
Het meest fundamentele onderdeel van kunststof producten is eigenlijk het structurele ontwerp van het kunststof product. Veel mensen zeggen dat het structurele ontwerp van kunststof producten moeilijk is, maar wat maakt het precies moeilijk?
We hebben eerder geleerd over het ontwikkelingsproces van kunststof producten. Uit het omslachtige proces is niet moeilijk op te maken dat een uitstekend ontwerp van kunststof producten zich niet alleen moet aanpassen aan veranderende eisen en kosten onder controle moet houden, maar ook een goede productie-efficiëntie moet garanderen. Door de complexiteit, betrouwbaarheid en nauwkeurigheid van het ontwerp is de werklast van het structureel ontwerp van een product bovendien aanzienlijk. Het vereist van ontwerpers uitstekende technische en engineeringsvaardigheden, een scherp inzicht in de markt en aandacht voor opkomende technologieën en voortdurend veranderende eisen.
Afgezien van veranderende eisen en een scherp inzicht in de markt, moet er bij het structurele ontwerp van het product zelf ook rekening worden gehouden met veel aspecten. In de volgende gids worden deze aspecten duidelijk uiteengezet:
01. Wanddikte
Voor grote onderdelen varieert de wanddikte in structurele ontwerpen meestal van 2,4-3,2 mm, terwijl dit voor kleinere onderdelen rond de 1,0 mm ligt, waarbij de specifieke afmetingen moeten voldoen aan de eisen van het productontwerp. De wanddikte moet zo uniform mogelijk zijn. In speciale omstandigheden kunnen bepaalde gebieden iets dikker of dunner zijn, maar er is een geleidelijke overgang nodig (het is aan te raden om de overgangsmaat meer dan 5 keer de wanddikte van het product te laten zijn) om spanningsstrepen op het oppervlak van het spuitgietproduct te voorkomen.
Factoren die van invloed zijn op de keuze van de wanddikte
a) Het gebruikte plastic materiaal. Verschillende materialen hebben verschillende krimpsnelheden en vloeibaarheid tijdens spuitgietendie de aanbevolen wanddikte beïnvloedt. (Voor de wanddikte kunnen empirische gegevens ongeveer de grootste afmeting van de machine / 100 mm zijn).
b) De externe krachten die worden doorstaan. Hoe groter de kracht, hoe dikker de wand moet zijn. In speciale gevallen moeten metalen onderdelen worden gebruikt of sterktecontroles worden uitgevoerd.
Aanbevolen wanddiktewaarden voor producten zijn onder andere:
| Kunststof materialen | Minimale wanddikte | Aanbevolen wanddikte voor kleine onderdelen | Aanbevolen wanddikte voor middelgrote onderdelen | Aanbevolen wanddikte voor grote onderdelen |
| Nylon | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) Veiligheidsvoorschriften. Bijvoorbeeld vereisten voor drukbestendigheid (hoe dikker de wand, hoe groter de drukbestendigheid), vereisten voor ontvlambaarheid, enz.
02. Versterkende ribben
De meeste structurele ontwerpen van kunststof producten hebben verstevigingsribben omdat ribben de sterkte kunnen verhogen zonder de totale wanddikte te vergroten, wat vooral handig is voor grote onderdelen en onderdelen die onder spanning staan en wat ook vervorming van het product kan voorkomen. De dikte van de verstevigingsribben is meestal 0,5-0,75 keer die van de totale wanddikte (het wordt aanbevolen om minder dan 0,6 keer te zijn); als het meer dan 0,75 keer is, is het product gevoelig voor krimp.
Voor kunststofonderdelen met hoge uiterlijke eisen (glanzend oppervlak) is de dikte van de verstevigingsribben aan de achterkant B≤0,5T. Als er vertrouwen is in het matrijsontwerp en de daaropvolgende procesaanpassingen, kan B>0.56T worden ontworpen, maar het wordt aanbevolen om niet meer dan 0.7T te gebruiken, omdat dit later moeilijk aan te passen is. Het is belangrijk op te merken dat de dikte van de verstevigingsribben voor verschillende kunststofmaterialen niet noodzakelijkerwijs B≤0.5T volgt.
