

W świecie rozwoju produktu, przekształcenie go z pięknego projektu 3D w namacalny, fizyczny obiekt jest nie lada wyzwaniem. Większość ludzi nigdy nie przestaje myśleć o aspektach technicznych stojących za tymi prostymi przedmiotami, które wypełniają nasze życie.
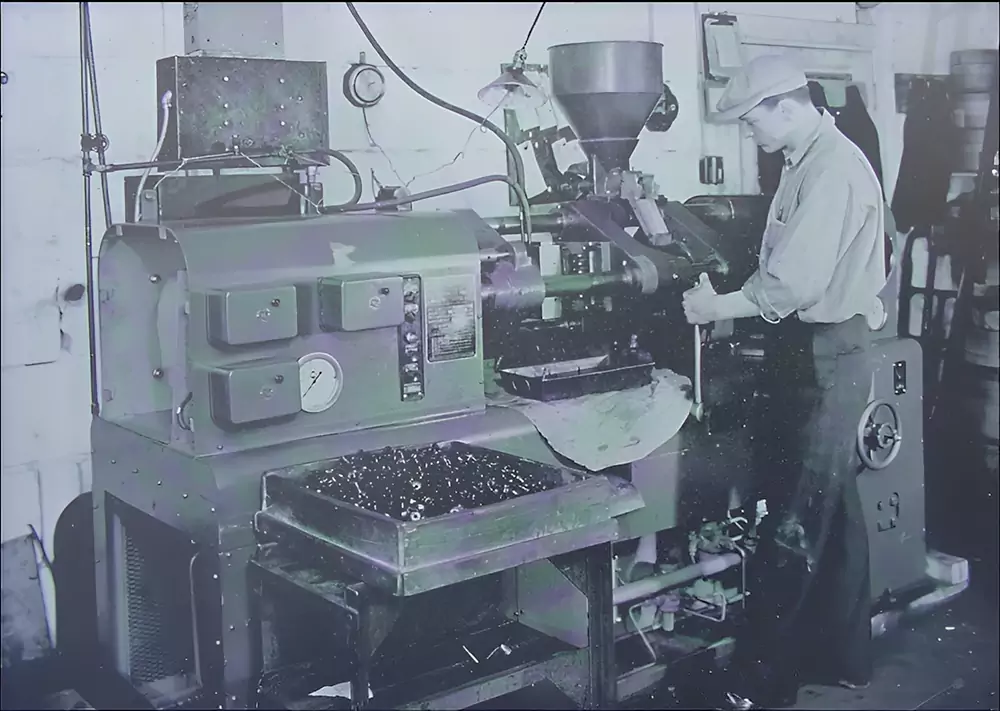
Formowanie wtryskowe to proces produkcyjny, w którym materiał jest topiony do postaci stopionej, a następnie wtryskiwany do gniazda formy w celu wytworzenia części. Podgrzana beczka topi materiał, a po wstrzyknięciu go do gniazda formy, ochładza się i zestala, tworząc cechy pożądanej części. Stosowane materiały mogą obejmować tworzywa sztuczne, metale, szkło oraz najpopularniejsze tworzywa termoplastyczne i polimery termoutwardzalne [1].

W nowoczesnej produkcji formowanie wtryskowe stało się kamieniem węgielnym produkcji. Weźmy na przykład maszynę, która przetwarza kilka sekund na cykl. Jeśli działa przez cały dzień, może wyprodukować tysiące części. Tak wysokie wskaźniki produkcji sprawiają, że branże szybko zaspokajają potrzeby rynku. Ponadto szczelnie zamknięta forma może uformować część, bez względu na to, jak skomplikowana jest.
Dodatkowo, jego zdolność do dopuszczania różnych materiałów sprawia, że nadaje się do różnorodnych zastosowań. Tworzywa sztuczne zdominowały tę branżę w porównaniu z innymi materiałami, takimi jak metale. Dlatego jeśli ktoś nie określi materiału, można bezpiecznie założyć, że odnosi się do formowania wtryskowego tworzyw sztucznych.

Historia formowania wtryskowego
Pierwszy patent na wtryskarkę został wydany w 1872 roku przez John W. Hyatt i jego braci. Było to proste urządzenie przypominające strzykawkę, które wstrzykiwało celuloid przez rozgrzany cylinder do formy. Produkowało ono proste części, takie jak guziki, grzebienie do włosów i podpinki do kołnierzyków.
Na początku XX wieku niemieccy chemicy Arthur Eichengrün i Theodore Becker wynaleźli rozpuszczalną formę octanu celulozy, która była mniej łatwopalna niż azotan celulozy.
W latach czterdziestych XX wieku, w okresie poprzedzającym II wojnę światową, popyt na tanie i masowo produkowane produkty wzrósł, gwałtownie zwiększając doświadczenie branży. Nastąpił wielki rozwój wielu tworzyw termoplastycznych, takich jak polichlorek winylu (PVC) i polistyren, które są nadal istotne nawet dzisiaj. Wojna wpłynęła na tradycyjne zasoby, takie jak metal i guma, zmniejszając ich dostępność. Tworzywa sztuczne stanowiły rozwiązanie, a formowanie wtryskowe umożliwiło wydajną produkcję części z tworzyw sztucznych. Opracowanie w 1946 r. przez Jamesa Watsona Hendry'ego wtryskarki ślimakowej do wytłaczania przyniosło postęp w procesie formowania wtryskowego tworzyw sztucznych, który do dziś jest standardem. Umożliwiło to większą kontrolę nad procesem wtrysku, prowadząc do produkcji wysokiej jakości części [2].
Wewnątrz procesu formowania wtryskowego
Cykl roboczy formowania wtryskowego można podzielić na 6 kluczowych etapów. Ten powtarzalny cykl ułatwia masową produkcję podobnych części z wysoką wydajnością.

1. Zaciskanie
System mocowania formy składa się z dwóch połówek, które umożliwiają otwieranie i zamykanie formy. Odbywa się to z większą siłą, aby zapobiec otwarciu formy podczas wtrysku pod wysokim ciśnieniem. Proces ten wymaga wysokiej precyzji przy zmianie prędkości "wolno - szybko - wolno", aby zmniejszyć uszkodzenia formy i produktu oraz zminimalizować hałas spowodowany silnymi wibracjami. Rozmiar prasy do formowania określa czas trwania tego etapu.
2. Wtrysk
Po całkowitym zamknięciu wnęki formy, rozgrzana beczka i stopione granulki tworzywa sztucznego są przekształcane w stan stopiony. Ciecz jest wtryskiwana do formy pod bardzo wysokim ciśnieniem, aby wypełnić każdy szczegół wnęki. Podczas tego procesu oczekiwana jest stała temperatura.
3. Mieszkanie
Po wypełnieniu formy roztopionym tworzywem sztucznym wywierany jest na nią nacisk. Ciśnienie jest wstrzymywane, aby upewnić się, że płyn wypełnia każdą część wnęki, dzięki czemu wyprodukowana część jest całkowicie identyczna z formą.
4. Chłodzenie
Roztopione tworzywo sztuczne wewnątrz wnęki jest pozostawione do ostygnięcia i zestalenia do pożądanego kształtu. Kanały chłodzące wewnątrz formy, przez które szybko przepływa woda i olej, ułatwiają proces chłodzenia. Grubość części i właściwości materiału wpływają na czas chłodzenia.
5. Wyrzut
Po schłodzeniu trzpienie wypychające wypychają gotową część po otwarciu formy. Są one strategicznie rozmieszczone, aby zapobiec uszkodzeniu części. Forma zamyka się i cykl jest kontynuowany.
6. Przetwarzanie końcowe
Po wyrzuceniu część może być nadal ciepła, więc wymagane jest dalsze chłodzenie. Wykonywane są dalsze operacje wtórne, takie jak przycinanie nadmiaru materiałów, malowanie i montaż. Kontrole jakości i odpady mogą być poddane recyklingowi i ponownie wprowadzone do procesu.
Zrozumienie rodzajów formowania wtryskowego
Procesy formowania wtryskowego zależą od wymagań produktu. Są one klasyfikowane według specjalistycznych systemów, materiałów i konstrukcji form.
Klasyfikacja według konstrukcji formy
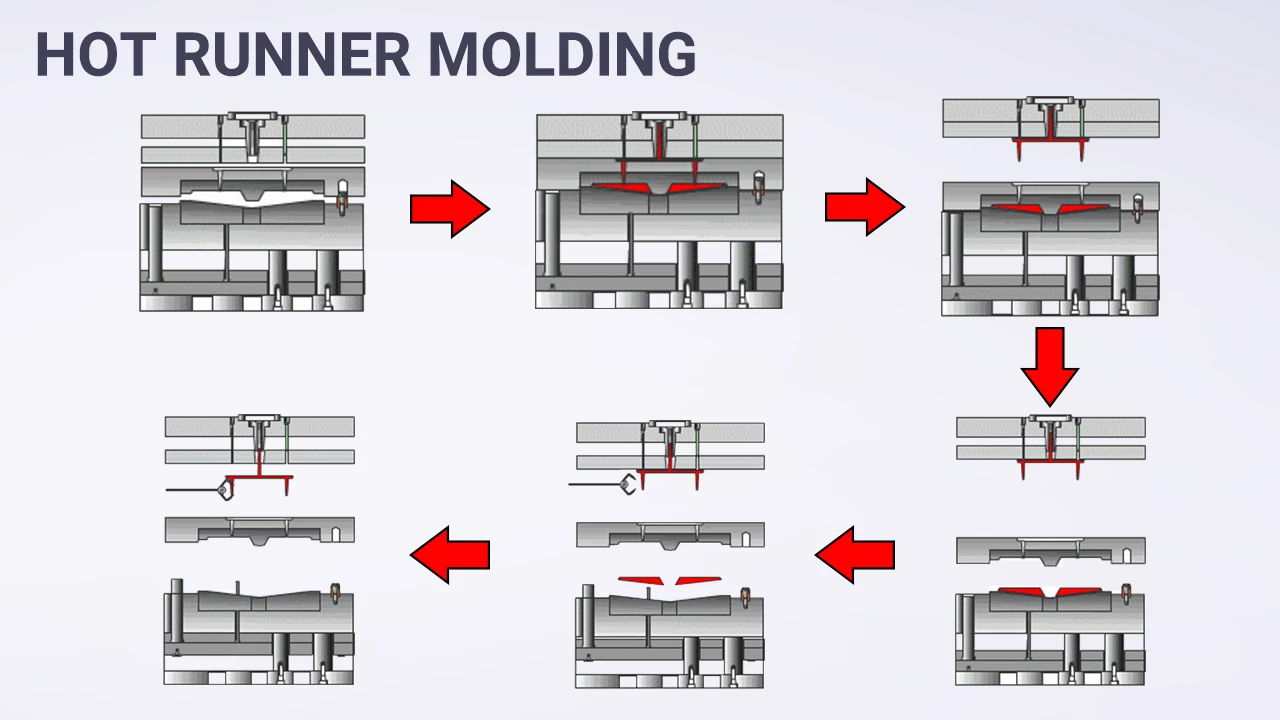
Formowanie na gorąco
Formowanie gorącokanałowe to system podawania z podgrzewanymi kolektorami prętów lub cewek, które utrzymują tworzywo sztuczne w stanie stopionym, zapobiegając jego krzepnięciu. Po wyrzuceniu gotowa część wychodzi bez prowadnic. Uformowana część wychodzi czysta, bez dodatkowego plastiku, co zmniejsza ilość odpadów i skraca czas cyklu. W związku z tym nie ma potrzeby ponownego szlifowania i obróbki końcowej.
Niektóre ograniczenia systemów gorącokanałowych obejmują wysokie koszty konfiguracji i konserwacji. Do nadzorowania procesu potrzebna jest również wykwalifikowana specjalizacja. Trudne jest również czyszczenie kanałów lub upewnienie się, że tworzywa sztuczne całkowicie się wyczerpały, ponieważ są one ukryte. Staje się to problemem, gdy mamy do czynienia ze zmianami koloru lub materiałami wrażliwymi na ciepło.
Formowanie na zimno
System prowadnic jest nieogrzewany, a tworzywo sztuczne zestala się razem z częścią. Po wyrzuceniu prowadnica jest oddzielana od gotowej części poprzez cięcie lub przycinanie. Zależy to jednak od zastosowanej płyty formy, ponieważ niektóre mogą się oddzielać. Są one łatwiejsze w utrzymaniu, czyszczeniu, zmianie koloru, projektowaniu iteracji i pracy z różnymi materiałami, ponieważ bramy i pozycje prowadnic są zmienne.
Jedną z wad tego systemu jest generowanie nadmiernej ilości odpadów w każdym cyklu. Możliwość ponownego szlifowania i przetwarzania wpływa na produkt końcowy, ponieważ wielokrotne użycie zmienia jego właściwości.

