
Der grundlegendste Teil von Kunststofferzeugnissen ist eigentlich die strukturelle Gestaltung des Kunststofferzeugnisses. Viele Leute sagen, dass die strukturelle Gestaltung von Kunststofferzeugnissen schwierig ist, aber was genau macht sie schwierig?
Wir haben bereits über den Prozess der Entwicklung von Kunststoffprodukten gelernt. Anhand des mühsamen Prozesses lässt sich unschwer erkennen, dass ein hervorragendes Design von Kunststoffprodukten nicht nur an die sich ändernden Anforderungen angepasst und die Kosten kontrolliert werden müssen, sondern auch eine gute Produktionseffizienz gewährleisten muss. Aufgrund der Komplexität, Zuverlässigkeit und Genauigkeit des Entwurfs ist der Arbeitsaufwand für den Entwurf der Produktstruktur erheblich. Dies erfordert von den Konstrukteuren hervorragende technische und ingenieurwissenschaftliche Fähigkeiten, ein scharfes Gespür für den Markt und Aufmerksamkeit für neue Technologien und sich ständig ändernde Anforderungen.
Abgesehen von den sich ändernden Anforderungen und der genauen Marktkenntnis müssen auch bei der strukturellen Gestaltung des Produkts selbst viele Aspekte berücksichtigt werden. Der folgende Leitfaden zeigt diese Aspekte deutlich auf:
01. Wanddicke
Bei großen Bauteilen liegt die Wandstärke in der Regel zwischen 2,4 und 3,2 mm, bei kleineren Bauteilen bei etwa 1,0 mm, wobei sich die spezifischen Abmessungen nach den Anforderungen der Produktgestaltung richten. Die Wandstärke sollte so gleichmäßig wie möglich sein. Unter besonderen Umständen können bestimmte Bereiche etwas dicker oder dünner sein, aber es ist ein allmählicher Übergang erforderlich (es wird empfohlen, dass die Übergangsgröße mehr als das Fünffache der Produktwandstärke beträgt), um Spannungsspuren auf der Oberfläche des Spritzgussprodukts zu vermeiden.
Faktoren, die die Wahl der Wanddicke beeinflussen
a) Das verwendete Kunststoffmaterial. Verschiedene Materialien haben unterschiedliche Schwindungsraten und Fließfähigkeit während Spritzgießenwas sich auf die empfohlene Wandstärke auswirkt. (Für die Schalendicke können empirische Daten etwa die größte Abmessung der Maschine / 100mm sein).
b) Die von außen einwirkenden Kräfte. Je größer die Kraft ist, desto dicker sollte die Wand sein. In besonderen Fällen sollten Metallteile verwendet oder Festigkeitsprüfungen durchgeführt werden.
Zu den empfohlenen Wandstärken für Produkte gehören:
| Kunststoffmaterialien | Mindestwandstärke | Empfohlene Wandstärke für Kleinteile | Empfohlene Wandstärke für mittelgroße Teile | Empfohlene Wandstärke für große Teile |
| Nylon | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) Sicherheitsvorschriften. Zum Beispiel Anforderungen an die Druckfestigkeit (je dicker die Wand, desto höher die Druckfestigkeit), Anforderungen an die Entflammbarkeit, usw.
02. Verstärkungsrippen
Die meisten Kunststoffprodukte haben Verstärkungsrippen, da diese die Festigkeit erhöhen können, ohne die Gesamtdicke der Wand zu erhöhen, was besonders bei großen Komponenten und beanspruchten Teilen nützlich ist und auch eine Verformung des Produkts verhindern kann. Die Dicke der Verstärkungsrippen beträgt in der Regel das 0,5- bis 0,75-fache der Gesamtwanddicke (empfohlen wird weniger als das 0,6-fache); ist sie größer als das 0,75-fache, neigt das Produkt zur Schrumpfung.
Für Kunststoffteile mit hohen Anforderungen an das Aussehen (glänzende Oberfläche) wird eine untere Dicke der Verstärkungsrippen auf der Rückseite von B≤0,5T empfohlen. Wenn man sich bei der Konstruktion der Form und der anschließenden Prozessanpassung sicher ist, kann B>0,56T gewählt werden, aber es wird empfohlen, 0,7T nicht zu überschreiten, da eine spätere Anpassung schwierig wird. Es ist wichtig zu beachten, dass die Dicke der Verstärkungsrippen für verschiedene Kunststoffmaterialien nicht unbedingt B≤0,5T entspricht.