| Ontwerpreferentie voor de dikte van versterkingsribben (in verhouding tot de dikte van de basiswand) | ||
| Materialen | Minimale spoelbakmarkering | Lichte zinkspoor |
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| Versterkt PA | 33% | 50% |
| PP | 30% | 40% |
| Versterkt PP | 33% | 50% |
Aspecten van wapeningsontwerp die aandacht nodig hebben
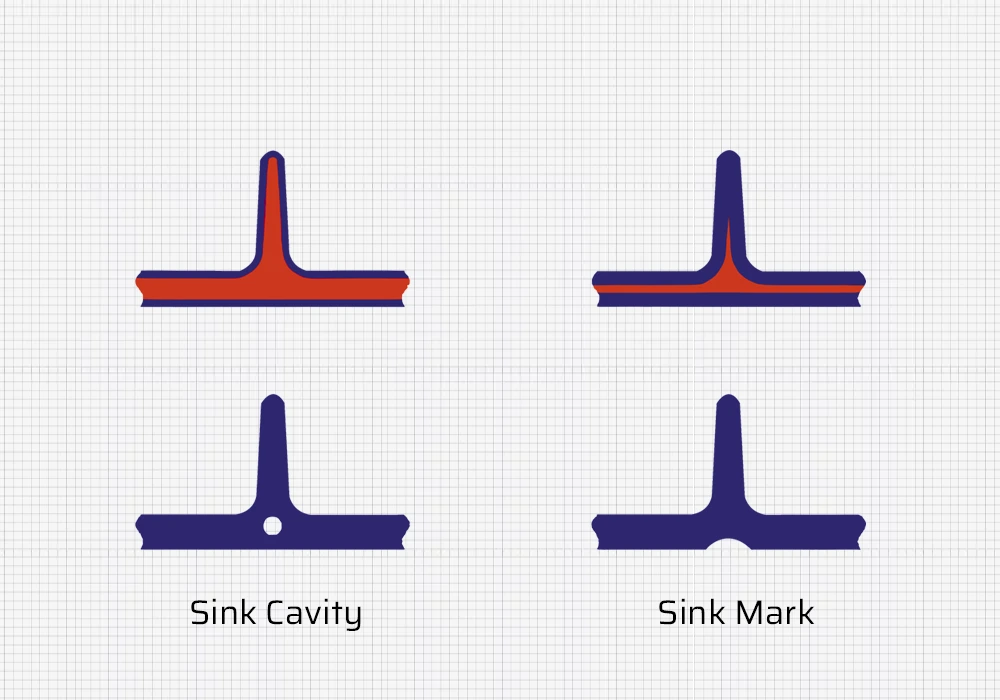
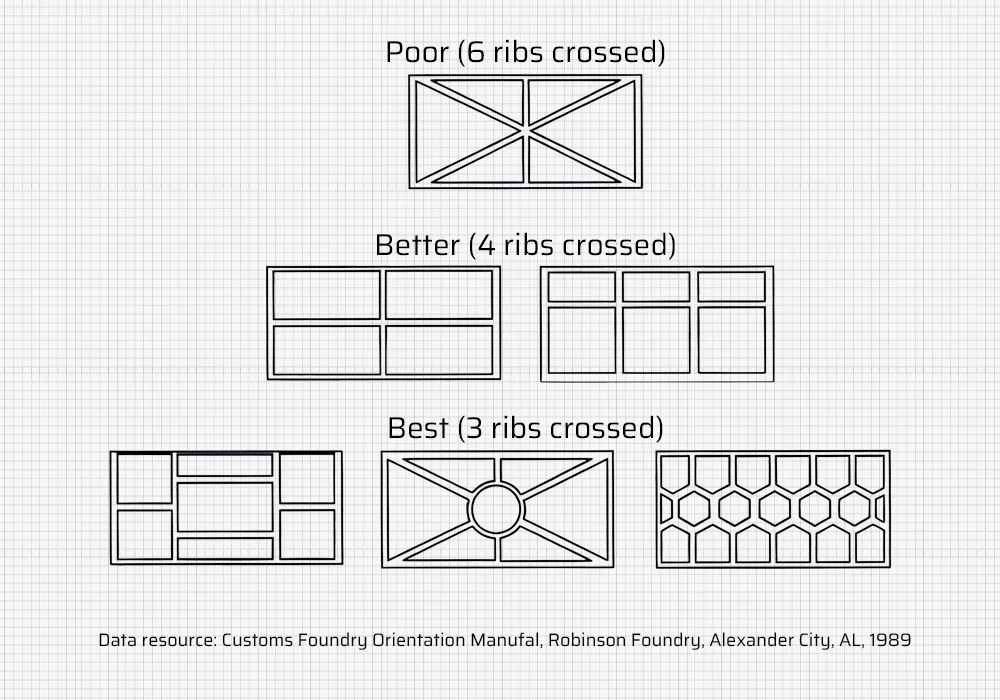
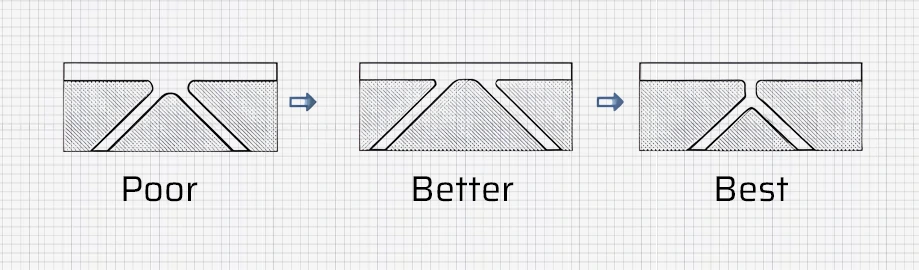
1. Wanneer meerdere wapeningsribben elkaar kruisen en verbinden, moet ervoor worden gezorgd dat er zich lokaal geen materiaal ophoopt en dat er geen krimpsporen op de rug ontstaan.
2. Probeer bij het verbinden van verstevigingsribben met de buitenwand de ribben loodrecht op de buitenwand te houden.
3. Vermijd, als de ruimte het toelaat, het ontwerpen van versterkingsribben of -nokken op steile hellingen en neem maatregelen om krimp te voorkomen als dit onvermijdelijk is.
