

Abbiamo già trattato in precedenza i temi materozza e corridore oggi ci concentreremo sulla comprensione del significato del gate, la giunzione cruciale in cui il materiale plastico fuso entra nella cavità dello stampo. Il cancello è una delle strutture più impegnative e complesse dell'intero sistema di alimentazione, sperando che questo articolo sia utile.
Per comprendere meglio il cancello, rivediamo le conoscenze trattate negli articoli precedenti.
Il sistema di alimentazione si riferisce ai canali attraverso i quali la plastica fusa passa dall'ugello della macchina a iniezione alla cavità dello stampo. Le strutture sequenziali attraverso cui passa la plastica fusa sono il canale di colata, il canale di scorrimento, il canale secondario e la porta. È evidente che il gate è il punto di controllo finale prima che la plastica liquida entri nella cavità dello stampo.

A causa del suo ruolo di collegamento tra la cavità e il sistema di alimentazione, la scelta della posizione del cancello è eccezionalmente cruciale. Alcuni sostengono addirittura che il successo di progettazione di stampi è direttamente correlato alla scelta della posizione del gate.
Tipi di cancelli per stampaggio a iniezione
I cancelli sono comunemente classificati in due tipi: cancelli restrittivi e cancelli non restrittivi. Le porte restrittive si riferiscono in genere alle porte per materozze, che hanno un'apertura stretta che limita il flusso di materiale fuso. I cancelli non restrittivi, invece, comprendono una gamma più ampia di tipi di cancelli con più opzioni di progettazione.

Cancello diretto/Cancello di colata
Il cancello diretto, noto anche come cancello del canale di colata, è tipicamente posizionato al centro delle parti in plastica in uno stampo a cavità singola, consentendo alla colata di plastica di fluire direttamente nella cavità.
| Tipo | Cancello diretto / Cancello del canale di colata |
| Vantaggi | - Processo breve con velocità di alimentazione rapida e buon effetto di stampaggio. - Minori perdite di pressione e di calore grazie alla maggiore sezione trasversale. - Struttura semplice dello stampo a basso costo di produzione. |
| Svantaggi | - Rimozione difficile del cancello con segno visibile del cancello, che influisce sull'estetica del prodotto. - Maggiore concentrazione di calore e stress interno, con conseguente marchio del lavandino difetti. - Incline alla deflessione in parti di plastica piatte e a parete sottile, soprattutto con le plastiche cristalline. |
| Applicazione | - Adatto per parti in plastica di grandi dimensioni e con pareti spesse (ad esempio, pentole, alloggiamenti per TV). - Ideale per lo stampaggio di materie plastiche con elevata viscosità e scarsa scorrevolezza, come PC, PSF |

Porta del bordo
L'edge gate, noto anche come side gate o rectangular gate, è comunemente utilizzato nello stampaggio a iniezione. Il nome deriva dal fatto che in genere viene sottoposto a una lavorazione che lo trasforma in un rettangolo. Il gate si trova solitamente sulla superficie di separazione e viene alimentato dall'esterno della cavità. Grazie alle sue dimensioni ridotte, l'impatto della forma della sezione trasversale sulla pressione e sulla perdita di calore è minimo. La lunghezza della porta rettangolare varia in genere da 0,5 a 3 mm, la larghezza da 1,5 a 5 mm e la profondità da 0,5 a 2 mm.
| Tipo di cancello | Porta del bordo |
| Vantaggi | 1. Forma semplice della sezione trasversale e facilità di lavorazione. 2. Selezione flessibile della posizione del cancello. 3. Facile rimozione del cancello con tracce minime. 4. Capacità di modificare le condizioni di riempimento dello stampo. 5. Adatto a stampi a più cavità e ad alta produttività. |
| Svantaggi | 1. Difficoltà di scarico dell'aria per le parti a forma di conchiglia. 2. Non adatto a parti in cui non sono consentite tracce di alimentazione. 3. Perdita di pressione maggiore durante l'iniezione. |
| Applicazioni | 1. Ampiamente utilizzato, soprattutto negli stampi a due piastre a cavità multipla 2. Adatto per parti in plastica di piccole e medie dimensioni. |