| Bemessungsgrundlage für die Dicke der Verstärkungsrippen (im Verhältnis zur Grundwanddicke) | ||
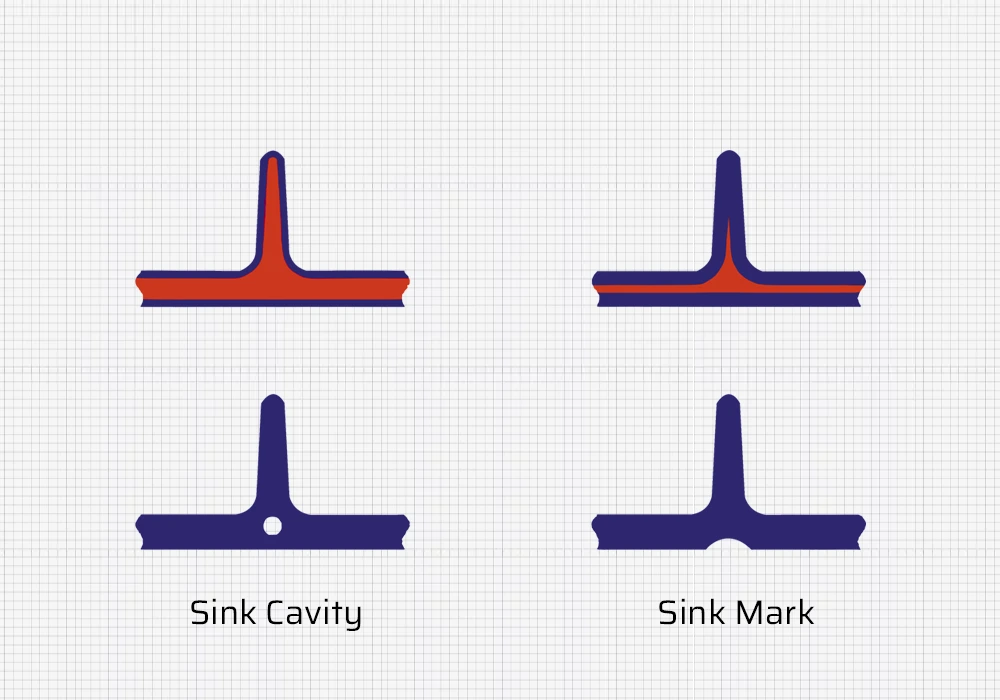
| Materialien | Minimum Sink Mark | Leichte Einfallstelle |
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| Verstärktes PA | 33% | 50% |
| PP | 30% | 40% |
| Verstärktes PP | 33% | 50% |
Zu beachtende Aspekte der Bewehrungsplanung
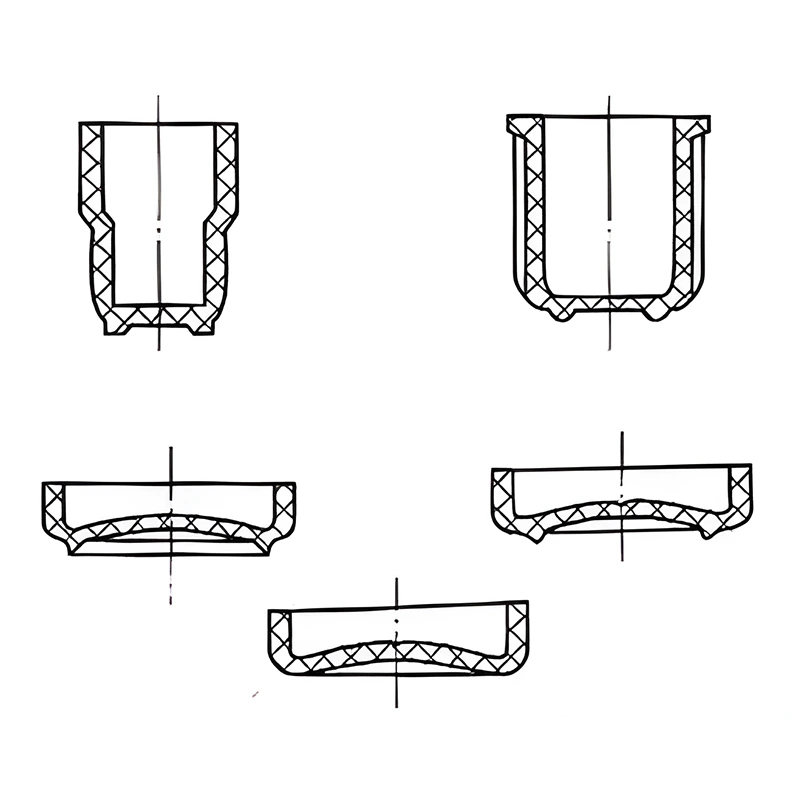
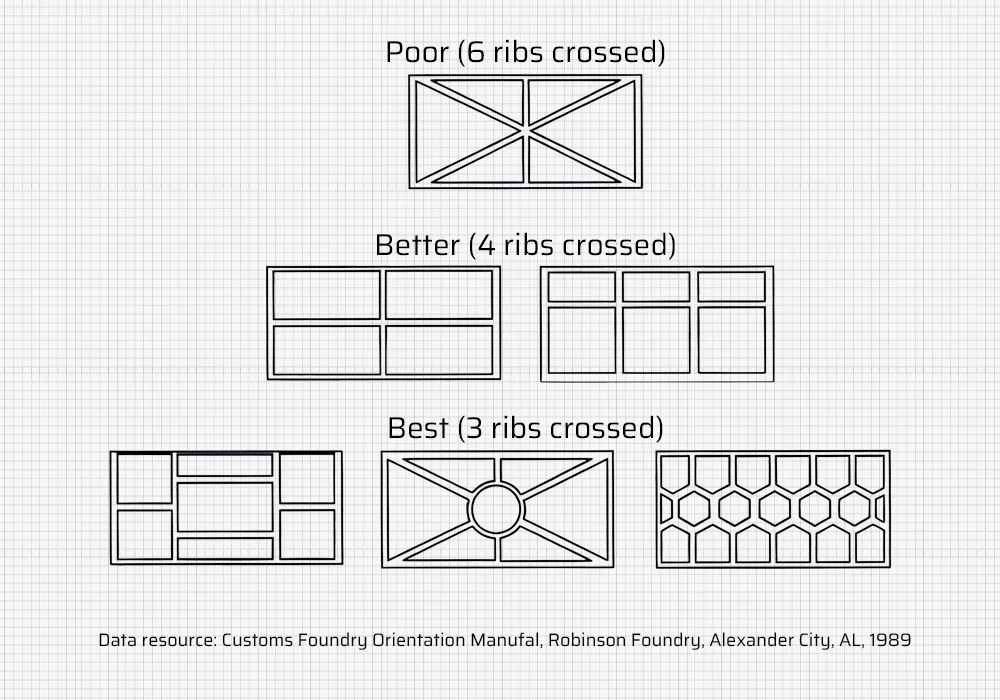
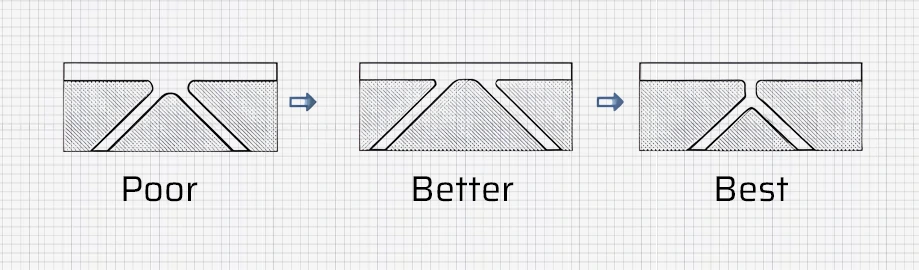
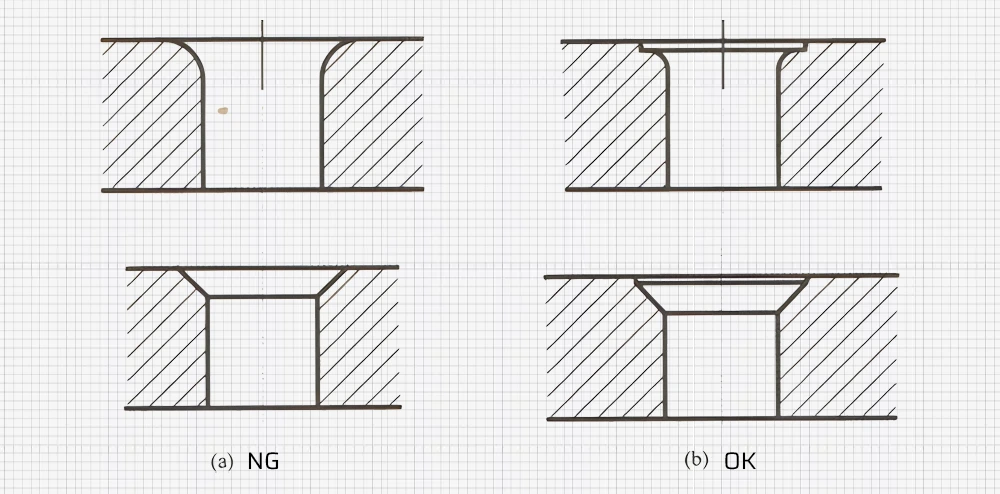
1. Wenn sich mehrere Verstärkungsrippen kreuzen und verbinden, sollte darauf geachtet werden, dass lokale Materialansammlungen und Lunker auf der Rückseite vermieden werden, wobei die folgende Konstruktionsmethode empfohlen wird.
