

射出成形の欠陥 は、どの企業にも共通する問題である。 射出成形サプライヤー または モールドサプライヤー と出会う。様々な種類があり、様々な原因があるが、その中でも射出成形における反りは比較的よく見られる欠陥である。
反りの発生は、製品の構造そのものに関係している可能性があるので、射出成形業界の実務者だけでなく、製品設計者にも反りに対する理解を深めてもらいたい。一方、製品設計会社は、製品に応じた適切な射出成形の受け入れ基準を確立する必要がある。射出成形における潜在的な変形に関する規制を明確に規定する必要がある。
その他の射出成形の不具合にご興味のある方は、以下のリンクをクリックして詳細をご覧ください。
| 射出成形のさまざまな欠陥を理解する | ||||
|---|---|---|---|---|
| フラッシュ | ショートショット | シンクマーク | 反り/変形 | バーンマーク |
| スプレイマーク/シルバーストリーク | ダークスポット/ブラックスペック | フローマーク | バブル | 溶接ライン |
| 色差・色ムラ | エジェクターピンマーク | |||
射出成形における反りとは?
射出成形における反り(変形)とは、射出成形された製品の形状が金型キャビティの形状からずれることを指す。プラスチック製品によく見られる欠陥です。反りは下図のように分かりやすい。この射出成形品をテーブルの上に水平に置くと、左側が明らかにテーブルと水平になっていません。これを「反り」または「変形」と呼んでいます。

反りの原因
射出成形部品の反りの原因には、主に次のようなものがある:
1.カビによる反りの原因
- 金型水路の冷却効果が均一でないため、金型全体の温度が不均一になり、安定しない。 縮み 製品の
- 金型の射出システムに問題があり、不均衡な射出や製品のゆがみを引き起こす。
- 盛り上がった金型コアは、適切な冷却を確保するために上部まで冷却する必要があります。金型の局部的な過熱による変形を避ける。
- 製品の構造上の位置や金型のガイド位置に粗さがあり、排出時に固着や変形を起こすこと。
- 製品がキャビティに付着したり、コアが引っ張られることによるプラスチックの反り。
- 金型への水の浸入が不十分で、高い流動応力と応力変形を引き起こす。
- 製品の材料配置に大きな厚みの違いがあると、収縮率の違いや反りにつながる。
2.機械の調整 プラスチックの反りの原因
- 不均等 鋳型温度キャビティは5点、コアは5点(コーナー+センター)であるため、収縮と変形が一定しない。
- 過剰 保圧製品が後方に曲がる。
- 保持圧が不十分で、次のような事態を招く。 ショートショット そして シンク跡 製品の
- サイクルタイムが短すぎるため、製品が適切に冷却・硬化されず、プラスチックに反りが生じる。
- 排出速度が速すぎて、排出時に製品に反りが発生する。
- 機械のパラメータ設定が不適切で、製品の固着や反りにつながる。
- 製品に大きな応力と変形をもたらす不適格な成形条件。
- 不適切な設定 器物 を使用する。
- 圧縮による変形につながる不適切な梱包方法。
3.反り変形の設計原因
- 製品の材料配置の厚み部分に大きな違いがあるため、収縮や反りが一定しない。
- 製品の補強リブの設計が不適切で、プラスチック収縮によるプラスチックの反りを引き起こす。この現象は、PPやPEで作られた箱型の製品で特に顕著である。
- ゲート位置の設計が不適切で、不完全な充填と収縮を招いた。
- 不均一な材料の流れやストレスにつながるゲートスタイルの不適切な設計。
- 収縮につながる不適切な製品構造設計。
- デザインが悪い キャビティとコアのパーティングライン 製品の反りにつながる。
- 塑性収縮率の設定が不適切で、過大な変形を引き起こした。
4.機械による反りの原因
- エジェクタロッドの突き出しのバランスが悪く、製品に反りが生じる。
- 型開きのバランスが悪く、製品に反りが生じる。
5.成形品の反りの材料関連原因
- 材料の高い収縮率は反りにつながるが、収縮率を減らすために材料を改良することで軽減できる。
