

Hoewel we eerder de onderwerpen sprue en hardloper in detail, zullen we ons vandaag richten op het begrijpen van de betekenis van de gate - de cruciale overgang waar de plastic smelt de vormholte. Het hek is een van de moeilijkere en complexere structuren in het hele voedersysteem, dus ik hoop dat dit artikel nuttig zal zijn.
Om de poort beter te begrijpen, nemen we de kennis uit eerdere artikelen door.
Het toevoersysteem verwijst naar de kanalen waardoor gesmolten kunststof van het spuitstuk van de spuitgietmachine naar de matrijsholte gaat. De opeenvolgende structuren waar gesmolten kunststof doorheen gaat zijn de sprue, runner, sub-runner en gate. Het is duidelijk dat de gate het laatste controlepunt is voordat de vloeibare kunststof de matrijsholte ingaat.

Door de rol die de poort speelt bij het verbinden van de spouw en het voersysteem, is de keuze van de locatie van de poort uitzonderlijk cruciaal. Sommigen zeggen zelfs dat het succes van matrijsontwerp is direct gerelateerd aan de keuze van de poortlocatie.
Soorten spuitgietpoorten
Poorten worden gewoonlijk ingedeeld in twee soorten: restrictieve poorten en niet-beperkende poorten. Restrictieve gates hebben meestal betrekking op sprue gates, die een smalle opening hebben die de stroom van gesmolten materiaal beperkt. Niet-beperkende gates daarentegen omvatten een breder scala aan gates met meer ontwerpmogelijkheden.

Directe poort/schachtpoort
De directe poort, ook wel sprue gate genoemd, bevindt zich meestal in het midden van de plastic onderdelen in een mal met één caviteit, waardoor de plastic smelt direct in de caviteit stroomt.
| Type | Directe poort / spruitpoort |
| Voordelen | - Kort proces met hoge voedingssnelheid en goed vormeffect. - Kleiner druk- en warmteverlies door een grotere dwarsdoorsnede. - Eenvoudige matrijsstructuur met lage productiekosten. |
| Nadelen | - Moeilijke verwijdering van de poort met zichtbare markering van de poort, wat de esthetiek van het product aantast. - Meer warmteconcentratie en interne stress, wat leidt tot zinkmarkering gebreken. - Gevoelig voor doorbuiging in vlakke en dunwandige kunststof onderdelen, vooral bij kristallijne kunststoffen. |
| Toepassing | - Geschikt voor grote en dikwandige kunststof onderdelen (bijv. potten, tv-behuizingen). - Ideaal voor het vormen van kunststoffen met een hoge viscositeit en slechte vloeibaarheid, zoals PC, PSF |

Randpoort
Edge Gate, ook bekend als side gate of rechthoekige gate, wordt vaak gebruikt bij spuitgieten. Het krijgt zijn naam omdat het meestal een bewerking ondergaat om het in een rechthoek te vormen. De gate bevindt zich meestal op het scheidingsvlak en wordt van buiten de caviteit gevoed. Door de kleine afmetingen is de invloed van de vorm van de dwarsdoorsnede op de druk en het warmteverlies minimaal. De lengte van de rechthoekige poort varieert meestal van 0,5 tot 3 mm, de breedte van 1,5 tot 5 mm en de diepte van de poort van 0,5 tot 2 mm.
| Type poort | Randpoort |
| Voordelen | 1. Eenvoudige doorsnedevorm en eenvoudige verwerking. 2. Flexibele keuze van poortlocatie. 3. Gemakkelijk verwijderen van de poort met minimale sporen. 4. Mogelijkheid om de condities voor het vullen van de matrijs te veranderen. 5. Geschikt voor mallen met meerdere caviteiten en hoge productiviteit. |
| Nadelen | 1. Moeilijkheden bij het afzuigen van lucht voor schelpvormige onderdelen. 2. Niet geschikt voor onderdelen waar voedingssporen niet zijn toegestaan. 3. Groter drukverlies tijdens injectie. |
| Toepassingen | 1. Wijd gebruikt, vooral in twee-plaat multi-holte mallen 2. Geschikt voor kleine en middelgrote kunststof onderdelen. |

