
の中で 射出成形プロセス射出圧力、保持圧力、背圧である。射出圧力については、"射出圧力と射出速度".今日は、ホールディング・プレッシャーを理解することに焦点を当てる。
保持圧力と保持時間とは何ですか?
圧力が流動抵抗に打ち勝ち、速度を顕在化させるために使われることは周知の通りである。一般的に、射出圧力は圧力と速度の両方を含み、保圧は圧力のみを含み、速度を含まない。射出圧力は、金型キャビティに溶融材料を体積の95%まで充填するのに使用される圧力と速度を指し、その後保持圧力に切り替わります。射出圧力は通常、高圧低速から高圧高速に移行し、その後低圧低速に移行してから保圧に切り替わります。
溶融材料が金型キャビティに充満した後、保持圧力が加えられる。 凝固収縮 ゲート位置の弱点は、十分な部品強度を確保することである。通常、高圧低速(製品の厚みによって時間が決まる)から低圧低速に移行し、材料貯蔵に切り替わる。
保圧とは、射出後にスクリューがすぐに後退せず、前端で溶融材料に圧力をかけ続けることを意味する。保圧の間、金型キャビティ内のプラスチックは冷却によって収縮し、ゲートが凍結していなければ、スクリューは保圧の下でゆっくりと前進し、収縮を補うためにキャビティ内に多くのプラスチックを射出することができる。一般に、保圧は射出圧力より小さい。
保持時間とは、製品ゲートが完全に凍結し、逆流を防ぐための時間である。この時間が短すぎると、ゲートの近くに収縮によるへこみができることがある。長すぎると内部応力が過大になり、ゲートが突出することがある。ゲートが凍結しているかどうかの判定は、重量測定法で行うことができる。
トランジション・ポイント
ここで重要な概念は移行点である。一般的に移行点とは、保圧ゼロの状態で95%充填され、射出から保圧に切り替わる時点を指す。薄肉製品の場合、それは通常98%充填です。アンバランスランナーの場合は、特定の状況に応じて、一般的に70%〜80%です。低速-高速-低速の多段射出を推奨します。
射出成形部品における保持圧力と保持時間の影響
保持圧力の影響:
- 低すぎる: 結果 ショートショット, シンク跡, 溶接線などがある。保圧が不十分であると、金型キャビティ内でのプラスチック溶融物の圧縮が不十分となり、密度が低くなり、冷却時の収縮が大きくなり、最終的な体積が金型キャビティの体積より小さくなる。
- 高すぎる: 反り、バリ、深刻な金型膨張の原因。過剰なプラスチック溶融物が金型キャビティに圧縮され、冷却収縮が十分に補償されないため、残留応力が発生する。精密部品や電気メッキが必要な部品では、このような状況は避けるべきである。
最適な保持圧とは、以下のようなことを避けるためのものである。 ショートショット そして シンクマーク 欠陥も除去し、同時に残留応力も除去する。言い換えれば、金型キャビティに圧縮されたプラスチックは高いキャビティ圧力を形成し、完全に冷却されると消滅します。
保有時間の影響:
- 長すぎる: サイクルタイムに影響する。
- 短すぎる: その結果、重量が不足し、内部に空洞が生じ、寸法が小さくなる。
注:保持圧力は保持時間に影響する。保持圧が高いほど保持時間は長くなる。
保持圧力と保持時間の設定
保持圧は通常、最低保持圧と最高保持圧の間、一般的には低圧から高圧に設定される。
- 最低保持圧力: 正確な移行点に基づき、充填不足を避けるために十分な保持圧を提供する。
- 最大保持圧力: 正確な移行点に基づき、フラッシングが発生する直前の保持圧力を提供します。この範囲は、製品の安全な処理ウィンドウを示します。
一般的に言えば
- PA保持圧力=射出圧力の50%
- POM 保持圧力=射出圧力の80%(寸法精度が高い場合は100%も可能)
- PP/PE保持圧力=射出圧力の30~50%
保持時間を設定するための古典的な手順:
- 溶融温度は、メーカー推奨値の中間に設定する。
- 充填射出速度、移行点、冷却時間を安全な値に設定する。
- 保持圧力を設定する(上記の手順を参照)。
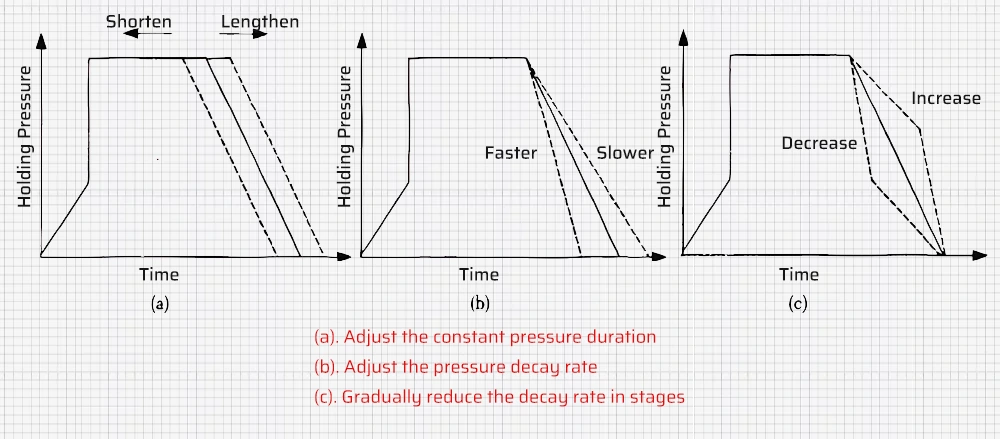
- 保持時間を長くすると冷却時間が短くなり、同じサイクルが維持されることに注意しながら、異なる保持時間を設定する。異なる保持条件下で部品の重量を測定し、データをExcelシートに入力し、重量-保持圧力曲線をプロットする。
- 部品重量が大きく変化しない時間範囲を決める。この範囲の直前の時間がゲートシール時間となる。通常、保持時間はゲートシール時間より0.5~2秒長く設定する。











