

Bien que nous ayons déjà abordé les thèmes suivants carotte et coureur Aujourd'hui, nous nous attacherons à comprendre l'importance de la porte - la jonction cruciale où la matière plastique fondue pénètre dans le système d'alimentation. cavité du moule. Le portail est l'une des structures les plus difficiles et les plus complexes de tout le système d'alimentation, et nous espérons que cet article vous sera utile.
Pour mieux comprendre le portail, passons en revue les connaissances abordées dans les articles précédents.
Le système d'alimentation désigne les canaux par lesquels le plastique fondu passe de la buse de la machine d'injection à la cavité du moule. Les structures séquentielles par lesquelles passe le plastique fondu sont la tige de coulée, le canal de coulée, le canal de coulée secondaire et le portillon. Il est évident que la porte est le dernier point de contrôle avant que le plastique liquide ne pénètre dans la cavité du moule.

En raison de son rôle de liaison entre la cavité et le système d'alimentation, le choix de l'emplacement de la porte est exceptionnellement crucial. Certains affirment même que la réussite d'une conception de moules est directement liée au choix de l'emplacement de la porte.
Types de portes de moulage par injection
Les vannes sont généralement classées en deux catégories : les vannes restrictives et les vannes non restrictives. Les portillons restrictifs se réfèrent généralement aux portillons de coulée, dont l'ouverture étroite limite l'écoulement de la matière en fusion. En revanche, les vannes non restrictives couvrent une gamme plus large de types de vannes avec davantage d'options de conception.

Direct Gate/Sprue Gate
L'obturateur direct, également appelé obturateur de carotte, est généralement placé au centre des pièces en plastique dans un moule à cavité unique, ce qui permet à la matière plastique fondue de s'écouler directement dans la cavité.
| Type | Direct Gate / Sprue Gate |
| Avantages | - Processus court avec une vitesse d'alimentation rapide et un bon effet de moulage. - Moins de pression et de perte de chaleur grâce à une plus grande surface de section transversale. - Structure de moule simple et faible coût de fabrication. |
| Inconvénients | - Retrait difficile du portillon avec marque visible du portillon, ce qui nuit à l'esthétique du produit. - Accroissement de la concentration de chaleur et du stress interne, conduisant à marque d'évier défauts. - Susceptible de se déformer dans les pièces plastiques plates et à parois minces, en particulier dans le cas des plastiques cristallins. |
| Application | - Convient pour les pièces en plastique de grande taille et à parois épaisses (p. ex. pots, boîtiers de télévision). - Idéal pour le moulage de plastiques à haute viscosité et à faible fluidité, tels que le PC, le PSF, etc. |

Porte de bordure
La grille de bord, également appelée grille latérale ou grille rectangulaire, est couramment utilisée dans le moulage par injection. Il doit son nom au fait qu'il subit généralement un traitement visant à lui donner la forme d'un rectangle. Le portillon est généralement situé sur le plan de joint et est alimenté depuis l'extérieur de la cavité. En raison de sa petite taille, l'impact de la forme de la section transversale sur la pression et la perte de chaleur est minime. La longueur de l'opercule rectangulaire est généralement comprise entre 0,5 et 3 mm, sa largeur entre 1,5 et 5 mm et sa profondeur entre 0,5 et 2 mm.
| Type de porte | Porte de bordure |
| Avantages | 1. Forme transversale simple et traitement facile. 2. Choix flexible de l'emplacement de la porte. 3. Retrait facile du portail avec un minimum de traces. 4. Capacité à modifier les conditions de remplissage du moule. 5. Convient aux moules à cavités multiples et à une productivité élevée. |
| Inconvénients | 1. Difficulté d'évacuation de l'air pour les pièces en forme de coquille. 2. Ne convient pas pour les pièces où les traces d'alimentation ne sont pas autorisées. 3. Perte de pression plus importante lors de l'injection. |
| Applications | 1. Largement utilisé, en particulier dans les moules multi-empreintes à deux plaques 2. Convient aux pièces plastiques de petite et moyenne taille. |