Cancello di sovrapposizione
Una porta di sovrapposizione, simile alle porte rettangolari, viene lavorata direttamente sulla superficie di separazione. È una variante delle porte rettangolari. Tuttavia, le griglie di sovrapposizione sono più inclini a produrre segni di lavanderia e possono essere difficili da rimuovere. I segni lasciati dalle porte a sovrapposizione sono spesso più evidenti rispetto ad altri tipi di porte.
Cancello del ventilatore
Il cancello a ventaglio è un cancello che si espande gradualmente e che assomiglia a un ventaglio pieghevole. Derivato dalla variante del cancello laterale, il cancello si allarga e diventa più sottile nella direzione di alimentazione, consentendo alla colata di entrare nella cavità attraverso un cancello a gradini. La profondità della porta dipende dallo spessore del prodotto, in genere da 0,25 mm a 1,5 mm. La larghezza della porta è generalmente pari a 1/4 della larghezza della cavità, con una larghezza minima di 8 mm.
| Vantaggi del Fan Gate | Svantaggi del Fan Gate | Applicazione di Fan Gate |
| - Distribuzione uniforme della massa fusa in direzione laterale | - Difficile rimozione del cancello | - Prodotti lunghi, piatti e sottili |
| - Riduzione del modello di flusso e degli effetti di orientamento | - Segni di taglio lungo il lato del prodotto | - Piastre di copertura, righelli, vassoi, piatti, ecc. |
| - Miglioramento dell'esclusione dell'aria | - Plastiche con scarsa fluidità (ad es. PC, PSF) |

Cancello a membrana
Le porte a diaframma sono comunemente utilizzate per parti cilindriche con fori di grandi dimensioni o fori rettangolari di grandi dimensioni. I materiali vengono iniettati nella cavità dal perimetro del foro, il che aiuta a distribuire la forza in modo uniforme sull'anima, a evitare le linee di saldatura e a facilitare lo scarico regolare. Tuttavia, le porte a diaframma lasciano segni evidenti sul bordo interno del pezzo.
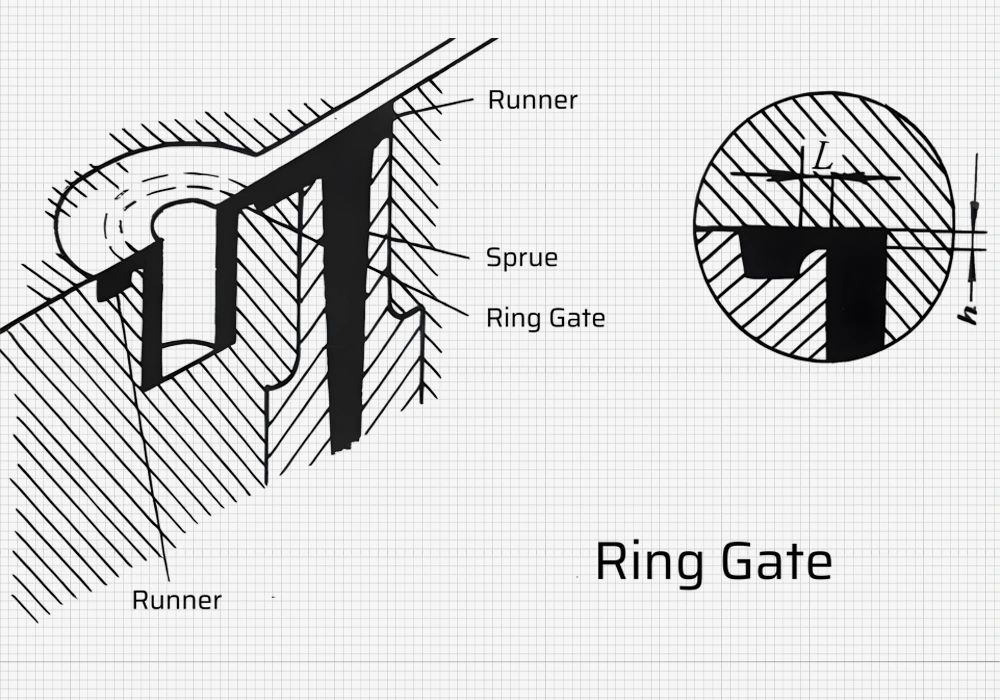
Cancello ad anello
Il gate ad anello è una variante del gate rettangolare ed è posizionato intorno alla cavità, assomigliando a un gate a forma di disco. Ha le stesse caratteristiche della porta a diaframma, ma è posizionata all'esterno della cavità. La selezione delle dimensioni della porta ad anello può essere trattata in modo analogo alla selezione delle dimensioni della porta a diaframma.
| Vantaggi | Svantaggi | Applicazione |
| - Distribuzione uniforme della fusione lungo la circonferenza | - Difficile rimozione del cancello | - Stampi piccoli a più cavità<br>- Pezzi cilindrici in plastica con lunghi cicli di stampaggio e pareti sottili |
| - Scarico liscio | - Tracce di gate più evidenti sul lato | |
| - Flusso senza ondulazioni e senza fusioni | - Rimozione dei residui del cancello necessaria a fini estetici | |
| - Riduzione delle sollecitazioni e delle deformazioni interne |
Film Gate
Il film gate è una variante del gate laterale. Utilizza una guida parallela, nota come guida parallela, che è allineata parallelamente al lato della cavità. La lunghezza del canale parallelo può essere pari o superiore alla larghezza del pezzo stampato. Il materiale fuso viene distribuito uniformemente all'interno del canale parallelo ed entra nella cavità a una velocità controllata e uniforme. La forma sottile e piatta della fessura caratterizza il film gate, che ha uno spessore compreso tra 0,25 e 0,65 mm. La larghezza della fessura del gate è solitamente da 0,25 a 1 volta la larghezza della cavità al gate, mentre la lunghezza della fessura è di circa 0,6-0,8 mm.
| Vantaggi | Svantaggi | Applicazione |
| - Flusso di fusione uniforme e regolare - Riduzione dello stress interno - Efficace rimozione dei gas | - Difficile rimozione del cancello - Presenza di segni di taglio | - Parti in plastica a piastra sottile - Ampia area di modanatura - Controllo della deformazione di PE e materie plastiche simili |

