

Guma odgrywa ważną rolę w naszym codziennym życiu, od produktów gospodarstwa domowego, takich jak zakrętki do butelek, które zapobiegają wyciekom płynów, po części samochodowe, takie jak gumowe tuleje, które pochłaniają wibracje lub opony. Jednym ze sposobów, w jaki producenci przekształcają ten elastyczny materiał z jego surowej, bezużytecznej formy w cenne produkty, jest formowanie wtryskowe gumy.
Technika ta jest wszechstronna i przydatna w produkcji szerokiej gamy części gumowych. Obecnie większość producentów wyrobów gumowych wybiera formowanie wtryskowe gumy jako swoją podstawową technikę, zwłaszcza w produkcji wielkoseryjnej. Globalny rynek branży formowania wtryskowego gumy w 2025 r. wynosi $304,4 mld USD. Oczekuje się jednak, że do 2035 r. rynek przekroczy $481,6 mld USD. W regionie Azji i Pacyfiku obserwuje się eksplozję produkcji pojazdów, co częściowo odpowiada za ten wzrost.
Chociaż wytwarzanie produktów gumowych metodą formowania wtryskowego jest szeroko rozpowszechnione, wiąże się ono z wyjątkowymi wyzwaniami, w szczególności w zakresie doboru materiałów i właściwego kontrolowania procesu formowania w celu całkowitego wyeliminowania wad, takich jak wypaczenia, lub ograniczenia ich do minimum. Ten przewodnik dla początkujących projektantów i inżynierów zawiera wszystko, co należy wiedzieć o tym procesie i odnosi się do często zgłaszanych bolączek.
Czym jest formowanie wtryskowe gumy?
Formowanie wtryskowe z wykorzystaniem gumy to technika produkcji, która polega na wytwarzaniu produktów poprzez wtryskiwanie podgrzanej gumy do formy - zwykle wykonanej ze stali lub aluminium - pod wysokim ciśnieniem. Ten proces produkcyjny jest szybki, a czas cyklu waha się od 10 sekund do 2 lub więcej minut, w zależności od złożoności geometrii i rozmiaru produktu. Wybór odpowiedniego materiału (gumy i rodzaju formy) ma kluczowe znaczenie dla powodzenia całej operacji.