Porte de chevauchement
Un portillon à chevauchement, qui est similaire aux portillons rectangulaires, est traité directement sur la surface de séparation. Il s'agit d'une variante des portillons rectangulaires. Cependant, les points de recouvrement sont plus susceptibles de produire des marques d'enfoncement et peuvent être difficiles à éliminer. Les marques laissées par les portillons à chevauchement sont souvent plus visibles que celles laissées par les autres types de portillons.
Porte de ventilateur
Une porte en éventail est une porte qui s'élargit progressivement et qui ressemble à un ventilateur pliant. Dérivé de la variante du side gate, le gate s'élargit et s'amincit dans le sens de l'alimentation, ce qui permet à la matière fondue de pénétrer dans la cavité par un gate en escalier. La profondeur de la porte dépend de l'épaisseur du produit, généralement de 0,25 mm à 1,5 mm. La largeur de la porte est généralement égale à 1/4 de la largeur de la cavité au niveau de la porte, avec une largeur minimale de 8 mm.
| Avantages du Fan Gate | Inconvénients du Fan Gate | Application du Fan Gate |
| - Répartition homogène de la masse fondue dans la direction latérale | - Démontage difficile de la porte | - Produits longs, plats et minces |
| - Réduction des effets de flux et d'orientation | - Marques de cisaillement sur le côté du produit | - Plaques de recouvrement, règles, plateaux, assiettes, etc. |
| - Amélioration de l'exclusion de l'air | - Plastiques peu fluides (par exemple, PC, PSF) |

Porte à membrane
Les vannes à diaphragme sont généralement utilisées pour les pièces cylindriques présentant de grands alésages ou de grands alésages rectangulaires. Les matériaux sont injectés dans la cavité à partir du périmètre de l'alésage, ce qui permet de répartir uniformément la force sur le noyau, d'éviter les lignes de soudure et de faciliter l'échappement en douceur. Cependant, les portillons à diaphragme laissent des marques visibles sur le bord intérieur de la pièce.
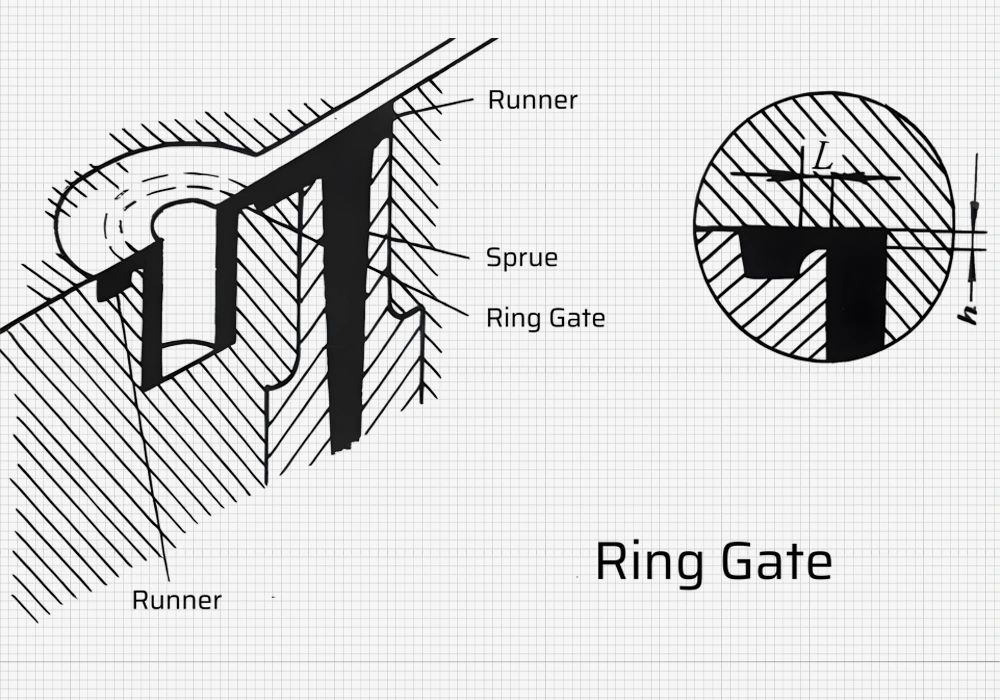
Porte à anneaux
La porte annulaire est une variante de la porte rectangulaire et est placée autour de la cavité, ressemblant à une porte en forme de disque. Elle présente des similitudes avec la porte à diaphragme, mais elle est placée à l'extérieur de la cavité. Le choix de la taille de la porte annulaire peut être traité de la même manière que le choix de la taille de la porte à diaphragme.
| Avantages | Inconvénients | Application |
| - Répartition homogène de la masse fondue sur toute la circonférence | - Démontage difficile de la porte | - Petits moules à cavités multiples<br>- Pièces cylindriques en plastique avec de longs cycles de moulage et des parois minces |
| - Échappement en douceur | - Traces de grille plus visibles sur le côté | |
| - Flux sans ondulation ni fusion | - Élimination des résidus de portail à des fins esthétiques | |
| - Réduction des contraintes et des déformations internes |
Film Gate
Le portillon à film est une variante du portillon latéral. Il utilise un canal parallèle, connu sous le nom de canal parallèle, qui est aligné parallèlement au côté de la cavité. La longueur du canal parallèle peut être égale ou supérieure à la largeur de la pièce moulée. La matière fondue est répartie uniformément dans le canal parallèle et pénètre dans la cavité à une vitesse contrôlée et uniforme. La porte du film, dont l'épaisseur varie généralement de 0,25 mm à 0,65 mm, se caractérise par sa forme de fente fine et plate. La largeur de la fente est généralement de 0,25 à 1 fois la largeur de la cavité au niveau de la porte, tandis que la longueur de la fente est d'environ 0,6 à 0,8 mm.
| Avantages | Inconvénients | Application |
| - Ecoulement uniforme et régulier de la matière fondue - Réduction du stress interne - Élimination efficace des gaz | - Démontage difficile de la porte - Présence de marques de cisaillement | - Plaques minces en plastique - Grande surface de moulage - Contrôle de la déformation du PE et des plastiques similaires |