Cancello a punto di spillamento/cancello a punto di spillamento
La porta a spillo (Pin Point Gate) è un tipo di porta ampiamente utilizzato, con una forma a sezione trasversale rotonda e dimensioni ridotte. Le dimensioni della porta a spillo sono cruciali per garantire una corretta apertura dello stampo e prevenire le sollecitazioni sul pezzo stampato. Il diametro della porta è in genere compreso tra 0,6 e 2,8 mm, mentre la lunghezza varia da 0,7 a 1,5 mm.
| Vantaggi | Svantaggi | Applicazione |
| Flessibilità della posizione | Perdita di pressione elevata, che richiede una pressione di iniezione maggiore | Stampaggio a iniezione di materie plastiche a bassa viscosità e sensibili alla velocità di taglio |
| Miglioramento della portata e dell'attrito | Struttura di stampo complessa, che spesso richiede uno stampo a tre piastre (lo stampo a due piastre può essere utilizzato in stampi a canale caldo) | Adatto a stampi con alimentazione centrale a più cavità |
| Rimozione automatica del cancello | L'elevata velocità di flusso al gate può causare un maggiore orientamento molecolare e potenziali cricche. | |
| Riduzione della tensione residua al gate | Tendenza alla deformazione da curvatura in parti in plastica di grandi dimensioni o facilmente deformabili | |
| Solidificazione più rapida al cancello |

Porta sottomarina
Il cancello sottomarino, noto anche come cancello a tunnel, è un'evoluzione del design del cancello a pin che affronta le complessità degli stampi a pin gate, pur mantenendone i vantaggi. Offre flessibilità nel posizionamento, consentendo di posizionarlo sia sul lato mobile che su quello fisso dello stampo. Il Submarine Gate può essere posizionato discretamente sulla superficie interna o sui lati del pezzo stampato e sulle barre, colonne o superficie di separazione. In alternativa, è possibile posizionarlo comodamente utilizzando l'asta di espulsione dello stampo. In genere, il Submarine Gate assume una forma conica e un angolo compreso tra 20° e 40° rispetto alla cavità.
È possibile scegliere la dimensione del cancello in base alle dimensioni del Pin Gate.
| Vantaggi | Svantaggi | Applicazione |
| - Il posizionamento nascosto del cancello preserva l'aspetto del prodotto. | - Difficile da lavorare a causa della direzione sommersa e obliqua della porta. | - Adatto per parti in plastica con alimentazione da un solo lato. |
| - La rimozione automatica del cancello consente l'automazione della produzione. | - Non è adatto per prodotti a parete sottile a causa dell'elevata perdita di pressione e della facilità di condensazione. | - Comunemente utilizzato in stampi a due piastre. |
| - Non ci sono segni di spruzzatura o linee d'aria sulla superficie del prodotto. | - Tagliare il cancello può essere difficile per le materie plastiche forti come il PA. | |
| - I materiali plastici fragili come il PS possono rompersi e bloccare il cancello. |