Overlappende poort
Een overlappoort, die lijkt op rechthoekige poorten, wordt rechtstreeks op het deellijnoppervlak bewerkt. Het is een variatie op rechthoekige openingen. Overlapgates hebben echter meer kans op zinksporen en kunnen moeilijk te verwijderen zijn. De gatesporen die achterblijven bij overlapgates zijn vaak opvallender dan bij andere gatesoorten.
Ventilatorpoort
Een waaierpoort is een geleidelijk uitdijende poort die lijkt op een vouwwaaier. Afgeleid van de variatie van side gate, wordt de gate breder en dunner in de aanvoerrichting, waardoor de smelt de caviteit binnenkomt via een getrapte gate. De diepte van de Gate hangt af van de productdikte, meestal 0,25 mm tot 1,5 mm. De breedte van de gate is over het algemeen 1/4 van de breedte van de caviteit bij de gate, met een minimale breedte van 8mm.
| Voordelen van Fan Gate | Nadelen van Fan Gate | Toepassing van ventilatorpoort |
| - Gelijkmatige smeltverdeling in de dwarsrichting | - Moeilijke verwijdering van de poort | - Lange, platte en dunne producten |
| - Verminderd stromingspatroon en oriëntatie-effecten | - Schuifsporen langs de zijkant van het product | - Dekplaten, linialen, dienbladen, borden, enz. |
| - Verbeterde luchtuitsluiting | - Kunststoffen met slechte vloeibaarheid (bijv. PC, PSF) |

Membraanpoort
Membraansluitingen worden vaak gebruikt voor cilindrische onderdelen met grote boringen of grote rechthoekige boringen. Materiaal wordt in de holte geïnjecteerd vanaf de omtrek van de boring, waardoor de kracht gelijkmatig over de kern wordt verdeeld, laslijnen worden vermeden en een soepele uitlaat mogelijk is. Membraanspoorten laten echter zichtbare sporen achter op de binnenrand van het onderdeel.
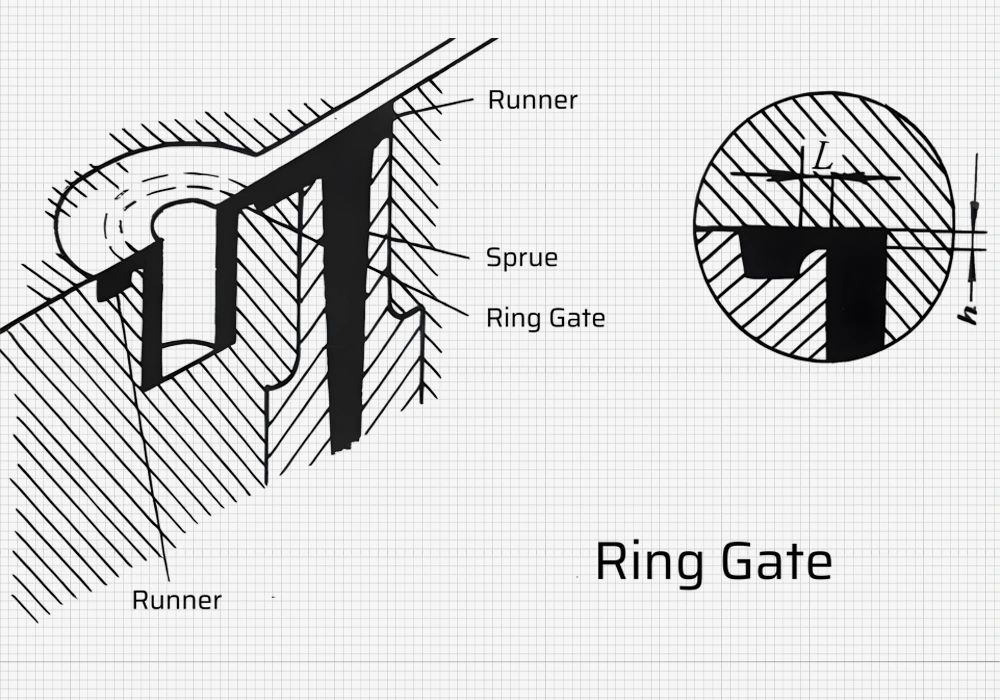
Ringpoort
De ringvormige poort is een variatie op de rechthoekige poort en bevindt zich rond de holte en lijkt op een schijfvormige poort. Hij lijkt op de diafragma poort maar bevindt zich buiten de caviteit. De keuze van de grootte van de ringpoort kan op dezelfde manier behandeld worden als de keuze van de grootte van de membraanpoort.
| Voordelen | Nadelen | Toepassing |
| - Gelijkmatige smeltverdeling langs de omtrek | - Moeilijke verwijdering van de poort | - Kleine mallen met meerdere holtes<br>- Cilindrische kunststofonderdelen met lange spuitgietcycli en dunne wanden |
| - Soepele uitlaat | - Meer opvallende poortsporen aan de zijkant | |
| - Rimpelloze en fusievrije stroom | - Verwijderen van poortresten vereist voor esthetische doeleinden | |
| - Verminderde interne spanning en vervorming |
Film Gate
De filmpoort is een variatie op de zijpoort. Deze maakt gebruik van een parallelle runner, ook wel parallel runner genoemd, die parallel aan de zijkant van de caviteit is uitgelijnd. De lengte van de parallelle runner kan gelijk of groter zijn dan de breedte van het spuitgietproduct. De smelt wordt gelijkmatig verdeeld in de parallelle runner en komt de caviteit binnen met een gecontroleerde en uniforme snelheid. De dunne, vlakke spleetvorm kenmerkt de filmpoort, meestal 0,25 mm tot 0,65 mm dik. De breedte van de gate slit is meestal 0,25 tot 1 keer de breedte van de holte bij de gate, terwijl de lengte van de slit ongeveer 0,6 tot 0,8 mm is.
| Voordelen | Nadelen | Toepassing |
| - Gelijkmatige en soepele smeltstroom - Verminderde interne stress - Effectieve gasverwijdering | - Moeilijke verwijdering van de poort - Aanwezigheid van schuifsporen | - Dunne plaat kunststof onderdelen - Groot lijstwerkgebied - Vervorming van PE en vergelijkbare kunststoffen beheersen |

