einen größeren Durchmesser zu wählen.
| Der Durchmesser des Einlasses und des Auslasses des Angusses | ||||||||||||||
| Einspritzvolumen der Spritzgießmaschine/g | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| Der Durchmesser des Einlasses und des Auslasses des Angusses | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE, PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| Netzgerät, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
Koordinierung zwischen Maschinendüse und Angussbuchse
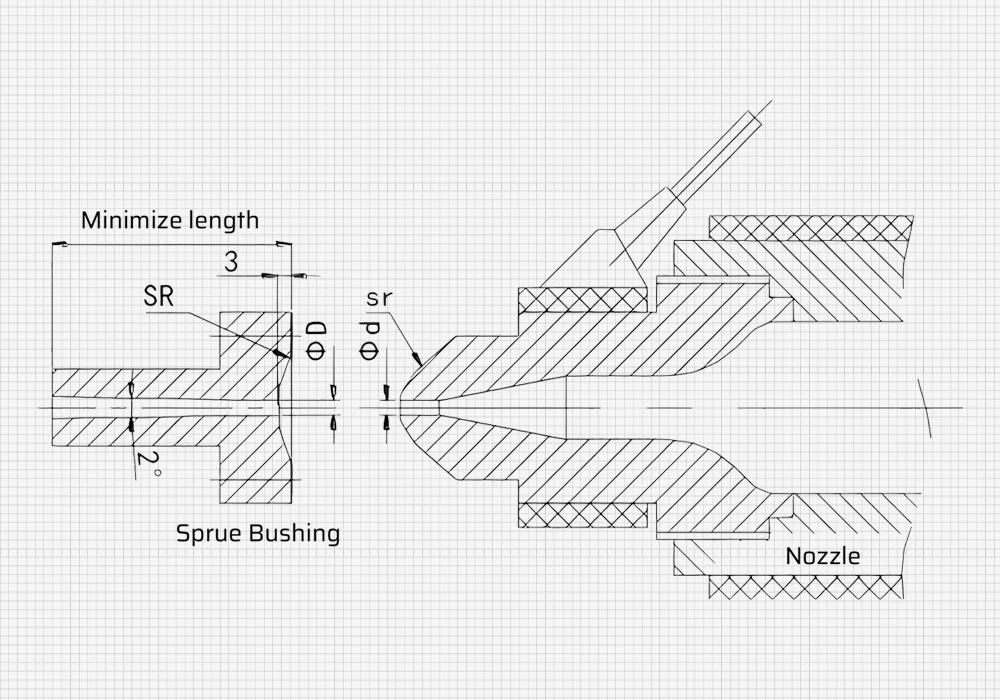
Der sphärische SR der Angussbuchse des Werkzeugs sollte 1-2 mm größer sein als der SR der Maschinendüse. Sie können den SR der Maschinendüse anhand ihrer Spezifikationen überprüfen.
| Tonnage von Spritzgießmaschinen | <130t | <350t | >350t |
| Bogen der Düse | Spezifikationen der Spritzgießmaschine prüfen | ||
| Angussbuchse | 12 | 14 | 23 |
Anmerkung: Für Formen mit Heißkanälen oder verlängerte Düsen, müssen wir uns vor dem Kauf vergewissern, dass diese Vorschriften eingehalten werden.
Prüfen Sie bei der Konstruktion der Form, wie weit die Maschinendüse in die Form hineinragen kann. Ein eventueller Bedarf an verlängerten Düsen sollte im Vorfeld geklärt werden.
Bestimmung des Durchmessers der Angussbuchsenbohrung
| Tonnage von Spritzgießmaschinen | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS, HI-PS, POM, PE, PP, PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC, PPS, PPE | 3 | 3.5 | 4 | 5 | 6 | |
Der Wert von D für die Angussbuchse sollte 0,5 mm größer sein als der d-Wert der Maschinendüse.
Maßnahmen zum Kürzen des Angusses:
(1) Bei Zweiplattenformen muss die Angussbuchse in der A-Platte versenkt sein (außer bei besonderen Kundenanforderungen).
(2) Wenn die Länge des Angusses bei Drei-Platten-Formen mehr als 25 mm (einschließlich 25 mm) beträgt, ist es besser, eine größere Angussbuchse zu verwenden.
(3) Für Produkte mit besonderen Anforderungen an das Aussehen und andere spezielle Anforderungen sollten Heißkanäle verwendet werden.
Schlussfolgerung
Der Anguss und der Angusskanal sind relativ einfache Strukturen im Zuführsystem. Wenn Sie die oben genannten Konstruktionsrichtlinien befolgen, sollten keine Probleme auftreten. Wenn Sie beim Formenbau auf Probleme stoßen, können Sie gerne einen Kommentar im folgenden Abschnitt hinterlassen. Im nächsten Artikel befassen wir uns mit Angusskanälen.











