
Najbardziej fundamentalną częścią produktów z tworzyw sztucznych jest w rzeczywistości projekt strukturalny produktu z tworzywa sztucznego. Wiele osób twierdzi, że projektowanie strukturalne produktów z tworzyw sztucznych jest trudne, ale co dokładnie sprawia, że jest to trudne?
Wcześniej poznaliśmy proces opracowywania produktów z tworzyw sztucznych. Z tego uciążliwego procesu nietrudno zauważyć, że doskonały projekt produktu z tworzywa sztucznego musi nie tylko dostosowywać się do zmieniających się wymagań i kontrolować koszty, ale także zapewniać dobrą wydajność produkcji. Ponadto, ze względu na złożoność, niezawodność i dokładność projektu, nakład pracy związany z projektowaniem strukturalnym produktu jest znaczny. Wymaga to od projektantów doskonałych umiejętności technicznych i inżynieryjnych, wnikliwej analizy rynku oraz zwracania uwagi na pojawiające się technologie i stale zmieniające się wymagania.
Pomijając zmieniające się wymagania i wnikliwą analizę rynku, projekt konstrukcyjny samego produktu również wymaga uwzględnienia wielu aspektów. Poniższy przewodnik wyraźnie wskazuje te aspekty:
01. Grubość ścianki
W przypadku dużych komponentów grubość ścianki w projekcie konstrukcyjnym wynosi zazwyczaj od 2,4 do 3,2 mm, podczas gdy w przypadku mniejszych komponentów wynosi około 1,0 mm, przy czym konkretne wymiary są zgodne z wymaganiami projektowymi produktu. Grubość ścianki powinna być jak najbardziej jednolita. W szczególnych okolicznościach niektóre obszary mogą być nieco grubsze lub cieńsze, ale konieczne jest stopniowe przejście (zaleca się, aby rozmiar przejścia był ponad 5 razy większy niż grubość ścianki produktu), aby zapobiec powstawaniu śladów naprężeń na powierzchni formowanego wtryskowo produktu.
Czynniki wpływające na wybór grubości ścianki
a) Zastosowane tworzywo sztuczne. Różne materiały mają różne właściwości wskaźniki skurczu i płynność podczas formowanie wtryskoweco wpływa na zalecaną grubość ścianki. (W przypadku grubości powłoki dane empiryczne mogą być w przybliżeniu największym wymiarem maszyny / 100 mm).
b) Wytrzymywane siły zewnętrzne. Im większa siła, tym grubsza powinna być ściana. W szczególnych przypadkach należy użyć metalowych części lub przeprowadzić kontrolę wytrzymałości.
Zalecane wartości grubości ścianek dla produktów obejmują:
| Materiały z tworzyw sztucznych | Minimalna grubość ścianki | Zalecana grubość ścianki dla małych części | Zalecana grubość ścianki dla części średniej wielkości | Zalecana grubość ścianki dla dużych części |
| Nylon | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) Przepisy bezpieczeństwa. Na przykład wymagania dotyczące odporności na ciśnienie (im grubsza ścianka, tym większa odporność na ciśnienie), wymagania dotyczące palności itp.
02. Żebra wzmacniające
Większość konstrukcji strukturalnych produktów z tworzyw sztucznych ma żebra wzmacniające, ponieważ żebra mogą zwiększyć wytrzymałość bez zwiększania całkowitej grubości ścianki, co jest szczególnie przydatne w przypadku dużych komponentów i obciążonych części, a także może zapobiegać deformacji produktu. Grubość żeber wzmacniających jest zwykle 0,5-0,75 razy większa od całkowitej grubości ścianki (zaleca się, aby była mniejsza niż 0,6 razy); jeśli jest większa niż 0,75 razy, produkt jest podatny na kurczenie się.
W przypadku części z tworzyw sztucznych o wysokich wymaganiach dotyczących wyglądu (błyszcząca powierzchnia) zaleca się, aby dolna grubość żeber wzmacniających z tyłu wynosiła B≤0,5T. W przypadku pewności co do projektu formy i późniejszych dostosowań procesu, można zaprojektować B>0,56T, ale zaleca się, aby nie przekraczać 0,7T, ponieważ później będzie to trudne do dostosowania. Należy zauważyć, że grubość żeber wzmacniających dla różnych tworzyw sztucznych niekoniecznie jest zgodna z B≤0,5T.