Pin Point Gate/Pin Gate
Le portillon à broche (Pin Point Gate) est un type de portillon très répandu, à section ronde et de petite taille. La taille de l'obturateur est cruciale pour assurer une bonne ouverture du moule et éviter les contraintes sur la pièce moulée. Le diamètre de l'obturateur est généralement compris entre 0,6 et 2,8 mm, et sa longueur entre 0,7 et 1,5 mm.
| Avantages | Inconvénients | Application |
| Flexibilité de la localisation | Perte de pression élevée, nécessitant une pression d'injection plus élevée | Moulage par injection de matières plastiques de faible viscosité et de matières plastiques sensibles au taux de cisaillement |
| Amélioration du débit et de la friction | Structure de moule complexe, nécessitant souvent un moule à trois plaques (un moule à deux plaques peut être utilisé dans les cas suivants moules à canaux chauds) | Convient aux moules à alimentation centrale multi-empreintes |
| Retrait automatique de la porte | Le débit élevé au niveau de la porte peut entraîner une orientation accrue des molécules et une fissuration potentielle. | |
| Réduction des contraintes résiduelles au niveau de la grille | Sujet à la déformation par gauchissement des pièces plastiques de grande taille ou facilement déformables | |
| Solidification plus rapide à l'entrée |

Porte sous-marine
Le Submarine Gate, également connu sous le nom de Tunnel Gate, est une amélioration de la conception du Pin Gate qui répond aux complexités des moules Pin Gate tout en conservant leurs avantages. Il offre une grande souplesse de placement, permettant de le positionner soit du côté du moule mobile, soit du côté du moule fixe. Le Submarine Gate peut être placé discrètement sur la surface intérieure ou sur les côtés de la pièce moulée, ainsi que sur les barres, les colonnes ou la surface de séparation. Il est également possible de l'installer de manière pratique à l'aide de la tige d'éjection du moule. En règle générale, le Submarine Gate prend une forme conique et forme un angle compris entre 20° et 40° par rapport à la cavité.
Vous pouvez choisir la taille du portillon en fonction des dimensions du portillon à broches.
| Avantages | Inconvénients | Application |
| - L'emplacement caché de la porte préserve l'aspect du produit. | - Difficile à traiter en raison de l'immersion et de la direction oblique de la porte. | - Convient aux pièces en plastique à alimentation unilatérale. |
| - Le retrait automatique de la porte permet l'automatisation de la production. | - Ne convient pas aux produits à parois minces en raison de la perte de pression élevée et de la condensation facile. | - Couramment utilisé dans les moules à deux plaques. |
| - Pas de traces de pulvérisation ni de lignes aériennes sur la surface du produit. | - La découpe de l'opercule peut s'avérer difficile pour les plastiques résistants tels que le PA. | |
| - Les plastiques fragiles comme le PS peuvent se briser et bloquer la porte. |