Klasyfikacja według materiałów do formowania wtryskowego
Formowanie wtryskowe tworzyw sztucznych
Najczęściej stosowana forma formowania wtryskowego, wykorzystująca polimery termoplastyczne i żywice termoutwardzalne jako surowce. Ogrzewanie plastikowych granulek zamienia je w stopione tworzywo sztuczne, wprowadzając je do gniazda formy. Po schłodzeniu dopasowują się one do kształtu formy. Tworzywa termoplastyczne nie ulegają znaczącej degradacji swoich właściwości materiałowych nawet po wielokrotnym użyciu. Tworzywa termoutwardzalne ulegają zmianom chemicznym po podgrzaniu, więc trudno je ponownie wykorzystać.
Wskazówki: Zazwyczaj, gdy ludzie mówią o "formowaniu wtryskowym", mają na myśli głównie "formowanie wtryskowe tworzyw sztucznych". Jeśli masz produkty z tworzyw sztucznych, które muszą zostać wyprodukowane, zalecamy odwiedzenie strony "Usługi formowania wtryskowego tworzyw sztucznych", aby uzyskać więcej informacji.

Formowanie wtryskowe metali (MIM)
Wykorzystuje surowiec w postaci drobnych proszków metali (stal nierdzewna, tytan) zmieszanych ze spoiwem z tworzywa sztucznego. Podobnie jak w przypadku wtrysku tworzyw sztucznych, jest on podgrzewany, wtryskiwany i chłodzony do formy. Część, która ostygnie, nazywana jest "zieloną częścią"; jednak proces nie jest jeszcze zakończony. Zielona część poddawana jest dalszej obróbce, w tym usuwaniu spoiwa i spiekaniu, w celu usunięcia spoiwa z tworzywa sztucznego i zastosowania wysokich temperatur do stopienia cząstek metalu w końcowej części.
Jest to korzystne w przypadku tworzenia części metalowych, które wcześniej nie były możliwe przy użyciu tradycyjnych metod. Jednak jego główne zalety ograniczenie jest to, że jest nieco drogi i ograniczony do małych części i mniejszych ilości.
Wskazówki: Kliknij, aby sprawdzić więcej informacji o "Technologia MIM“.

Klasyfikacja według specjalistycznych procesów
Formowanie wtryskowe wspomagane gazem
Gaz obojętny pod ciśnieniem (stosowany jest azot) jest wtryskiwany do formy po tym, jak stopione tworzywo sztuczne tworzy pustą sekcję, zwiększając w ten sposób szybkość chłodzenia. Pomaga to zredukować wypaczenia, a części uzyskują gładkie wykończenie powierzchni. Ma to jednak zastosowanie tylko w przypadku form jednogniazdowych, w których niektóre materiały reagują z gazem i zmieniają swoje właściwości.
Wskazówki: Kliknij, aby dowiedzieć się więcej o "Formowanie wtryskowe wspomagane gazem“.

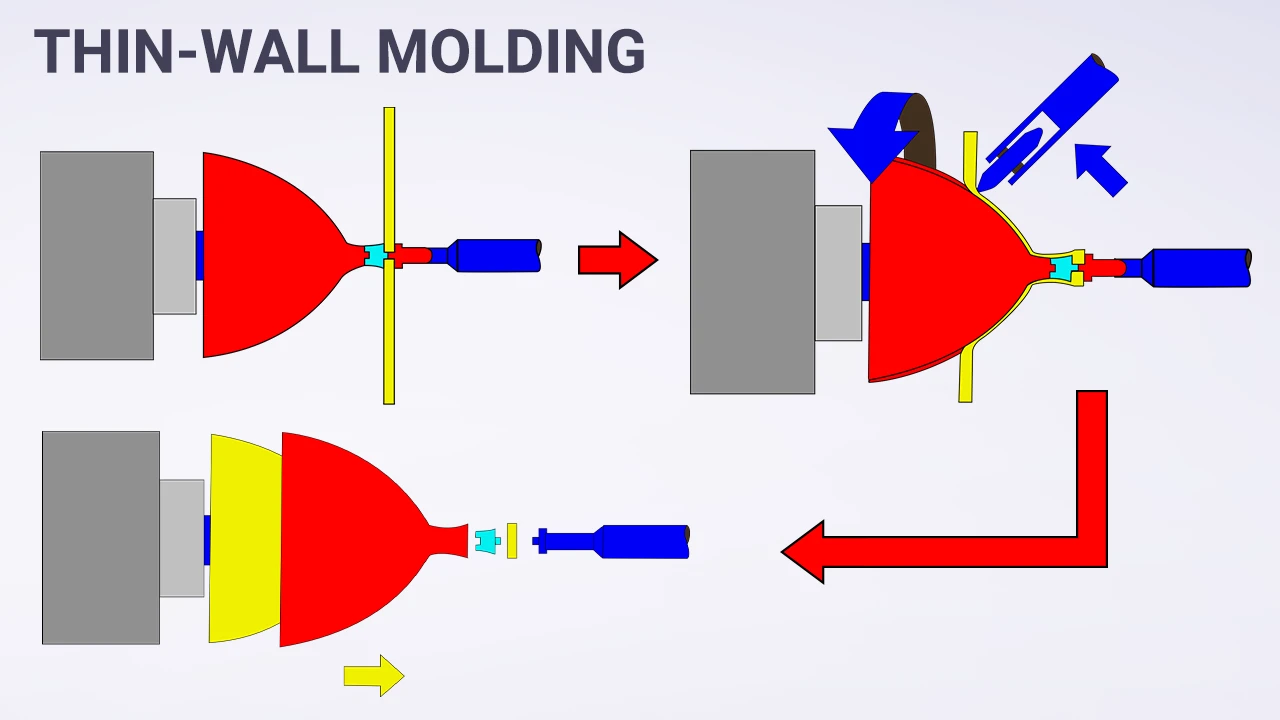
Formowanie cienkościenne
Cienkie ścianki minimalizują zużycie materiału i obniżają koszty. W tym procesie powstają części o bardzo cienkich ściankach (1-2 mm). Specjalistyczne maszyny są potrzebne do wtryskiwania plastiku z najwyższą precyzją i ciśnieniem, aby całkowicie wypełnić wnękę formy. Pomaga w oszczędzaniu zasobów w porównaniu z tradycyjnymi metodami.
Wadą tego procesu jest to, że te maszyny do formowania są bardzo drogie i wymagają wyspecjalizowanego personelu. Wysoka precyzja nie podlega negocjacjom w przypadku formowania cienkościennego, ponieważ nie ma tu miejsca na błędy.
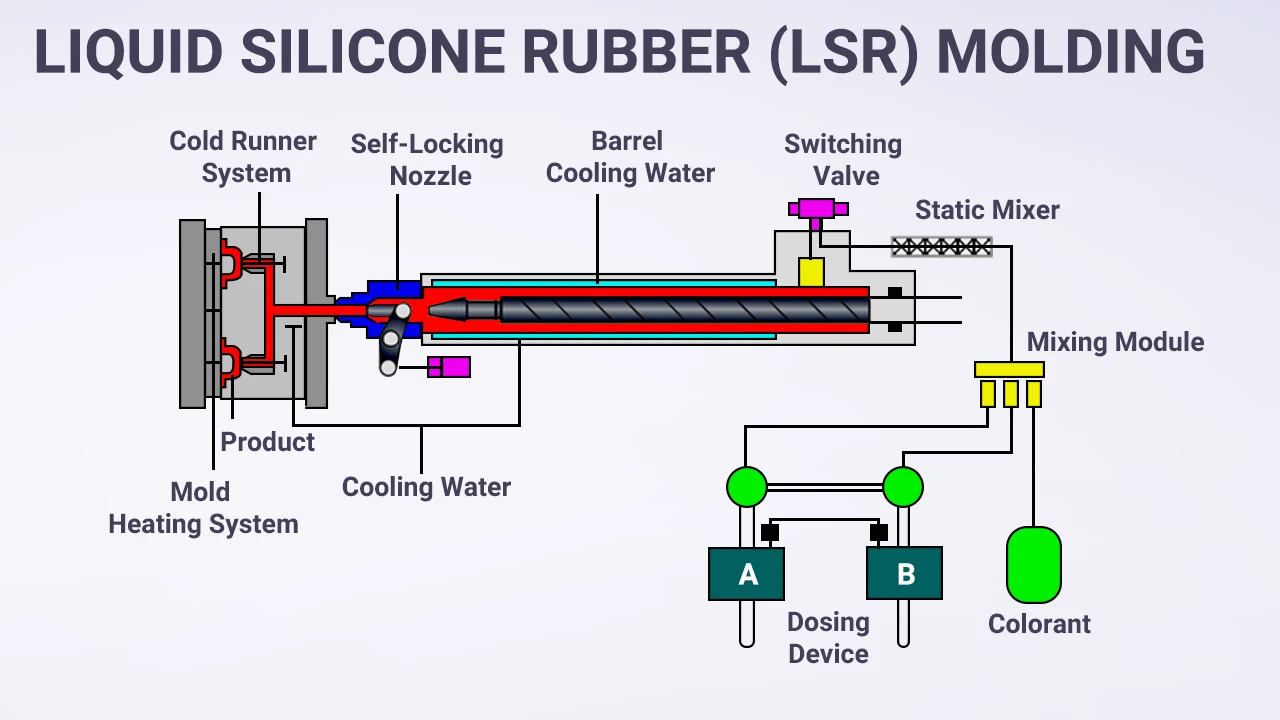
Formowanie płynnej gumy silikonowej (LSR)
Jest przeznaczony do produkcji wyrobów gumowych na dużą skalę. Termoutwardzalna guma silikonowa jest wtryskiwana do podgrzanej wnęki formy i wulkanizowana. Korzystne jest przechowywanie go w postaci płynnego silikonu, co eliminuje potrzebę jego topienia. Ponadto szybko krzepnie i wytwarza mniej odpadów. Z drugiej strony, po zwulkanizowaniu silikonu proces ten jest nieodwracalny, a większość tych produktów silikonowych nie może być poddana recyklingowi.
Wskazówki: Możesz być także zainteresowany "Formowanie wtryskowe gumy“.
Formowanie wtryskowe z dwoma wtryskami
polega na łączeniu dwóch różnych materiałów lub dwóch kolorów tego samego materiału w jednym cyklu formowania w celu utworzenia jednej złożonej części. Proces ten wykorzystuje wysoce zautomatyzowaną specjalną maszynę z dwoma jednostkami wtryskowymi. Podczas pierwszego wtrysku sztywny materiał, taki jak tworzywo ABS, jest wtryskiwany do wnęki i tworzy pierwszą część. Następnie forma obraca się, a drugi materiał, taki jak miękki termoplast, jest wtryskiwany do nowej wnęki i łączy się z pierwszą częścią. Po zakończeniu wyrzucana jest dwumateriałowa część, która ma strukturalną i estetyczną integrację bez nowego montażu.
Wskazówki: Kliknij, aby zobaczyć "Jak działa formowanie wtryskowe z dwoma wtryskami“.