Pin Punt Poort/Pin Poort
Pin Point Gate (pinpoort) is een veelgebruikt type poort met een ronde dwarsdoorsnede en een klein formaat. De grootte van de pin gate is cruciaal voor een goede matrijsopening en om stress op het gegoten onderdeel te voorkomen. De diameter van de poort ligt meestal tussen 0,6 en 2,8 mm en de lengte tussen 0,7 en 1,5 mm.
| Voordelen | Nadelen | Toepassing |
| Flexibele locatie | Hoog drukverlies, waardoor hogere injectiedruk nodig is | Spuitgieten van kunststoffen met een lage viscositeit en kunststoffen die gevoelig zijn voor afschuiving |
| Verbeterde stroomsnelheid en wrijving | Complexe matrijsstructuur, waarvoor vaak een matrijs met drie platen nodig is (een matrijs met twee platen kan worden gebruikt in hot runner mallen) | Geschikt voor mallen met meerdere caviteiten in het midden |
| Automatische poortverwijdering | De hoge stroomsnelheid bij de gate kan leiden tot een verhoogde moleculaire oriëntatie en mogelijk barsten. | |
| Verminderde restspanning bij de gate | gevoelig voor vervorming door kromtrekken in grote of gemakkelijk vervormbare kunststof onderdelen | |
| Sneller stollen aan de poort |

Onderzeese poort
Submarine Gate, ook bekend als Tunnel Gate, is een verbetering van het Pin Gate ontwerp dat de complexiteit van Pin Gate mallen aanpakt met behoud van hun voordelen. Het biedt flexibiliteit in de plaatsing, waardoor plaatsing aan zowel de bewegende als de vaste matrijszijde mogelijk is. De Submarine Gate kan discreet geplaatst worden op het binnenoppervlak of de zijkanten van het spuitgietproduct en op de staven, kolommen of het scheidingsoppervlak. Het kan ook gemakkelijk geplaatst worden met behulp van de uitwerpstang van de matrijs. Gewoonlijk heeft de onderzeese poort een conische vorm en een hoek van 20° tot 40° ten opzichte van de holte.
Je kunt de poortgrootte kiezen op basis van de afmetingen van de Pin Gate.
| Voordelen | Nadelen | Toepassing |
| - Verborgen plaatsing van de poort behoudt het uiterlijk van het product. | - Moeilijk te verwerken door de ondergedompelde en schuine richting van de poort. | - Geschikt voor kunststof onderdelen met eenzijdige voeding. |
| - Automatische verwijdering van de poort maakt productieautomatisering mogelijk. | - Niet geschikt voor dunwandige producten vanwege het hoge drukverlies en de gemakkelijke condensatie. | - Vaak gebruikt in mallen met twee platen. |
| - Geen spuitsporen of contouren op het productoppervlak. | - Het afsnijden van de poort kan een uitdaging zijn voor sterke kunststoffen zoals PA. | |
| - Broze kunststoffen zoals PS kunnen breken en de poort blokkeren. |