Cancello a linguetta
La porta a linguetta, che è un'evoluzione della porta laterale, funge da tipica porta d'impatto. La porta è spesso quadrata o rettangolare, anche se si preferisce una forma rettangolare o semicircolare, mentre la guida di scorrimento è preferibilmente circolare.
| Vantaggi | Svantaggi |
| 1. Flusso omogeneo e uniforme della massa fusa nella cavità | 1. Difficile rimozione del cancello e lascia una traccia significativa |
| 2. Miglioramento della fluidità della fusione grazie all'aumento della temperatura | 2. Canale di flusso più lungo e complicato |
| 3. Le tensioni residue al gate non influiscono sulla qualità del pezzo stampato | |
| 4. Riduzione dello stress interno nella plastica |
Abbinamento del tipo di cancello e della resina
| Tipo | PVC | PE | PP | PC | PS | PA | POM | AS | ABS | PMMA | SFT |
| Cancello diretto | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| Cancello a pin | √ | √ | √ | √ | √ | √ | √ | √ | |||
| Porta sottomarina | √ | √ | √ | √ | |||||||
| Cancello laterale | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |
| Sovrapposizione Cancello | √ | √ | √ | √ | |||||||
| Cancello del ventilatore | √ | √ | √ | ||||||||
| Film Cancello | √ | √ | √ | ||||||||
| Diaframma Cancello | √ | √ | √ | √ | √ | ||||||
| Cancello ad anello | √ | √ |
Suggerimenti per la scelta dell'ubicazione dei cancelli dello stampo a iniezione
Requisiti per l'ubicazione del cancello dello stampo
Quando si sceglie la posizione della porta, si deve mirare a ridurre al minimo i segni visibili della porta e le linee di saldatura sul prodotto finale.
La posizione del gate deve tenere conto dei requisiti funzionali del prodotto, come ad esempio garantire il corretto riempimento, l'imballaggio e le prestazioni del pezzo.
La posizione del cancello deve tenere conto della facilità di progettazione e produzione dello stampo, comprese le considerazioni sulla complessità e la fattibilità dello stampo.
Quando si sceglie la posizione del cancello, è necessario selezionarla per ridurre al minimo qualsiasi potenziale deviazione o distorsione del prodotto durante il processo di stampaggio.
La posizione dei cancelli deve facilitare la loro rimozione dopo il completamento del processo di stampaggio.
La posizione del gate deve consentire un facile controllo dei parametri del processo di stampaggio, come il flusso di fusione, la pressione e il raffreddamento, per garantire una produzione di pezzi costante e di alta qualità.
Selezione della posizione della porta dello stampo a iniezione
Posizionare il cancello in modo da garantire il riempimento simultaneo di tutti gli angoli della cavità.
La portata di plastica deve rimanere uniforme e stabile durante tutte le fasi del processo di iniezione.
Il cancello deve essere posizionato nella parte spessa dello spessore della parete del prodotto, consentendo alla plastica fusa di fluire dalla sezione spessa a quella sottile, facilitando il riempimento completo dello stampo.
La posizione del cancello deve ridurre al minimo la durata del processo di riempimento della plastica per ridurre le perdite di pressione.
La porta deve essere posizionata in una parte della cavità che faciliti la rimozione del gas.
Il cancello non deve dirigere la colata direttamente nella cavità per evitare flussi vorticosi e segni di rotazione, in particolare con cancelli stretti.
Considerare potenziali problemi come segni di saldatura, bolle, depressioni, iniezione insufficiente e spruzzi di materiale.
Scegliere la posizione del cancello per evitare linee di saldatura visibili sulla superficie del prodotto. Se non è possibile evitare le linee di saldatura, scegliere la posizione del cancello per ridurre al minimo il loro impatto.
Per i pezzi circolari o cilindrici, è necessario aggiungere pozzetti di materiale freddo al punto di colata della fusione per evitare la creazione di linee di saldatura.
Il design del cancello deve impedire la frattura della fusione.
