

In unseren früheren Diskussionen haben wir das Konzept der Formangüsse als integraler Bestandteil des Beschickungssystems. Heute wollen wir uns mit der nächsten Struktur dieses Systems befassen - dem Angusskanal und dem Unterangusskanal. Wie der Anguss, so sind auch viele Formenbauer übersehen oft die Struktur von Kufen und Unterkufen aufgrund ihrer festen und relativ einfachen Konstruktionsstandards. Wenn Sie ein erstklassiger Formenbauer werden und qualitativ hochwertige Formen liefern wollen, die die Kunden zufriedenstellen, müssen Sie jedes Detail beherrschen.
Was sind Runner und Sub-Runner?
Wie üblich sollten wir zum besseren Verständnis dieses Artikels zunächst das gesamte Zuführsystem betrachten. Das Zuführsystem umfasst Strukturen, die geschmolzenen Kunststoff aus dem Zylinder der Spritzgießmaschine in die Formhohlraum. Nach dem Ausstoß des geschmolzenen Kunststoffs aus der Düse der Maschine durchläuft der geschmolzene Kunststoff den Anguss, den Angusskanal, den Unterangusskanal und Torund füllt schließlich den Hohlraum, um Kunststoffteile zu formen.
Der Anguss ist also der Durchgang zwischen dem Anguss und dem Anschnitt, der als Übergangsbereich dient, in dem die Kunststoffschmelze vom Anguss in die Kavität fließt, und der für eine gleichmäßige Umlenkung des Schmelzestroms sorgt. In Mehrkavitätenwerkzeugen spielt er eine Rolle bei der Verteilung der Schmelze auf die einzelnen Kavitäten. Es ist erwähnenswert, dass in Einzelkavitätenwerkzeugen im Allgemeinen keine Angusskanäle vorhanden sind, was mit dem Layout der Kavität zusammenhängt.

Gestaltungsrichtlinien für Formkanäle
Die Form des Querschnitts des Formkanals
Rechteckiger Querschnitt:
Üblich sind rechteckige Angusskanäle. Sie bieten Vorteile wie eine einfache Herstellung, eine einfache Werkzeugkonstruktion und eine gleichmäßige Fließverteilung. Die Abmessungen des rechteckigen Querschnitts können je nach den spezifischen Anforderungen des Teils angepasst werden.
Trapezförmiger Querschnitt:
Trapezförmige Angusskanäle sind eine weitere Option für das Design von Formkanälen. Diese Form fördert eine bessere Strömung und reduziert den Druckabfall, was zu einer besseren Füllung der Formhohlräume führt. Das breitere Ende des Trapezes ist in der Regel mit dem Anguss verbunden, während das schmalere Ende mit dem Anschnitt verbunden ist.
Kreisförmiger Querschnitt:
In einigen Fällen können kreisförmige Kanäle die erste Wahl sein. Diese Kanäle bieten hervorragende Fließeigenschaften und eignen sich besonders für Teile mit komplexer Geometrie oder wenn eine gleichmäßige Strömung erforderlich ist. Der Durchmesser des kreisförmigen Querschnitts sollte sorgfältig bestimmt werden, um einen optimalen Durchfluss zu gewährleisten und den Druckverlust zu minimieren.
Halbkreisförmiger Querschnitt:
Ein halbkreisförmiger Läufer hat ein halbkreisförmiges Profil. Diese Form fördert einen gleichmäßigen Materialfluss und trägt zur Minimierung des Druckverlusts bei. Er wird häufig verwendet, wenn ein gleichmäßiger Fluss und ein geringer Druckverlust wichtig sind. Der Durchmesser des halbkreisförmigen Querschnitts sollte so bemessen sein, dass er den Fließanforderungen des jeweiligen Spritzgießverfahrens gerecht wird.