2. Beim Anschluss von Verstärkungsrippen an die Außenwand ist darauf zu achten, dass die Rippen senkrecht zur Außenwand verlaufen.
3. Wenn es die Platzverhältnisse zulassen, sind Verstärkungsrippen oder -vorsprünge an steilen Hängen zu vermeiden, und es sind Maßnahmen zu ergreifen, um Schwinden zu verhindern, falls dies unvermeidlich ist.
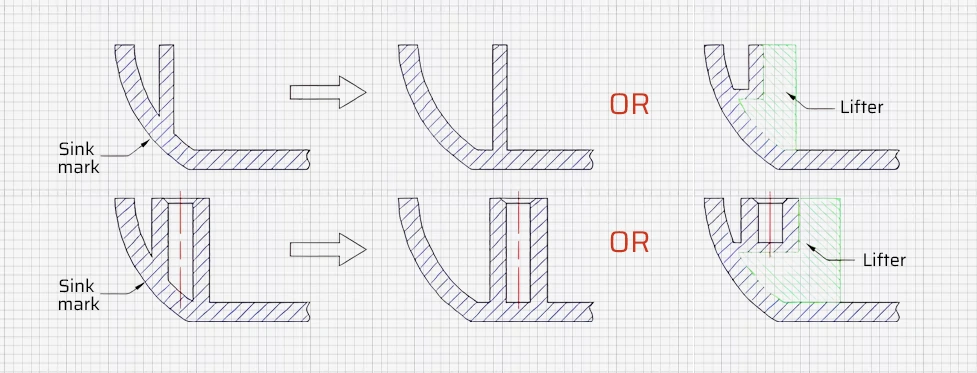
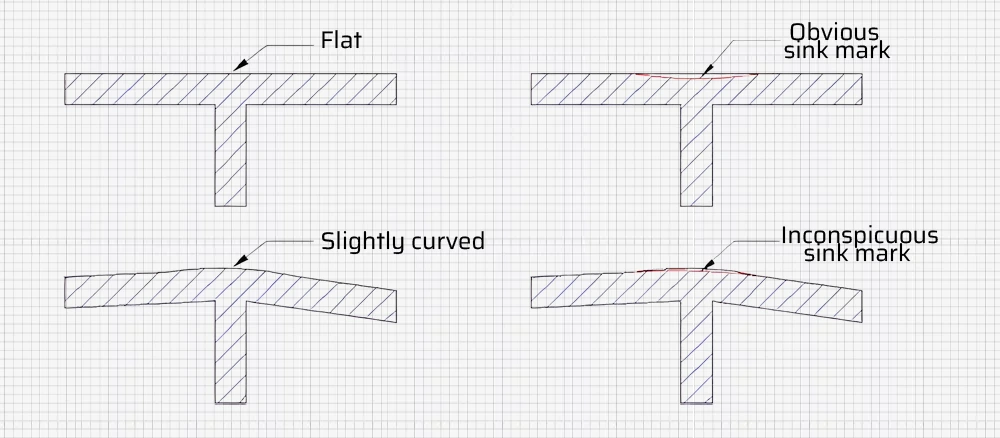
4. Wenn die Dicke der Verstärkungsrippen nicht proportional zur Dicke der Hauptwand ist und die Parameter und die Lage nicht geändert werden können, sollte eine Änderung des äußeren Erscheinungsbildes in Betracht gezogen werden, um die Sichtbarkeit von Lunkerstellen zu verringern (diese Methode ist schwer zu kontrollieren und sollte mit Vorsicht angewendet werden).
