

Embora já tenhamos abordado anteriormente os temas abeto e corredor Hoje, a nossa atenção centrar-se-á na compreensão do significado do portão - a junção crucial onde o plástico derretido entra na cavidade do molde. O portão é uma das estruturas mais difíceis e complexas de todo o sistema de alimentação, pelo que espero que este artigo seja útil.
Para ajudar a compreender melhor o portão, vamos rever os conhecimentos abordados em artigos anteriores.
O sistema de alimentação refere-se aos canais através dos quais o plástico fundido passa do bico da máquina de injeção para a cavidade do molde. As estruturas sequenciais através das quais o plástico fundido passa são o jito, o canal, o sub-canal e o portão. É evidente que a porta é o ponto de controlo final antes de o plástico líquido entrar na cavidade do molde.

Devido ao seu papel na ligação entre a cavidade e o sistema de alimentação, a escolha da localização do portão é excecionalmente crucial. Há mesmo quem diga que o sucesso de conceção do molde está diretamente relacionada com a seleção da localização do portão.
Tipos de porta de moldagem por injeção
As portas são normalmente classificadas em dois tipos: portas restritivas e portas não restritivas. As portas restritivas referem-se normalmente a portas de jito, que têm uma abertura estreita que restringe o fluxo de material fundido. Por outro lado, as portas não restritivas abrangem uma gama mais alargada de tipos de portas com mais opções de design.

Porta Direta/Porta de Esprue
A porta direta, também conhecida como porta de jito, é normalmente posicionada no centro das peças de plástico num molde de cavidade única, permitindo que o plástico fundido flua diretamente para a cavidade.
| Tipo | Porta Direta / Porta de Canal |
| Vantagens | - Processo curto com velocidade de alimentação rápida e bom efeito de moldagem. - Menor perda de pressão e de calor devido a uma maior área da secção transversal. - Estrutura de molde simples com baixo custo de fabrico. |
| Desvantagens | - Remoção difícil da porta com marca visível da porta, afectando a estética do produto. - Maior concentração de calor e stress interno, levando a marca de pia defeitos. - Propenso à deformação em peças plásticas planas e de paredes finas, especialmente com plásticos cristalinos. |
| Aplicação | - Adequado para peças de plástico grandes e de paredes espessas (por exemplo, tachos, caixas de TV). - Ideal para moldar plásticos com elevada viscosidade e fraca fluidez, tais como PC, PSF |

Porta de borda
A porta de borda, também conhecida como porta lateral ou porta retangular, é normalmente utilizada na moldagem por injeção. Recebeu este nome porque normalmente é submetida a um processamento que a transforma num retângulo. A porta está normalmente localizada na superfície de separação e é alimentada a partir do exterior da cavidade. Devido ao seu pequeno tamanho, o impacto da forma da secção transversal na pressão e na perda de calor é mínimo. O comprimento da comporta retangular varia normalmente entre 0,5 mm e 3 mm, a largura entre 1,5 mm e 5 mm e a profundidade da comporta entre 0,5 mm e 2 mm.
| Tipo de porta | Porta de borda |
| Vantagens | 1. Forma simples da secção transversal e fácil processamento. 2. Seleção flexível da localização do portão. 3. Fácil remoção do portão com o mínimo de vestígios. 4. Capacidade de alterar as condições de enchimento do molde. 5. Adequado para moldes multi-cavidades e alta produtividade. |
| Desvantagens | 1. Dificuldade de exaustão de ar para peças em forma de concha. 2. Não é adequado para peças em que não são permitidos traços de alimentação. 3. Maior perda de pressão durante a injeção. |
| Aplicações | 1. Amplamente utilizado, especialmente em moldes multi-cavidades de duas placas 2. Adequado para peças de plástico de pequena e média dimensão. |