| Odniesienie projektowe dla grubości żeber wzmacniających (w stosunku do grubości ściany podstawy) | ||
| Materiały | Minimalny znak zlewu | Niewielki ślad zlewu |
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| Wzmocniony PA | 33% | 50% |
| PP | 30% | 40% |
| Wzmocniony PP | 33% | 50% |
Aspekty projektowania wzmocnień, na które należy zwrócić uwagę
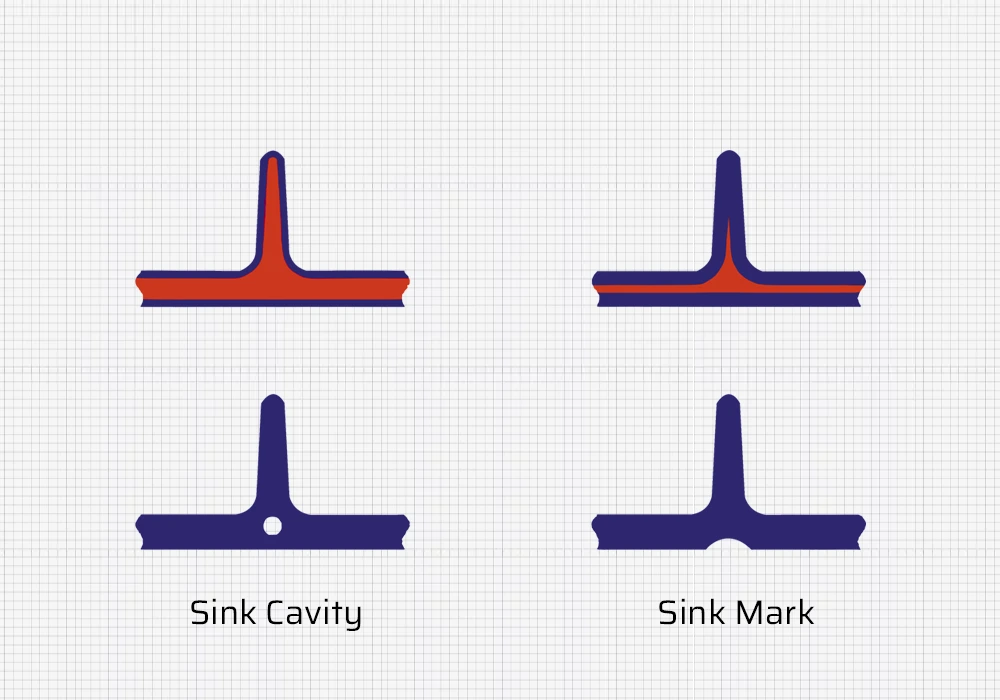
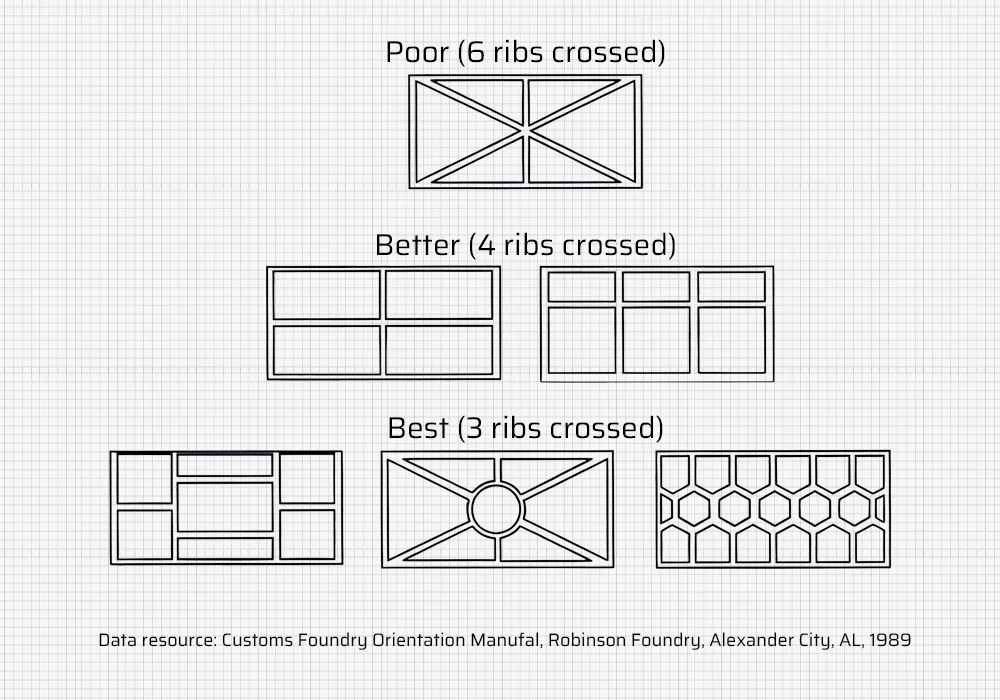
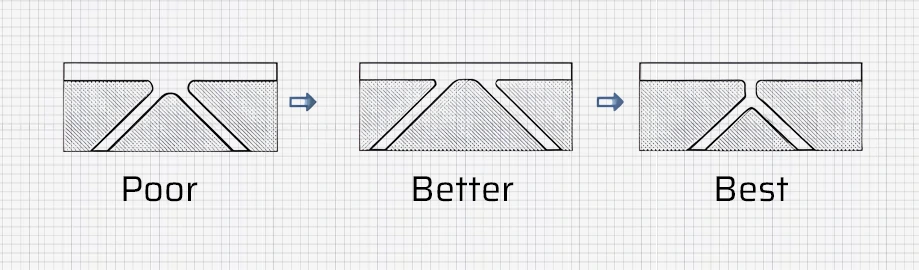
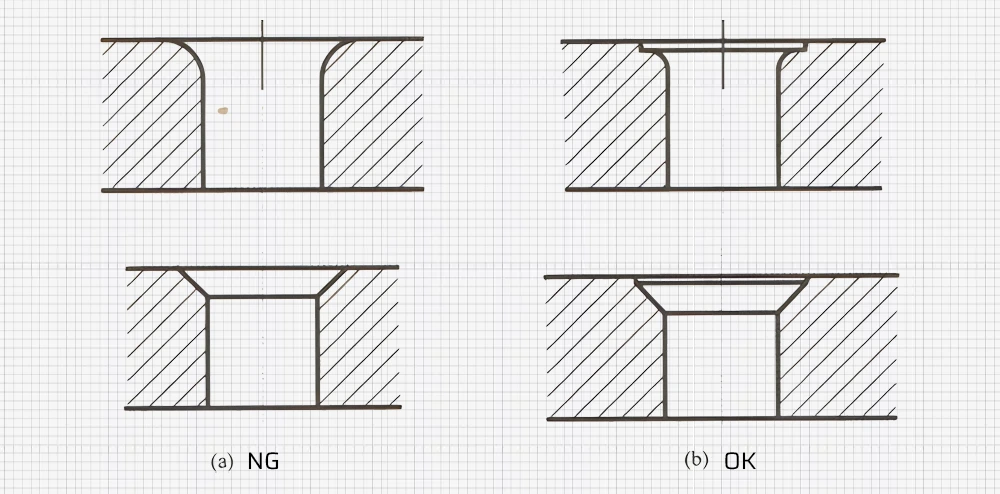
1. Gdy wiele żeber wzmacniających przecina się i łączy, należy zachować ostrożność, aby zapobiec miejscowemu gromadzeniu się materiału i uniknąć śladów skurczu na grzbiecie, przy czym zalecana jest następująca metoda projektowania.