- 流れ方向と直角方向で分子鎖の配向が異なるため、収縮率や変形が異なる。
成形後の反り変形を避ける方法
反りを避けるには、主に製品設計と金型設計から始まります:
1.均一な肉厚
製造工程では、肉厚の急激な変化を避けることに特別な注意を払う必要がある。このような急激な変化は、不均一な冷却収縮を引き起こし、部品の変形を引き起こす可能性があります。製品の安定性と一貫性を確保するためには、全体を通して均一な肉厚を維持することが不可欠です。
この目標を達成するために、一連の工程措置を採用することができる。まず、設計段階で肉厚の分布を十分に検討し、それが妥当なものであることを確認する。これは製造上の困難を軽減するだけでなく、製品の品質を大幅に向上させる。さらに、加工段階では、精密鋳造や CNC加工 肉厚を正確にコントロールするために使用されるべきである。
さらに、肉厚の急激な変化を緩和するために、緩やかな移行法を用いる。この方法は、応力集中を効果的に緩和し、変形をさらに防ぐことができる。例えば、肉厚の異なる2つのセクションの間に、肉厚が徐々に変化する移行ゾーンを設計することができる。
要約すると、肉厚の均一性と一貫性を維持することは、製品の品質を確保するための鍵である。考え抜かれた設計、高度な製造技術、肉厚の段階的な変化により、冷却収縮の不均一による変形を効果的に防止し、製品の安定性と信頼性を高めることができます。
2.補強リブと支持構造
薄肉部や大きな平面部では、補強リブや肋骨の追加が特に重要である。補強リブは構造物の保護者の役割を果たし、構造物全体に強固な防御線を追加します。これらの補強リブは機械的に重要な役割を果たし、構造物の剛性と安定性を大幅に向上させます。
補強リブのない薄肉や大きな平らな部分を想像してみてほしい。それはもろいガラス片のようなもので、ちょっとした接触で割れてしまうかもしれない。しかし、このリブや肋骨があれば、構造体は頑丈な鎧を身に着けているようなもので、直面する圧力やねじれの力に関係なく、その完全性を維持することができる。
特にプラスチック部品の自重や内部応力が大きい場合、補強リブやリブの役割は軽視できません。補強リブはバリアとして機能し、自重や内部応力による反りを効果的に軽減します。この種の反りは、プラスチック部品の美観に影響を与えるだけでなく、より重要なこととして、部品の性能や寿命に影響を与える可能性があります。
そのため、薄肉部分や大きな平面部分に補強リブやリブを設けることで、プラスチック部品全体の剛性や安定性を高めるだけでなく、反りのリスクを効果的に低減することができる。この設計思想は、製品の品質追求だけでなく、技術革新の魅力も浮き彫りにしています。今後、プラスチック部品の品質と安定性を守る補強リブや肋骨のデザインが増えることを期待しています。
3.適切な幾何学的デザイン
製品設計の過程では、製品の安定性と耐久性を確保するために、変形しやすい部分に特別な処理を施す必要がある。箱の開口部の縁は、変形しやすい一般的な部分のひとつです。この問題に対処するには、この部分を曲線で設計するか、丸みを帯びた移行部を使用します。
曲面構造は、応力を効果的に分散させ、応力が集中するリスクを低減できるため、優れた機械的特性を持つ。外部からの圧力や衝撃を受けた場合、湾曲構造は力をより広い範囲に分散させることができるため、変形や亀裂の可能性が低くなります。さらに、丸みを帯びたトランジションのデザインも、構造の応力分散を改善し、ボックスの全体的な剛性と安定性をさらに高めるのに役立ちます。
この設計方法は、製品の信頼性を向上させるだけでなく、ユーザーエクスペリエンスも向上させる。安定し、変形しない箱は、変形による破損や漏れを避け、中の内容物をよりよく保護することができる。さらに、曲線と丸みを帯びたデザインは、製品をより美しくし、快適で調和のとれた外観を提供します。
コストと生産可能性を考慮する
この設計を実施する際には、製造コストと工程の実現可能性も考慮しなければならない。曲線や丸みを帯びたデザインは製造コストを増加させるかもしれないが、安定性、審美性、ユーザーエクスペリエンスの向上により、これらのコストに見合うものになる。さらに、製造部門との緊密な協力も必要です。これにより、製造工程における正確性と一貫性が確保され、最良のデザイン成果を達成することができます。