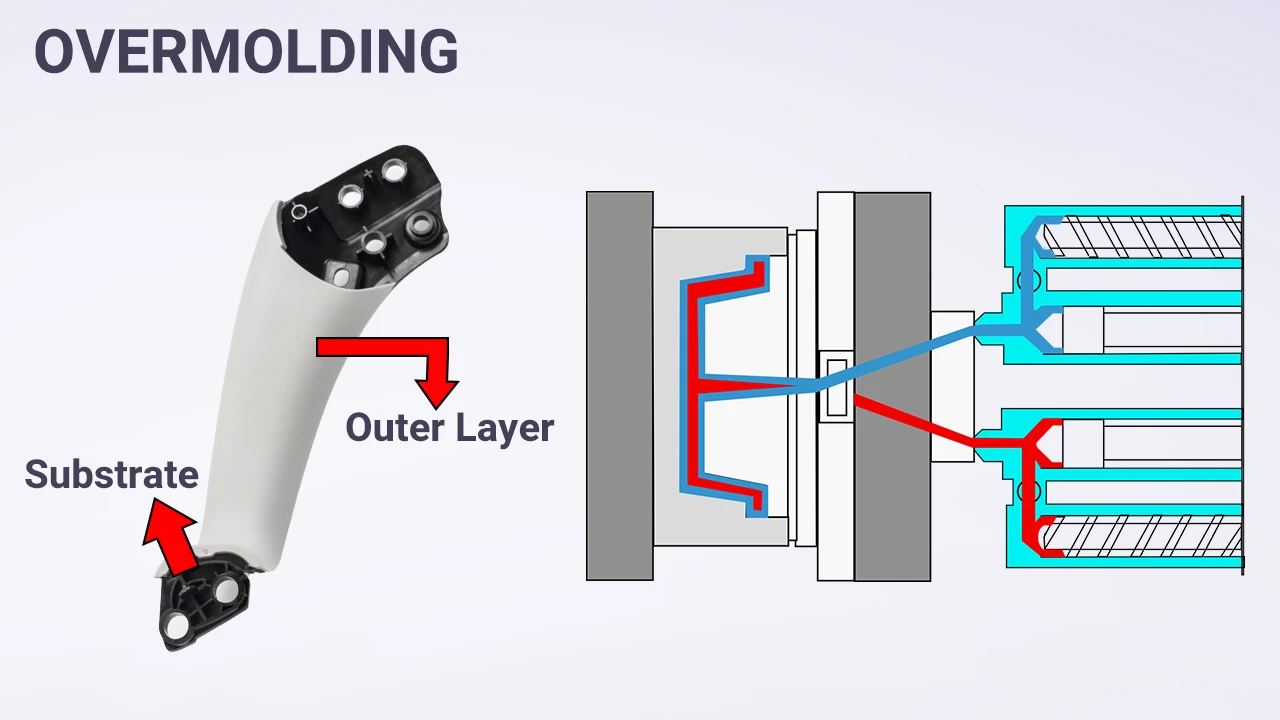
Overmolding
Jest to proces formowania jednego materiału na wcześniej istniejącej części. Odbywa się to poprzez umieszczenie pierwszej części w formie, a następnie wstrzyknięcie do niej innego materiału. Metoda ta jest przydatna w tworzeniu wytrzymałych części o połączonych właściwościach, takich jak uchwyty, rękojeści narzędzi lub szczoteczki do zębów.
Wskazówki: Kliknij, aby lepiej zrozumieć "Overmolding“.
Formowanie wkładek
Polega ona na umieszczeniu metalowych lub plastikowych wkładek (wstępnie uformowanych) w formie, a następnie wstrzyknięciu plastiku. Tworzywo sztuczne zestala się i formuje wokół wkładki. Technika ta pozwala tworzyć produkty o połączonych właściwościach materiałowych i eliminuje konieczność późniejszego montażu. Proces ten utrudnia jednak demontaż produktu w celu naprawy i recyklingu.
Wskazówki: Kliknij, aby dowiedzieć się więcej o "Formowanie wkładek“.

Podstawowe komponenty wtryskarki i formy wtryskowej
Cały proces formowania opiera się na podstawowych komponentach współpracujących ze sobą w celu przekształcenia surowca w gotowy produkt.

Jednostka wtryskowa
- Zbiornik to element, w którym śrut trafia do lufy/śruby.
- Beczka/śruba podgrzewa materiał do stanu stopionego, ułatwiając jego przepływ.
- Dysza to niewielki otwór łączący system wyrzutnika z wgłębieniem w dolnej części urządzenia.
Plastikowe granulki są podawane przez lej zasypowy do cylindra. Beczka wtryskuje stopioną ciecz przez dyszę. Niektóre inne kanały (poszczególne prowadnice) przenoszą przepływ z dyszy do wejścia bramy wtryskowej do wnęk.
Jednostka zaciskowa
- Płyta formująca jest odpowiedzialny za utrzymywanie połówek formy.
- Krawaty Wyrównaj ruchomą płytę i zapewnij wsparcie strukturalne, aby uniknąć ugięcia, które może spowodować błysk.
- System wyrzutnika wykorzystuje mechanizm podwójnego działania, który ułatwia usuwanie części.
Ruchoma płyta z jedną połową przesuwa się w kierunku płyty stacjonarnej z drugą połową. Pręty łączące kierują tym ruchem, aby zapewnić idealne wyrównanie zamykania płyty. Siły zamykające są ogromne, aby utrzymać dwie połówki szczelnie zamknięte pod wysokim ciśnieniem podczas wtrysku. Następnie aktywowany jest system wyrzutnika na ruchomej płycie. Sworznie wypychacza wypychają gotową część.
Wnęka formy
Składa się z dwóch sekcji. Strona nieruchoma i strona ruchoma, które kontrolują otwieranie i zamykanie formy. Zawiera system prowadnic i utrzymuje wyrównanie ruchomej strony za pomocą tulei i kołków prowadzących. Jego wyrównanie określa precyzyjne wymiary i płynne wyjmowanie produktu.
Wskazówki: Mogą Cię również zainteresować szczegółowe informacje na temat "Wnęki formy i rdzenie formy“.
System karmienia
- Kołki prowadzące wyrównują połówki formy podczas procesu.
- Wlewki i prowadnice są punktem wejścia dla stopionego plastiku.
- Brama jest małym otworem, który kontroluje przepływ materiału w gnieździe formy.
Wlew, prowadnice i zasuwy współpracują ze sobą, kierując stopione tworzywo sztuczne z jednostki wtryskowej do gniazda formy. Wlew łączy dyszę z systemem kanałów. Prowadnice rozprowadzają roztopione tworzywo sztuczne do gniazd formy za pośrednictwem wrót.
Kanały chłodzące
Są to otwory w połówkach formy, które cyrkulują wodę lub olej w celu regulacji temperatury. Zawierają one termoregulator, który utrzymuje temperaturę płynu pod kontrolą. Chłodzenie utrzymuje stałe warunki termiczne wewnątrz wnęki, wpływając na jakość części i czas cyklu.
System wyrzutnika
- Sworznie wyrzutnika: Są to stalowe kołki umieszczone za gniazdem formy. Są one wypychane do przodu podczas otwierania formy.
- Płyty wyrzutnika: gdzie zamontowane są bolce.
- Piny powrotne: Popychają one płyty wyrzutnika do tyłu, gdy część jest wyrzucana.
Płyty wypychające popychają sworznie do przodu; część jest wypychana z formy. Następnie sworznie powrotne popychają płyty wypychacza i sworznie z powrotem do ich pierwotnej pozycji, aby przygotować się do następnego cyklu. Po całkowitym zresetowaniu system wydaje dźwięk "pop" sygnalizujący całkowite wycofanie. Delikatne części są usuwane za pomocą hydraulicznych wypychaczy zapewniających wysoką precyzję, podczas gdy mechaniczne wypychacze zapewniają spójność w usuwaniu części.
Wskazówki: Kliknij, aby zrozumieć wszystkie informacje związane z "sworznie wyrzutnika“.
Jeśli chodzi o skład form, tutaj znajduje się bardzo szczegółowy artykuł, który pomaga zrozumieć wszystkie elementy, w tym wnękę, rdzeń i podstawę formy. Kliknij na "Skład plastikowych form wtryskowych“.

Popularne materiały do formowania wtryskowego i ich właściwości
Materiały polimerowe są podstawą formowania wtryskowego tworzyw sztucznych. Polimery lub tworzywa sztuczne, jak są znane, to duże cząsteczki z powtarzającymi się jednostkami. Wszystkie tworzywa sztuczne są polimerami, ale nie wszystkie polimery są tworzywami sztucznymi. Różnią się one właściwościami fizycznymi i chemicznymi.
Polimery to naturalne związki chemiczne składające się z łańcucha chemicznie powiązanych cząsteczek (monomerów). Pojedyncze rodzaje monomerów nazywane są homopolimerami. Dwa lub więcej monomerów tworzy kopolimer. Zaletą stosowania polimerów jest to, że nie uwalniają toksycznych oparów podczas spalania.

Tworzywa sztuczne to syntetyczne polimery pozyskiwane z ropy naftowej w procesie polimeryzacji. Istnieją dwie kategorie tworzyw sztucznych:
- Tworzywa termoplastyczne: Mają liniowe lub rozgałęzione łańcuchy. Są miękkie po podgrzaniu i twardnieją po schłodzeniu.
- Termoutwardzalne: Ulega nieodwracalnym zmianom po ustawieniu/rozgrzaniu.
- Elastomery: Wykazują elastyczność podobną do gumy. Mogą powrócić do swojej pierwotnej formy po podgrzaniu.
Ponieważ tworzywa sztuczne są uważane za polimery, wykazują one podobną strukturę do polimerów. Kluczowymi zaletami stosowania tworzyw sztucznych są niskie koszty produkcji, wysoki stosunek wytrzymałości do masy oraz ich wszechstronność [3] [4].
Oprócz stosowania polimerów jako materiału rdzenia do formowania wtryskowego, inne materiały, takie jakmetale, są używane. Proces ten jest określany jako formowanie wtryskowe metali (MIM). Większość materiałów metalowych stosowanych w MIM obejmuje: Stopy żelaza (stale narzędziowe, stal nierdzewna, stopy magnetyczne żelazo-nikiel, specjalne stopy Kovar i Invar), Stopy wolframu, Metale twarde (węgliki spiekane) i materiały specjalne, takie jak kompozyty.