Porta de sobreposição
Uma porta de sobreposição, que é semelhante às portas rectangulares, é processada diretamente na superfície de corte. É uma variação das portas rectangulares. No entanto, as portas de sobreposição são mais propensas a produzir marcas de afundamento e podem ser difíceis de remover. As marcas de porta deixadas pelas portas de sobreposição são frequentemente mais visíveis em comparação com outros tipos de portas.
Porta de ventoinha
Uma porta em leque é uma porta que se expande gradualmente, assemelhando-se a uma ventoinha dobrável. Derivado da variação da porta lateral, a porta alarga-se e torna-se mais fina na direção da alimentação, permitindo que a massa fundida entre na cavidade através de uma porta escalonada. A profundidade da porta depende da espessura do produto, tipicamente de 0,25 mm a 1,5 mm. A largura da porta é geralmente 1/4 da largura da cavidade na porta, com uma largura mínima de 8mm.
| Vantagens do Fan Gate | Desvantagens do Fan Gate | Aplicação de Fan Gate |
| - Distribuição uniforme da massa fundida na direção lateral | - Difícil remoção da porta | - Produtos longos, planos e finos |
| - Redução do padrão de fluxo e dos efeitos de orientação | - Marcas de cisalhamento ao longo do lado do produto | - Placas de cobertura, réguas, tabuleiros, pratos, etc. |
| - Melhoria da exclusão do ar | - Plásticos com fraca fluidez (por exemplo, PC, PSF) |

Porta de membrana
As comportas de membrana são normalmente utilizadas para peças cilíndricas com grandes furos ou grandes furos rectangulares. Os materiais são injectados na cavidade a partir do perímetro do furo, o que ajuda a distribuir uniformemente a força no núcleo, a evitar linhas de soldadura e a facilitar o escape suave. No entanto, as portas de diafragma deixam marcas visíveis na borda interna da peça.
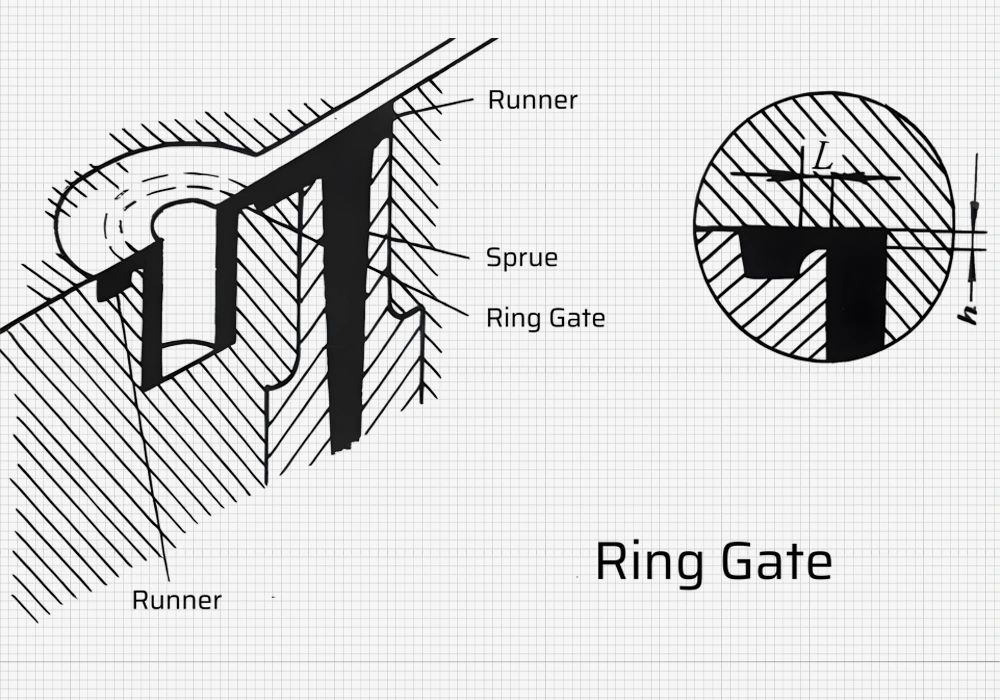
Porta de anel
A comporta em anel é uma variação da comporta retangular e é colocada à volta da cavidade, assemelhando-se a uma comporta em forma de disco. Partilha semelhanças com a porta de diafragma, mas está posicionada fora da cavidade. A seleção do tamanho da porta em anel pode ser tratada de forma semelhante à seleção do tamanho da porta em diafragma.
| Vantagens | Desvantagens | Aplicação |
| - Distribuição uniforme da massa fundida ao longo da circunferência | - Difícil remoção da porta | - Moldes pequenos e com várias cavidades<br>- Peças de plástico cilíndricas com ciclos de moldagem longos e paredes finas |
| - Escape suave | - Traços de portão mais visíveis na lateral | |
| - Fluxo sem ondulações e sem fusão | - Remoção de resíduos do portão necessária para fins estéticos | |
| - Redução das tensões e deformações internas |
Portal do filme
A porta de filme é uma variação da porta lateral. Utiliza um canal paralelo, conhecido como canal paralelo, que é alinhado paralelamente ao lado da cavidade. O comprimento do canal paralelo pode ser igual ou superior à largura da peça moldada. A massa fundida é distribuída uniformemente no interior do canal paralelo e entra na cavidade a uma velocidade controlada e uniforme. A sua forma de fenda fina e plana caracteriza a porta de filme, normalmente com 0,25 mm a 0,65 mm de espessura. A largura da fenda da porta é normalmente de 0,25 a 1 vez a largura da cavidade na porta, enquanto o comprimento da fenda é de aproximadamente 0,6 a 0,8 mm.
| Vantagens | Desvantagens | Aplicação |
| - Fluxo de fusão uniforme e suave - Redução do stress interno - Remoção eficaz de gases | - Difícil remoção da porta - Presença de marcas de cisalhamento | - Peças de plástico de chapa fina - Grande área de moldagem - Controlo da deformação de PE e plásticos semelhantes |