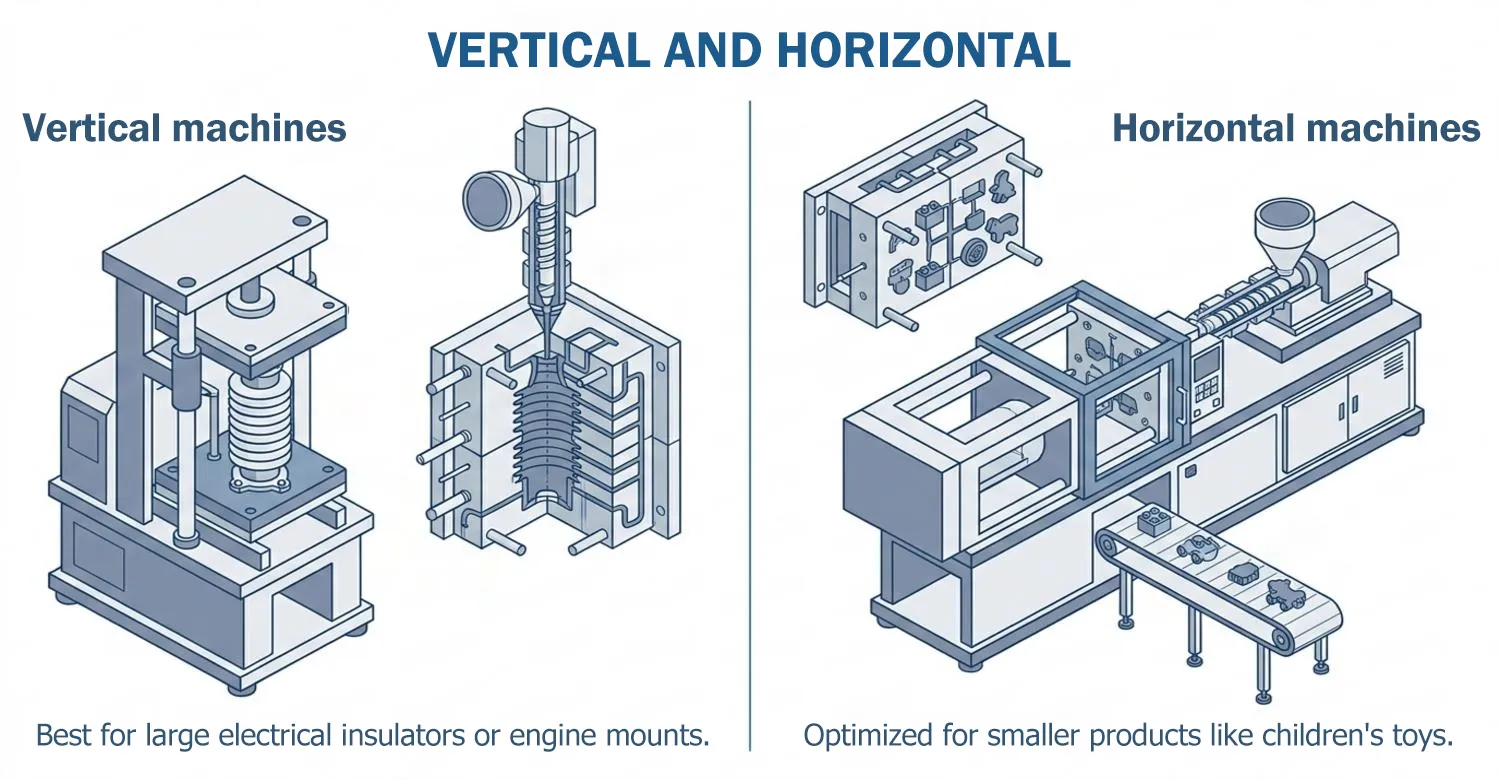
Na przykład istnieją dwa rodzaje maszyn do formowania: pionowe i poziome. Chociaż pełnią one tę samą funkcję, różnią się sposobem wtryskiwania gumy do ich wnęk. Różnica ta wpływa również na sposób ich wykorzystania. Na przykład maszyny pionowe są preferowane do większych produktów, takich jak izolatory elektryczne lub mocowania silnika, często z modyfikacjami w postaci specjalistycznych wkładek. Maszyny poziome są najlepsze do mniejszych produktów, takich jak zabawki dla dzieci.
Zalety formowania wtryskowego gumy w porównaniu z innymi metodami
Formowanie transferowe i formowanie tłoczne to dwie inne techniki stosowane do kształtowania gumy w pożądane produkty. Wszystkie te techniki mają swoje mocne i słabe strony. Na przykład, formowanie tłoczne lepiej nadaje się do gumy o wysokiej konsystencji (HCR). Materiał jest umieszczany w otwartej formie. Forma jest przykrywana i ściskana pod wpływem wysokiej temperatury i ciśnienia. Chociaż użytkownicy tego materiału zwykle oszczędzają więcej pieniędzy na kosztach oprzyrządowania, nie jest to zalecane w przypadku produktów precyzyjnych o złożonej geometrii. Ponadto czas cyklu jest dość wydłużony w porównaniu do gumy formowanej wtryskowo.
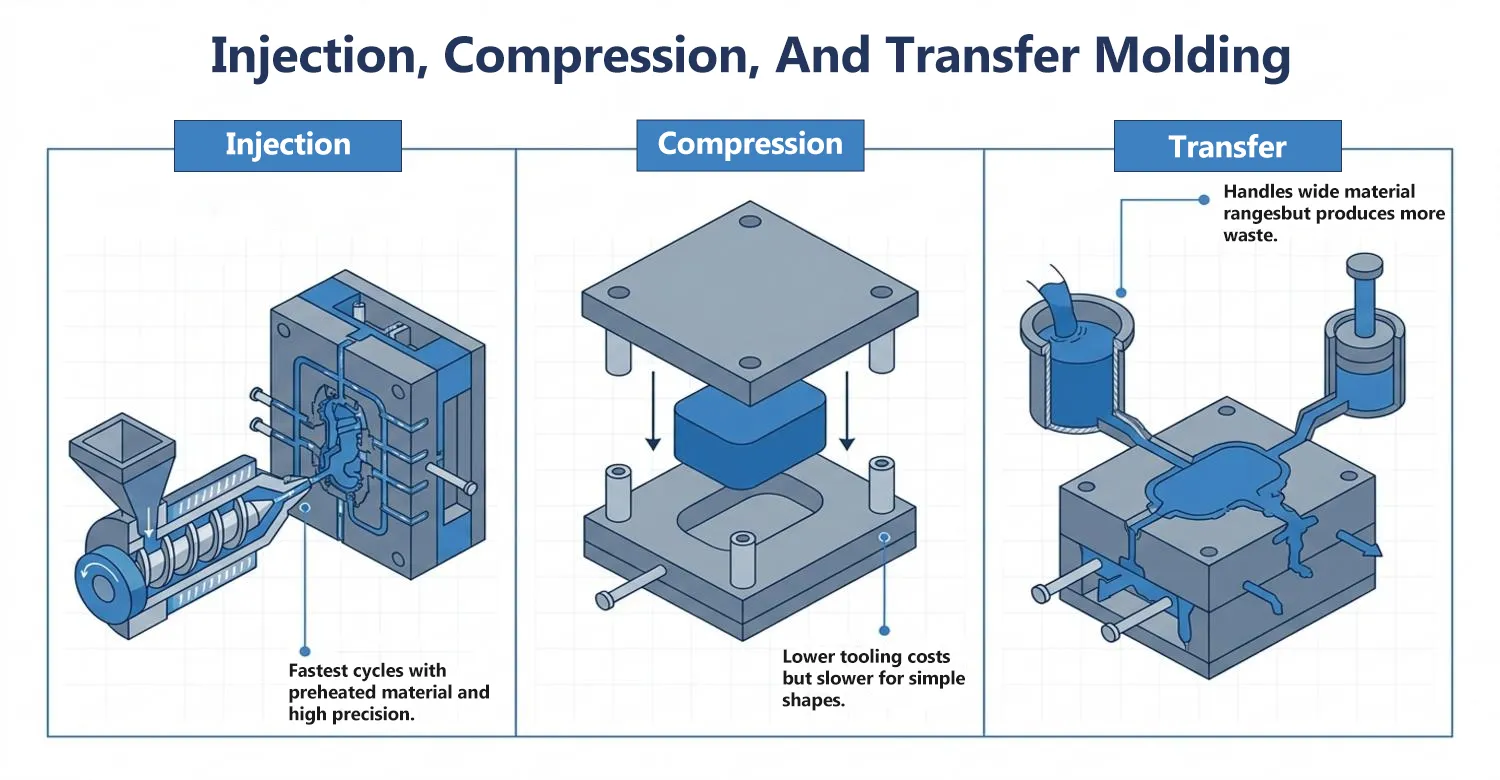
Formowanie transferowe to bardziej wytrzymała technika formowania gumy, w której surowiec jest umieszczany w komorze - często nazywanej garnkiem - i wtłaczany do gniazda formy za pomocą tłoka. Praktycznie każdy materiał gumowy może być użyty w tej procedurze. Największą wadą tej metody jest to, że pozostawia ona większy stos odpadów materiałowych.