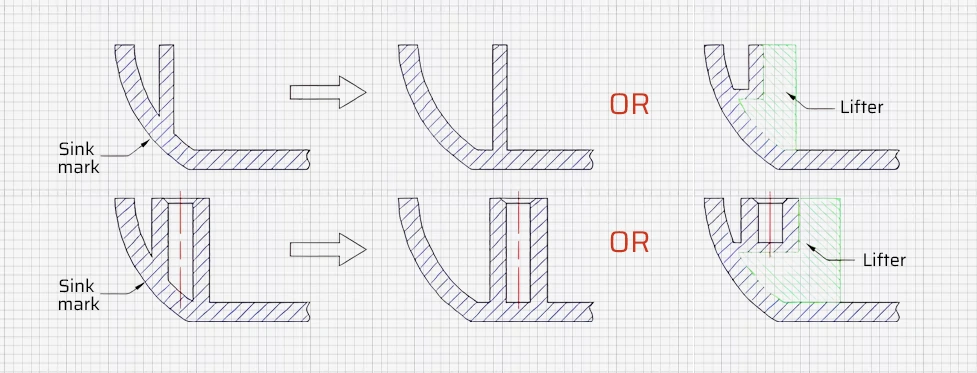
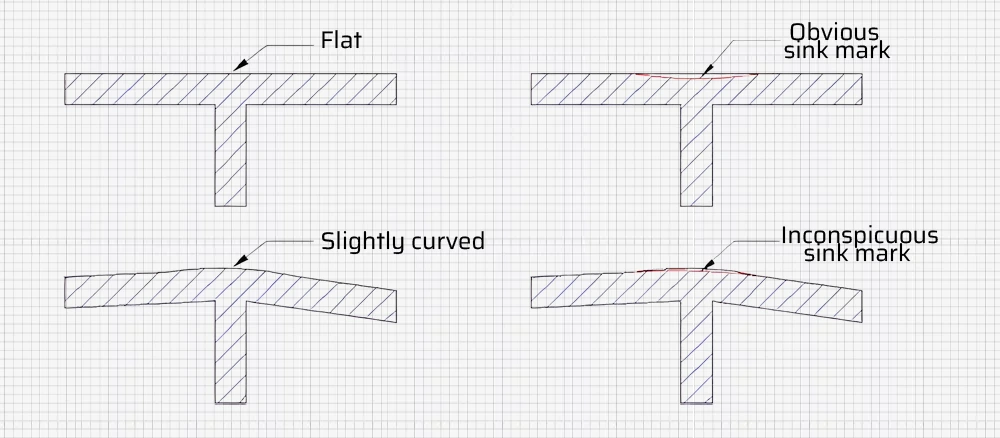
4. Als de dikte van de verstevigingsribben niet evenredig is met de dikte van de hoofdwand en de parameters en locatie niet kunnen worden veranderd, overweeg dan het uiterlijk te veranderen om de zichtbaarheid van krimpsporen te verminderen (deze methode is moeilijk te controleren en moet voorzichtig worden toegepast).
03. Trekhoek
Kunststof producten vereisen een trekhoek in het structurele ontwerp, behalve voor producten met ondiepe hoogtes (zoals een vlakke plaat) of speciale vereisten (maar als de zijwanden groot zijn en geen trekhoek hebben, is een rijpositie nodig). De ontwerphoek varieert meestal van 0,5 tot 5 graden, meestal rond de 2 graden, maar dit varieert op basis van productgrootte, hoogte en vorm, met als principe om soepel ontvormen te garanderen zonder de functionaliteit te beïnvloeden.
De trekhoek voor de vormholte moet over het algemeen 0,5 graden groter zijn dan die van de vormkern om ervoor te zorgen dat het product bij het openen in de vormkern blijft. Over het algemeen zijn gebieden zoals afsluitingen, inzetstukkenen afscheidskusjes hebben een ontwerphoek nodig.
In de onderstaande tabel worden trekhoeken aanbevolen voor verschillende materialen:
| Materialen | Trekhoek | |
| Schimmelkern | Vormholte | |
| ABS | 35'~1° | 40'~1°20′ |
| PS | 30'~1° | 35'~1°30′ |
| PC | 30~50′ | 35'~1° |
| PP | 25~50 | 30'~1° |
| PE | 20~45′ | 25~45′ |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20~40′ | 25~40 |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25~50 | 30'~1° |
| CP | 20~45′ | 25~45′ |
| Ribbetjes | Over het algemeen 0,5°, Minimaliseer 0,25° | |
Aspecten van de selectie van de werphoek die aandacht nodig hebben
1. Kies een kleinere trekhoek, zoals 0,5° voor kunststof onderdelen met glanzende oppervlakken en hoge precisievereisten met een lage krimpsnelheid.
2. Voor hogere en grotere specificaties moet een kleinere trekhoek worden gekozen op basis van specifieke berekeningen.
3. Kies een grotere hoek voor kunststof onderdelen met een hoge krimpsnelheid.
4. Voor kunststofonderdelen met dikkere wanden, waardoor de matrijs strakker sluit, moet een grotere standaardwaarde voor de trekhoek worden gekozen.
5. De trekhoek voor volledig transparante onderdelen moet worden vergroot om krassen te voorkomen. Over het algemeen moet de ontwerphoek voor PS-materialen niet minder zijn dan 2,5°~3° en voor ABS- en PC-materialen niet minder dan 1,5°~2°.
6. Voor kunststofonderdelen met texturen of zandstraalbewerkingen moet de trekhoek tussen 2° en 5° zijn, afhankelijk van de diepte van de textuur. Hoe dieper de textuur, hoe groter de ontwerphoek moet zijn.
04. R Hoek
Met uitzondering van gebieden waar speciale eisen scherpe randen voorschrijven, hebben kunststof producten meestal afgeronde hoeken in het structurele ontwerp om spanningsconcentratie te verminderen, het vloeien van de kunststof te vergemakkelijken en het ontvormen te vergemakkelijken.