Tab Poort
De Tab Gate, die een evolutie is van de zijpoort, dient als een typische impactpoort. De poort is vaak vierkant of rechthoekig, hoewel een rechthoekige of halfronde vorm de voorkeur geniet, terwijl de loopwagen bij voorkeur rond is.
| Voordelen | Nadelen |
| 1. Soepele en gelijkmatige smeltstroom in de holte | 1. Moeilijke verwijdering van de poort en laat een aanzienlijk spoor achter |
| 2. Verbeterde vloeibaarheid van de smelt door hogere temperatuur | 2. Langer en gecompliceerder stromingskanaal |
| 3. Residuele spanning bij de gate heeft geen invloed op de kwaliteit van het spuitgietproduct. | |
| 4. Verminderde interne spanning in de kunststof |
Overeenstemming van poorttype en hars
| Type | PVC | PE | PP | PC | PS | PA | POM | AS | ABS | PMMA | SFT |
| Directe poort | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| Pin poort | √ | √ | √ | √ | √ | √ | √ | √ | |||
| Onderzeese poort | √ | √ | √ | √ | |||||||
| Zijpoort | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |
| Overlap Poort | √ | √ | √ | √ | |||||||
| Ventilatorpoort | √ | √ | √ | ||||||||
| Film Poort | √ | √ | √ | ||||||||
| Diafragma Poort | √ | √ | √ | √ | √ | ||||||
| Ringpoort | √ | √ |
Tips voor het kiezen van de locatie van spuitgietpoorten
Vereisten voor de locatie van Mold Gate
Bij het kiezen van de plaats van de poort moet je ernaar streven om zichtbare lassporen en lasnaden op het eindproduct te minimaliseren.
De locatie van de poort moet rekening houden met de functionele vereisten van het product, zoals de juiste vulling, verpakking en prestaties van het onderdeel.
De locatie van de poort moet rekening houden met het gemak van matrijsontwerp en -productie, inclusief overwegingen voor de complexiteit en haalbaarheid van de matrijs.
Bij het kiezen van de locatie van de poort moet men deze zo kiezen dat mogelijke doorbuiging of vervorming van het product tijdens het spuitgieten geminimaliseerd wordt.
De locatie van de poort moet het gemakkelijk maken om de poorten te verwijderen nadat het vormproces is voltooid.
De locatie van de poort moet een gemakkelijke regeling van de parameters van het gietproces mogelijk maken, zoals smeltstroom, druk en koeling, om een consistente en kwalitatief hoogstaande productie van onderdelen te garanderen.
Spuitgietmatrijs positie selectie
Plaats het hek zodanig dat alle hoeken van de holte gelijktijdig gevuld worden.
De kunststofstroomsnelheid moet uniform en stabiel blijven tijdens alle fasen van het injectieproces.
De poort moet in het dikke deel van de wanddikte van het product worden geplaatst, zodat de gesmolten kunststof van het dikke naar het dunne deel kan stromen en de mal gemakkelijker volledig kan worden gevuld.
De locatie van de poort moet de lengte van het plastic vulproces minimaliseren om drukverlies te beperken.
De poort moet zich in een deel van de holte bevinden dat de gasafvoer vergemakkelijkt.
De poort mag de smelt niet rechtstreeks in de caviteit leiden om wervelende stroming en spinsporen te voorkomen, vooral bij smalle poorten.
Houd rekening met mogelijke problemen zoals lassporen, luchtbellen, depressies, onvoldoende inspuiting en materiaalnevel.
Kies de locatie van de poort om zichtbare laslijnen op het productoppervlak te vermijden. Als je laslijnen niet kunt vermijden, kies dan de locatie van de poort om hun impact te minimaliseren.
Voor ronde of cilindrische onderdelen moeten koude materiaalputten worden toegevoegd bij het smeltgietpunt om het ontstaan van laslijnen te voorkomen.