Ponadto, chociaż czas cyklu jest lepszy niż w przypadku formowania tłocznego, jest on wolniejszy, gdy jest umieszczony obok formowania wtryskowego. Powodem, dla którego formowanie wtryskowe i transferowe mają szybsze cykle produkcyjne niż formowanie tłoczne, jest to, że materiał jest wstępnie podgrzewany przed formowaniem, w przeciwieństwie do formowania tłocznego, w którym podgrzewanie i formowanie odbywa się jednocześnie.
Kluczowe różnice między formowaniem wtryskowym, tłocznym i transferowym
| Czynnik | Wstrzyknięcie | Kompresja | Transfer |
|---|---|---|---|
| Oprzyrządowanie | Zaprojektowanie i stworzenie formy wtryskowej zajmuje od 8 do 10 tygodni. | Trwa od 6 do 8 tygodni, w zależności od złożoności i liczby ubytków. | Projektowanie i tworzenie zajmuje zwykle od 6 do 8 tygodni. |
| Materiał | Najlepsze z płynną mieszanką gumową, np. płynną gumą silikonową (LSR) | Różne rodzaje gumy, w tym HCR i materiały trudno płynące | Działa z szeroką gamą gum |
| Zdolność produkcyjna | Wysoka głośność | Niski do średniego poziom głośności | Średnia objętość |
| Geometria produktu | Tworzy złożone kształty | Prostsze kształty | Złożone kształty |
| Czas cyklu | Od 2 sekund do 2 minut | Od 30 sekund do ponad 5 minut | Od 60 sekund do 5 minut |
| Precyzja | Wysoka precyzja | Niska precyzja | Średnia precyzja |
| Koszty | Wysokie początkowe koszty oprzyrządowania | Niższe początkowe koszty oprzyrządowania | Niższe początkowe koszty oprzyrządowania |
| Praca | Możliwość automatyzacji | Intensywna praca fizyczna | Półautomatyczny. Początkowe ładowanie materiału odbywa się ręcznie |
| Odpady | Minimalna ilość odpadów | Minimalna ilość odpadów | Więcej marnotrawstwa |
Proces formowania wtryskowego gumy
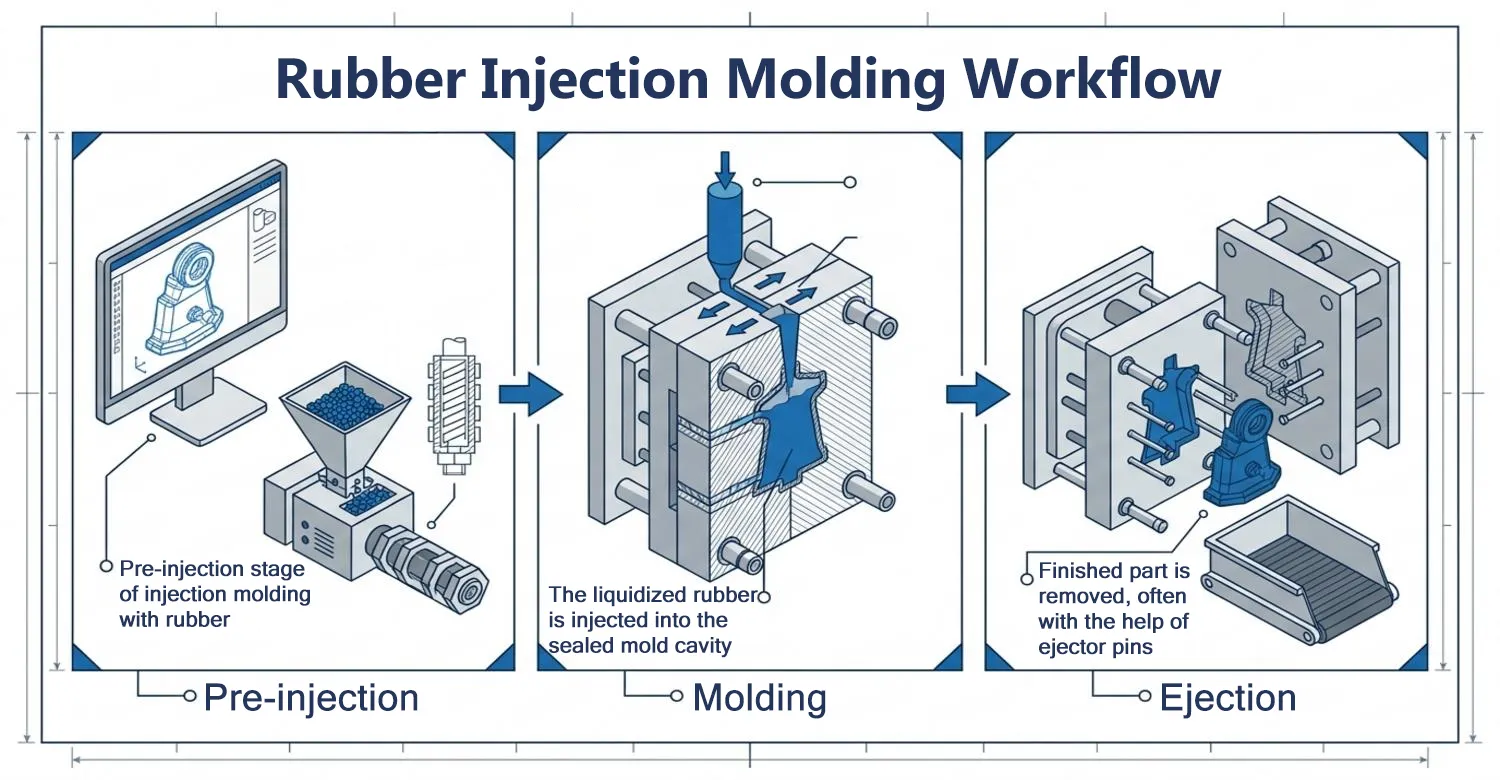
Ewolucja technologiczna napędza transformację w sposobie, w jaki producenci podchodzą do formowania wtryskowego gumy. Cały proces można podzielić na trzy szerokie części, a mianowicie wstępne wtryskiwanie, formowanie i wyrzucanie.
Wstrzyknięcie wstępne