Tab Gate
La porte à onglet, qui est une évolution de la porte latérale, sert de porte d'impact typique. La porte est souvent carrée ou rectangulaire, bien qu'une forme rectangulaire ou semi-circulaire soit préférable, tandis que la glissière est de préférence circulaire.
| Avantages | Inconvénients |
| 1. Ecoulement régulier et homogène de la matière fondue dans la cavité | 1. Le portail est difficile à enlever et laisse des traces importantes |
| 2. Amélioration de la fluidité de la matière fondue grâce à l'augmentation de la température | 2. Canal d'écoulement plus long et plus compliqué |
| 3. La contrainte résiduelle au niveau de la porte n'affecte pas la qualité de la pièce moulée. | |
| 4. Réduction des contraintes internes dans le plastique |
Correspondance entre le type de porte et la résine
| Type | PVC | PE | PP | PC | PS | PA | POM | AS | ABS | PMMA | SFT |
| Porte directe | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ |
| Porte à broches | √ | √ | √ | √ | √ | √ | √ | √ | |||
| Porte sous-marine | √ | √ | √ | √ | |||||||
| Porte latérale | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |
| Chevauchement Portail | √ | √ | √ | √ | |||||||
| Porte de ventilateur | √ | √ | √ | ||||||||
| Film Portail | √ | √ | √ | ||||||||
| Diaphragme Portail | √ | √ | √ | √ | √ | ||||||
| Porte à anneaux | √ | √ |
Conseils pour le choix de l'emplacement des portes de moules à injection
Exigences relatives à l'emplacement de la porte du moule
Lors du choix de l'emplacement de l'opercule, il faut chercher à minimiser les marques d'opercule et les lignes de soudure visibles sur le produit final.
L'emplacement de la porte doit tenir compte des exigences fonctionnelles du produit, telles que la garantie d'un remplissage et d'un emballage corrects et la performance de la pièce.
L'emplacement de la porte doit tenir compte de la facilité de conception et de fabrication des moules, y compris de leur complexité et de leur faisabilité.
Lors du choix de l'emplacement du portillon, il convient de le sélectionner de manière à minimiser toute déviation ou distorsion potentielle du produit au cours du processus de moulage.
L'emplacement des barrières doit permettre de les retirer facilement une fois le processus de moulage terminé.
L'emplacement de la porte doit permettre de contrôler facilement les paramètres du processus de moulage, tels que le débit de la matière fondue, la pression et le refroidissement, afin de garantir une production de pièces cohérente et de haute qualité.
Sélection de la position de la porte du moule d'injection
Positionner le portillon de manière à assurer le remplissage simultané de tous les coins de la cavité.
Le débit de plastique doit rester uniforme et stable à tous les stades du processus d'injection.
La porte doit être placée dans la partie épaisse de la paroi du produit, ce qui permet au plastique fondu de s'écouler de la partie épaisse vers la partie fine, facilitant ainsi le remplissage complet du moule.
L'emplacement de la vanne doit minimiser la durée du processus de remplissage du plastique afin de réduire la perte de pression.
La porte doit être située dans une partie de la cavité qui facilite l'évacuation des gaz.
La porte ne doit pas diriger la matière fondue directement dans la cavité afin d'éviter les flux tourbillonnants et les marques de rotation, en particulier avec les portes étroites.
Tenez compte des problèmes potentiels tels que les marques de soudure, les bulles, les dépressions, l'injection insuffisante et la pulvérisation du matériau.
Choisissez l'emplacement du portillon de manière à éviter les lignes de soudure visibles sur la surface du produit. S'il est impossible d'éviter les lignes de soudure, choisissez l'emplacement du portillon de manière à minimiser leur impact.
Pour les pièces circulaires ou cylindriques, des puits de matière froide doivent être ajoutés au point de coulée de la matière fondue afin d'éviter la création de lignes de soudure.