Poniższa tabela przedstawia rodzaje materiałów polimerowych stosowanych w formowaniu wtryskowym i ich zastosowania.
Tabela właściwości i zastosowań popularnych materiałów do formowania wtryskowego
| Kategoria | Materiał (skrót) | Kluczowe właściwości | Zastosowania | Uwagi |
|---|---|---|---|---|
| Przeznaczenie ogólne | PP | Lekkość, odporność chemiczna | Pojemniki, Części samochodowe | Najbardziej wszechstronne i ekonomiczne tworzywo sztuczne. |
| PE | Odporność na uderzenia, izolator elektryczny | Zabawki, izolacja kabli | Dostępne w Gatunki HDPE i LDPE. | |
| PS | Sztywność, niski koszt | Zastawa stołowa, opakowania | Występuje w wersji krystalicznej (GPPS) i wysokoudarowej (HIPS). | |
| PVC | Ognioodporność, Odporność na warunki atmosferyczne | Rury, osłony kabli | Może być sztywny lub elastyczny z plastyfikatorami. | |
| ABS | Odporność na uderzenia, dobre wykończenie | Obudowy elektroniki, Wnętrza samochodowe | Idealna równowaga między wytrzymałością, kosztem i przetwarzalnością. | |
| Tworzywa konstrukcyjne | PA | Wysoka wytrzymałość, odporność na zużycie | Koła zębate, łożyska | Znany jako nylon, wymaga wstępnego suszenia. |
| PC | Odporny na uderzenia, przezroczysty | Okulary ochronne, podzespoły elektroniczne | Wyjątkowa wytrzymałość, ale podatność na zarysowania. | |
| POM | Wysoka sztywność, niskie tarcie | Precyzyjne koła zębate, zamki błyskawiczne | Często nazywany "acetalem", zachowuje się jak metal. | |
| PET | Wysoka wytrzymałość, dobra bariera | Butelki, części inżynieryjne | Wymaga specjalistycznego gatunku (PETG) dla zapewnienia przejrzystości. | |
| PBT | Odporność chemiczna, stabilność wymiarowa | Złącza, komponenty motoryzacyjne | Krystalizuje szybciej niż PET, co ułatwia formowanie. | |
| Wysoka wydajność | PPS | Wysoka odporność na ciepło, obojętność chemiczna | Czujniki samochodowe, Części przemysłowe | Doskonały, bardzo wytrzymały polimer inżynieryjny. |
| PEEK | Odporny na ciepło, wytrzymały mechanicznie | Części lotnicze i kosmiczne, implanty medyczne | Najwyższa wydajność za wysoką cenę. | |
| PEI | Wysoka wytrzymałość, ognioodporność | Sterylizowalne tace, wnętrza aerodynamiczne | Wydajna, przejrzysta alternatywa dla komputerów PC. | |
| Elastomery | TPE | Miękki w dotyku, nadający się do recyklingu | Uchwyty, uszczelki | Może być formowany jak plastik, ale w dotyku przypomina gumę. |
| TPU | Odporny na ścieranie, elastyczny | Etui na telefony, Podeszwy do butów | Wyjątkowa odporność na zużycie wśród elastomerów. | |
| TPV | Odporność na warunki atmosferyczne, trwałość | Uszczelki samochodowe, Uszczelnienia pogodowe | Doskonały zamiennik gumy termoutwardzalnej. | |
| Biotworzywa sztuczne | PLA | Biobased, kompostowalny | Pojemniki na żywność, druk 3D | Najpopularniejszy bioplastik, ale wrażliwy na ciepło. |
| MIM Metals | 316L | Odporność na korozję, wytrzymałość | Narzędzia medyczne, koperty zegarków | Idealny do produkcji małych, złożonych części metalowych metodą MIM. |
| 17-4PH | Wysoka wytrzymałość, twardość | Komponenty broni palnej, narzędzia dentystyczne | Może być poddany obróbce cieplnej po formowaniu w celu uzyskania wysokiej wytrzymałości. | |
| NMT Metals | Stop Al | Lekkość, dobra wytrzymałość | Ramki na telefon, etui na laptopa | Podstawowy metal dla plastikowych części hybrydowych NMT. |
| Stop Mg | Bardzo lekki, wysoka wytrzymałość | Ramy do dronów, obudowy elektroniczne | Doskonały stosunek wytrzymałości do wagi dla NMT. | |
| Stal nierdzewna | Wysoka wytrzymałość, odporność na korozję | Urządzenia do noszenia, kluczyki samochodowe | Zapewnia mocny metalowy szkielet dzięki NMT. |
Zmodyfikowane materiały
Materiały do formowania wtryskowego są wykorzystywane w wielu zastosowaniach. Aby zwiększyć ich wydajność, materiały te są często modyfikowane innymi polimerami lub dodatkami. Niektóre z modyfikowanych materiałów mogą być;
- Tworzywa sztuczne modyfikowane włóknem szklanym: Dodawanie włókien szklanych do materiałów takich jak nylon i poliwęglan. Sprawiają one, że są one mocniejsze i sztywniejsze.
- Tworzywa sztuczne wzmocnione włóknem węglowym: Ma zastosowanie tam, gdzie stosunek wytrzymałości do wagi jest bardzo wymagany, np. w komponentach lotniczych.
- Polimery wypełnione minerałami: Minerały takie jak węglan wapnia i talk zwiększają sztywność polimerów.
- Mieszanki i stopy polimerów: Polegają one na mieszaniu różnych polimerów w celu stworzenia nowego materiału. Na przykład PC&ABS tworzy doskonały materiał wykorzystywany w samochodowych deskach rozdzielczych i obudowach komputerów.
- Dodatki: Powszechnie stosowane dodatki obejmują: barwniki i barwniki, stabilizatory UV, plastyfikatory i środki zmniejszające palność. Dodatki te zwiększają właściwości funkcjonalne polimerów.