Producenci, którzy chcą wyprzedzić konkurencję, wykorzystują modele wspomagane komputerowo (CAD) do optymalizacji swoich procesów. Na etapie formowania wtryskowego z użyciem gumy wykonywane są następujące czynności.
- Projektowanie i wizualizacja części: Producenci projektują precyzyjny model 3D części gumowej, który rejestruje złożone wymiary i geometrię za pomocą oprogramowania CAD. Pomaga to w wizualizacji produktu końcowego i identyfikacji potencjalnych wad. Szczegółowe modele CAD pomagają producentom zapewnić, że gotowy produkt dokładnie spełnia żądaną specyfikację i tolerancję.
- Przygotowanie materiału gumowego: Mieszanka gumowa zawierająca wypełniacze i inne pożądane dodatki (w tym przyspieszacze i środki utwardzające) opracowane specjalnie dla danego produktu jest podawana do ślimaka wtryskarki gumy.
- Ogrzewanie: Materiał gumowy jest wciągany do wtryskiwacza i podgrzewany w temperaturze od 158°F do 230°F, aby stał się płynny.
Formowanie
Zaczyna się od uszczelnienia połówek formy, upewniając się, że są one odpowiednio wyrównane, przed zabezpieczeniem zaciskami. W niektórych przypadkach mogą być potrzebne specjalne materiały do prawidłowego uszczelnienia, aby zapobiec utracie ciśnienia lub materiału, co wpływa na integralność produktu. Istotne jest, aby oczyścić połówki przed zamknięciem, ponieważ wszelkie pozostałości lub zanieczyszczenia z poprzedniego cyklu mogą powodować wady nowego produktu.
- Wstrzyknięcie: Upłynniona guma jest wtryskiwana do uszczelnionej wnęki formy pod wysokim ciśnieniem przez prowadnicę i zasuwę.
- Utwardzanie: Upłynniony materiał gumowy może zestalić się w gnieździe formy pod kontrolowanym ciśnieniem i temperaturą. Chłodzenie może być stosowane w celu zwiększenia utwardzania i skrócenia czasu cyklu.
Wyrzut
Po utwardzeniu części gumowej formowanej wtryskowo, forma otwiera się, a gotowa część jest usuwana, często za pomocą kołków wypychających. Następuje obróbka końcowa, która może obejmować przycinanie nadmiaru materiału (usuwanie wypływek) i kontrolę jakości, aby upewnić się, że produkt spełnia żądaną specyfikację.