U-förmiger Querschnitt:
Ein U-förmiger Angusskanal hat einen gebogenen Boden und zwei vertikale Wände, die die Form eines "U" bilden. Dieses Design erleichtert den effizienten Materialfluss und ermöglicht eine einfachere Trennung des Angusssystems vom Spritzgussteil. Der U-förmige Querschnitt wird in der Regel verwendet, wenn das Angusssystem leicht zu entfernen sein soll oder wenn sich der Anschnitt am unteren Ende des Teils befindet.
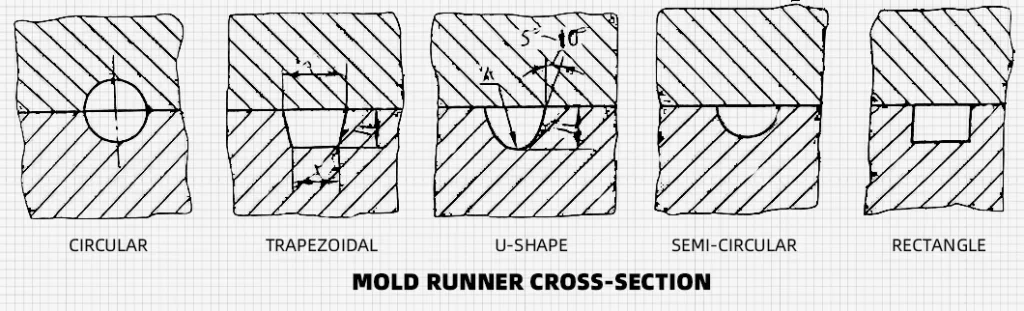
Die Wahl der Querschnittsform hängt von Faktoren wie den Materialeigenschaften, der Teilekonstruktion, der Formauslegung und den Produktionsanforderungen ab. Jede Form hat ihre Vorteile und wird auf der Grundlage der spezifischen Anforderungen des Formgebungsverfahrens ausgewählt.
Die Größe der Formkanäle und Unterkanäle
Form und Größe der Angusskanäle hängen von verschiedenen Faktoren ab, unter anderem vom Produktdesign, der Werkzeugkonstruktion und den spezifischen Anforderungen des Spritzgießverfahrens. Während die Produktgröße und die Wandstärke die Gestaltung des Angusses beeinflussen können, ist es nicht richtig zu sagen, dass größere Angussquerschnitte immer effektiver sind, um den Füllprozess zu erleichtern. Das Fließverhalten des Materials, die Teilegeometrie, die Lage des Anschnitts und die Prozessparameter bestimmen die optimale Gestaltung des Angusses.
Darüber hinaus hat die Länge des Kanals keinen direkten Einfluss auf die Viskosität des Kunststoffs. Die Materialeigenschaften und die Verarbeitungsbedingungen bestimmen in erster Linie die Viskosität.
| Materialien | Kufen Durchmesser(mm) |
| ABS / SAN(AS) | 4.8~9.5 |
| POM | 3.0~10 |
| ACRYLIC | 1.6~10 |
| CA | 1.6~11 |
| PA66 | 1.6~10 |
| PPO | 6.4~10 |
| PPS | 6.4~13 |
| PC | 4.8~10 |
| PE | 4.8~9.5 |
| PP | 1.6~10 |