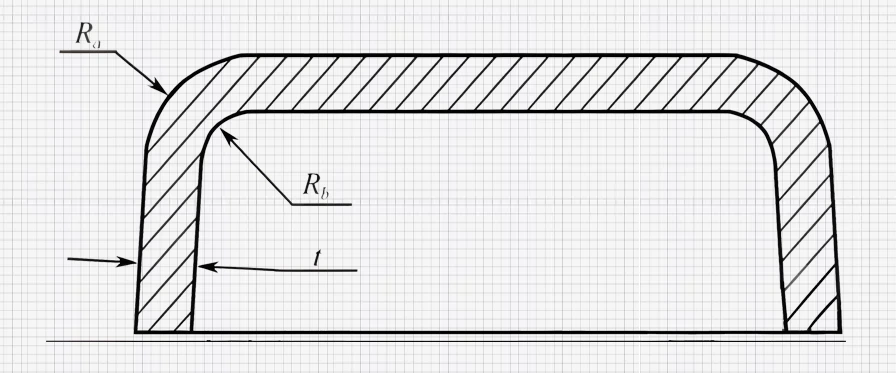
1. Als er geen speciale vereisten zijn voor het productontwerp, wordt de overgangsradius (R) bepaald door de aangrenzende materiaaldikte (t), waarbij de inwendige hoekradius meestal varieert van 0,50 tot 1,50 maal de materiaaldikte, maar de minimumradius mag niet minder zijn dan 0,30 mm.
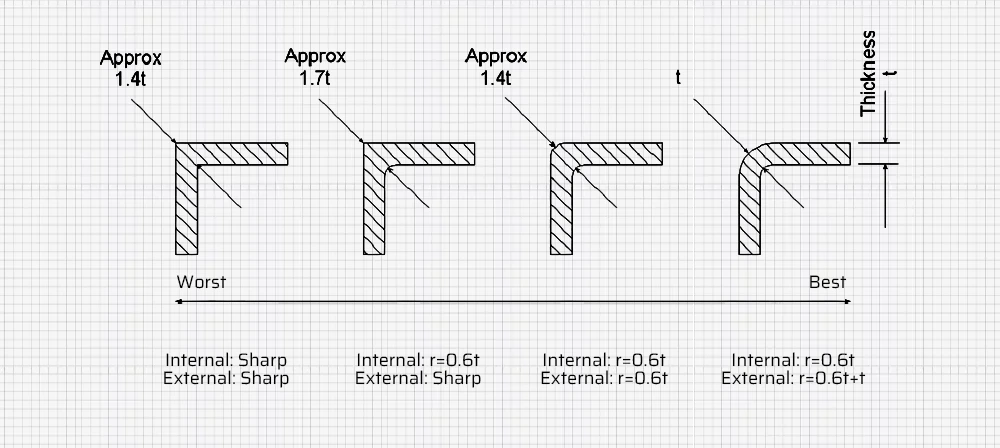
2. Zorg bij het ontwerpen van afgeronde hoeken aan de binnen- en buitenzijde van het product voor een uniforme wanddikte.
3. Vermijd bij het structurele ontwerp van kunststof producten vooral afgeronde hoeken op het maldeelvlak, tenzij dit specifiek vereist is. Afgeronde hoeken op het scheidingsvlak maken het maken van mallen moeilijker en laten lasnaden achter op het productoppervlak, wat het uiterlijk aantast.

4. Scherpe randen zijn niet toegestaan op oppervlakken die aangeraakt kunnen worden aan de buiten- en binnenkant van het product. Schuin de randen indien nodig af tot een minimumstraal van 0,30 mm om te voorkomen dat vingers worden gesneden, wat vooral belangrijk is bij het ontwerp van elektronische handproducten.

Gaten
Gaten komen vaak voor in het ontwerp van productstructuren en worden meestal ingedeeld in twee types: ronde en niet-cirkelvormige gaten. Bij het ontwerpen van de positie van gaten moet het doel zijn om de moeilijkheid van de matrijsbewerking te minimaliseren zonder de sterkte van het kunststof onderdeel aan te tasten.
Algemene ontwerpeisen voor gaten
Maatspecificaties (exclusief de binnenste gaten van schroefstijlen):
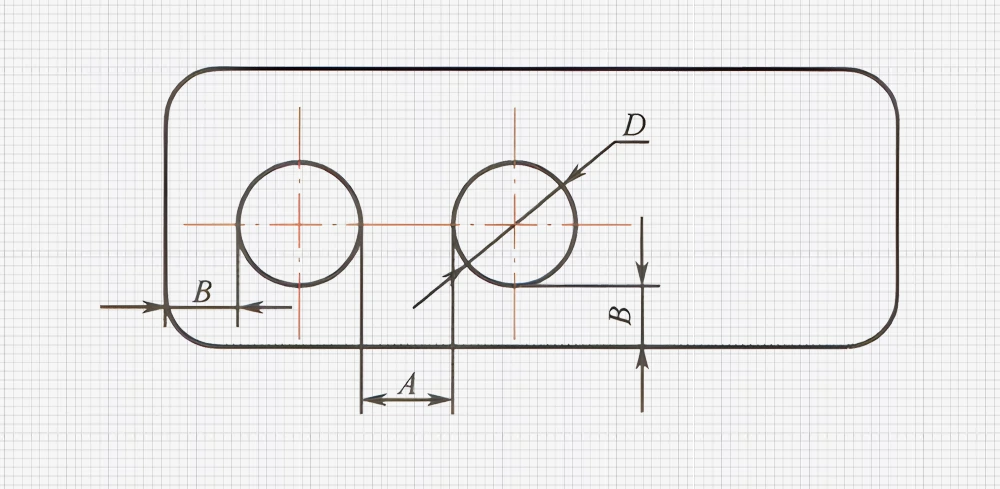
Maat A is de afstand tussen de gaten. Als de diameter van het gat kleiner is dan 3,00 mm, wordt aanbevolen dat de waarde van A niet kleiner is dan D; als de diameter groter is dan 3,00 mm, dan kan A 0,70 keer de diameter van het gat zijn.
Maat B is de afstand van het gat tot de rand en het wordt aanbevolen dat de waarde van B niet kleiner is dan D.