Formowanie wtryskowe gumy a formowanie wtryskowe silikonu
Niektórzy początkujący projektanci i inżynierowie są zwykle zdezorientowani, kiedy używać gumy lub silikonu do formowania wtryskowego. Jeśli kiedykolwiek znalazłeś się w takiej sytuacji, nie jesteś sam. Obie metody opierają się na podobnej technice formowania. Główna różnica między nimi polega zwykle na materiale używanym w procesie i właściwościach produktu.
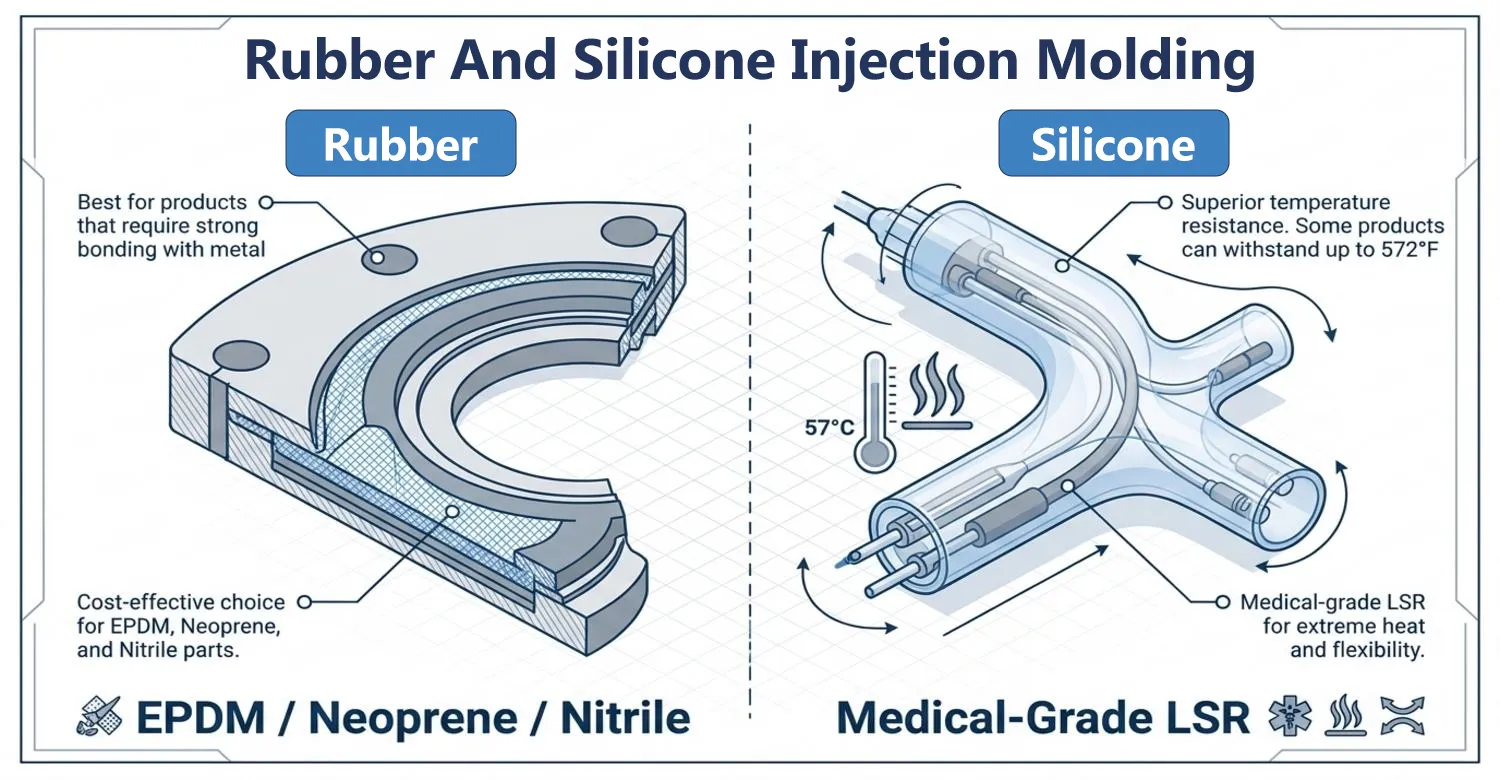
Materiałem do formowania wtryskowego gumy może być monomer etylenowo-propylenowo-dienowy (EPDM) lub kauczuk syntetyczny, kauczuk naturalny, neopren lub nitryl. Z drugiej strony, silikonowe formowanie wtryskowe opiera się na ciekłej gumie silikonowej (LSR) jako podstawowym materiale. Doskonale nadają się do produktów klasy medycznej, które muszą być odporne na temperaturę. Aby uzyskać najlepsze wrażenia, zawsze Wybierz specjalistów od formowania wtryskowego silikonu.