Ein gut konzipierter Angusskanal kann die Gesamtleistung und Effizienz des Spritzgießprozesses erheblich beeinflussen:
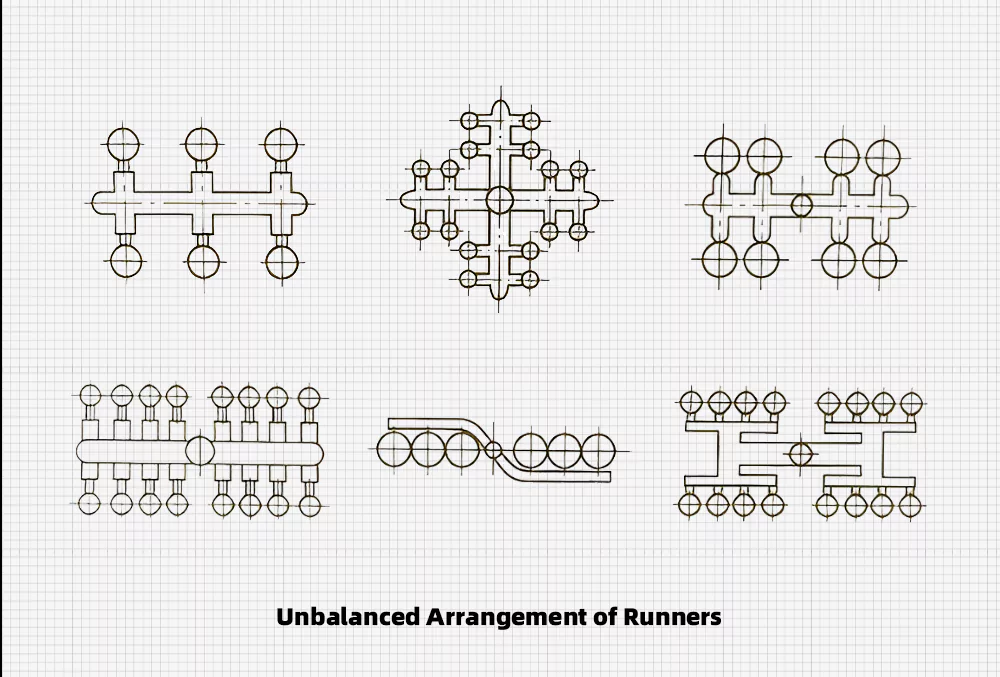
Anordnung der Formkanäle und Unterkanäle
Es gibt zwei Arten von Angusskanälen: balancierte und unbalancierte. Bei einem balancierten Angusssystem sind die Länge, die Form und die Querschnittsabmessungen der Angusskanäle vom Anguss bis zu jeder Kavität gleich. Dadurch werden ein thermisches Gleichgewicht und ein gleichmäßiger Kunststofffluss in jeder Kavität erreicht, was zu einer gleichbleibenden Teilequalität führt. Bei einem unausgeglichenen Verteilersystem hingegen gelangt der Kunststoff zu unterschiedlichen Zeiten in die einzelnen Kavitäten, was zu Schwankungen im Füllprozess führt und die Herstellung unterschiedlicher Teile zur Folge haben kann. Unbalancierte Verteilersysteme bieten jedoch Vorteile wie kompaktere Kavitätenanordnung, geringere Schablonengröße und kürzere Gesamtlänge des Verteilers.
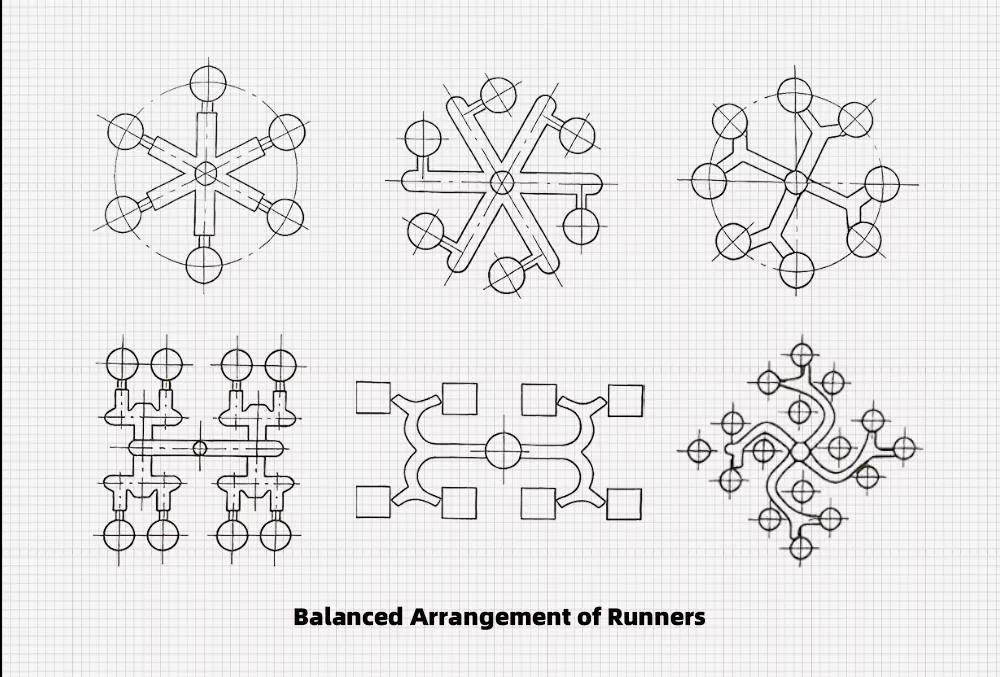
Unabhängig davon, ob das Angusssystem ausgewuchtet oder unausgewuchtet ist, muss sichergestellt werden, dass die Kavitäten symmetrisch zur Mitte des Formbodens sind. Dadurch wird sichergestellt, dass die projizierte Mitte der Kavitäten und Angusskanäle mit der Mitte der Schließkraft der Spritzgießmaschine übereinstimmt. Auf diese Weise können wir zusätzliche Kippmomente während des Einspritzens vermeiden.
Ein ausgewogenes Kanalsystem ist vorteilhaft, da es eine gleichmäßige Einspritzung und Nachdruck über alle Kavitäten hinweg. Dies ist besonders vorteilhaft für Werkzeuge mit mehreren Kavitäten, bei denen eine gleichmäßige Herstellung aller Produkte erwünscht ist.
Konstruktionsprinzipien von Läufern und Unterläufern