2. Podczas łączenia żeber wzmacniających ze ścianą zewnętrzną należy starać się, aby żebra były prostopadłe do ściany zewnętrznej.
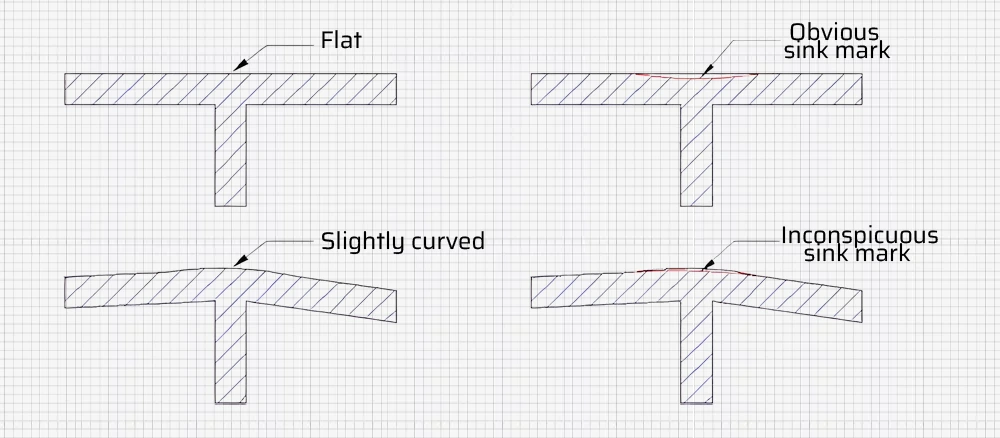
3. Jeśli pozwala na to miejsce, należy unikać projektowania żeber wzmacniających lub występów na stromych zboczach i podjąć środki zapobiegające kurczeniu się, jeśli jest to nieuniknione.
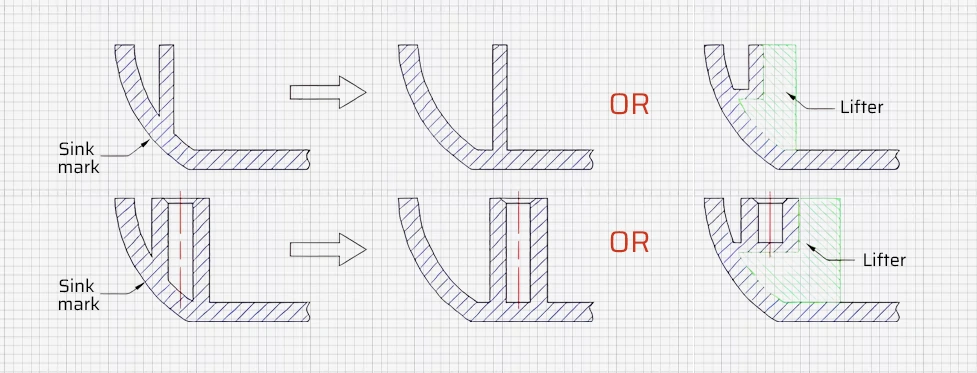
4. Jeśli grubość żeber wzmacniających nie jest proporcjonalna do grubości głównej ściany, a parametry i lokalizacja nie mogą zostać zmienione, należy rozważyć zmianę wyglądu zewnętrznego w celu zmniejszenia widoczności śladów skurczu (ta metoda jest trudna do kontrolowania i powinna być stosowana ostrożnie).
03. Draft Angle
Produkty z tworzyw sztucznych wymagają kąt zanurzenia w projekcie konstrukcyjnym, z wyjątkiem tych o niewielkich wysokościach (takich jak płaska płyta) lub specjalnych wymaganiach (ale gdy ściany boczne są duże i bez kąta zanurzenia, potrzebna jest pozycja w rzędzie). Kąt pochylenia zwykle waha się od 0,5 do 5 stopni, zazwyczaj około 2 stopni, ale różni się w zależności od rozmiaru, wysokości i kształtu produktu, z zasadą zapewnienia płynnego rozkładania bez wpływu na funkcjonalność.
Kąt zanurzenia wnęki formy powinien być generalnie o 0,5 stopnia większy niż kąt zanurzenia rdzenia formy, aby zapewnić, że produkt pozostanie w rdzeniu formy podczas otwierania. Ogólnie rzecz biorąc, obszary takie jak wyłączniki, wkładki, a pocałunki wymagają kąta zanurzenia.
Poniższa tabela zawiera zalecenia dotyczące kątów ciągu dla różnych materiałów:
| Materiały | Kąt zanurzenia | |
| Rdzeń formy | Wnęka formy | |
| ABS | 35'~1° | 40'~1°20′ |
| PS | 30'~1° | 35'~1°30′ |
| PC | 30–50 | 35'~1° |
| PP | 25–50 | 30'~1° |
| PE | 20–45 | 25–45 |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20–40 | 25–40 |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25–50 | 30'~1° |
| CP | 20–45 | 25–45 |
| Żebra | Ogólnie 0,5°, minimalnie 0,25° | |
Aspekty wyboru kąta draftu, na które należy zwrócić uwagę
1. Wybierz mniejszy kąt pochylenia, np. 0,5° dla części plastikowych o błyszczących powierzchniach i wysokich wymaganiach dotyczących precyzji przy niskim współczynniku skurczu.