Porta de ponto de pino/Porta de pino
O portão de ponta de pino (Pin Gate) é um tipo de portão muito utilizado com uma secção transversal redonda e um tamanho pequeno. O tamanho da porta de pinos é crucial para garantir a abertura correcta do molde e evitar tensões na peça moldada. O diâmetro do portão é tipicamente entre 0,6 e 2,8 mm, e o comprimento varia entre 0,7 e 1,5 mm.
| Vantagens | Desvantagens | Aplicação |
| Flexibilidade de localização | Perda de pressão elevada, exigindo maior pressão de injeção | Moldagem por injeção de plásticos de baixa viscosidade e de plásticos sensíveis à taxa de cisalhamento |
| Melhoria do caudal e da fricção | Estrutura de molde complexa, exigindo frequentemente um molde de tipo de três placas (pode ser utilizado um molde de tipo de duas placas em moldes de canais quentes) | Adequado para moldes de alimentação central multi-cavidades |
| Remoção automática do portão | O elevado caudal no portão pode provocar um aumento da orientação molecular e potenciais fissuras. | |
| Redução da tensão residual no portão | Propenso a deformações por empenamento em peças de plástico grandes ou facilmente deformáveis | |
| Solidificação mais rápida no portão |

Porta submarina
O Submarine Gate, também conhecido como Tunnel Gate, é um avanço do design do Pin Gate que aborda as complexidades dos moldes Pin Gate, mantendo os seus benefícios. Proporciona flexibilidade na colocação, permitindo o posicionamento tanto no lado móvel como no lado fixo do molde. O Submarine Gate pode ser colocado discretamente na superfície interna ou nas laterais da peça moldada e nas barras, colunas ou superfície de separação. Alternativamente, pode-se convenientemente colocá-lo usando a haste ejetora do molde. Tipicamente, o Submarine Gate assume uma forma cónica e ângulos entre 20° e 40° em relação à cavidade.
Pode escolher o tamanho do portão com base nas dimensões do portão de pinos.
| Vantagens | Desvantagens | Aplicação |
| - A colocação de portões ocultos preserva a aparência do produto. | - Difícil de processar devido à direção submersa e oblíqua do portão. | - Adequado para peças de plástico com alimentação unilateral. |
| - A remoção automática da porta permite a automatização da produção. | - Não é adequado para produtos de paredes finas devido à elevada perda de pressão e à fácil condensação. | - Normalmente utilizado em moldes de duas placas. |
| - Sem marcas de pulverização ou linhas aéreas na superfície do produto. | - Cortar o portão pode ser um desafio para plásticos fortes como o PA. | |
| - Os plásticos frágeis como o PS podem partir-se e bloquear o portão. |