まとめると、箱の開口部のエッジのようなプラスチックの反りが発生しやすい部品を、曲線形状や丸みを帯びた移行部で設計することは、製品の安定性と耐久性を高める効果的な方法である。曲面構造の機械的特性を利用して応力集中を減らし、射出成形における反りのリスクを下げることで、消費者により信頼性が高く、美しい製品を提供することができる。
4.ゲートとランナーのレイアウト
プラスチック金型の設計では、ゲートの位置、数、大きさを適切に配置することが重要です。ゲートは金型と金型キャビティをつなぐ流路であり、その位置、数、大きさは金型キャビティに入る溶融プラスチックの流動状態に直接影響する。プラスチックの均一な充填のためには、ゲート設計の入念な計画が必要です。
まず、ゲート位置の選定を慎重に検討しなければならない。ゲートは金型のパーティングラインまたは金型キャビティの圧力中心に配置し、充填時に溶融プラスチックが金型キャビティに均一に流入できるようにする。さらに、ゲート位置は、部品の性能や外観に影響を与えないよう、プラスチック部品上の重要な構造を避ける必要がある。
第二に、ゲートの数を合理的に計画する必要がある。ゲートの数が多すぎると塑性流動が乱れ、内部応力が増大し、少なすぎると塑性充填が不均一になり、やはり内部応力が発生する。したがって、プラスチック部品のサイズと形状に基づいて適切なゲート数を選択することが、均一なプラスチック充填を確保するための鍵となる。
最後に、ゲートサイズのコントロールも同様に重要である。ゲートが小さすぎると、プラスチックの流れが悪くなり、成形サイクルが長くなります。また、ゲートが大きすぎると、プラスチックの充填が早くなり、充填ムラが生じます。したがって、プラスチックの種類や金型の構造に応じて適切なゲートサイズを設定することが、均一なプラスチック充填のためには必要である。
まとめると、ゲートの位置、数、大きさを適切に配置することは、金型キャビティへの溶融プラスチックの均一な充填を保証し、不均一な充填による内部応力を回避するために非常に重要である。プラスチック金型の設計では、プラスチック部品の品質と性能を確保するために、ゲートの設計に細心の注意を払わなければなりません。
5.換気と冷却システム:
ベントシステムを設計する際、いかにガスの巻き込み現象を減らし、内圧を下げるかを考える必要があります。優れたベントシステムは、効果的に金型からガスを排出し、射出成形プロセス中のガスのスムーズな排出を保証し、ガスポケットやその他の欠陥の形成を避けることができます。
さらに、金型冷却システムを最適化する必要があります。効率的な冷却パイプライン、合理的な冷却水路の分布、効果的な冷却水の流れを使用することで、金型のすべてのパーツを均一に冷却することができ、熱応力を低減し、製品の品質を向上させることができます。このような最適化は、成形サイクルを短縮し、生産効率を高めるだけでなく、金型の寿命を効果的に延ばす。
まとめると、射出成形において、うまく設計されたガス抜きと金型冷却システムは非常に重要である。スムーズなガス排出と均一な金型冷却が確保されてこそ、高品質な製品が得られ、生産効果も高まります。今後の研究と実践では、射出成形技術を発展させるために、ベントシステムと金型冷却システムの設計最適化に焦点を当てていきます。
6.適切な材料の選択
射出成形をスムーズに完了させ、製品の変形率を下げるためには、プラスチック材料の選択に細心の注意を払わなければならない。プラスチック材料を選択する際、用途と工程要件は重視すべき要素である。高い寸法精度が要求される製品では、収縮率の低いプラスチックを選ぶべきです。収縮率は製品の寸法安定性に直接影響し、収縮率が低いほど製品の寸法精度を確保しやすくなる。