2. W przypadku wyższych i większych specyfikacji należy wybrać mniejszy kąt zanurzenia na podstawie konkretnych obliczeń.
3. W przypadku części plastikowych o wysokim współczynniku skurczu należy wybrać większy kąt.
4. W przypadku części plastikowych o grubszych ściankach, które powodują szczelniejsze zamknięcie formy, należy wybrać większą standardową wartość kąta zanurzenia.
5. Kąt zanurzenia dla w pełni przezroczyste części należy zwiększyć, aby zapobiec zarysowaniom. Ogólnie rzecz biorąc, w przypadku materiałów PS kąt pochylenia nie powinien być mniejszy niż 2,5°~3°, a w przypadku materiałów ABS i PC nie powinien być mniejszy niż 1,5°~2°.
6. W przypadku części plastikowych z teksturą lub piaskowaniem kąt ciągu powinien wynosić od 2° do 5° w zależności od głębokości tekstury. Im głębsza tekstura, tym większy powinien być kąt pochylenia.
04. R Corner
Z wyjątkiem obszarów, w których specjalne wymagania określają ostre krawędzie, produkty z tworzyw sztucznych mają zwykle zaokrąglone rogi w projekcie konstrukcyjnym, aby zmniejszyć koncentrację naprężeń, ułatwić przepływ tworzywa sztucznego i ułatwić wyjmowanie z formy.
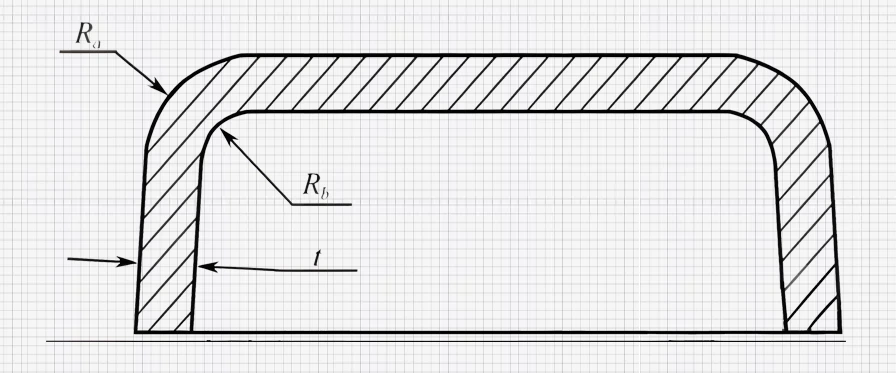
1. Jeśli nie ma specjalnych wymagań dotyczących projektu produktu, promień przejścia (R) jest określany przez grubość sąsiedniego materiału (t), przy czym wewnętrzny promień narożnika zwykle wynosi od 0,50 do 1,50 razy grubość materiału, ale minimalny promień nie może być mniejszy niż 0,30 mm.
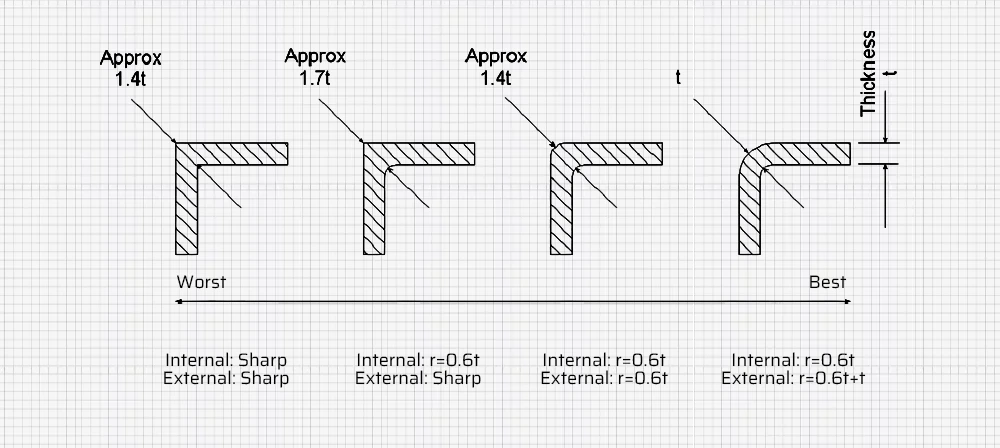
2. Podczas projektowania zaokrąglonych narożników na wewnętrznych i zewnętrznych powierzchniach produktu należy zachować jednolitą grubość ścianki.
3. W projekcie strukturalnym produktu z tworzywa sztucznego należy szczególnie unikać zaokrąglonych narożników na powierzchni podziału formy, chyba że jest to wyraźnie wymagane. Zaokrąglone rogi na powierzchni podziału zwiększają trudność wykonania formy i pozostawiają linię spawania na powierzchni produktu, wpływając na jego wygląd.

4. Ostre krawędzie są niedozwolone na powierzchniach, które mogą być dotykane na zewnątrz i wewnątrz produktu. W razie potrzeby należy sfazować krawędzie do minimalnego promienia 0,30 mm, aby zapobiec przycięciu palców, co jest szczególnie ważne w przypadku ręcznych produktów elektronicznych.

Otwory
Otwory są powszechne w projektowaniu struktury produktu i są zazwyczaj podzielone na dwa typy: okrągłe i nieokrągłe. Podczas projektowania położenia otworów, celem powinno być zminimalizowanie trudności w obróbce formy bez uszczerbku dla wytrzymałości części z tworzywa sztucznego.