03. Tiefgangswinkel
Kunststofferzeugnisse erfordern eine Entformungsschräge in der Konstruktion, außer bei Produkten mit geringer Höhe (z. B. flache Platten) oder besonderen Anforderungen (bei großen Seitenwänden ohne Entformungsschräge ist eine Reihenposition erforderlich). Der Entformungswinkel liegt in der Regel zwischen 0,5 und 5 Grad, typischerweise um 2 Grad, variiert jedoch je nach Größe, Höhe und Form des Produkts, um eine reibungslose Entformung ohne Beeinträchtigung der Funktionalität zu gewährleisten.
Der Entformungswinkel für den Formhohlraum sollte im Allgemeinen 0,5 Grad größer sein als der des Formkerns, um sicherzustellen, dass das Produkt beim Öffnen im Formkern bleibt. Im Allgemeinen werden Bereiche wie Absperrungen, Einsätzeund Kiss-Offs brauchen einen Windschatten.
In der nachstehenden Tabelle sind die empfohlenen Entformungsschrägen für verschiedene Materialien aufgeführt:
| Materialien | Tiefgangswinkel | |
| Form Kern | Formhohlraum | |
| ABS | 35'~1° | 40'~1°20′ |
| PS | 30'~1° | 35'~1°30′ |
| PC | 30 bis 50 | 35'~1° |
| PP | 25 bis 50 Fuß | 30'~1° |
| PE | 20 bis 45 Minuten | 25 bis 45 Minuten |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20 bis 40 | 25 bis 40 |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25 bis 50 Fuß | 30'~1° |
| CP | 20 bis 45 Minuten | 25 bis 45 Minuten |
| Rippen | Im Allgemeinen 0,5°, möglichst 0,25° | |
Zu beachtende Aspekte bei der Auswahl von Tiefgangswinkeln
1. Wählen Sie einen kleineren Entformungswinkel, z. B. 0,5° für Kunststoffteile mit glänzender Oberfläche und hohen Präzisionsanforderungen bei geringer Schrumpfung.
2. Bei höheren und größeren Spezifikationen sollte auf der Grundlage spezifischer Berechnungen ein kleinerer Entlastungswinkel gewählt werden.
3. Wählen Sie einen größeren Winkel für Kunststoffteile mit einer hohen Schrumpfungsrate.
4. Bei Kunststoffteilen mit dickeren Wänden, die ein dichteres Schließen der Form bewirken, sollte ein größerer Standardwert für den Entformungswinkel gewählt werden.
5. Der Entlastungswinkel für volltransparente Teile sollte erhöht werden, um Kratzer zu vermeiden. Im Allgemeinen sollte der Entformungswinkel bei PS-Materialien nicht weniger als 2,5°~3° und bei ABS- und PC-Materialien nicht weniger als 1,5°~2° betragen.
6. Bei Kunststoffteilen mit Texturen oder Sandstrahlbehandlungen sollte der Entformungswinkel zwischen 2° und 5° liegen, je nach Tiefe der Textur. Je tiefer die Textur ist, desto größer sollte der Entformungswinkel sein.
04. R Ecke
Außer in Bereichen, in denen besondere Anforderungen scharfe Kanten vorschreiben, haben Kunststoffprodukte in der Regel abgerundete Ecken, um die Spannungskonzentration zu verringern, das Fließen des Kunststoffs zu erleichtern und das Entformen zu vereinfachen.
1. Wenn es keine besonderen Anforderungen an die Produktgestaltung gibt, wird der Übergangsradius (R) durch die angrenzende Materialdicke (t) bestimmt, wobei der innere Eckenradius typischerweise zwischen dem 0,50- und 1,50-fachen der Materialdicke liegt, der Mindestradius jedoch nicht weniger als 0,30 mm betragen darf.
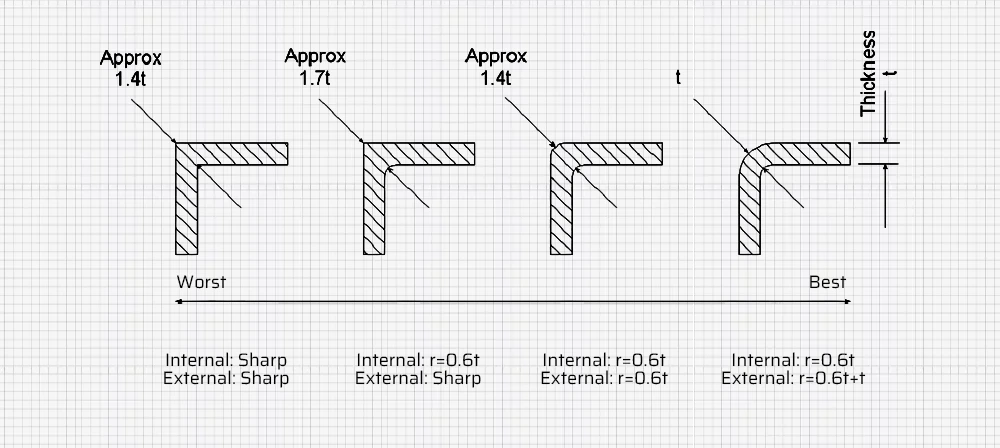
2. Bei der Gestaltung abgerundeter Ecken an den Innen- und Außenflächen des Produkts ist auf eine gleichmäßige Wandstärke zu achten.