La conception des vannes doit permettre d'éviter la rupture de la fonte.
Éviter de placer la porte d'un seul côté lorsque le produit a une grande surface projetée afin d'assurer une répartition uniforme de la force d'injection.
Positionner le portail de manière à ne pas altérer l'aspect du produit.
Ne placez pas la barrière dans les zones du produit soumises à des charges de flexion ou d'impact, car ces zones ont tendance à être moins résistantes.
Dans les moules d'injection avec des noyaux longs et minces, la porte doit être placée loin du noyau pour éviter les déformations dues à l'écoulement de la matière.
Vous pouvez utiliser des portillons composés pour les pièces en plastique de grande taille ou plates afin d'éviter les déviations, les déformations et le manque de matière.
La conception de la vanne doit faciliter l'évacuation de l'eau, de préférence par des moyens automatiques.
Défauts et solutions dans les portes de moulage par injection
Défauts dans les portes de moulage par injection peut survenir en raison de divers facteurs, notamment la conception de la porte, les propriétés des matériaux, les conditions du processus et la configuration du moule.
| Défaut | Cause | Solution |
| Vestige de porte ou marque de porte | Grandes dimensions du portail ou forme incorrecte du portail | - Utiliser une taille de porte plus petite ou modifier la forme de la porte |
| Mauvais emplacement de la porte | - Optimiser l'emplacement de la porte pour réduire la visibilité de la marque | |
| Remplissage insuffisant de la porte | - Ajuster la pression d'injection, la vitesse ou la température | |
| Rougissement ou décoloration de la porte | Dégradation thermique ou température de fusion insuffisante | - Augmentation de la température de fusion |
| Transfert de chaleur inadéquat | - Régler la température du moule | |
| Sélection des matériaux et additifs | - Utiliser des matériaux présentant une meilleure stabilité à la chaleur ou des additifs | |
| Cisaillement de porte ou lignes d'écoulement | Conception inadéquate de la porte | - Optimiser la conception des vannes pour favoriser un écoulement plus fluide |
| Vitesse d'injection insuffisante | - Augmenter la vitesse d'injection | |
| Température inadéquate du moule | - Régler la température du moule | |
| Gel ou blocage de la porte | Taille réduite de la porte ou conception incorrecte de la porte | - Augmenter la taille de la porte ou modifier la conception |
| Paramètres de processus inappropriés | - Optimiser la pression et la température d'injection | |
| Sélection des matériaux et additifs | - Utiliser des matériaux ayant de meilleures propriétés d'écoulement ou des additifs | |
| Fraises de porte | Taille ou forme inadéquate du portail | - Utiliser une taille et une forme de portail appropriées |
| Systèmes de refroidissement et d'éjection inadéquats | - Optimiser les systèmes de refroidissement et d'éjection | |
| Pratiques d'entretien et de nettoyage des moules | - Mettre en œuvre des pratiques appropriées d'entretien et de nettoyage des moules |
Conclusion
Une fois que vous avez compris les types de trappes, ce qui met souvent à l'épreuve les concepteurs de moules dans les usines de moulage par injection, c'est l'emplacement de la trappe. Comme la structure du produit et les matériaux varient d'un client à l'autre, il n'y a pas de réponse fixe et correcte pour l'emplacement des trappes. Le choix de l'emplacement des trappes exige un certain niveau d'expérience pratique de la part des concepteurs de moules.
En général, les clients des usines de moulage par injection ont des exigences spécifiques en matière de marquage des produits, ce qui influe directement sur l'apparence des produits ou des pièces. Si vous êtes un pair de FirstMold ou si vous aspirez à exceller dans cette industrie, il est essentiel de maîtriser la sélection de l'emplacement des portillons. Si vous avez des questions, n'hésitez pas à contacter [email protected]et nous nous ferons un plaisir d'y répondre.