Różnice między formowaniem wtryskowym gumy i silikonu
| Czynniki | Guma | Silikon |
|---|---|---|
| Materiał | Kauczuk naturalny, neopren, EPDM i nitryl | Płynna guma silikonowa |
| Odporność na temperaturę | Kauczuk naturalny zaczyna ulegać degradacji w temperaturze powyżej 104°C (220°F) i nie powinien być używany w sposób ciągły w temperaturze powyżej 82°C (180°F). | Doskonała odporność na temperaturę. Niektóre produkty mogą wytrzymać temperaturę do 572°F. |
| Zastosowanie | Używany do produkcji różnych części samochodowych. Najlepszy do produktów wymagających silnego wiązania z metalem lub innymi materiałami. | Najlepiej nadaje się do urządzeń medycznych i produktów spożywczych, w których odporność na temperaturę i elastyczność mają kluczowe znaczenie. |
| Koszty | Bardziej przystępne | Wyższy koszt początkowy |
| Trwałość | Trwałość w normalnych warunkach | Większa wytrzymałość w ekstremalnych warunkach |
Zasady DFM dotyczące formowania gumy dla każdego projektanta produktu
Każdy projektant uwielbia tworzyć nowe produkty, swego rodzaju dziedzictwo, które żyje wiele lat po jego odejściu. Design for Manufacturing (DFM) to zestaw zasad, które kierują projektantami przy tworzeniu nowych produktów z myślą o wydajności produkcji i opłacalności. Innymi słowy, produkt musi być strategicznie zaprojektowany, aby zoptymalizować koszty produkcji bez obniżania wydajności lub niezawodności. Jeśli chodzi o gumę formowaną wtryskowo, oto kluczowe aspekty, które projektanci produktów muszą wziąć pod uwagę.
Krytyczne zasady DFM dla formowania wtryskowego gumy
1. Minimalizacja liczby części
Im mniej form będzie potrzebnych do wytworzenia produktu, tym mniejsza będzie liczba produkcji form, które należy uwzględnić. Ponadto większa liczba części może zwiększyć margines błędu i koszty materiałów. Zmniejszenie liczby części przyspiesza montaż.
2. Projektowanie pod kątem modułowości
Modułowe produkty gumowe formowane wtryskowo mają łatwo wymienne części, co ułatwia ich montaż lub demontaż, a co za tym idzie, są tańsze w naprawie lub konserwacji. Projektowanie pod kątem modułowości często uwzględnia takie czynniki, jak jasne instrukcje montażu i konstrukcje zatrzaskowe. Najlepszym przykładem producenta, który udoskonalił modułową konstrukcję swoich produktów, jest LEGO.
3. Projektowanie części wielofunkcyjnych i wielokrotnego użytku
Gdy część jest wielofunkcyjna, oznacza to, że może służyć różnym celom. Jednym z najlepszych przykładów jest sposób, w jaki płyta główna większości przenośnych urządzeń elektronicznych obsługuje przetwarzanie i pamięć. Ten wybór projektowy pomaga obniżyć koszty posiadania oddzielnych części. Z drugiej strony, część o wielu zastosowaniach może pasować do różnych produktów. Dobrym przykładem jest sposób, w jaki ogniwo akumulatora Tesli EV jest zaprojektowane tak, aby pasowało do różnych modeli pojazdów elektrycznych.
4. Wybór materiału
Wybór materiału jest delikatnym krokiem ze względu na jego wpływ na właściwości i koszt produktu końcowego. Klasycznym przykładem jest kauczuk silikonowy, który choć droższy, lepiej nadaje się do produktów medycznych niż kauczuk naturalny, ponieważ lepiej znosi ekstremalne temperatury i ciśnienie.
5. Świadomość ekologiczna
Osoby zaangażowane w formowanie wtryskowe gumy muszą wziąć pod uwagę środowisko, w którym użytkownicy będą używać produktu. Ekspozycja chemiczna i temperatura to czynniki, które należy wziąć pod uwagę. Na przykład, w przypadku projektowania dla szpitala, należy wziąć pod uwagę materiał o wyższej odporności na zużycie.
Krytyczne parametry projektowe
Błąd w kluczowych etapach formowania wtryskowego gumy może unieważnić integralność, wydajność i jakość produktu. Krytyczne parametry projektowe dla formowania wtryskowego obejmują:
- Wybór odpowiedniej gumy w zależności od zastosowania.
- Temperatura topnienia materiału gumowego musi być precyzyjna, ponieważ zbyt niska może wpłynąć na płynność, a zbyt wysoka może spowodować degradację materiału.
- Temperatura formy bezpośrednio wpływa na utwardzanie i czas cyklu.
- Ciśnienie wtrysku musi być precyzyjne, aby uniknąć niepełnego wypełnienia lub nadmiaru materiału (flash).
- Utrzymywanie ciśnienia zapobiega kurczeniu się podczas utwardzania.
- Niedokładna prędkość wtrysku wpłynie na wzór przepływu i może prowadzić do wad, takich jak linie przepływu.
- Czas chłodzenia musi być odpowiedni, aby uniknąć wypaczenia.