3. Bei der strukturellen Gestaltung von Kunststoffprodukten sind abgerundete Ecken an der Trennfläche der Form zu vermeiden, es sei denn, dies ist ausdrücklich erforderlich. Abgerundete Ecken auf der Trennfläche erhöhen die Schwierigkeit der Formherstellung und hinterlassen Schweißnähte auf der Produktoberfläche, die das Aussehen beeinträchtigen.

4. Scharfe Kanten sind an berührbaren Oberflächen außen und innen am Produkt nicht zulässig. Falls erforderlich, sind die Kanten mit einem Mindestradius von 0,30 mm abzuschrägen, um zu verhindern, dass man sich die Finger einschneidet; dies ist besonders wichtig bei der Gestaltung von elektronischen Handgeräten.

Löcher
Löcher sind bei der Konstruktion von Produktstrukturen üblich und werden in der Regel in zwei Typen unterteilt: kreisförmige und nicht kreisförmige Löcher. Bei der Gestaltung der Position von Löchern sollte das Ziel darin bestehen, die Schwierigkeiten bei der Formverarbeitung zu minimieren, ohne die Festigkeit des Kunststoffteils zu beeinträchtigen.
Allgemeine Konstruktionsanforderungen für Löcher
Maßangaben (ohne die Innenlöcher der Schraubpfosten):
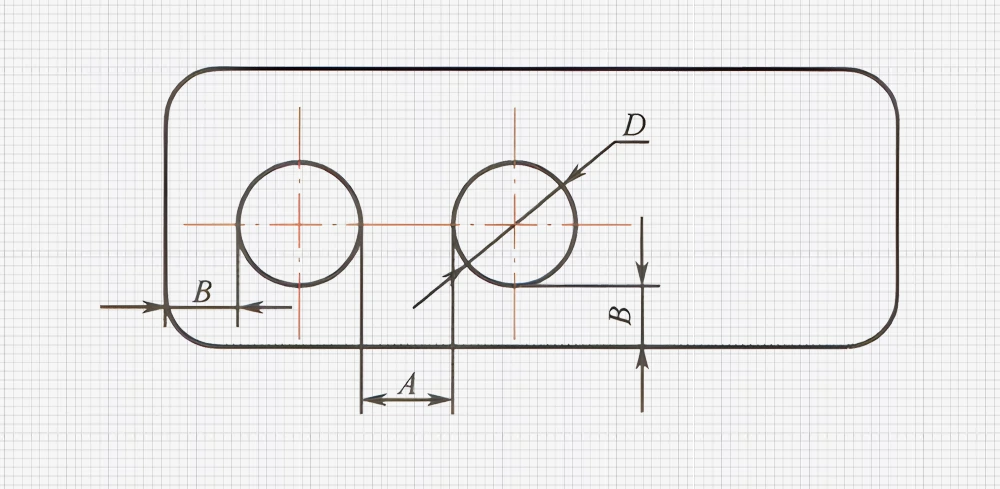
Das Maß A ist der Abstand zwischen den Löchern. Wenn der Durchmesser des Lochs weniger als 3,00 mm beträgt, wird empfohlen, dass der Wert von A nicht kleiner als D ist; wenn der Durchmesser 3,00 mm überschreitet, kann A das 0,70-fache des Lochdurchmessers betragen.
Das Maß B ist der Abstand zwischen dem Loch und dem Rand, und es wird empfohlen, dass der Wert von B nicht kleiner als D ist.
Verhältnis zwischen Bohrungsdurchmesser und -tiefe
Maßangaben (ohne die Innenlöcher der Schraubpfosten):
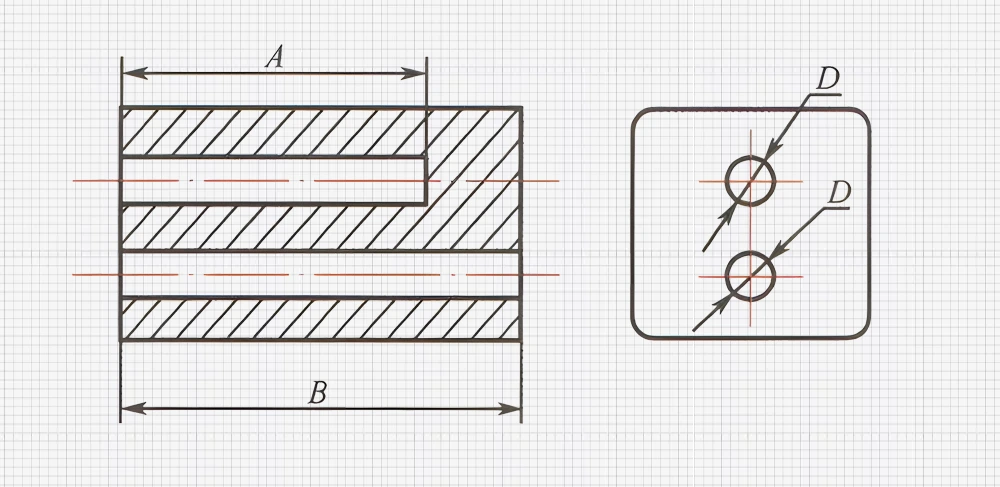
Das Maß A ist die Tiefe eines Sacklochs und sollte 5D nicht überschreiten. Im Allgemeinen ist A kleiner als 2D mit einem Verhältnis von Länge zu Durchmesser von nicht mehr als 4 mm.
Wenn D ≤ 1,5 mm ist, dann ist A ≤ D. Die Dicke der Bodenwand des Sacklochs sollte ≥ 1/6 D sein.
Maß B ist die Tiefe eines Durchgangslochs, die 10D nicht überschreiten sollte.