Typowe wymagania projektowe dla otworów
Specyfikacje wymiarowe (z wyłączeniem wewnętrznych otworów słupków śrub):
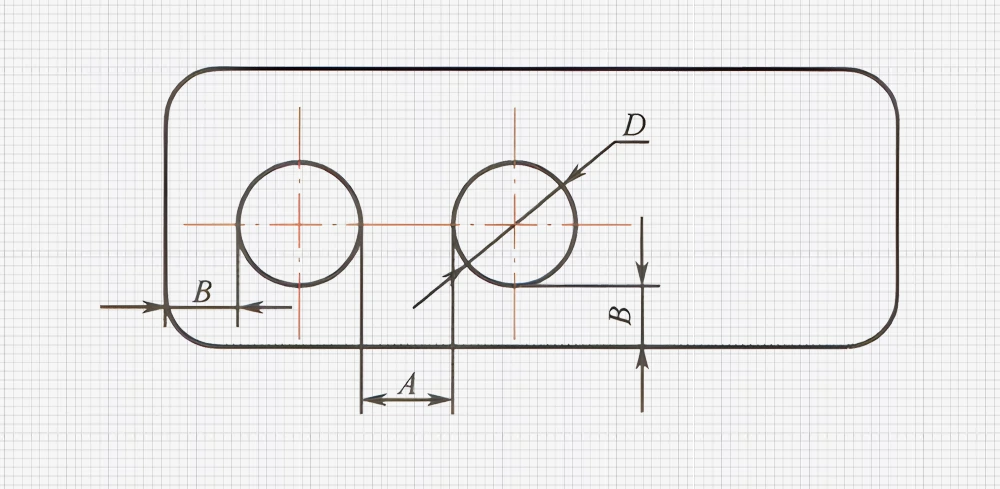
Wymiar A to odległość między otworami. Jeśli średnica otworu jest mniejsza niż 3,00 mm, zaleca się, aby wartość A była nie mniejsza niż D; jeśli średnica przekracza 3,00 mm, wówczas A może być 0,70 razy większa od średnicy otworu.
Wymiar B to odległość od otworu do krawędzi i zaleca się, aby wartość B nie była mniejsza niż D.
Zależność między średnicą i głębokością otworu
Specyfikacje wymiarowe (z wyłączeniem wewnętrznych otworów słupków śrub):
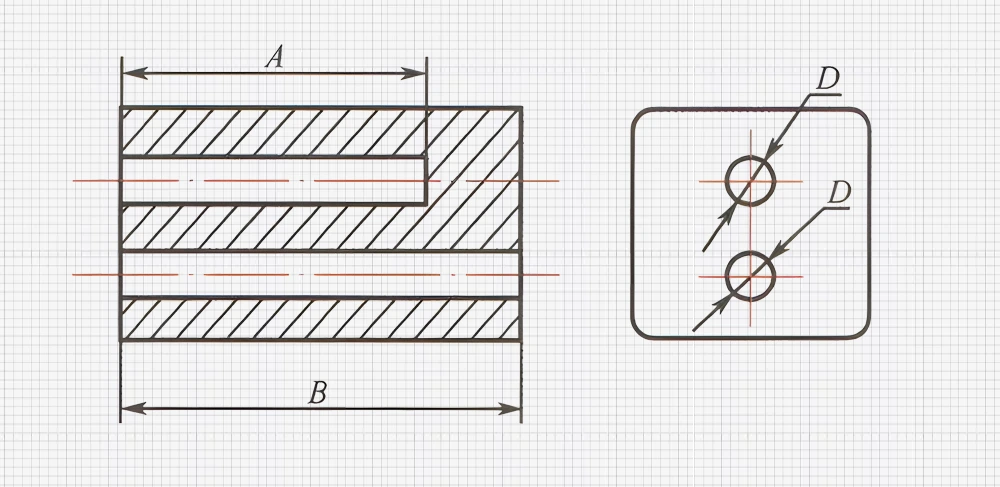
Wymiar A to głębokość otworu nieprzelotowego, która nie powinna przekraczać 5D. Zazwyczaj wymiar A jest mniejszy niż 2D, a stosunek długości do średnicy nie przekracza 4 mm.
Jeśli D ≤ 1,5 mm, to A ≤ D. Grubość dolnej ścianki nieprzelotowego otworu powinna wynosić ≥ 1/6D.
Wymiar B to głębokość otworu przelotowego, zalecana nie większa niż 10D.
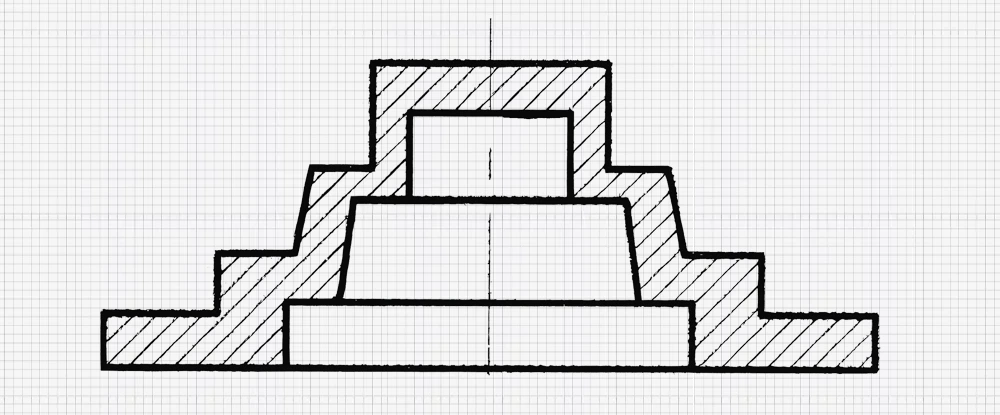
Otwory stopniowe
Otwory stopniowe składają się z wielu współosiowo połączonych otworów o różnych średnicach, przy czym głębokość otworu jest większa niż w przypadku otworu o pojedynczej średnicy, jak pokazano na schematach.