Relatie tussen gatdiameter en -diepte
Maatspecificaties (exclusief de binnenste gaten van schroefstijlen):
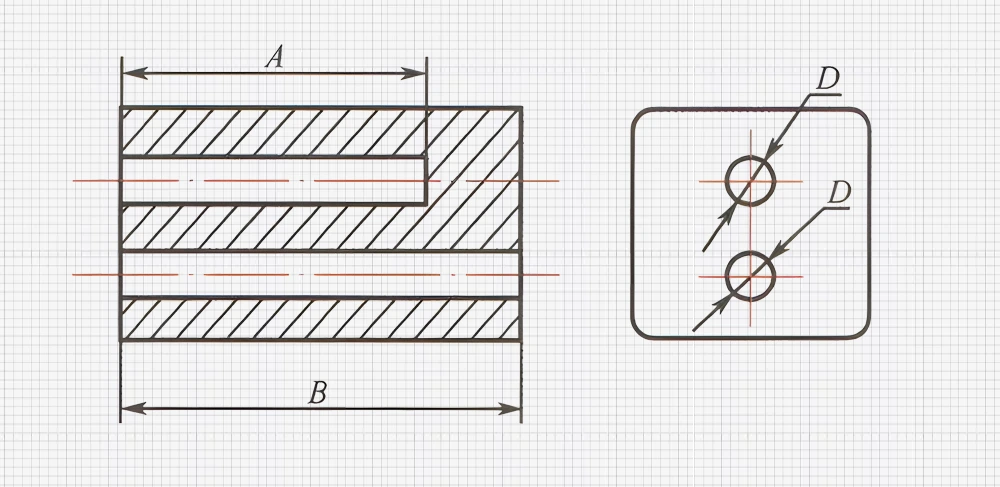
Dimensie A is de diepte van een blind gat, aanbevolen om niet groter te zijn dan 5D. Over het algemeen is A kleiner dan 2D met een lengte-diameterverhouding van niet meer dan 4 mm.
Als D ≤ 1,5 mm, dan is A ≤ D. De dikte van de onderwand van het blinde gat moet ≥ 1/6D zijn.
Maat B is de diepte van een doorvoergat, aanbevolen om niet groter te zijn dan 10D.
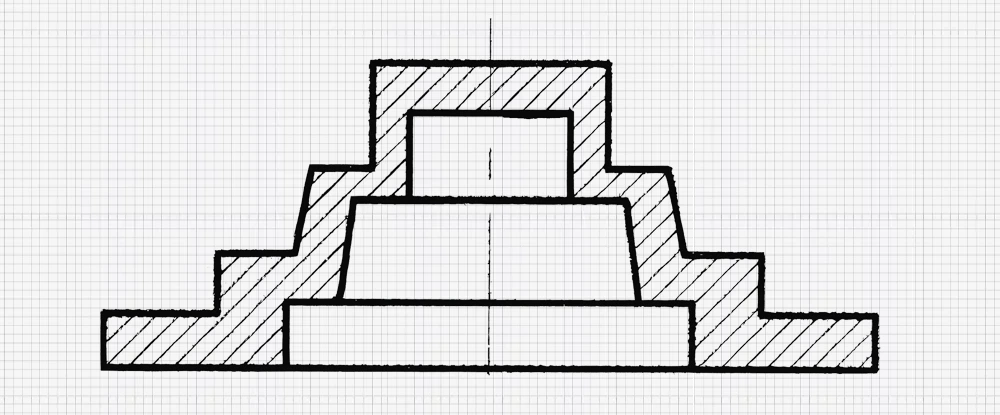
Stap Gaten
Stapsgewijze gaten bestaan uit meerdere coaxiaal verbonden gaten met verschillende diameters, waarbij de diepte van het gat langer is dan die van een gat met één diameter, zoals de diagrammen laten zien.
Schuine gaten
Door de as van het gat uit te lijnen met de richting van de matrijsopening kan de noodzaak voor kerntrekken vermeden worden. Voor vormmethodes van schuine gaten en complex gevormde gaten kan een gesplitste kern gebruikt worden om laterale kerntrekstructuren te vermijden.