収縮率の他に、流動性もプラスチック材料を選択する際に考慮すべき重要な要素である。流動性の良いプラスチックは、射出成形時に金型への充填がスムーズになり、成形不良の発生を抑えることができる。さらに、機械的特性の安定性も見逃せない点である。プラスチック材料の機械的性質が不安定だと、射出成形の過程で割れや反りなどさまざまな問題が発生しやすくなり、製品の外観だけでなく寿命にも影響します。
そのため、射出成形工程に適応し、製品の変形を抑えるためには、用途や工程要件に基づき、収縮率が低く、流動性がよく、機械的性質が安定したプラスチック材料を選択する必要がある。このような材料は、製品の寸法精度を保証するだけでなく、生産効率を向上させ、生産コストを削減します。同時に、製品の長期使用保証にもなり、市場競争力を高めます。
7.成形条件管理
射出成形プロセスを最適化し、残留応力の蓄積を減らすには、関連するパラメーターを慎重に調整する必要がある。 射出速度 と圧力は、金型内でのプラスチックの流動と充填効果に直接影響する2つの重要なパラメータです。射出速度を適切に上げることで、金型内でのプラスチックの流動速度を速め、充填効果を高め、残留応力の蓄積を抑えることができます。
同時に、射出圧力を合理的に調整することで、プラスチックがスムーズに金型に入り、隅々まで充填され、残留応力が効果的に低減される。
保持圧力時間も残留応力に影響する重要な要因である。保圧時間が不足すると、プラスチックの冷却が不十分になり、内部応力が増大します。保圧時間を適切に延長することで、プラスチックが金型内で十分に冷却され、残留応力の低減に役立ちます。
さらに、冷却時間のコントロールも重要である。冷却時間が短すぎると、プラスチックの冷却が不均一になり、熱応力が発生しやすくなります。そのため、プラスチックの特性や金型の構造に応じて、冷却時間を合理的に設定することが、残留応力の低減には重要です。
まとめると、射出速度、圧力、保圧時間、冷却時間などの射出成形プロセスパラメーターを注意深く調整し、修辞的なテクニックを用いて表現の効果を高めることで、残留応力の蓄積を効果的に低減し、射出成形品の品質と安定性を向上させることができる。
8.金型の精度とメンテナンス
金型の製造プロセスにおいて、精度は非常に重要な要素です。金型の製造精度を確保するために、私たちは一連の厳格な品質管理を実施しています。第一に、高精度の加工設備を使用し、精密な校正を行い、設備の安定性と精度を確保します。第二に、金型材料を厳しく選別・管理し、品質と安定性を確保します。さらに、加工工程での品質管理を強化し、各工程で厳しい検査とチェックを行い、エラーの伝達と蓄積を防止しています。
精度に加え、金型キャビティの表面平滑性も製品品質や金型寿命に影響する重要な要素です。金型キャビティの表面平滑性を向上させるため、高度な研磨技術を駆使し、研磨工程の管理・統制を強化しています。同時に、研磨された金型の厳しい検査と評価を行い、金型の表面品質と平滑性が要求を満たしていることを確認しています。
金型の寸法安定性と寿命を確保するため、私たちは定期的に金型のメンテナンスと整備を行っています。私たちは包括的なメンテナンスシステムを確立し、各メンテナンスステップを詳細に記録しています。同時に、メンテナンス担当者のトレーニングと管理を強化し、メンテナンス作業の専門性と品質を向上させています。これらの対策を実施することで、金型の寿命を効果的に延ばし、生産効率を高め、製品の品質を向上させています。
要約すると、金型製造の精度、金型キャビティの表面平滑性、寸法安定性、寿命を確保するために、一連の厳格な品質管理対策と管理システムを実施しています。これらの措置の実施は、金型の品質と安定性を向上させるだけでなく、会社の発展を強力にサポートします。
9.マルチキャビティバランス技術の使用
マルチキャビティ金型の製造工程では、各キャビティの圧力と充填速度のバランスが重要です。金型内の各キャビティの位置、大きさ、構造が異なるため、充填工程で発生する液圧や充填速度も異なります。バランスが取れていないと、個々の製品に反りが発生する可能性があります。
このような事態を防ぐため、生産者は各キャビティの圧力と充填率を綿密に監視する必要がある。高度な監視装置を使用して、各キャビティの圧力と充填率をリアルタイムで監視し、充填工程で一貫性が保たれるように調整する必要がある。キャビティの圧力や充填率が高すぎたり低すぎたりした場合は、製品の形状と品質を確保するために速やかに調整を行う必要がある。