Wybór materiału polimerowego do określonego celu to ból głowy dla inżynierów. Jednak dzięki odpowiednim strategiom i odpowiedziom na właściwe pytania można wybrać najbardziej odpowiednie materiały. Oto szczegółowy przewodnik na temat tego, co należy wziąć pod uwagę, aby dowiedzieć się, co najlepiej odpowiada Twoim celom ..:
- Wymagania dotyczące części: Czy część ma być mocna, trwała, przezroczysta, elastyczna czy miękka? Czy będzie używana do celów spożywczych lub medycznych? Czy ma być używany na zewnątrz? Odpowiedź na te pytania jest pierwszym krokiem do znalezienia odpowiedniego materiału dla produktu.
- Budżet: Głównym czynnikiem jest koszt, przy czym w pierwszej kolejności należy wziąć pod uwagę najbardziej przystępny cenowo materiał. Aby to rozbić, tworzywa sztuczne towarowe, takie jak PP, są najbardziej przystępne cenowo, tworzywa konstrukcyjne, takie jak PC i nylon, mają wyższy koszt, a modyfikowane tworzywa sztuczne są najdroższe.
- Środowisko operacyjne: Zastanów się, gdzie produkt będzie używany. Czy będzie on narażony na działanie takich czynników jak temperatura, kwasowość, warunki zasadowe, stres i naprężenia? Pomoże to wyeliminować nieodpowiednie materiały.
- Właściwości mechaniczne materiału: Właściwości te wyjaśniają, jak dany gatunek materiału powinien zachowywać się w określonych warunkach. Część musi być odporna na różne siły fizyczne w zależności od tego, gdzie jest używana.
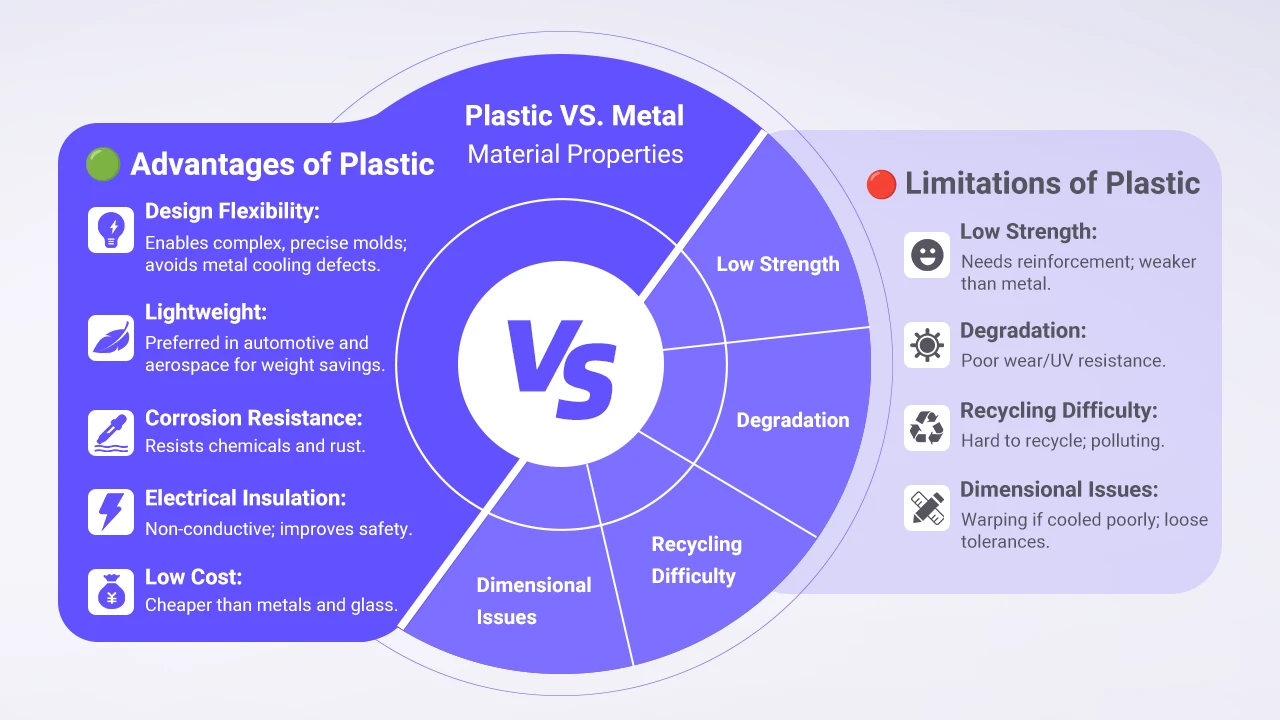
Zalety i ograniczenia tworzyw sztucznych w formowaniu wtryskowym w porównaniu z innymi materiałami
Formowanie wtryskowe wykorzystuje różne materiały. Tworzywa sztuczne stały się dominującym materiałem z unikalnym zestawem zalet i ograniczeń.
| Zalety | Ograniczenia |
|---|---|
| Elastyczność projektowania w tworzeniu złożonych geometrii i skomplikowanych projektów (overmolding). Stopione tworzywa sztuczne mogą dotrzeć do każdej części szczegółowej wnęki. Inne materiały, takie jak metale, mają ograniczony przepływ i naprężenia chłodzące, co wiąże się z ryzykiem defektów, takich jak zawijanie. | Pod względem właściwości strukturalnych, takich jak wytrzymałość i sztywność, tworzywa sztuczne nie mogą równać się z metalami. Dlatego większość z nich jest wzmocniona materiałami takimi jak włókna, aby poprawić ich wytrzymałość. |
| Tworzywa sztuczne są lżejsze niż inne materiały, takie jak metale, co czyni je istotnymi w zastosowaniach takich jak motoryzacja i lotnictwo. | Tworzywa sztuczne są podatne na zużycie i degradację pod wpływem promieniowania UV, szczególnie w miejscach, w których narażone są na wysokie tarcie i ciepło. |
| W przeciwieństwie do metali, tworzywa sztuczne są odporne na korozję i chemikalia. | Używanie tworzyw sztucznych spowodowało wiele problemów środowiskowych, głównie dlatego, że trudno jest poddać je recyklingowi bez utraty ich właściwości. |
| Plastikowe komponenty są idealne do izolacji cieplnej pasma elektrycznego, zmniejszając ryzyko porażenia prądem, podczas gdy metale są naturalnymi przewodnikami. | Tworzywa sztuczne charakteryzują się niestabilnością wymiarową, taką jak deformacja, jeśli nie są odpowiednio zaprojektowane lub chłodzone, podczas gdy metale i ceramika mogą osiągać wysokie tolerancje. |
| Tworzywa sztuczne są stosunkowo tanie w produkcji w porównaniu do tradycyjnych materiałów, takich jak szkło i metal. |
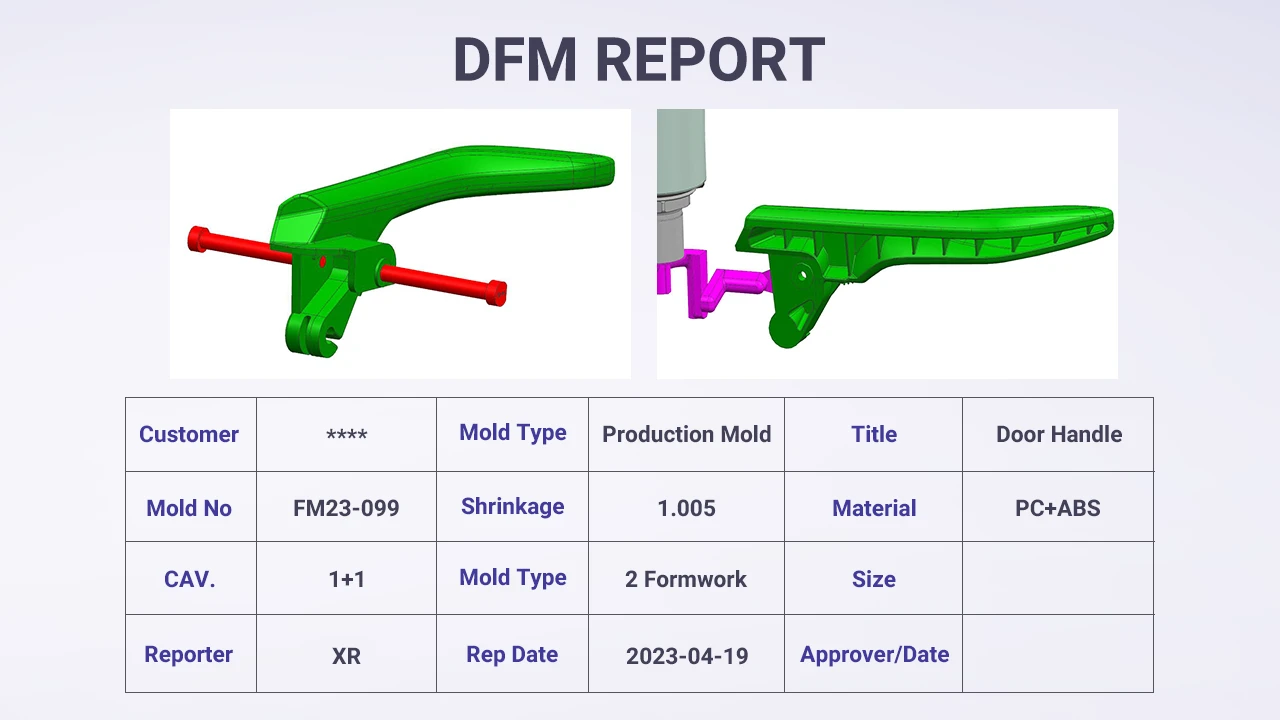
Projektowanie dla produkcji (DFM)
Aby produkt odniósł sukces i osiągnął dobre wyniki na rynku, jego sukces w dużej mierze zależy od decyzji podjętych na etapie projektowania i inżynierii. DFM obejmuje projektowanie części lub produktu do pracy z określonymi ograniczeniami i procesami produkcyjnymi. Wszyscy specjaliści (projektanci, inżynierowie) angażują się od samego początku, aby zapobiec problemom, takim jak koszty, opóźnienia i straty czasu. Zasadniczo jest to usługa, którą każda fabryka form wtryskowych powinna świadczyć swoim klientom. Jednak niektóre fabryki uwzględniają DFM jako część swojej standardowej wyceny, podczas gdy inne mogą pobierać za to opłatę jako osobną usługę. Wszystko zależy jednak od zakresu projektu i negocjacji między klientem a fabryką [5].
Podstawowe zasady DFM w formowaniu wtryskowym
- Jednolita grubość ścianki: Istotna jest stała grubość ścianki części. Na przykład, jednolita grubość 2-3 mm zapewnia równomierne chłodzenie, aby zapobiec defektom, takim jak puste przestrzenie i ślady zapadnięć.
- Draft Angles: Kąt zanurzenia to zwężenie dodane do pionowej ściany, aby umożliwić płynne wyrzucanie i zapobiec przywieraniu lub zarysowaniu części. Kąt pochylenia 1°-2° na gładkich powierzchniach, 5° na powierzchniach bez tekstury, 3° na jasnych teksturach i 5° lub więcej na ciężkich teksturach.
- Promienie i filety: Pomagają one zmniejszyć naprężenia w punktach narożnych i umożliwiają łatwy przepływ materiału. Promień zaokrąglenia powinien wynosić 25-50% normalnej grubości ścianki.
- Żebra, bossy i kliny: Żebra wzmacniają ściany, nie pogrubiając ich i zapobiegając wypaczaniu. Ich grubość powinna wynosić 40-60% normalnej grubości ścianki. Tuleje są cylindryczne i służą jako punkty montażowe dla elementów złącznych, jednocześnie pomagając w wyrównaniu komponentów. Nie powinny przekraczać 60% całkowitej grubości ścianki. Kliny są trójkątne i wzmacniają żebra i występy, czyniąc je bardziej stabilnymi.
- Podcięcia: podcięcie (zaciski, haki) utrudniające płynne wyrzucanie części. Unikanie tych cech zmniejsza koszty oprzyrządowania.
- Narożniki: dodanie narożników na ostrych krawędziach minimalizuje naprężenia. Zaokrąglone narożniki zmniejszają również skurcz. Promień wewnętrzny powinien wynosić 50% grubości ścianki. Promień zewnętrzny to suma grubości ścianki i promienia wewnętrznego.

Wskazówki: Możesz być zainteresowany "Pełny przewodnik po DFM" i "Czym jest analiza przepływu formy“.
Rola formowania wtryskowego w zastosowaniach przemysłowych
Formowanie wtryskowe zapewnia unikalne specyfikacje i właściwości wymagane w różnych branżach. Odegrało ono kluczową rolę w rozwiązywaniu niektórych problemów produkcyjnych w przemyśle.
Produkcja części samochodowych
Przemysł motoryzacyjny potrzebuje trwałej, pojedynczej i lekkiej wewnętrznej deski rozdzielczej, która może pomieścić otwory wentylacyjne i inne komponenty, zachowując jednocześnie swoją estetykę. Formowanie wtryskowe pozwala produkować deski rozdzielcze jako pojedynczy element bez konieczności montażu. Korzystając z polimerów takich jak ABS, projektujemy formy, które przypominają ich kształt, zawierające złożone cechy i tekstury. Różne rodzaje formowania, takie jak overmold i two-shot, poprawiają wygląd deski rozdzielczej.
Inne zastosowania formowania wtryskowego w przemyśle motoryzacyjnym obejmują:
- Zderzaki
- Obudowy lusterek.
- Uchwyty na kubki.
Produkcja komponentów elektroniki użytkowej
Produkcja cienkich, lekkich i wytrzymałych obudów do smartfonów, które chronią wrażliwą wewnętrzną elektronikę. Dzięki zaawansowanym możliwościom formowania wtryskowego, tworzywa sztuczne takie jak poliwęglan są trwałe i niezwykle lekkie. Włączenie żeber i występów do podparcia, punktów montażowych dla płytek drukowanych i wyciętych portów w jednym cyklu produkcyjnym.
Inne standardowe komponenty w tej branży obejmują:
- Przełączniki elektryczne.
- Obudowy i obudowy do płytek drukowanych.
- Przewody.
- Komponenty do laptopów i komputerów stacjonarnych.
Produkcja części do urządzeń medycznych
Zaprojektowane i wyprodukowane przez przemysł medyczny wstrzykiwacze do insuliny rewolucjonizują opiekę nad chorymi na cukrzycę. Zastąpiły one podatne na błędy strzykawki przenośnymi strzykawkami z mierzalną dawką. Korzystając z IM, możliwe jest wytwarzanie ergonomicznych konstrukcji (pokrętła i przyciski), co pomaga w samodzielnym podawaniu. Materiały PC i ABS są znane z zachowania sterylności. Produkcja tych długopisów w dużych ilościach zmniejsza koszt jednostkowy, czyniąc je przystępnymi dla klientów.
- Ogół społeczeństwa.
- Inne artykuły medyczne produkowane przez IM to
- Cewniki.
- Rurki.
- Implanty.

Produkcja komponentów lotniczych
Zapotrzebowanie przemysłu lotniczego na trwałe, lekkie i wytrzymałe elementy kabin samolotów ma kluczowe znaczenie dla zagwarantowania bezpieczeństwa pasażerów i obniżenia zużycia paliwa. IM wykorzystuje specjalistyczne, wysokowydajne polimery, takie jak PEEK i PEI, które są lekkie i wytrzymałe. Podobnie, dzięki możliwości tworzenia złożonych geometrii, możliwe jest wytwarzanie części takich jak ramy otworów wentylacyjnych i klamry pasów bezpieczeństwa do kabiny.
Niektóre inne części produkowane metodą formowania wtryskowego to:
- Panele
- Elementy podwozia.
- Wsporniki i mocowania.
- Elementy kokpitu.
Produkcja produktów do pakowania
Przemysł opakowaniowy wykorzystuje tworzywa sztuczne do przechowywania żywności i napojów. Pojemniki te muszą być przeznaczone do kontaktu z żywnością, tanie i trwałe. Formowanie wtryskowe dominuje w tej branży, tworząc szeroką gamę pojemników z materiałów nadających się do kontaktu z żywnością, takich jak PET i PVC. Produkcja części odbywa się w dużych ilościach przy użyciu różnego rodzaju wzorów i kształtów. Pojemniki z HDPE są produkowane z pokrywkami i uchwytami po wyjątkowo niskich kosztach.
Inne powszechnie produkowane części dla tej branży to:
- Systemy przenośników.
- Nakładki.
- Komponenty sprzętu do przetwarzania.