Kątowe otwory
Wyrównanie osi otworu z kierunkiem otworu formy pozwala uniknąć konieczności wyciągania rdzenia. W przypadku metod formowania otworów kątowych i otworów o złożonych kształtach można użyć dzielonego rdzenia, aby uniknąć bocznych struktur ciągnących rdzeń.
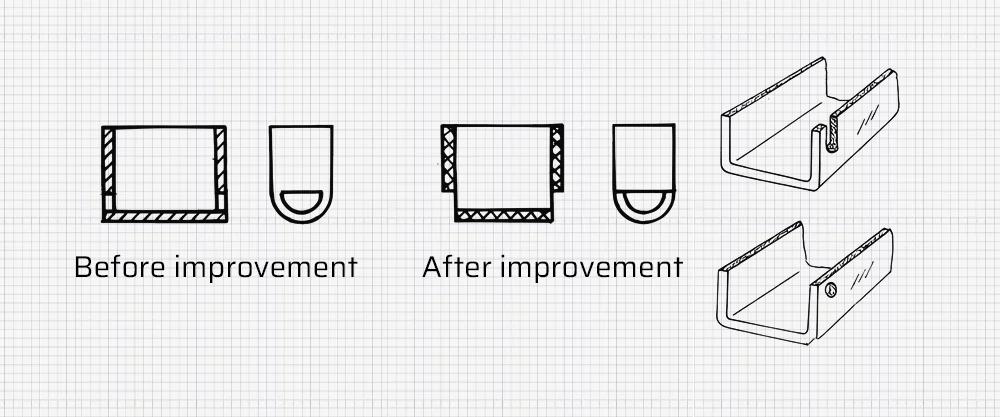
Otwory boczne i wgłębienia
Gdy na produktach z tworzyw sztucznych pojawiają się boczne otwory i wgłębienia, należy ustawić suwaki lub boczne konstrukcje ciągnące rdzeń w celu łatwego rozformowania, co komplikuje strukturę formy i zwiększa koszty. Strukturę produktu można odpowiednio ulepszyć. Jak pokazano na poniższym rysunku, zmiana z projektu z bocznymi otworami (a) na projekt z bocznymi wgłębieniami (b).
Konstrukcja otworów na łby śrub
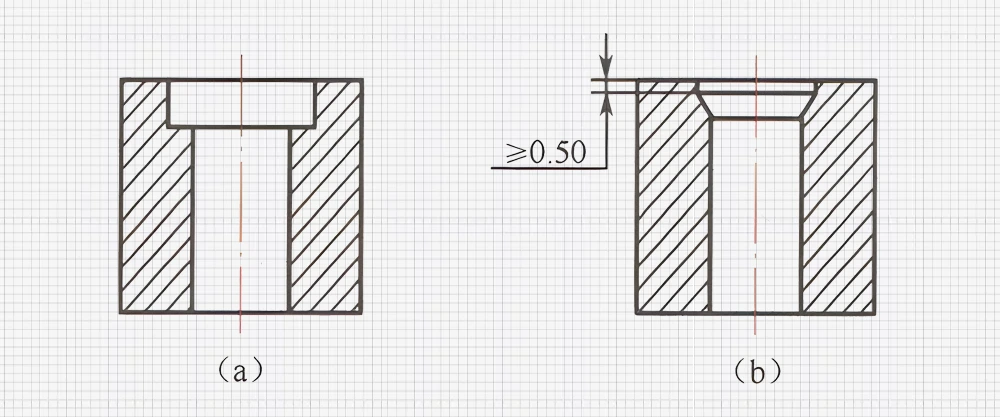
Jak pokazano na poniższym rysunku, preferowany kształt otworów na łby śrub przedstawiono na rysunku (a). Jeśli konstrukcja wymaga kształtu pokazanego w (b), stożkowa powierzchnia powinna znajdować się poniżej powierzchni czołowej o nie mniej niż 0,50 mm, aby zapobiec pękaniu powierzchni otworu.
Struktura krawędzi otworów
Zaprojektowanie pełnej fazy lub promienia na krawędzi otworu jest niepraktyczne; krawędź otworu powinna mieć co najmniej 0,4 mm prostego elementu.
Szefowie
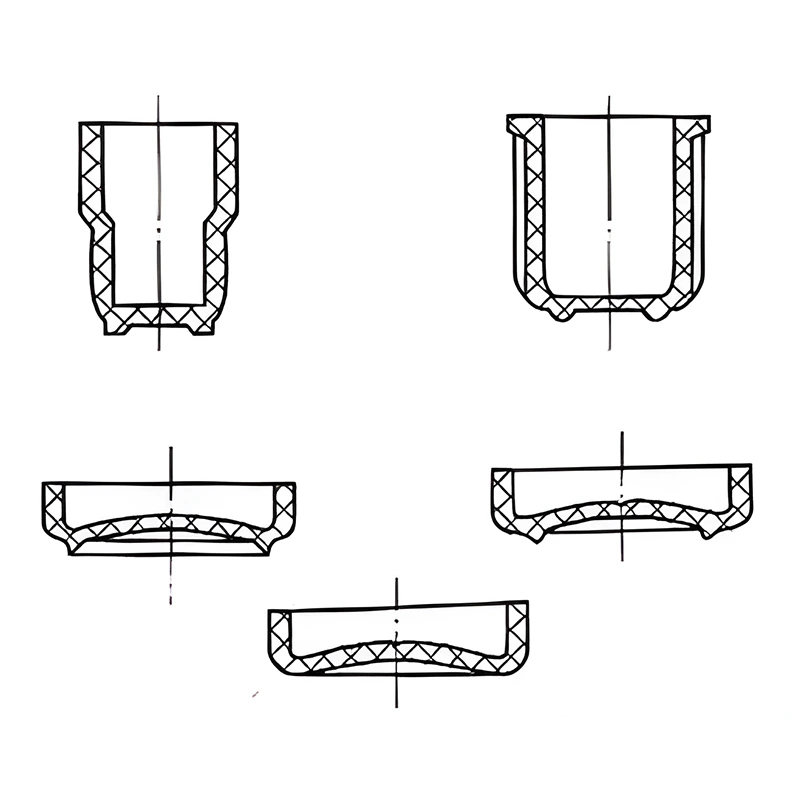
Tuleje są zwykle używane do montażu dwóch produktów z tworzyw sztucznych za pomocą otworu w wale lub do montażu wkrętów samogwintujących. Gdy występ nie jest zbyt wysoki i jest wyrzucany za pomocą tulei wyrzutnika w formie, może nie potrzebować kąta pochylenia. Jednakże, gdy występ jest wysoki, często dodaje się żebra poprzeczne (wzmocnienia) na jego zewnętrznej stronie. Te żebra poprzeczne mają zwykle kąt zanurzenia 1-2 stopni, a sam występ może również wymagać kąta zanurzenia w zależności od sytuacji.