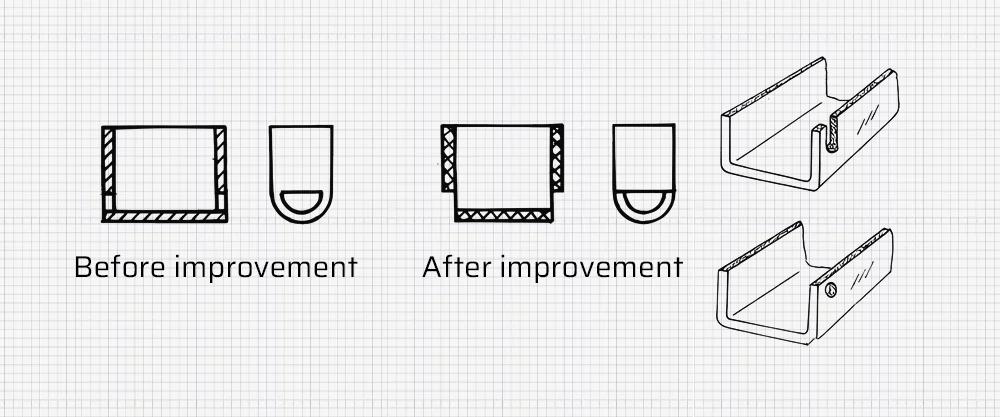
Zijgaten en inkepingen
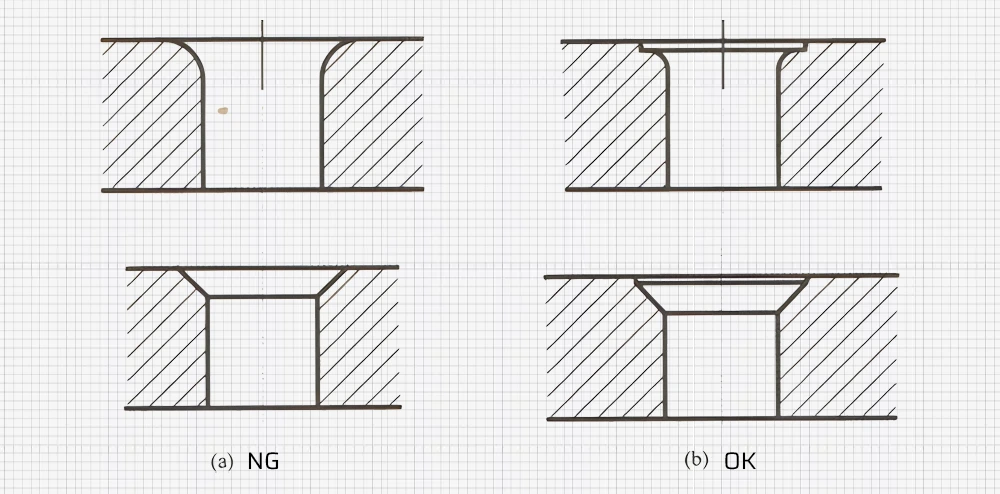
Als er gaten en inkepingen aan de zijkant van kunststof producten ontstaan, moeten er glijders of trekstructuren aan de zijkant worden aangebracht om het ontvouwen te vergemakkelijken, wat de matrijsstructuur compliceert en de kosten verhoogt. De productstructuur kan dienovereenkomstig worden verbeterd. Zoals de afbeelding hieronder laat zien, wordt er overgeschakeld van een ontwerp met gaten aan de zijkant (a) naar een ontwerp met inkepingen aan de zijkant (b).
Ontwerp van schroefkopgaten
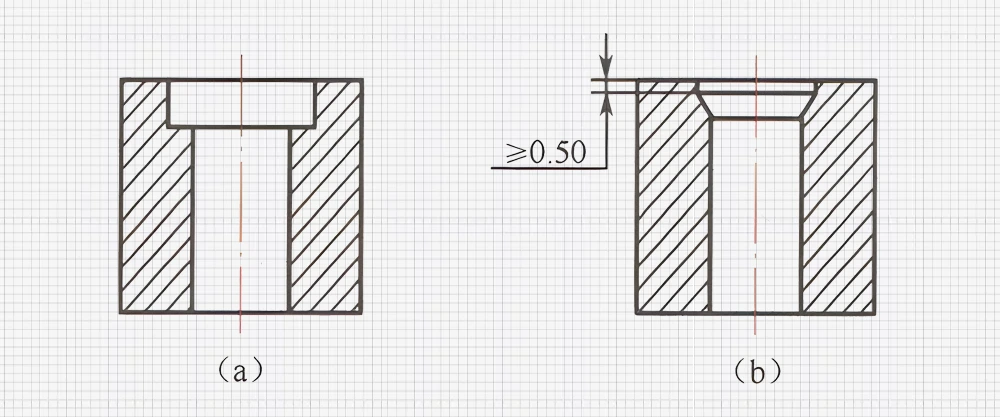
Zoals te zien is in de afbeelding hieronder, wordt de voorkeursvorm voor schroefkopgaten geïllustreerd in (a). Als de constructie de vorm van (b) vereist, moet het conische oppervlak niet minder dan 0,50 mm onder het eindvlak liggen om scheuren in het boorgatoppervlak te voorkomen.
Randstructuur van gaten
Het ontwerpen van een volledige afschuining of radius aan de rand van een gat is onpraktisch; de rand van het gat moet ten minste 0,4 mm recht zijn.
Bazen
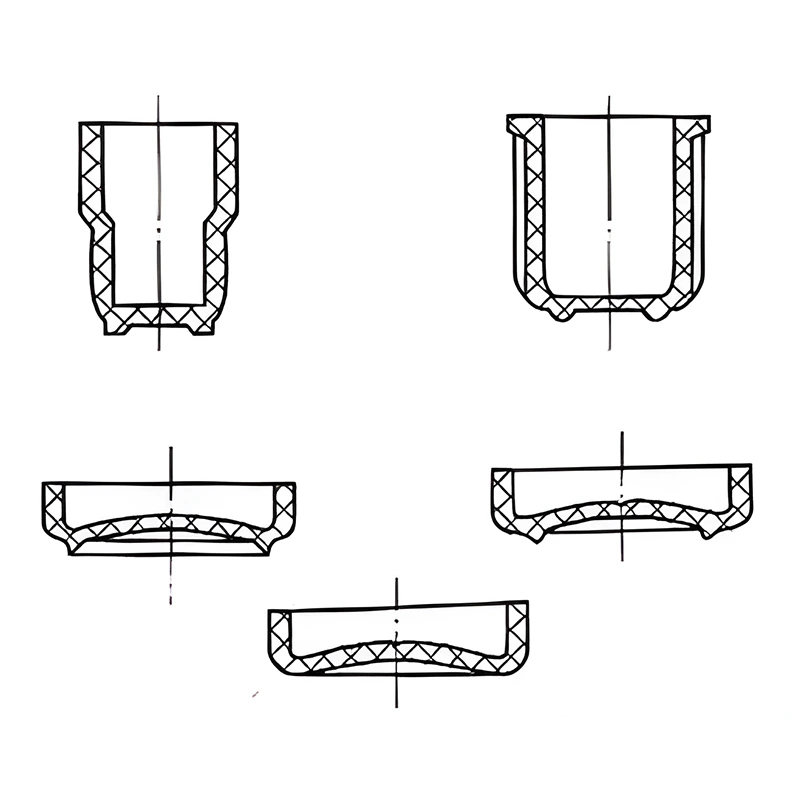
Nokken worden meestal gebruikt voor de assemblage van twee kunststofproducten via asgatverbindingen of voor de assemblage van zelftappende schroeven. Als een nok niet erg hoog is en wordt uitgeworpen met behulp van een uitwerphuls in de matrijs, dan is er geen trekhoek nodig. Als de nok echter hoog is, is het gebruikelijk om dwarsribben (verstevigingen) aan de buitenkant toe te voegen. Deze dwarsribben hebben meestal een trekhoek van 1-2 graden en de cilinder zelf kan ook een trekhoek nodig hebben, afhankelijk van de situatie.