Przewodnik wyboru materiałów dla początkujących (matryca zgodności materiałów i projektów)
Matryca kompatybilności materiałowo-projektowej to wykres informujący o tym, jakie materiały najlepiej sprawdzają się w przypadku różnych elementów projektu. Celem jest zapewnienie, że produkt końcowy spełnia wymagania dotyczące wydajności i eliminuje awarie części lub niekompatybilność materiałów.
| Rodzaj gumy | Właściwości |
|---|---|
| Kauczuk naturalny | Wysoce elastyczny i odporny na zużycie. Najlepsze do produktów ogólnego zastosowania |
| Neopren | Odporny na ciepło i olej. Najlepszy do węży i uszczelek |
| Kauczuk butadienowo-styrenowy | Odporność na zużycie. Stosowany do opon i produktów w środowisku o wysokim zużyciu |
| Kauczuk fluorowy | Wysoka odporność na temperaturę i chemikalia. Najlepsza do uszczelniania produktów |
| Monomer etylenowo-propylenowo-dienowy | Wytrzymuje ciągłe temperatury do 150°C (302°F); odporny na ozon i warunki atmosferyczne |
| Guma silikonowa | Praca ciągła do 220°C (428°F); krótkotrwałe skoki do 300°C (572°F) |
Wybierając materiał do formowania wtryskowego gumy, inżynierowie i projektanci muszą postępować zgodnie z poniższymi krokami przy wyborze materiału, aby uzyskać najlepszy wynik produkcyjny.
- Określenie zamierzonego zastosowania, w tym temperatury, narażenia chemicznego i wymagań mechanicznych dla produktu.
- Sporządź listę materiałów, które mogą wytrzymać te właściwości.
- Porównanie kosztów różnych materiałów z krótkiej listy.
- Zbuduj prototypy przy użyciu wybranych materiałów.
- Przetestuj prototypy w rzeczywistych warunkach i wybierz produkt, który równoważy koszty, dostępność i wydajność.
Taktyki optymalizacji kosztów dla projektantów i inżynierów
Projekty formowania wtryskowego gumy mogą być zrównoważone tylko wtedy, gdy koszty produkcji zostały zoptymalizowane. Bez względu na to, jak świetny może być Twój produkt, jeśli konsumenci nie wybiorą go zamiast bardziej przystępnego cenowo konkurenta, to tylko kwestia czasu, zanim Twoja firma zbankrutuje. Inżynierowie i projektanci mogą zoptymalizować koszty w projektach formowania wtryskowego gumy poprzez:
- Optymalizacja projektu pod kątem opłacalnej produkcji
- Uproszczenie projektu produktu w celu zmniejszenia kosztów oprzyrządowania
- Wybór modułowych konstrukcji, które można szybko zmontować w celu obniżenia kosztów pracy.
- Usuwanie funkcji, które nie zwiększają funkcjonalności produktu.
- Rozcieńczanie ścianek produktu, w stosownych przypadkach, w celu skrócenia czasu cyklu i zużycia materiałów
- Badanie alternatywnych materiałów i ciągłe poszukiwanie dostawców oferujących konkurencyjne ceny.