Produkcja małych komponentów budowlanych
Zapotrzebowanie branży budowlanej na materiały budowlane, takie jak rury i kształtki stosowane w instalacjach wodno-kanalizacyjnych i odwadniających, wymaga wydajnych metod produkcji. Wykorzystanie materiałów PVC do tworzenia części takich jak kolanka, łączniki i trójniki pomaga w zapewnieniu odporności na korozję. Ich wysoka wytrzymałość zapobiega wyciekom. Części te są produkowane w dużych ilościach, aby zapewnić ciągłość dostaw w celu zaspokojenia potrzeb budowlanych.
Powszechnie produkowane elementy w branży budowlanej obejmują:
- Produkt systemu HVAC.
- Części do okien i drzwi.
- Izolacja i elementy złączne.
- Obudowy elektronarzędzi ręcznych.

Koszt i optymalizacja formowania wtryskowego
Zarządzanie kosztami jest centralnym punktem sukcesu każdego projektu formowania wtryskowego. IM jest preferowany ze względu na niski koszt jednostkowy przy produkcji wielkoseryjnej. Staranne rozważenie kosztów jest niezbędne dla osiągnięcia maksymalnej wydajności w tych krytycznych obszarach: oprzyrządowanie, materiały i produkcja [6].
Dwa podstawowe koszty: Oprzyrządowanie (forma) a cena jednostkowa (część)
Koszt oprzyrządowania to największa inwestycja w formowanie wtryskowe. Formy mogą kosztować tysiące dolarów, w zależności od procesu obróbki stosowanego przy produkcji form i innych czynników, takich jak rodzaj materiału.
Cena jednostkowa (części) to koszt poniesiony na wytworzenie każdej części podczas produkcji. Obejmuje on robociznę, czas pracy maszyn i koszty materiałów.
Kluczowe czynniki wpływające na koszt formy
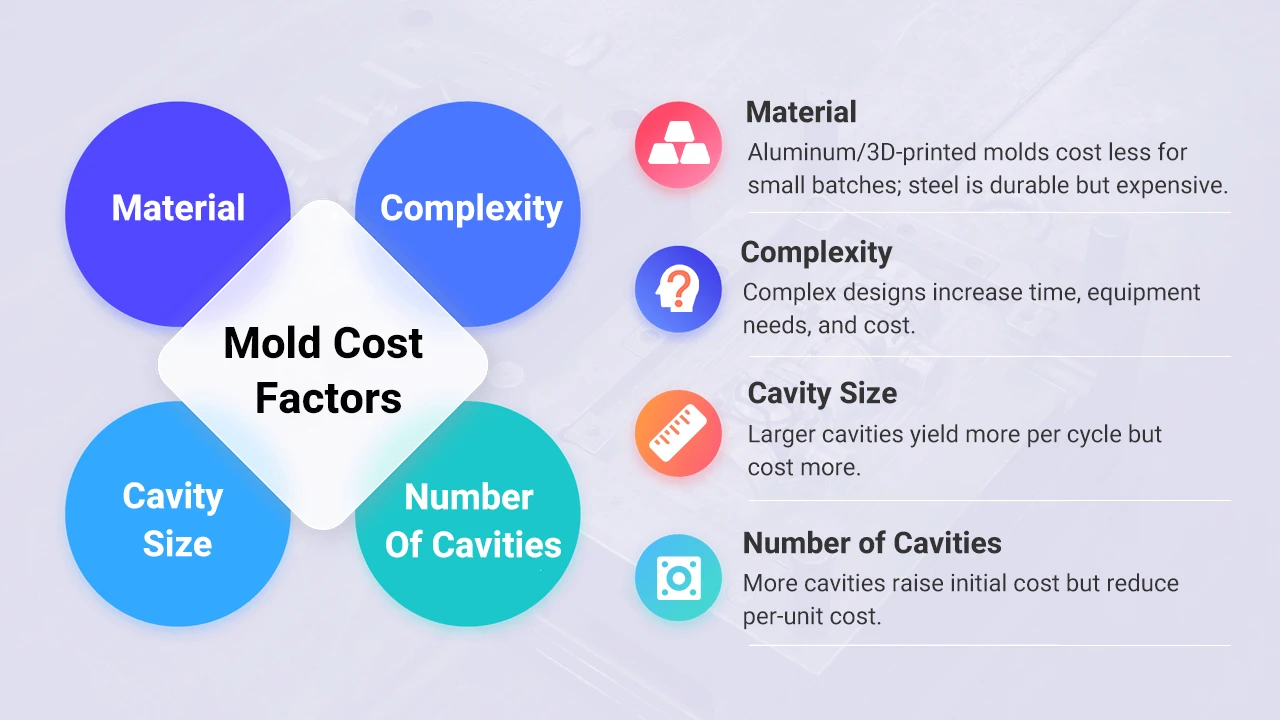
Materiał formy: Materiały różnią się pod względem trwałości i kosztów, wpływając na ogólną wydajność procesu produkcyjnego. Formy aluminiowe i drukowane 3D są tańsze i bardziej odpowiednie do produkcji małoseryjnej. Z drugiej strony, koszt stali zapewnia dłuższą żywotność narzędzia.
Złożoność formy: Koszty projektowania i produkcji form o złożonej geometrii są nieco wyższe. W przypadku tych form wymagane są specjalistyczne maszyny, a czas ich produkcji jest dłuższy. Równowaga między tymi kosztami a względami projektowymi jest zatem niezbędna.
Rozmiar gniazda formy: Duże wnęki mogą pomieścić duże ilości materiałów i produkować więcej części na cykl. Jednak ze względu na rozmiar form, są one droższe. Z kolei mniejsze wnęki są opłacalne ze względu na ich prostotę i mniejsze zużycie materiału.
Liczba ubytków: Wiele wgłębień tworzy więcej części na cykl, zwiększając koszt oprzyrządowania, ale obniżając koszt jednostkowy.
Strategie optymalizacji kosztów (po stronie fabryki i klienta)
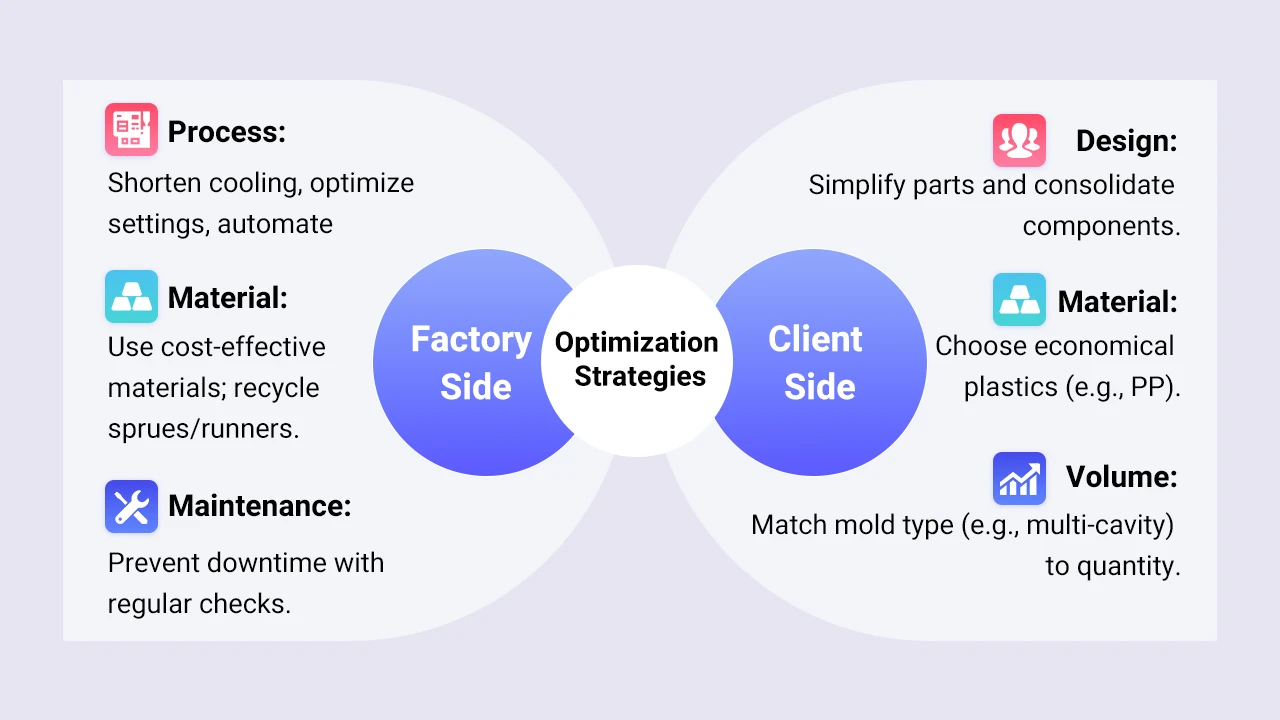
Strona fabryczna:
Proces i produkcja: Kilka strategii w ramach produkcji może pomóc zoptymalizować koszty formowania wtryskowego. Należą do nich: czasy chłodzenia, dostrajanie ustawień maszyny, automatyzacja zadań w celu zwiększenia szybkości produkcji i obniżenia kosztów.
Zarządzanie materiałami i odpadami: Wybór dostępnych i tańszych materiałów może znacznie obniżyć koszty. Zmniejszenie marnotrawstwa materiałów podczas procesu formowania poprzez zastosowanie systemów gorących kanałów lub recykling resztek materiałów z wlewów i kanałów.
Konserwacja: Regularna konserwacja maszyn produkcyjnych zapobiega nieprzewidzianym przestojom, zapewniając spójność.
Strona klienta:
Projekt części: Uproszczenie projektu skraca czas i koszty obróbki formy. Połączenie różnych komponentów w jedną część minimalizuje potrzebę montażu i robocizny, zmniejszając całkowity koszt.
Wybór materiału: Wybór materiału na produkt ma bezpośredni wpływ na koszt produkcji. Użycie tworzyw sztucznych, takich jak polipropylen (PP), do części niekrytycznych może być tańsze i nadal służyć temu samemu celowi.
Wielkość produkcji: Liczba produkowanych części determinuje rozmiar używanej formy w oparciu o inwestycję klienta. Na przykład projekt o dużej objętości wymaga trwalszych, wielogniazdowych form, co wpływa na początkową inwestycję.
Wskazówki: First Mold przygotował profesjonalny artykuł, który szczegółowo opisuje koszty formowania wtryskowego. Możesz kliknąć, aby dowiedzieć się o konkretnych składnikach kosztów formowania wtryskowego i metodach ich redukcji.
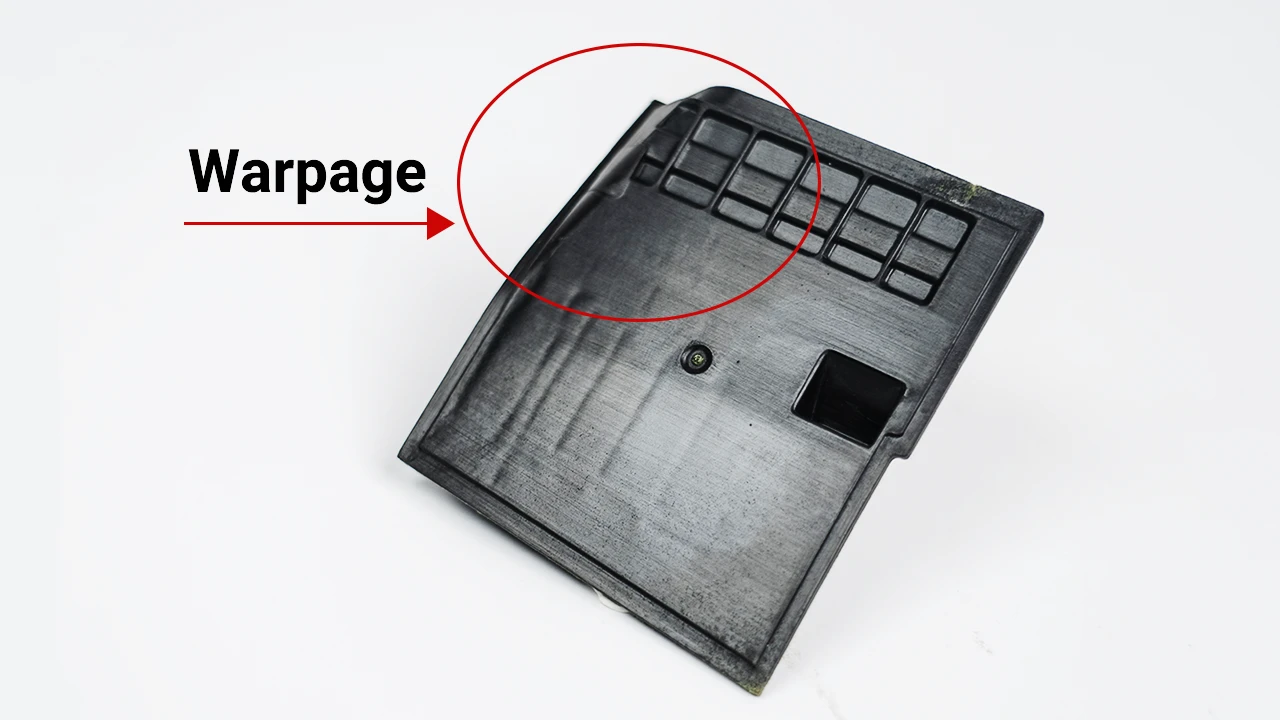
Typowe wady w formowaniu wtryskowym i standardy akceptacji produktów formowanych wtryskowo
Proces formowania wtryskowego jest zaufaną metodą produkcji ze względu na swoją wszechstronność i wydajność. Mimo to nie odbywa się bez szczególnych wyzwań, takich jak wady, które mogą się pojawić i prowadzić do poważnych problemów, takich jak naruszenie integralności produktu. Mogą one wpływać na efektywność kosztową, szybkość i skracać żywotność produktu. Wynikają one ze złego projektu, błędów kontroli jakości, błędów w procesie produkcji i wielu innych.