Portão de tabulação
O portão de aba, que é uma evolução do portão lateral, serve como um portão de impacto típico. A porta é frequentemente quadrada ou retangular, embora seja preferível uma forma retangular ou semi-circular, enquanto o canal é preferencialmente circular.
| Vantagens | Desvantagens |
| 1. Fluxo suave e uniforme da massa fundida para a cavidade | 1. Difícil de remover e deixa um rasto significativo |
| 2. Melhoria da fluidez da massa fundida devido ao aumento da temperatura | 2. Canal de fluxo mais longo e mais complicado |
| 3. A tensão residual no portão não afecta a qualidade da peça moldada | |
| 4. Redução das tensões internas no plástico |
Correspondência entre o tipo de porta e a resina
| Tipo | PVC | PE | PP | PC | PS | PA | POM | AS | ABS | PMMA | SFT |
| Portão direto | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| Porta de pinos | √ | √ | √ | √ | √ | √ | √ | √ | |||
| Porta submarina | √ | √ | √ | √ | |||||||
| Portão lateral | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |
| Sobreposição Portão | √ | √ | √ | √ | |||||||
| Porta de ventoinha | √ | √ | √ | ||||||||
| Filme Portão | √ | √ | √ | ||||||||
| Diafragma Portão | √ | √ | √ | √ | √ | ||||||
| Porta de anel | √ | √ |
Conselhos para escolher a localização das portas de moldes de injeção
Requisitos para a localização da porta do molde
Ao selecionar a localização do portão, deve procurar-se minimizar as marcas visíveis do portão e as linhas de soldadura no produto final.
A localização do portão deve ter em conta os requisitos funcionais do produto, tais como assegurar o correto enchimento, embalagem e desempenho da peça.
A localização do portão deve ter em conta a facilidade de conceção e fabrico do molde, incluindo considerações sobre a complexidade e viabilidade do molde.
Ao escolher a localização do portão, deve ser selecionada de forma a minimizar qualquer potencial deflexão ou distorção do produto durante o processo de moldagem.
A localização do portão deve facilitar a remoção dos portões após a conclusão do processo de moldagem.
A localização da porta deve permitir um controlo fácil dos parâmetros do processo de moldagem, tais como o fluxo da massa fundida, a pressão e o arrefecimento, para garantir uma produção de peças consistente e de alta qualidade.
Seleção da posição da porta do molde de injeção
Posicionar o portão de forma a assegurar o enchimento simultâneo de todos os cantos da cavidade.
O caudal de plástico deve permanecer uniforme e estável ao longo de todas as fases do processo de injeção.
A comporta deve ser colocada na parte grossa da espessura da parede do produto, permitindo que o plástico fundido flua da secção grossa para a secção fina, facilitando o enchimento completo do molde.
A localização do portão deve minimizar a duração do processo de enchimento de plástico para reduzir a perda de pressão.
A porta deve estar localizada numa parte da cavidade que facilite a remoção do gás.
O portão não deve direcionar a massa fundida diretamente para a cavidade para evitar o turbilhonamento do fluxo e marcas de rotação, particularmente com portões estreitos.
Considere potenciais problemas como marcas de soldadura, bolhas, depressões, injeção insuficiente e pulverização de material.
Escolha a localização da porta para evitar linhas de soldadura visíveis na superfície do produto. Se não for possível evitar as linhas de soldadura, seleccione a localização da porta para minimizar o seu impacto.
No caso de peças circulares ou cilíndricas, devem ser adicionados poços de material frio no ponto de vazamento da fusão para evitar a criação de linhas de soldadura.