Evitare di posizionare il cancello su un lato quando il prodotto ha un'ampia area di proiezione per garantire una distribuzione uniforme della forza di iniezione.
Posizionare il cancello in modo da non alterare l'aspetto del prodotto.
Non collocare il cancello in aree del prodotto soggette a carichi di flessione o di impatto, poiché queste aree tendono ad avere una resistenza inferiore.
Negli stampi a iniezione con anime lunghe e sottili, la porta deve essere posizionata lontano dall'anima per evitare la deformazione causata dal flusso del materiale.
È possibile utilizzare cancelli composti per parti in plastica grandi o piatte per evitare deviazioni, deformazioni e carenza di materiale.
Il design della paratoia deve facilitare il funzionamento dell'uscita dell'acqua, preferibilmente in modo automatico.
Difetti e soluzioni nei cancelli di stampaggio a iniezione
Difetti nelle porte di stampaggio a iniezione possono verificarsi a causa di vari fattori, tra cui la progettazione della porta, le proprietà del materiale, le condizioni di processo e la configurazione dello stampo.
| Difetto | Causa | Soluzione |
| Vestigia del cancello o segno del cancello | Grande dimensione del cancello o forma impropria del cancello | - Utilizzare una porta di dimensioni inferiori o modificare la forma della porta. |
| Posizione non corretta del cancello | - Ottimizzare la posizione del cancello per ridurre la visibilità del marchio. | |
| Riempimento insufficiente del cancello | - Regolare la pressione di iniezione, la velocità o la temperatura | |
| Arrossamento o scolorimento della porta | Degradazione termica o temperatura di fusione insufficiente | - Aumento della temperatura di fusione |
| Trasferimento di calore inadeguato | - Regolare la temperatura dello stampo | |
| Selezione del materiale e degli additivi | - Utilizzare materiali con una migliore stabilità al calore o additivi | |
| Linee di taglio o di flusso a cancello | Progettazione inadeguata del cancello | - Ottimizzare il design del cancello per favorire un flusso più fluido |
| Velocità di iniezione insufficiente | - Aumentare la velocità di iniezione | |
| Temperatura dello stampo non corretta | - Regolare la temperatura dello stampo | |
| Blocco o congelamento del cancello | Dimensioni ridotte del cancello o design non corretto del cancello | - Aumentare le dimensioni del gate o modificare il progetto |
| Parametri di processo non corretti | - Ottimizzare la pressione e la temperatura di iniezione | |
| Selezione del materiale e degli additivi | - Utilizzare materiali con migliori proprietà di scorrimento o additivi | |
| Bave per cancelli | Dimensione o forma impropria del cancello | - Utilizzare dimensioni e forme adeguate del cancello |
| Sistemi di raffreddamento ed espulsione inadeguati | - Ottimizzare i sistemi di raffreddamento ed espulsione | |
| Pratiche di manutenzione e pulizia della muffa | - Implementare pratiche corrette di manutenzione e pulizia degli stampi |
Conclusione
Una volta compresi i tipi di cancelli, ciò che spesso mette alla prova i progettisti di stampi nelle fabbriche di stampaggio a iniezione è il posizionamento del cancello. Poiché la struttura del prodotto e il materiale di ciascun cliente variano, non esiste una risposta corretta e fissa per il posizionamento della porta. La scelta del posizionamento della porta richiede un certo livello di esperienza pratica per i progettisti di stampi.
Di solito, i clienti delle fabbriche di stampaggio a iniezione hanno requisiti specifici per i marchi di chiusura sui prodotti, che influenzano direttamente l'aspetto dei prodotti o delle parti. Se siete un collaboratore di FirstMold o aspirate a eccellere in questo settore, è essenziale padroneggiare la selezione del posizionamento del gate. Per qualsiasi domanda, non esitate a contattare [email protected]e saremo lieti di rispondere per voi.