- Stellen Sie sicher, dass der geschmolzene Kunststoff schnell, auf kürzestem Weg und mit minimalem Wärmedruckverlust in die Kavität gelangt.
- Ermöglicht die gleichzeitige Zuführung der Schmelze in die Kavität aus verschiedenen Anschnitten unter gleichen Temperatur- und Druckbedingungen.
- Größere Querschnittsflächen erleichtern zwar die Formgebung und gewährleisten einen ausreichenden Packungsdruck, doch unter dem Gesichtspunkt der Materialeinsparung sind kleinere Querschnittsflächen anzustreben, um den Kunststoffverbrauch zu minimieren, was auch die Kühlzeit verkürzt.
- Um Material zu sparen und die Kühlung zu unterstützen, sollten Sie bei den Kufen ein möglichst geringes Verhältnis zwischen Oberfläche und Volumen anstreben.
- Die Oberflächenrauheit der Kufen sollte nicht zu gering sein, um zu verhindern, dass kaltes Material in den Hohlraum gezogen wird; normalerweise ist ein Ra-Wert von 1,6 μm ausreichend.
- Rinnen und Schieber sind in der Regel mit Schrägen und Bögen verbunden, die das Fließen und Füllen des geschmolzenen Kunststoffs fördern und gleichzeitig den Fließwiderstand verringern.
Ist es notwendig, den Unterkanal in die Konstruktion des Formkanals einzubeziehen?
Ein Unterkanal wird in der Regel verwendet, wenn der Fluss des geschmolzenen Kunststoffs in verschiedene Richtungen innerhalb des Formhohlraums aufgeteilt werden muss. Er kann die Befüllung komplexer oder mehrkavitärer Formen erleichtern, indem er den Fluss in bestimmte Bereiche oder Komponenten des Teils lenkt.
In manchen Fällen kann jedoch auch eine einfache Angusskonstruktion ohne Unterkanal ausreichen, um die gewünschte Formfüllung und Teilequalität zu erreichen. Die Entscheidung, ob ein Unterkanal eingebaut werden soll oder nicht, hängt von den spezifischen Anforderungen der Teilekonstruktion und des Spritzgießverfahrens ab.