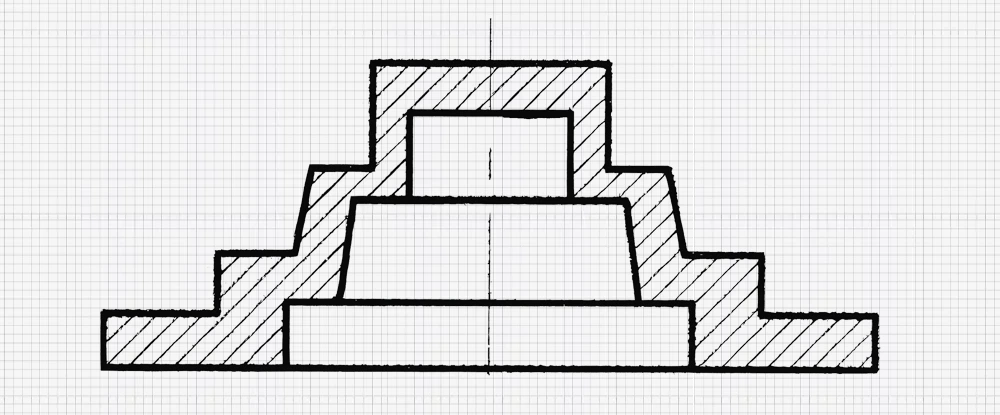
Stufenlöcher
Stufenbohrungen bestehen aus mehreren koaxial verbundenen Bohrungen mit unterschiedlichen Durchmessern, wobei die Tiefe der Bohrung länger ist als bei einer Bohrung mit einem Durchmesser, wie in den Diagrammen dargestellt.
Gewinkelte Löcher
Wenn die Achse des Lochs mit der Richtung der Formöffnung übereinstimmt, kann die Notwendigkeit des Kernziehens vermieden werden. Bei Verfahren zur Herstellung von Winkellöchern und komplex geformten Löchern kann ein geteilter Kern verwendet werden, um seitliche Kernziehstrukturen zu vermeiden.
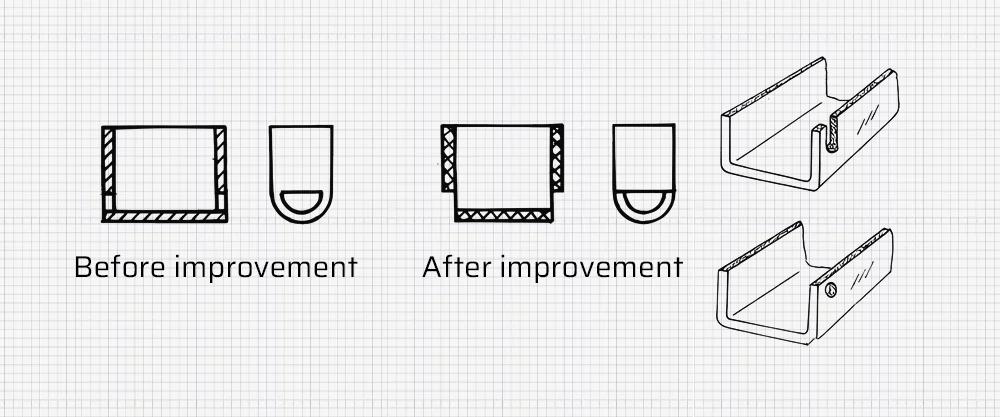
Seitliche Löcher und Vertiefungen
Wenn seitliche Löcher und Vertiefungen in Kunststoffprodukten auftreten, müssen Schieber oder seitliche Kernziehstrukturen für eine einfache Entformung eingerichtet werden, was die Formstruktur verkompliziert und die Kosten erhöht. Die Produktstruktur kann entsprechend verbessert werden. Wie in der Abbildung unten dargestellt, wird von einem Design mit seitlichen Löchern (a) zu einem mit seitlichen Vertiefungen (b) gewechselt.
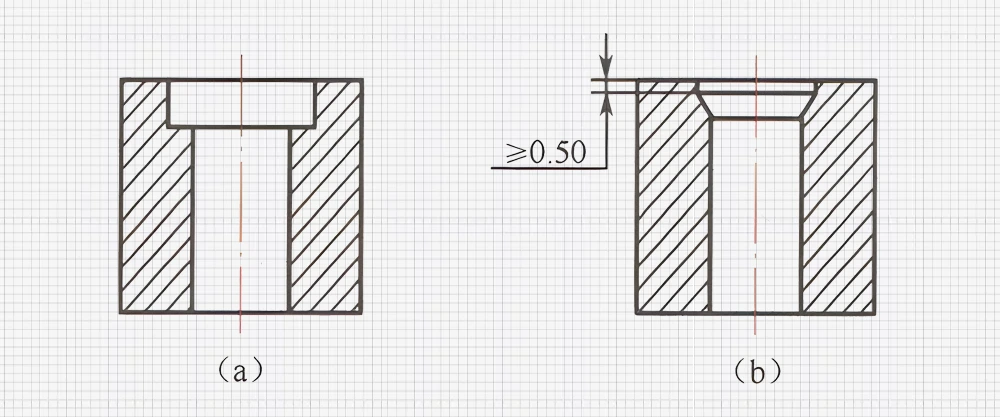
Gestaltung von Schraubenkopflöchern
Wie in der nachstehenden Abbildung gezeigt, ist die bevorzugte Form für Schraubenkopflöcher in (a) dargestellt. Wenn das Bauwerk die in (b) gezeigte Form erfordert, sollte die konische Fläche mindestens 0,50 mm unter der Stirnfläche liegen, um Rissbildung in der Lochoberfläche zu vermeiden.
Kantenstruktur von Löchern
Eine vollständige Fase oder ein Radius am Rand eines Lochs ist nicht praktikabel; der Rand des Lochs sollte mindestens 0,4 mm gerade sein.