さらに、生産者は金型が正常に作動するよう、定期的にメンテナンスと整備を行う必要がある。金型のシーリング、冷却システム、その他の主要部品が正常に作動するよう点検する必要がある。問題が見つかった場合は、金型の不具合による製品の変形を防ぐため、速やかに修理や交換を行う必要がある。
まとめると、マルチキャビティ金型の各キャビティの圧力と充填率のバランスをとることが、製品の形状と品質を確保するための鍵となります。製造業者は、充填工程で各キャビティが適切な圧力と充填率を経験できるよう、一連の対策を講じる必要がある。また、金型が正常に作動するよう、定期的にメンテナンスと整備を行う必要がある。そうすることでしか、顧客のニーズを満たす高品質の製品を生産することはできないのである。
反りの解決策を示す2つのケーススタディ
ケーススタディ1:密閉された箱の蓋のゆがみ
密閉箱の黒い蓋はPA6+30%GF材で、ポイントゲートを使用している。脱型後の反りはその後の溶接加工に影響する。

考えられる原因と解決策
このケースの当初の計画では、材料の進入点を部品の長辺に1点設定することになっていた。このため、製品の両端に激しい反りが生じ、振動溶着強度の低下や加圧試験での不合格につながる。溶融物との流動過程でガラス繊維が配向するため、製品は流動方向に沿って不均一に収縮し、また流動方向に対して垂直に収縮するため、反りが発生する。
したがって、メルトフローの形態を単一方向フローに変更することで、反りが改善される。ゲート位置を製品の長辺の中央から短辺に移動させると、本来のガラス繊維の配向が効果的に変化し、配向が均一になる。製品の成形不良が大幅に改善される。
ケーススタディ2:テレビ台ブラケットのゆがみ
PBT+30%GF製の黒いテレビ台ブラケットは、ポイントゲートを使用しているため、角の反り変形が発生し、組み立てが難しい。テレビ台の重量を支える部品であるため、一定の圧縮強度が必要であり、水平度も重要である。反り変形は正常な組み立てや使用に影響する。
考えられる原因と解決策
成形工程:このケースの当初の計画では、材料が入る箇所を2箇所にしていたため、組み立て面が不均一になり、角の部分に反りが生じていた。溶融物の流動過程でガラス繊維が配向するため、製品は流れ方向に沿って収縮しにくく、流れ方向に対して垂直に収縮するため、不均一な収縮と反りが発生する。
一般的に、メルトフローの状況が複雑であればあるほど、収縮は不均一になる。反りを改善するために流動形態を単純化することは有効な対策の一つである。このケースでは、ゲートを1つ取り除いた後、材料の進入方法を1点に変更し、ガラス繊維の配向をより均一にした。単純化されたフローフォームは、反りの変形状況を効果的に改善した。
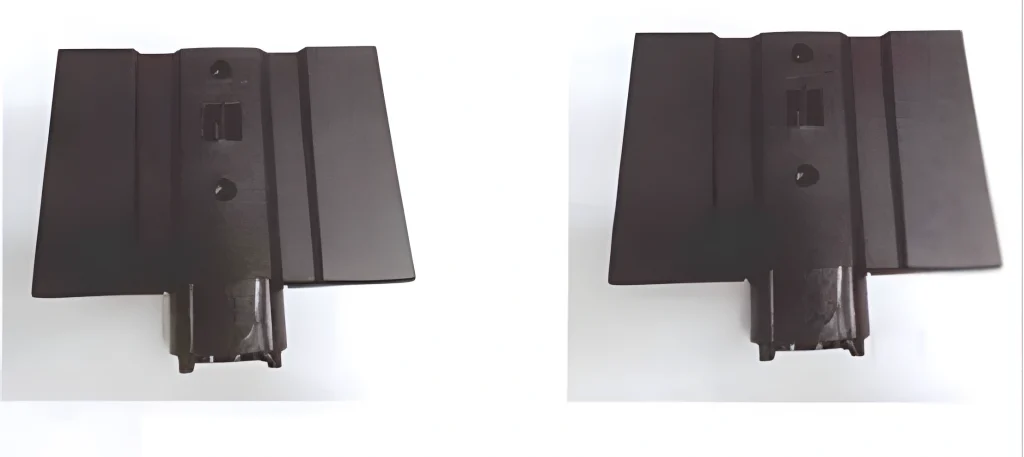
このケースは、製品の反りが補強材の不均一な配向によって引き起こされることを示している。プラスチック溶融物中の細長い繊維は、流れ方向に沿って流れるため、流れ方向に沿った収縮は少なく、流れ方向に垂直な収縮が多くなる。配向による不均一な収縮は、製品の反りにつながる。このような場合、ゲート位置や製品構造を変えることで反りを改善することができる。ガラス繊維強化素材の場合、ガラス繊維の配向を均一にすることで、より小さな反り効果を得られることが多い。
概要
射出成形部品の反りを避けるには、設計者と製造者の協力が必要です。一方、製品設計者は、設計段階で射出成形の特性を十分に考慮し、これらの要素を構造設計に組み込んで、成形後の反りを最小限に抑える必要があります。一方、金型サプライヤーは、専門的な経験を生かしてさまざまな不具合に対処し、低コストと高品質を実現しなければならない。
反りや変形について詳しくお知りになりたい場合は、ファーストモールドの技術交流Eメールまでお気軽にお問い合わせください。 [email protected].