Wanneer een nok wordt gekoppeld aan een stift (of een andere nok), wordt de montagegap meestal ingesteld op een eenzijdige 0,05-0,10 om positieafwijkingen op te vangen die kunnen optreden tijdens de verwerking van elke nok. Als een nok wordt gebruikt voor de montage van zelftappende schroeven, moet het binnengat aan één kant 0,1-0,2 mm kleiner zijn dan de diameter van de schroef om ervoor te zorgen dat de schroef stevig kan worden vastgezet. Wanneer bijvoorbeeld een M3.0 zelftappende schroef wordt gemonteerd, is het binnengat van de nok meestal Ф2,60-2,80 mm.
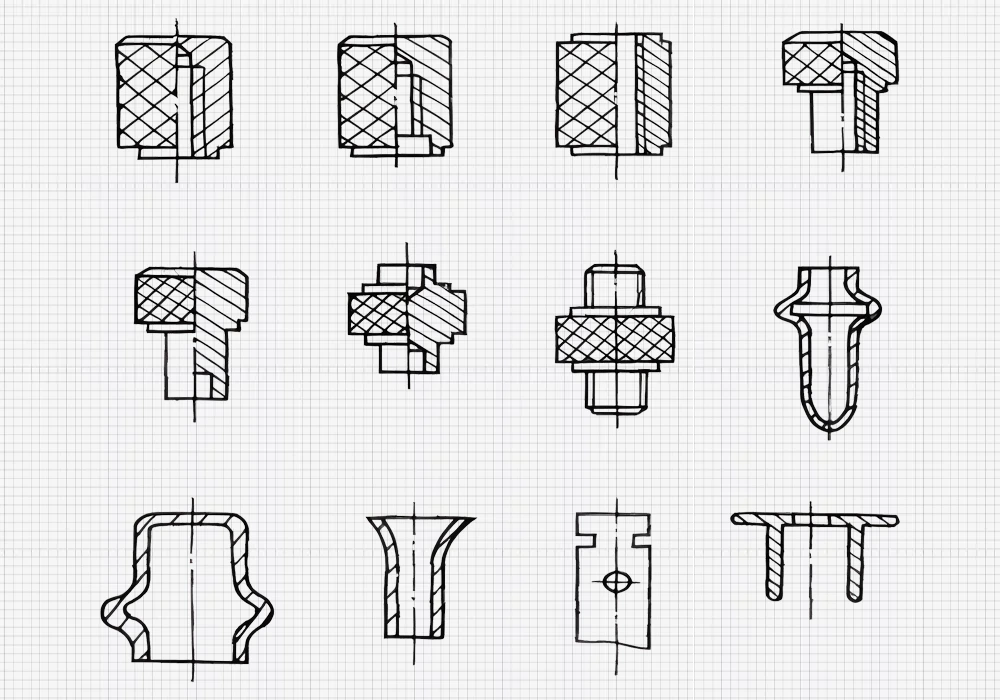
Inzetstukken
Bij het spuitgieten van kunststof worden metalen of andere materiële onderdelen zoals bouten en klemmen die tijdens of na het spuitgieten worden ingebed, samen inserts genoemd in de kunststof onderdelen. Inzetstukken kunnen de functionaliteit van het product verbeteren of decoratieve doeleinden dienen.
Inzetstukken in kunststof onderdelen worden vaak gebruikt als bevestigingsmiddelen of ondersteunende elementen. Bovendien zijn inzetstukken een veelgebruikte assemblagemethode als het productontwerp reparatiegemak, vervangingsgemak of herbruikbaarheid vereist. Maar of ze nu voor functionele of decoratieve doeleinden worden gebruikt, het gebruik van inzetstukken moet tot een minimum worden beperkt. De reden hiervoor is dat het inbouwen van inserts extra bewerkingsstappen vereist, waardoor de productiekosten toenemen. Inzetstukken worden meestal gemaakt van metaal, waarbij koper een veelgebruikte materiaalkeuze is.
Vorm- en constructievereisten voor inzetstukken
1. Metalen inzetstukken worden gemaakt door middel van snij- of stansprocessen, dus hun vorm moet geschikt zijn voor productie.
2. Ze moeten voldoende mechanische sterkte hebben (materiaal, afmetingen).
3. Er moet voldoende hechtingskracht zijn tussen het inzetstuk en de kunststof matrix om te voorkomen dat het inzetstuk eruit trekt of draait tijdens gebruik. Het oppervlak van de insert moet ringvormige groeven of kruisvormige inkepingen hebben; scherpe hoeken moeten worden vermeden om schade door spanningsconcentratie te voorkomen. Waar mogelijk moeten ronde of symmetrische vormen worden gebruikt om een gelijkmatige krimp te garanderen.