Chefs
Vorsprünge werden in der Regel für die Montage von zwei Kunststofferzeugnissen über eine Schaftlochverbindung oder für die Montage von selbstschneidenden Schrauben verwendet. Wenn ein Aufsatz nicht sehr hoch ist und mit einer Auswerferhülse in der Form ausgestoßen wird, ist möglicherweise kein Entformungswinkel erforderlich. Wenn der Vorsprung jedoch hoch ist, ist es üblich, an der Außenseite Querrippen (Verstärkungen) anzubringen. Diese Querrippen haben in der Regel einen Entformungswinkel von 1 bis 2 Grad, und auch der Vorsprung selbst kann je nach Situation einen Entformungswinkel erfordern.
Wenn ein Vorsprung mit einem Pfosten (oder einem anderen Vorsprung) gepaart wird, wird der Passungsabstand in der Regel einseitig auf 0,05-0,10 eingestellt, um Positionsfehler auszugleichen, die bei der Verarbeitung der einzelnen Vorsprünge auftreten können. Wenn ein Vorsprung für die Montage von selbstschneidenden Schrauben verwendet wird, sollte sein Innenloch 0,1-0,2 mm kleiner sein als der Durchmesser der Schraube auf einer Seite, um sicherzustellen, dass die Schraube sicher befestigt werden kann. Bei der Montage einer selbstschneidenden M3,0-Schraube ist das Innenloch des Ansatzes in der Regel Ф2,60-2,80 mm groß.
Einsätze
Beim Kunststoffspritzgießen werden Teile aus Metall oder anderen Materialien wie Bolzen und Anschlüsse, die während oder nach dem Spritzgießen eingebettet werden, als Einsätze in den Kunststoffteilen bezeichnet. Einsätze können die Funktionalität des Produkts verbessern oder dekorativen Zwecken dienen.
Einsätze in Kunststoffteilen werden häufig als Befestigungs- oder Stützelemente verwendet. Darüber hinaus sind Einsätze eine gängige Montagemethode, wenn das Produktdesign eine einfache Reparatur, einen einfachen Austausch oder eine Wiederverwendbarkeit erfordert. Unabhängig davon, ob sie für funktionale oder dekorative Zwecke verwendet werden, sollte die Verwendung von Einlegeteilen auf ein Minimum reduziert werden. Der Grund dafür ist, dass der Einbau von Einlegeteilen zusätzliche Verarbeitungsschritte erfordert, was die Produktionskosten erhöht. Einsätze werden in der Regel aus Metall hergestellt, wobei Kupfer eine gängige Materialwahl ist.
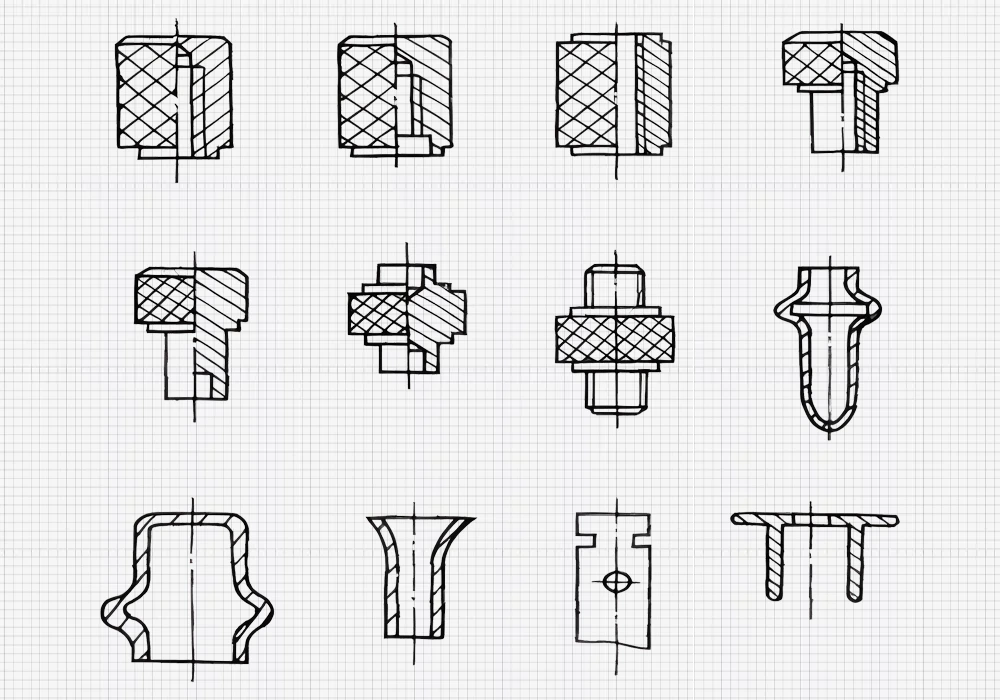
Form und strukturelle Anforderungen für Einsätze
1. Metalleinsätze werden durch Schneiden oder Stanzen hergestellt, daher müssen ihre Formen für die Herstellung geeignet sein.
2. Sie müssen eine ausreichende mechanische Festigkeit aufweisen (Material, Abmessungen).
3. Es muss eine ausreichende Haftfestigkeit zwischen dem Einsatz und der Kunststoffmatrix vorhanden sein, um zu verhindern, dass sich der Einsatz während des Gebrauchs herauszieht oder dreht. Die Oberfläche des Einsatzes sollte ringförmige Rillen oder Kreuzschraffuren aufweisen; scharfe Winkel sollten vermieden werden, um Schäden durch Spannungskonzentration zu vermeiden. Wenn möglich, sollten runde oder symmetrische Formen verwendet werden, um eine gleichmäßige Schrumpfung zu gewährleisten.