Gdy piasta jest połączona ze słupkiem (lub inną piastą), szczelina montażowa jest zwykle ustawiona na jednostronną wartość 0,05-0,10, aby uwzględnić błędy pozycjonowania, które mogą wystąpić podczas obróbki każdej piasty. Gdy występ jest używany do montażu wkrętów samogwintujących, jego wewnętrzny otwór powinien być o 0,1-0,2 mm mniejszy niż średnica wkrętu z jednej strony, aby zapewnić bezpieczne zamocowanie wkrętu. Na przykład, w przypadku montażu za pomocą wkrętu samogwintującego M3.0, wewnętrzny otwór piasty jest zwykle wykonany na Ф2,60-2,80 mm.
Wkładki
W procesie formowania tworzyw sztucznych, części metalowe lub z innych materiałów, takie jak śruby i zaciski osadzone podczas lub po formowaniu, są zbiorczo określane jako wkładki w częściach z tworzyw sztucznych. Wstawki mogą zwiększać funkcjonalność produktu lub służyć celom dekoracyjnym.
Wkładki w częściach z tworzyw sztucznych są często używane jako elementy złączne lub podporowe. Ponadto wkładki są powszechną metodą montażu, gdy projekt produktu wymaga łatwości naprawy, łatwości wymiany lub możliwości ponownego użycia. Niezależnie jednak od tego, czy są one wykorzystywane do celów funkcjonalnych, czy dekoracyjnych, stosowanie wkładek powinno być ograniczone do minimum. Wynika to z faktu, że stosowanie wkładek wymaga dodatkowych etapów przetwarzania, co zwiększa koszty produkcji. Wkładki są zazwyczaj wykonane z metalu, przy czym często wybieranym materiałem jest miedź.
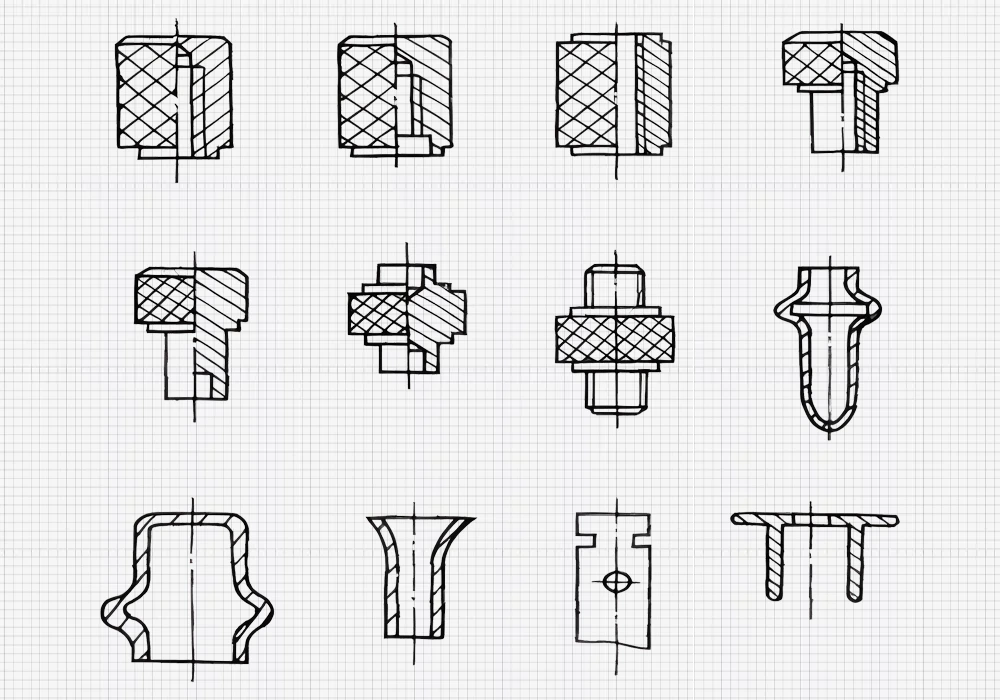
Kształt i wymagania strukturalne dla wkładek
1. Metalowe wkładki są wytwarzane w procesach cięcia lub tłoczenia, więc ich kształty muszą sprzyjać produkcji.
2. Muszą posiadać wystarczającą wytrzymałość mechaniczną (materiał, wymiary).
3. Musi istnieć odpowiednia siła wiązania między wkładką a plastikową matrycą, aby zapobiec wyciągnięciu lub obróceniu się wkładki podczas użytkowania. Powierzchnia wkładki powinna mieć pierścieniowe rowki lub poprzeczne nacięcia; należy unikać ostrych kątów, aby zapobiec uszkodzeniom spowodowanym koncentracją naprężeń. Tam, gdzie to możliwe, należy stosować okrągłe lub symetryczne kształty, aby zapewnić równomierny skurcz.