- Wybór łatwo dostępnych materiałów
- Zmniejszenie ilości odpadów poprzez ponowne wykorzystanie części w stosownych przypadkach
- Outsourcing nieistotnych działań w celu obniżenia kosztów ogólnych
Rozwiązywanie typowych usterek
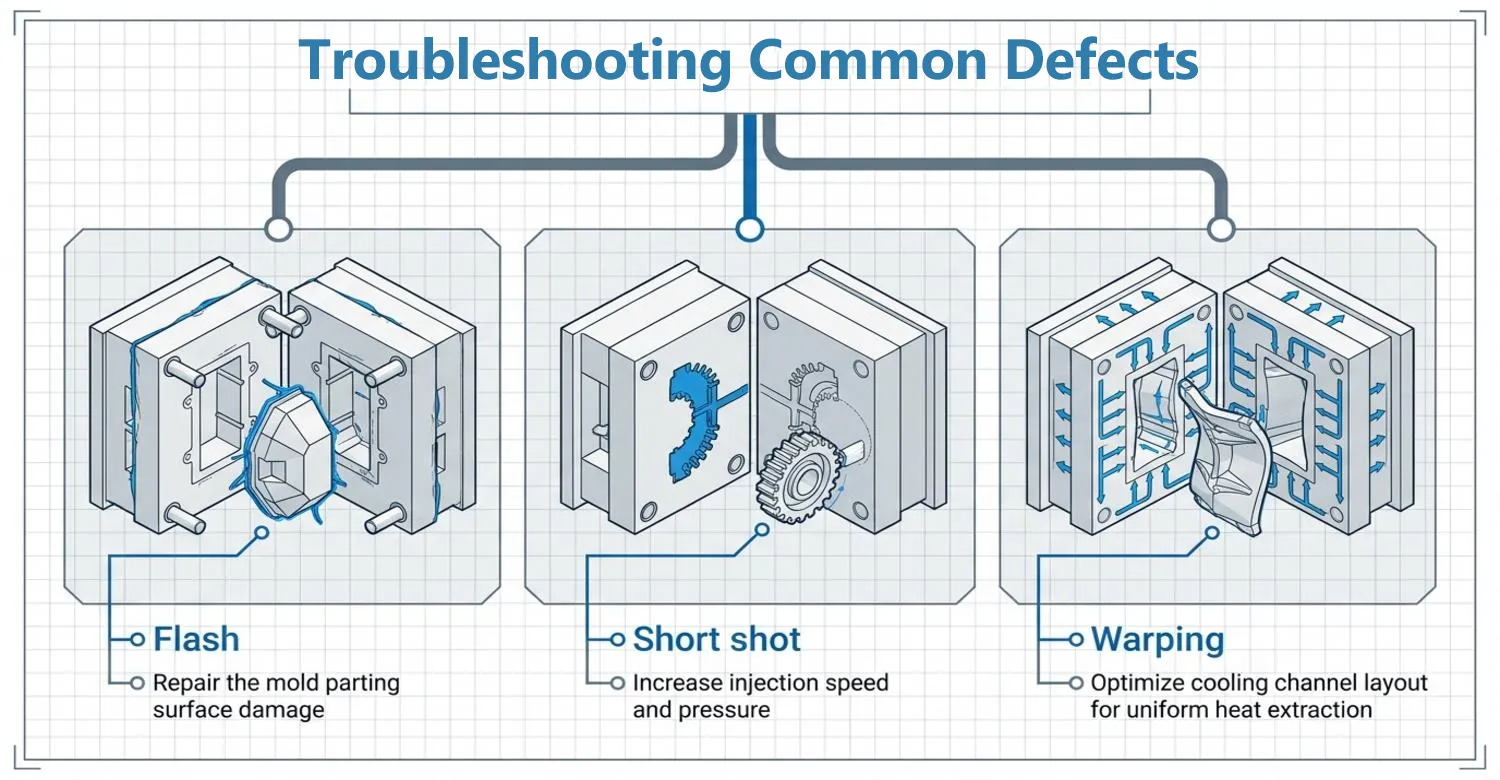
Wyzwaniem jest zawsze, gdy formowane wtryskowo części gumowe wyłaniają się z formy, wyglądając inaczej niż zamierzano. Typowe wady obejmują wypaczenia, rozbłyski i krótkie strzały. Ponieważ jedna wada może powodować wiele wad, rozwiązanie problemu może wymagać pewnej formy rozwiązywania problemów w celu ustalenia dokładnej przyczyny. Poniższa tabela pokazuje, jak rozwiązywać typowe usterki.
| Wada | Rozwiązywanie problemów |
|---|---|
| Flash (nadmiar materiału): zwykle z powodu złego zamknięcia formy lub zbyt dużego ciśnienia wtrysku. | 1. Napraw uszkodzenie powierzchni podziału formy. 2. Sprawdzić, czy siła zacisku mieści się w zakresie specyfikacji projektowychNiższe ciśnienie wtrysku. |
| Krótki strzał (nieodpowiednie wypełnienie formy: zwykle spowodowane przerwanym przepływem, niskim ciśnieniem wtrysku lub niską temperaturą formy). | 1. Zwiększyć prędkość i ciśnienie wtrysku. 2. Ustaw optymalną temperaturę formy. 3. Sprawdź, czy pompa wtryskowa nie jest zablokowana. |
| Wypaczanie: zniekształcenie kształtu produktu spowodowane nierównomiernym chłodzeniem. | 1. Wydłużenie czasu cyklu. 2. Optymalizacja układu kanałów chłodzących w celu równomiernego odprowadzania ciepła. 3. Zwiększyć temperaturę formy, aby zmniejszyć gradient termiczny. 4. Wyregulować ciśnienie/czas utrzymywania. |
| Znaki zlewu: depresja głównie w grubszych sekcjach | 1. Zwiększyć ciśnienie wtrysku i zmniejszyć prędkość. 2. Zwiększenie czasu wstrzymania. 3. Optymalizacja temperatury formy. |
| Linie przepływu: linie na powierzchni produktu spowodowane nierównomiernym przepływem materiału | 1. Optymalizacja prędkości wtrysku. 2. Wyregulować odpowietrzanie. 3. Ulepszenie projektu bramki. |
| Ślady po oparzeniachodbarwienie produktu, szczególnie w pobliżu obszaru bramki | 1. Optymalizacja wentylacji formy. 2. Niższa prędkość wtrysku. 3. Obniżenie temperatury topnienia materiału. |
| Pustka: spowodowane przez kieszenie powietrzne w produkcie | 1. Zwiększyć ciśnienie wtrysku. 2. Optymalizacja wentylacji. |
Jeśli chodzi o formowanie wtryskowe gumy, optymalizacja projektu w celu zapewnienia skalowalności przy najlepszych możliwych kosztach jest kluczem do długoterminowego sukcesu. Jednak aby osiągnąć ten cel, nigdy nie możemy poświęcać wydajności, jakości i trwałości.