4. Um das Einsetzen und Positionieren in der Form zu erleichtern, sollte der Teil des Einsatzes, der nach außen ragt (das in die Form eingesetzte Teil), zylindrisch sein, da runde Löcher am einfachsten in der Form zu bearbeiten sind.
5. Um Gratbildung zu vermeiden, sollten die Einsätze Strukturen wie Dichtungsnocken aufweisen.
6. Die Konstruktion sollte die Weiterverarbeitung des Einsatzes nach dem Gießen erleichtern, z. B. Gewindeschneiden, Stirnseitenschneiden, Bördeln usw.
Bei der Konstruktion von Kunststoffprodukten mit Einlegeteilen ist es von entscheidender Bedeutung, dass die Einlegeteile präzise und zuverlässig in der Form positioniert werden können. Es ist auch wichtig zu berücksichtigen, dass der Einsatz eine feste Verbindung mit dem Formteil bilden muss, was eine Herausforderung sein kann, wenn das Einkapselungsmaterial zu dünn ist. Außerdem muss die Konstruktion ein Austreten von Kunststoff verhindern.
Produkt Oberflächenbeschaffenheit
Die Oberfläche von Kunststofferzeugnissen kann glatt sein (polierte Formoberfläche), funkengeätzt (kupfererodierter Formhohlraum), verschiedene gemusterte geätzte Oberflächen (gemusterte Oberflächen) und gravierte Oberflächen. Wenn die Tiefe der Textur erheblich ist oder viele Texturen vorhanden sind, erhöht sich der Entformungswiderstand, was eine entsprechende Erhöhung des Entformungswinkels erforderlich macht.
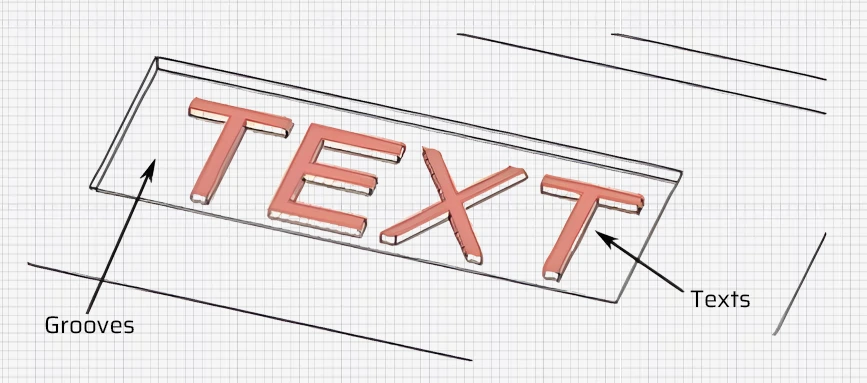
Text und Muster
Texte und Muster auf Kunststoffprodukten gibt es in zwei Formen: erhabene und vertiefte Oberflächen. Im Allgemeinen gibt es zwei Verarbeitungsmethoden: Kleine Texte und Muster werden durch Ätzen der Form hergestellt, während etwas größere Texte und Muster direkt in die Form gefräst werden. Die Größe des Textes muss für die Formgebung geeignet sein und darf keine scharfen Winkel aufweisen.
1. Es ist am besten, erhabene Oberflächen für Texte und Muster auf Kunststoffprodukten zu verwenden, indem man sie in der Form versenkt, was die Bearbeitung der Form vereinfacht. Wenn die Struktur erfordert, dass die Oberfläche keine erhabenen Merkmale aufweisen darf, können Sie einen vertieften Bereich schaffen, in dem sich der Text oder das Muster bis zu einer bestimmten Tiefe befindet, und dann den Text oder das Muster innerhalb der Vertiefung erheben. Dies erfüllt die strukturellen Anforderungen und erleichtert gleichzeitig den Formenbau.
2. Bei Kunststofferzeugnissen liegt die Höhe von erhabenen Texten und Mustern im Allgemeinen zwischen 0,15 und 0,30 mm, während die Tiefe von vertieften Texten und Mustern zwischen 0,15 und 0,25 mm liegt.
3. Text Größe Spezifikationen:
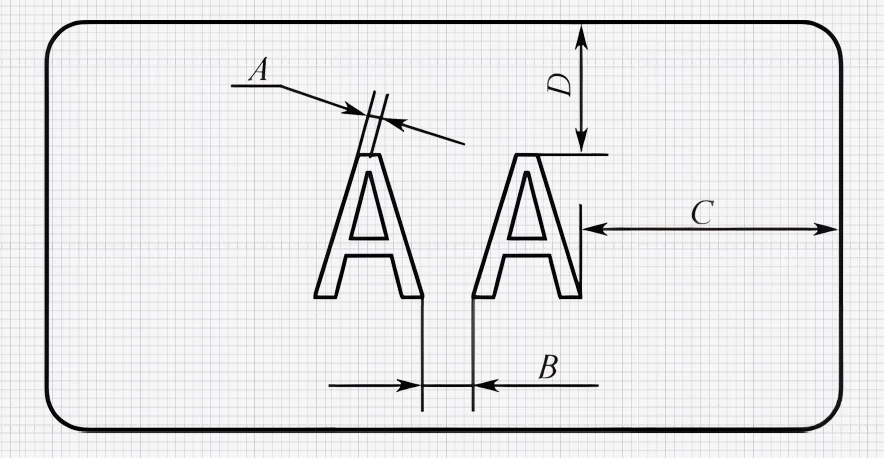
- Das Maß A ist die Breite des Textstrichs, die mindestens 0,25 mm betragen sollte.
- Maß B ist der Abstand zwischen zwei Zeichen, der nicht weniger als 0,40 mm betragen sollte.
- Die Maße C und D sind die Abstände zwischen den Zeichen und dem Rand und sollten nicht weniger als 0,60 mm betragen.