Szczegółowy przewodnik po usterkach znajduje się w tym dokumencie technicznym Wady formowania wtryskowego.
Jeśli jesteś zainteresowany każdym rodzajem wady formowania wtryskowego, możesz zapoznać się z poniższą tabelą, aby przejść do odpowiedniej strony w celu dokładniejszego zrozumienia.
| Krótkie ujęcia | Flash | Wypaczenie | Bąbelki | Ślady po oparzeniach |
| Przebarwienia | Srebrne smugi | Linie spawania | Znaki zlewu | Znaki przepływu |
| Wyrzucone znaki |
Akceptacja formowanego produktu to dopuszczalny poziom wad. Zależy to od konkretnych standardów i kryteriów, które część musi spełniać, w tym wykończenia powierzchni, wydajności funkcjonalnej i dokładności wymiarowej. Aby dowiedzieć się, w jaki sposób rzeczywisty proces kontroli jakości zapewnia akceptację części, sprawdź tutaj: Standardy jakości i akceptacji dla części formowanych wtryskowo.
Kontrola jakości części formowanych wtryskowo
Kontrola jakości w formowaniu wtryskowym zapewnia, że produkowane części spełniają wszystkie wymagane specyfikacje. Specyfikacje te obejmują: kontrole przed i poprodukcyjne oraz monitorowanie bieżących procesów [7].
Tolerancje wymiarowe to odchylenia, które są akceptowane w przypadku wymiarów części. Na przykład, w przypadku produkcji identycznych części, niemożliwe jest dostarczenie pełnego dopasowania. Tolerancje te mają pewne limity, zanim zostaną uznane za wadę. Jest to pomocne przy montażu, aby upewnić się, że wszystkie części pasują do siebie.
Geometryczne wymiarowanie i tolerowanie (GD&T) to język, który definiuje potrzeby funkcjonalne geometrii części. Jest on używany głównie w rysunkach technicznych do kontrolowania kształtów, lokalizacji i orientacji elementów. GD&T pomaga w produkcji formowanych części, które muszą współpracować z innymi komponentami. Projektanci używają GD&T, aby pomóc im w radzeniu sobie z niekrytycznymi cechami i poluzować tolerancje, co obniża koszty produkcji.

Metody inspekcji
W celu zapewnienia dokładności wymiarowej części należy zastosować metody kontroli. Niektóre z tych metod to:
- Kontrole wizualne: Jest to pierwsza linia obrony w sprawdzaniu wad części, takich jak ślady, błysk, przebarwienia lub zadrapania.
- Suwmiarki i mikrometry: Korzystanie z narzędzi ręcznych umożliwia szybką kontrolę wymiarów, ale w przypadku złożonych geometrii potrzebne są bardziej zaawansowane narzędzia.
- Kontrola pierwszego artykułu (FAI): Nowa forma przechodzi tę kontrolę przed rozpoczęciem pracy. Wszystkie cechy, wymiary i uwagi zawarte na rysunkach są sprawdzane i dokumentowane.
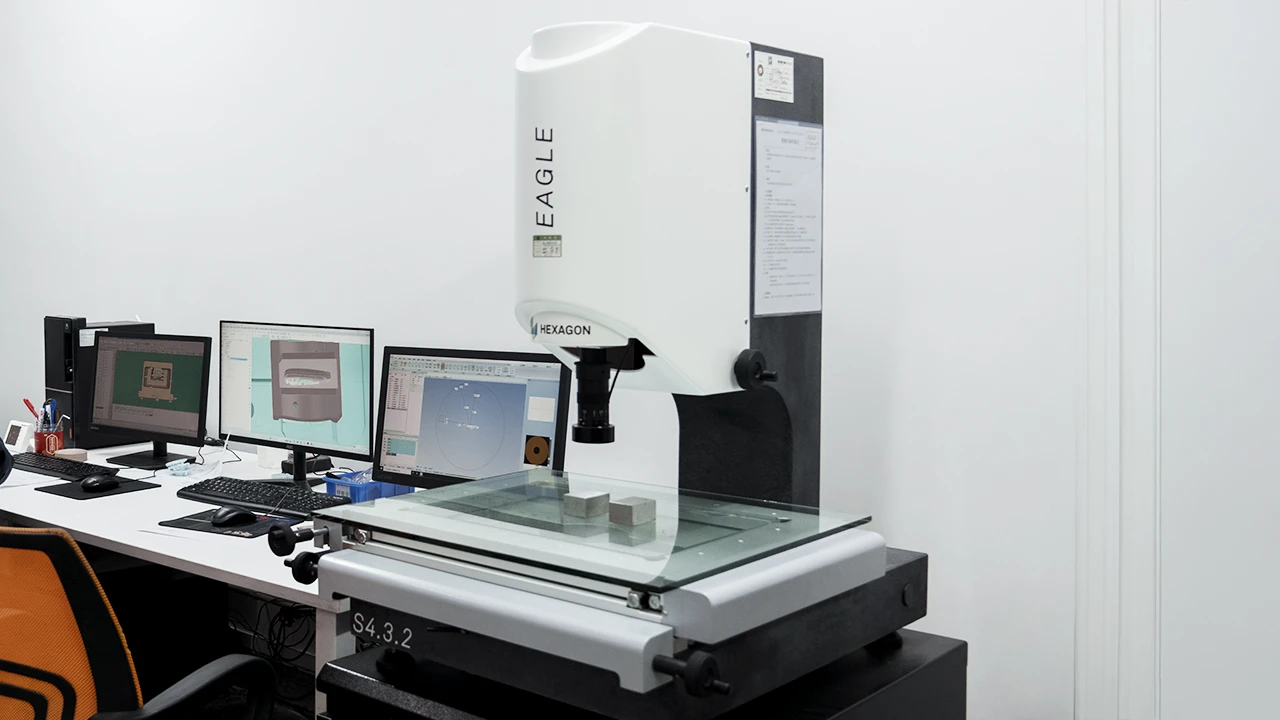
- Współrzędnościowa maszyna pomiarowa (CMM): Jest to zaawansowane narzędzie kontrolne, które mierzy wymiary produktu, zwłaszcza złożonych części.
Kontrola i monitorowanie procesów
Są to strategie stosowane w celu zapewnienia jakości części podczas procesu produkcyjnego.
- Monitorowanie procesów w czasie rzeczywistym: Wykorzystanie czujników wbudowanych w maszyny do zbierania krytycznych danych, takich jak temperatura, ciśnienie i czas. Dane te pomagają w dokonywaniu szybkich korekt i zapobieganiu usterkom.
- Statystyczna kontrola procesu (SPC): Wykorzystuje dane statystyczne do monitorowania i kontrolowania produkcji. Wykresy kontrolne kierują procesem produkcji. Jeśli dane odbiegają od dopuszczalnego zakresu, oznacza to, że w procesie wystąpił problem.
- Monitorowanie ciśnienia w jamie ustnej: Czujniki umieszczone w gnieździe formy mierzą ciśnienie stopionego tworzywa sztucznego. Tworzą one widoczną krzywą, która pokazuje jakość części.

Jak wybrać dostawcę usług formowania wtryskowego?
Właściwy dostawca do formowania wtryskowego decyduje o sukcesie projektu. Mają oni wpływ nie tylko na części, ale mogą również pomóc zaoszczędzić czas i pieniądze.