A conceção do portão deve evitar a fratura por fusão.
Evitar colocar a porta de um lado quando o produto tem uma grande área projectada para assegurar uma distribuição uniforme da força de injeção.
Colocar o portão de forma a não afetar o aspeto do produto.
Não colocar a porta em áreas do produto sujeitas a cargas de flexão ou de impacto, uma vez que estas áreas tendem a ter uma resistência inferior.
Nos moldes de injeção com núcleos longos e finos, a porta deve estar localizada longe do núcleo para evitar a deformação causada pelo fluxo de material.
Pode utilizar portões compostos para peças de plástico grandes ou planas para evitar a deflexão, a deformação e a falta de material.
A conceção do portão deve facilitar a operação de saída de água, de preferência através de meios automáticos.
Defeitos e soluções no portão de moldagem por injeção
Defeitos nas portas de moldagem por injeção pode ocorrer devido a vários factores, incluindo a conceção da porta, as propriedades do material, as condições do processo e a configuração do molde.
| Defeito | Causa | Solução |
| Vestígio de portão ou marca de portão | Tamanho grande do portão ou forma incorrecta do portão | - Utilizar um tamanho de portão mais pequeno ou alterar a forma do portão |
| Localização incorrecta do portão | - Otimizar a localização do portão para reduzir a visibilidade da marca | |
| Enchimento insuficiente do portão | - Ajustar a pressão, a velocidade ou a temperatura de injeção | |
| Blush ou descoloração do portão | Degradação térmica ou temperatura de fusão insuficiente | - Aumentar a temperatura de fusão |
| Transferência de calor inadequada | - Ajustar a temperatura do molde | |
| Seleção de materiais e aditivos | - Utilizar materiais com estabilidade térmica melhorada ou aditivos | |
| Cisalhamento de portas ou linhas de fluxo | Conceção inadequada do portão | - Otimizar a conceção do portão para promover um fluxo mais suave |
| Velocidade de injeção insuficiente | - Aumentar a velocidade de injeção | |
| Temperatura inadequada do molde | - Ajustar a temperatura do molde | |
| Congelamento ou bloqueio do portão | Porta de pequenas dimensões ou conceção incorrecta da porta | - Aumentar o tamanho da porta ou modificar o desenho |
| Parâmetros de processo incorrectos | - Otimizar a pressão e a temperatura de injeção | |
| Seleção de materiais e aditivos | - Utilizar materiais com melhores propriedades de fluxo ou aditivos | |
| Rebarbas de porta | Tamanho ou forma inadequados do portão | - Utilizar um portão de tamanho e forma adequados |
| Sistemas de arrefecimento e de ejeção inadequados | - Otimizar os sistemas de refrigeração e ejeção | |
| Práticas de manutenção e limpeza de moldes | - Implementar práticas adequadas de manutenção e limpeza de moldes |
Conclusão
Depois de compreender os tipos de portas, o que muitas vezes põe à prova os projectistas de moldes nas fábricas de moldagem por injeção é a colocação das portas. Uma vez que a estrutura do produto e o material de cada cliente variam, não existe uma resposta correcta e fixa para a colocação da porta. A seleção da colocação da porta requer um certo nível de experiência prática para os projectistas de moldes.
Normalmente, os clientes das fábricas de moldagem por injeção têm requisitos específicos para as marcas de porta nos produtos, influenciando diretamente a aparência dos produtos ou peças. Se é um colega da FirstMold ou aspira a destacar-se nesta indústria, é essencial dominar a seleção da colocação de portões. Se tiver alguma dúvida, não hesite em contactar [email protected]e teremos todo o prazer em responder-lhe.