Het ontwerp van de poort moet smeltbreuk voorkomen.
Plaats het hek niet aan één kant als het product een groot geprojecteerd gebied heeft om een gelijkmatige verdeling van de injectiekracht te garanderen.
Plaats het hek zodanig dat het uiterlijk van het product niet wordt beïnvloed.
Plaats het hekje niet in delen van het product die worden blootgesteld aan buig- of stootbelastingen, omdat deze delen doorgaans minder sterk zijn.
In spuitgietmatrijzen met lange en dunne kernen moet de poort ver van de kern zitten om vervorming door materiaalstroming te voorkomen.
Je kunt samengestelde poorten gebruiken voor grote of vlakke kunststof onderdelen om doorbuiging, vervorming en materiaaltekort te voorkomen.
Het ontwerp van de poort moet eenvoudige bediening van de waterafvoer mogelijk maken, bij voorkeur automatisch.
Defecten en oplossingen in spuitgietgate
Defecten in spuitgietpoorten kan optreden door verschillende factoren, waaronder het ontwerp van de poort, materiaaleigenschappen, procesomstandigheden en matrijsconfiguratie.
| Defect | Oorzaak | Oplossing |
| Poortrestant of poortteken | Grote poortgrootte of onjuiste poortvorm | - Gebruik een kleinere poortmaat of verander de vorm van de poort |
| Onjuiste locatie van de poort | - Optimaliseer de locatie van de poort om de zichtbaarheid van de markering te verminderen | |
| Onvoldoende vulling van de poort | - Inspuitdruk, snelheid of temperatuur aanpassen | |
| Blozen of verkleuring van de poort | Thermische degradatie of onvoldoende smelttemperatuur | - Smelttemperatuur verhogen |
| Onvoldoende warmteoverdracht | - Pas de matrijstemperatuur aan | |
| Materiaalkeuze en additieven | - Gebruik materialen met verbeterde hittestabiliteit of additieven | |
| Gate shear of stroomlijnen | Ondeugdelijk poortontwerp | - Optimaliseer het poortontwerp voor een vlottere doorstroming |
| Onvoldoende injectiesnelheid | - Injectiesnelheid verhogen | |
| Onjuiste matrijstemperatuur | - Pas de matrijstemperatuur aan | |
| Bevroren of verstopte poort | Kleine poortgrootte of onjuist poortontwerp | - Vergroot de poortgrootte of wijzig het ontwerp |
| Onjuiste procesparameters | - Optimaliseer de injectiedruk en -temperatuur | |
| Materiaalkeuze en additieven | - Gebruik materialen met betere vloei-eigenschappen of additieven | |
| Poortbramen | Onjuiste poortgrootte of -vorm | - Gebruik de juiste poortgrootte en -vorm |
| Inadequate koeling en uitwerpsystemen | - Koeling en uitwerpsystemen optimaliseren | |
| Onderhoud en reiniging van schimmels | - Zorg voor goed onderhoud en reiniging van schimmels |
Inpakken
Als je eenmaal de soorten poorten begrijpt, is de plaatsing van de poorten vaak een test voor matrijsontwerpers in spuitgietfabrieken. Omdat de productstructuur en het materiaal van elke klant anders zijn, is er geen vast, correct antwoord voor de plaatsing van de poorten. Het selecteren van de plaatsing van poorten vereist een bepaald niveau van praktische ervaring voor matrijsontwerpers.
Meestal stellen klanten in spuitgietfabrieken specifieke eisen aan de poortmarkeringen op producten, die rechtstreeks van invloed zijn op het uiterlijk van producten of onderdelen. Als u een collega van FirstMold bent of wilt uitblinken in deze industrie, is het essentieel dat u de selectie van poortplaatsing onder de knie hebt. Als u vragen hebt, neem dan gerust contact op met [email protected]en we beantwoorden ze graag voor je.