4. W celu łatwego umieszczenia i pozycjonowania w formie, część wkładki wystająca na zewnątrz (część umieszczona w formie) powinna być cylindryczna, ponieważ okrągłe otwory są najłatwiejsze do obróbki w formie.
5. Aby zapobiec zapłonowi, wkładki powinny mieć struktury, takie jak występy uszczelniające.
6. Konstrukcja powinna ułatwiać wtórną obróbkę wkładki po formowaniu, taką jak gwintowanie, cięcie powierzchni czołowej, kołnierzowanie itp.
Podczas projektowania produktów z tworzyw sztucznych z wkładkami, kluczowe jest zapewnienie, że wkładki mogą być precyzyjnie i niezawodnie umieszczone w formie. Ważne jest również, aby wziąć pod uwagę, że wkładka musi tworzyć silne połączenie z formowaną częścią, co może być trudne, gdy materiał hermetyzujący jest zbyt cienki. Dodatkowo, konstrukcja musi zapobiegać wyciekom tworzywa sztucznego.
Tekstura powierzchni produktu
Powierzchnia produktów z tworzyw sztucznych może być gładka (polerowana powierzchnia formy), trawiona iskrowo (miedziana wnęka formy poddana obróbce EDM), różne wzorzyste powierzchnie trawione (powierzchnie wzorzyste) i powierzchnie grawerowane. Gdy głębokość tekstury jest znaczna lub istnieje wiele tekstur, opór rozformowywania wzrasta, co wymaga odpowiedniego zwiększenia kąta rozformowywania.
Tekst i wzory
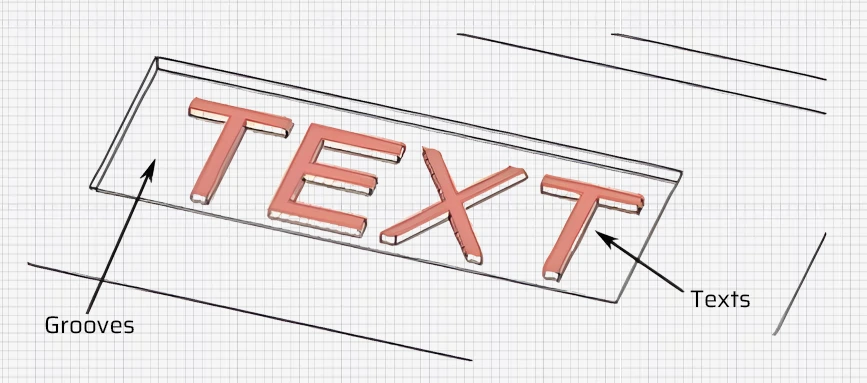
Tekst i wzory na produktach z tworzyw sztucznych występują w dwóch formach: wypukłych i zagłębionych powierzchni. Zasadniczo istnieją dwie metody przetwarzania: mały tekst i wzory są uzyskiwane przez wytrawianie formy, podczas gdy nieco większy tekst i wzory są bezpośrednio obrabiane w formie. Rozmiar tekstu musi sprzyjać formowaniu i unikać ostrych kątów.
1. Najlepiej jest używać wypukłych powierzchni do tekstu i wzorów na produktach z tworzyw sztucznych, dzięki czemu są one zagłębione w formie, co upraszcza obróbkę formy. Jeśli struktura wymaga, aby powierzchnia nie miała żadnych wypukłych elementów, można utworzyć zagłębiony obszar, w którym tekst lub wzór znajduje się na określonej głębokości, a następnie podnieść tekst lub wzór we wgłębieniu. Spełnia to wymagania strukturalne, a jednocześnie ułatwia tworzenie form.
2. W przypadku produktów z tworzyw sztucznych wysokość wypukłego tekstu i wzorów wynosi zazwyczaj od 0,15 do 0,30 mm, podczas gdy głębokość zagłębionego tekstu i wzorów wynosi od 0,15 do 0,25 mm.
3. Specyfikacja rozmiaru tekstu:
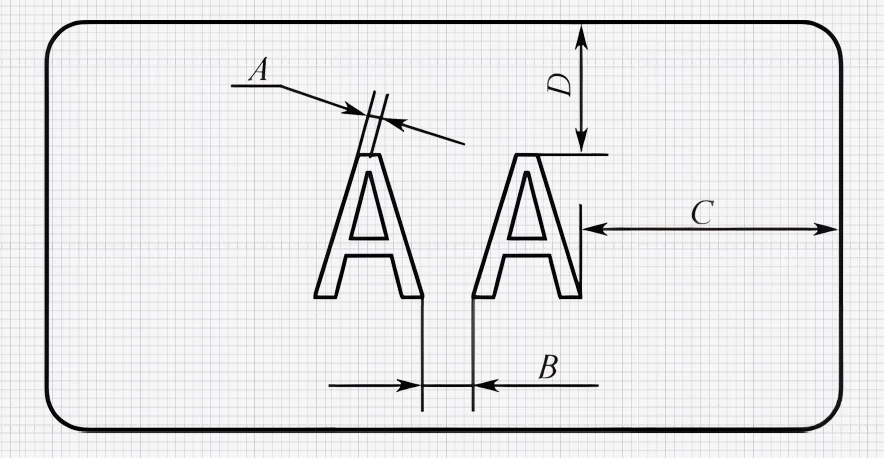
- Wymiar A to szerokość obrysu tekstu, zalecana nie mniejsza niż 0,25 mm.
- Wymiar B to odstęp między dwoma znakami, zalecany nie mniejszy niż 0,40 mm.
- Wymiary C i D to odległości od znaków do krawędzi, zalecane nie mniejsze niż 0,60 mm.