4. Voor gemakkelijke plaatsing en positionering in de mal moet het deel van het inzetstuk dat naar buiten steekt (het deel dat in de mal wordt geplaatst) cilindrisch zijn, omdat ronde gaten het gemakkelijkst te bewerken zijn in de mal.
5. Om vlamdoorslag te voorkomen, moeten inzetstukken structuren hebben zoals afdichtingsnokken.
6. Het ontwerp moet secundaire bewerking van de insert na het gieten vergemakkelijken, zoals draadsnijden, kopse kanten snijden, flenzen, enz.
Bij het ontwerpen van kunststof producten met inzetstukken is het cruciaal dat de inzetstukken nauwkeurig en betrouwbaar in de matrijs kunnen worden geplaatst. Het is ook belangrijk om er rekening mee te houden dat het inzetstuk een sterke verbinding moet vormen met het gegoten onderdeel, wat een uitdaging kan zijn als het inkapselende materiaal te dun is. Bovendien moet het ontwerp lekkage van kunststof voorkomen.
Oppervlaktestructuur product
Het oppervlak van kunststof producten kan glad zijn (gepolijst matrijsoppervlak), geëtst (met koper-EDM bewerkte matrijsholte), geëtste oppervlakken met verschillende patronen (oppervlakten met patronen) en gegraveerde oppervlakken. Als de textuurdiepte aanzienlijk is of als er veel texturen zijn, neemt de ontvormweerstand toe, waardoor de ontvormhoek moet toenemen.
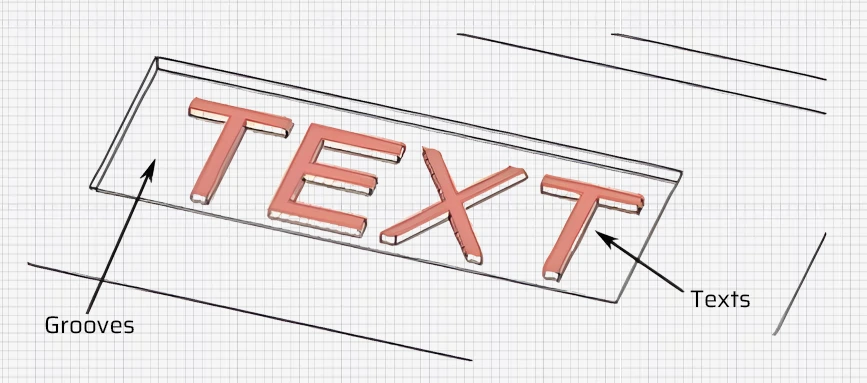
Tekst en patronen
Tekst en patronen op kunststof producten zijn er in twee vormen: verhoogde en verzonken oppervlakken. Er zijn over het algemeen twee verwerkingsmethoden: kleine tekst en patronen worden verkregen door de mal te etsen, terwijl iets grotere tekst en patronen direct in de mal worden gefreesd. De grootte van de tekst moet bevorderlijk zijn voor het gieten en scherpe hoeken vermijden.
1. Je kunt het beste verhoogde oppervlakken gebruiken voor tekst en patronen op kunststof producten, waardoor ze verzonken op de mal komen te liggen, wat de verwerking van de mal vereenvoudigt. Als de structuur vereist dat het oppervlak geen verhoogde elementen mag hebben, kun je een uitsparing maken waar de tekst of het patroon zich tot een bepaalde diepte bevindt, en dan de tekst of het patroon in de uitsparing verhogen. Dit voldoet aan de structurele eisen en vergemakkelijkt het maken van mallen.
2. Voor plastic producten is de hoogte van verhoogde tekst en patronen meestal tussen 0,15 en 0,30 mm, terwijl de diepte van verzonken tekst en patronen tussen 0,15 en 0,25 mm is.
3. Specificaties tekstgrootte:
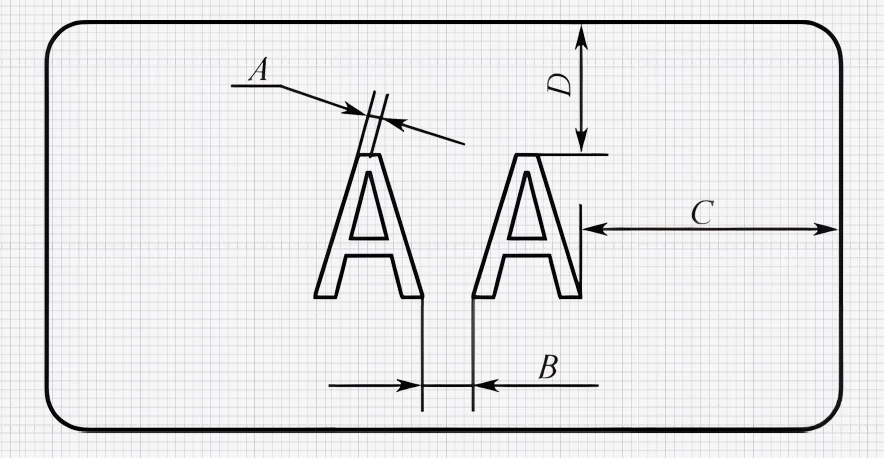
- Maat A is de breedte van de tekststreep, aanbevolen om niet minder dan 0,25 mm te zijn.
- Maat B is de afstand tussen twee karakters, aanbevolen om niet minder dan 0,40 mm te zijn.
- Afmetingen C en D zijn de afstanden van de tekens tot de rand, aanbevolen om niet minder dan 0,60 mm te zijn.