Oto jak wybrać właściwą:
- Ocena jakości i certyfikatów: To nie podlega negocjacjom. Posiadanie certyfikatów takich jak ISO 9001 świadczy o zaangażowaniu dostawcy w jakość. Specjalistyczne branże posiadają certyfikaty, takie jak ISO 13485 dla produktów medycznych i IATF 16949 dla produktów motoryzacyjnych. Należy również sprawdzić proces kontroli jakości i jakość używanego sprzętu.
- Lokalizacje i logistyka: Lokalny dostawca skraca czas realizacji i ułatwia komunikację w porównaniu z dostawcami zagranicznymi, co prowadzi do szybkiej realizacji zamówień. Jednak inne aspekty, takie jak koszty robocizny i narzędzi, zależą od tego, kto może zaoferować przystępne koszty, co ma kluczowe znaczenie dla opłacalnych projektów.
- Wyceny i kosztorysy: Poświęcenie czasu na przejrzenie ofert i porównanie cen jest niezbędne, aby uzyskać możliwie najbardziej korzystną ofertę. Zapytaj o MOQ dla projektów niskonakładowych i posiadanie narzędzi.
- Oceń ich możliwości: Doświadczenie dostawcy musi być zgodne z celami projektu. Zakres dostępnych maszyn, ich doświadczenie w prostych i złożonych projektach, proces po formowaniu i to, czy oferują usługi DFM, to czynniki, które należy wziąć pod uwagę.
- Umowa z dostawcą: Aby zapewnić ochronę firmie i jej produktom, przegląd zakresu umowy jest niezbędny, aby zapobiec przyszłym nieporozumieniom. Niektóre elementy umów obejmują: ceny, warunki płatności, harmonogramy dostaw itp.
Wskazówki: First Mold zaleca przeczytanie:
- 8 Polecani dostawcy usług formowania wtryskowego online
- 10 rekomendowanych firm zajmujących się formowaniem wtryskowym w Meksyku
- 10 rekomendowanych producentów form wtryskowych w Chinach
Rynki i trendy w formowaniu wtryskowym
Ostatnie wydarzenia doprowadziły do rozwoju IM. Dochód ze sprzedaży tworzyw sztucznych dla przemysłu IM jest źródłem prognoz i szacunków rynkowych [8] [9].
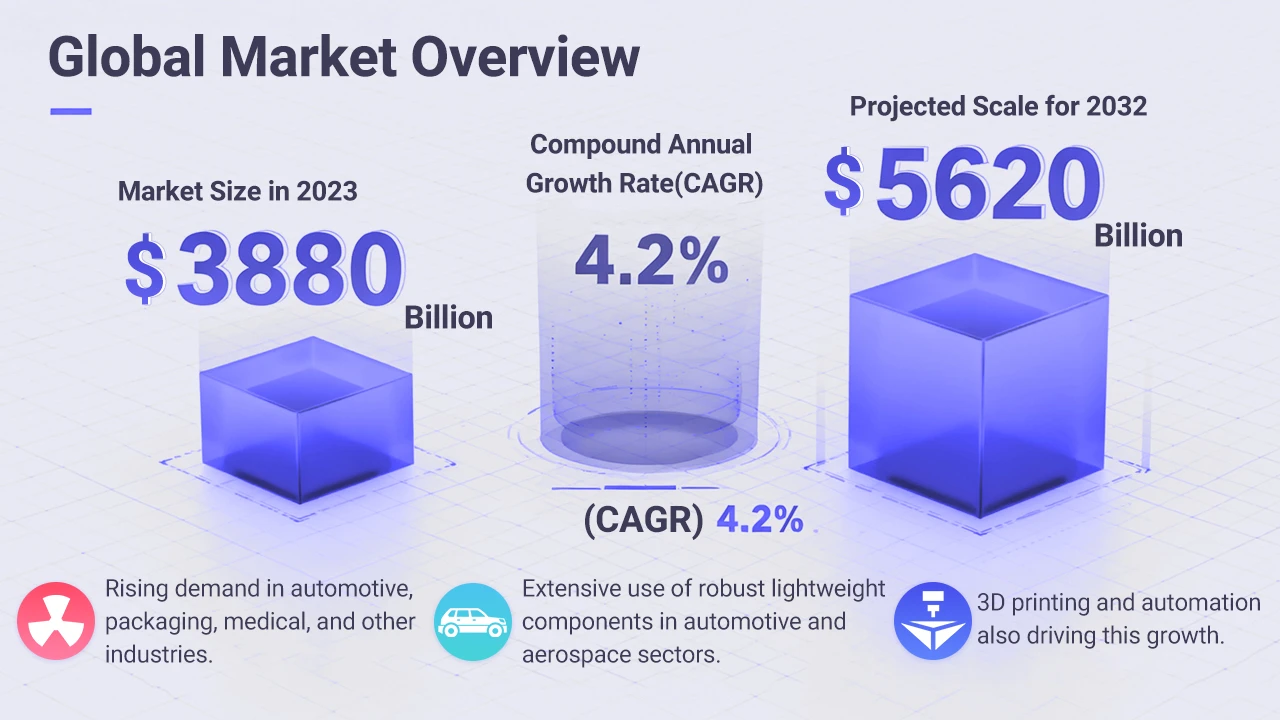
Przegląd rynku globalnego
W 2023 r. szacowana wielkość globalnego rynku wynosiła $388 mld USD. Przy złożonej rocznej stopie wzrostu (CAGR) wynoszącej 4,2% w latach 2024-2032, przewiduje się, że do 2032 r. wartość ta wzrośnie do prawie $562 mld EUR. Wzrost ten wynika z rosnącego zapotrzebowania na tworzywa sztuczne w branżach takich jak motoryzacja, opakowania i medycyna. Popyt ten wynika z szerokiego wykorzystania wytrzymałych i lekkich komponentów w sektorze motoryzacyjnym i lotniczym. Do tego wzrostu przyczyniło się również przyjęcie produkcji cyfrowej, takiej jak druk 3D i automatyzacja.
Analiza regionalna
Wzrost rynku jest nierównomierny, a niektóre regiony dominują nad innymi.
- Azja i Pacyfik przewodził rynkowi z udziałem 49,25% w 2023 roku. Chiny, Indie i Japonia zajmują czołowe pozycje w regionie ze względu na szybką urbanizację i przemysł motoryzacyjny.
- Rynek amerykański oczekuje się, że do 2032 r. osiągnie wartość $65,32 mld USD, napędzany przez przemysł elektryczny i elektroniczny oraz medyczny. Wzrost ten jest napędzany przez zaawansowane materiały, zautomatyzowane formowanie i przestrzeganie surowych norm jakości.
- Regiony europejskie mają znaczący udział, z Niemcami, Włochami i Francją na czele. Regiony te korzystają ze złożonych sektorów motoryzacyjnego i opakowań.
- Zjednoczone Emiraty Arabskie, Arabia Saudyjska i Afryka Południowa (Bliski Wschód i Afryka) rośnie ze względu na zapotrzebowanie konsumentów na opłacalne towary z tworzyw sztucznych. Ten potencjał rynkowy wynika ze wsparcia branży budowlanej i produktów konsumenckich.
Perspektywy na przyszłość
Przyszłość formowania wtryskowego zależy od postępu technologicznego.
- Automatyzacja i Przemysł 4.0: Inteligentna technologia, robotyka i automatyzacja są coraz bardziej wiodące. Ma to na celu poprawę produkcji poprzez obniżenie kosztów pracy, zwiększenie wydajności i utrzymanie spójności. Pojawiające się technologie, takie jak IoT i kontrola jakości czasu, są integrowane z technologią formowania wtryskowego.
- Zaawansowane materiały: Ulepszenie surowców takich jak polimery do kompozytów i żywic o wyższej wydajności otwiera nowe możliwości. Materiały te mają na celu zastąpienie tradycyjnych materiałów, takich jak metal, w wielu zastosowaniach.
- Gospodarka o obiegu zamkniętym: W miarę jak świat zmierza w kierunku bardziej zrównoważonych i przyjaznych dla środowiska praktyk, istnieje potrzeba zachowania równowagi między wymaganiami konsumentów a surowymi przepisami. Biotworzywa i biodegradowalne tworzywa sztuczne są stosowane w celu zmniejszenia zanieczyszczenia plastikiem i zagrożeń dla zdrowia.
Często zadawane pytania (FAQ)
Jest to proces produkcyjny, w którym stopiony materiał, taki jak plastik, jest wtłaczany do gniazda formy w celu wytworzenia dużej ilości identycznych części. Materiał jest topiony w podgrzewanej beczce, wtryskiwany do formy, a następnie schładzany i zestalany do ostatecznego kształtu.
Podczas gdy najbardziej powszechne są tworzywa termoplastyczne (takie jak ABS i nylon), proces ten działa również z termoutwardzalnymi tworzywami sztucznymi, płynną gumą silikonową (LSR), a nawet metalami (w specjalnym procesie zwanym MIM).
Jego największe zalety to niesamowita wydajność w produkcji masowej, zdolność do tworzenia bardzo złożonych i szczegółowych części oraz duża elastyczność projektowania po zbudowaniu początkowej formy.
Sama forma jest znaczącą inwestycją początkową. Koszty mogą wahać się od kilku tysięcy dolarów za prostą formę. forma aluminiowa do dziesiątek tysięcy (lub więcej) w przypadku złożonej, wielogniazdowej formy stalowej zaprojektowanej na miliony cykli.
Na cenę jednej części wpływa sześć kluczowych czynników: początkowy koszt formy, użyty surowiec, czas cyklu maszyny, wszelkie wymagane operacje wtórne (takie jak malowanie), opakowanie i koszty ogólne formierki.
Można to porównać do odlewania i prasowania. Formowanie wtryskowe wtłacza płynny materiał do zamkniętej formy, idealnej do skomplikowanych kształtów. Formowanie tłoczne umieszcza ładunek materiału w otwartej formie, która następnie zamyka się i ściska (kompresuje) go do kształtu, co często jest lepsze w przypadku większych, prostszych części, takich jak niektóre elementy gumowe.
Wybierz tworzywo sztuczne, jeśli Twoim priorytetem jest niewielka waga, niższy koszt jednostkowy przy dużych ilościach, odporność na korozję, izolacja elektryczna i możliwość tworzenia złożonych geometrii, których obróbka z metalu byłaby kosztowna.
Jednolite ścianki mają kluczowe znaczenie, ponieważ umożliwiają równomierne chłodzenie tworzywa sztucznego, zapobiegając wadom wizualnym, takim jak ślady zlewu i wewnętrzne wypaczenia. Kąty zanurzenia (lekkie zwężenie na pionowych ścianach) to prosta sztuczka, która pozwala na czyste wyrzucenie części z formy bez zadrapań lub zakleszczeń.
Referencje
[1] Rosato, Dominick V. i Marlene G. Rosato. Podręcznik formowania wtryskowego. Springer Science & Business Media, 2012. William G. Frizelle, 10 - Technologia formowania wtryskowego, Redaktor(-rzy): Myer Kutz, In Plastics Design Library, Applied Plastics Engineering Handbook (wydanie drugie).
[2] Frizelle, W. G. (2017). Technologia formowania wtryskowego. In M. Kutz (Ed.), Podręcznik inżynierii tworzyw sztucznych (wyd. 2, s. 191-202). William Andrew. https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L., & Sun, H. (2020). Tworzywa sztuczne przyszłości? Wpływ biodegradowalnych polimerów na środowisko. W Mikrodrobiny plastiku w środowisku lądowym. Springer Nature. https://doi.org/10.1007/698_2020_462
[4] Fu, H., et al. (2020). Przegląd technologii formowania wtryskowego do przetwarzania polimerów i ich kompozytów. Materiały i produkcja ES, 8(20), 3-23.
[5] Jong, W. R., & Lai, P. J. (2011). Realizacja DFM w projektowaniu i produkcji form. Advanced Materials Research, 314, 2293-2300.
[6] Tosello, G., et al. (2019). Optymalizacja łańcucha wartości i kosztów produkcji poprzez integrację wytwarzania przyrostowego w łańcuchu procesu formowania wtryskowego. The International Journal of Advanced Manufacturing Technology, 100(1), 783-795.
[7] Aminabadi, S. S., et al. (2022). Przemysł 4.0 - kontrola jakości AI in-line części formowanych wtryskowo z tworzyw sztucznych. Polimery, 14(17), art. 3551.
[8] Fortune Business Insights. (n.d.). Wielkość, udział i analiza rynku tworzyw sztucznych formowanych wtryskowo. Pobrane z https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] Zion Market Research. (n.d.). Rynek formowania wtryskowego według materiału (tworzywa sztuczne i metale). Pobrane z https://www.zionmarketresearch.com/report/injection-molding-market














